selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Хватит вам 160А и может на чипе человек что не так намерял и аппарат то 200А заявлен , но может и верно намерил и за Кедры да и другие Китай не скажу. Вот главное чтобы не подвел аппарат в смысле надежности и не поломался. Что касается поводок , не поведет да и не грейте и так начинайте сварку , плавник сам прогреется до нужного . Ну и подложите из нерж. 2мм - 3мм иначе потечет ваш плавник. Вообще такие вещи опыту надо на "кошках" набраться и потом уже за это браться.

- 3 331 ответ
-
- 11
-

-
- технологии
- TIG
- (и ещё 1 )
-
Антон , да пишут много и больше попусту ,,, и ,,,и думаю мне то поверите ну не стал бы я им соты варить да еще с плохим поджигом и одна две ошибки при поджиге могут решить радиатор соты . Но не подвел и усе сделал как надо, радиатор я уже варил Селко это соту года два назад , сейчас выше поползла и сегодня подварил 500кой .
-
P.S. Победила ДРУЖБА , в нашем деле все сгодится пайка и сварка и учимся этому всю жизнь .
- 171 ответ
-
- 12
-
-
Отвечу непременно Сегодня у меня уважительная причина и можно озвучивать не буду . Плюс поставил да и другого не ожидал и подготовленное отверстие и ответная трубка все как положено зазоров нет , на той чо делали и о которой спор возник было вырезано дремелью или болгаркой уголком и вот в те зазоры еще не известно и может припой и закупорить или снизить на половину проходное отверстие. Да ладно бог с ним и завтра "ответный удар ТИГом"
-
Андрей , речь шла про латунь http://websvarka.ru/talk/topic/1347-svarka-bronzy/?p=277534 Не сподобился сегодня с тройником , завтра радиатор от Газели и заодно и тройник , сегодня отдыхаю и в гараж не ходил .
-
Горелка АГНИ тема есть думаю найдете. По вашей , вытаскиваем заглушку и подкручиваем шурупчик , но еще лучше его выкрутить и нанести на резьбу намного резьбового фиксатора (в автомагазинах есть) ну и закрутить и некоторое время выдержать чтобы подсох и тогда шурупчик при повертывание головы горелки не будет слабнуть и произвольно откручиваться ну и заглушку на место. http://websvarka.ru/talk/topic/4322-gorelki-agni-i-drugie-otechestvennogo-proizvod/?p=124908
- 31 ответ
-
- 3
-
-
@konstantinXX, Костя , а чего у тебя проволока сверху идет в подающей и мне кажется так перегиб больше , и переверни катуху чтобы с низу заходила в подающей. P.S. Мерю по Меркле , а ты похоже Есаб показал вот на нем не знаю как правильнее.
-
Антон , проблемы были вот на этом и первый раз когда с завода получил. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=159608 После они поправили и внесли что то от итальянца и поставили мне и Вадиму (может и еще кому) и проблемы если электрод не заточен и окислен да и сварка с малых токов начинается как я настраиваю , если электрод пусть даже и не совсем острый но блестит то проблем не будет а вот если окислен то с первого (при моих настройках) может и не запустить дугу но обычно со второго - третьего запускает - вот вся и проблема. Что касается серийных аппаратов , то Андрей говорил что после как нам поправили так сразу и в серию запустили на продажу и вижу может только одну проблему попадаются еще в продаже аппараты 2012 года и вот скорее на них старый осциллятор и при покупке надо выяснять дату изготовления и лучше покупать 2016года. Ну и на очереди осциллятор и обзовем его от Миллер.
-
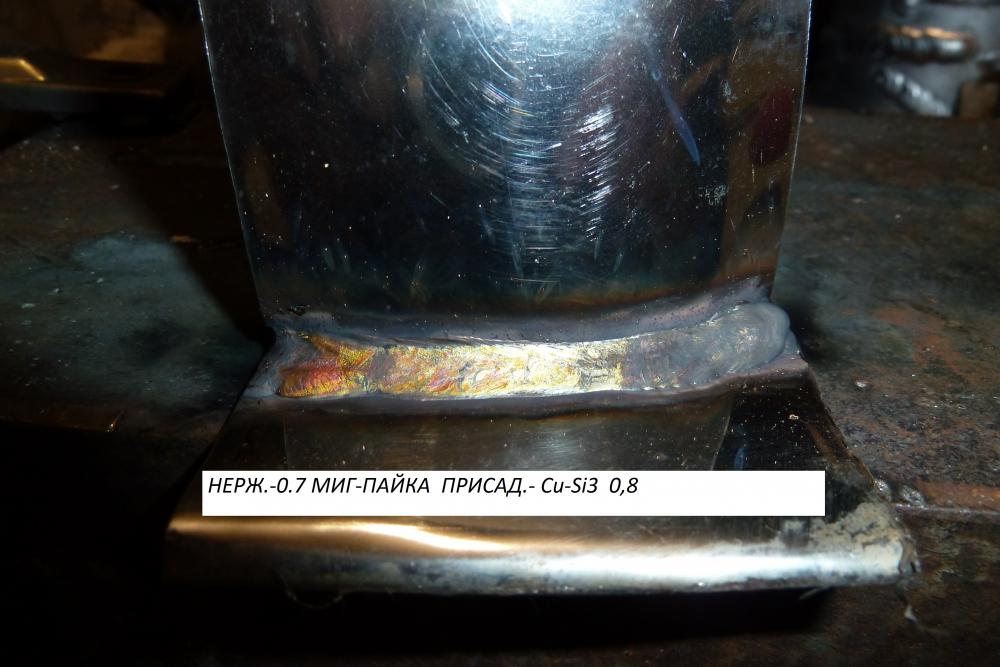
Можно но не медью а лучше той же CuSi3 или МНЖКТ5-1 вот ПА но можно и ТИГ разницы не будет.
- 171 ответ
-
- 16
-
-

-
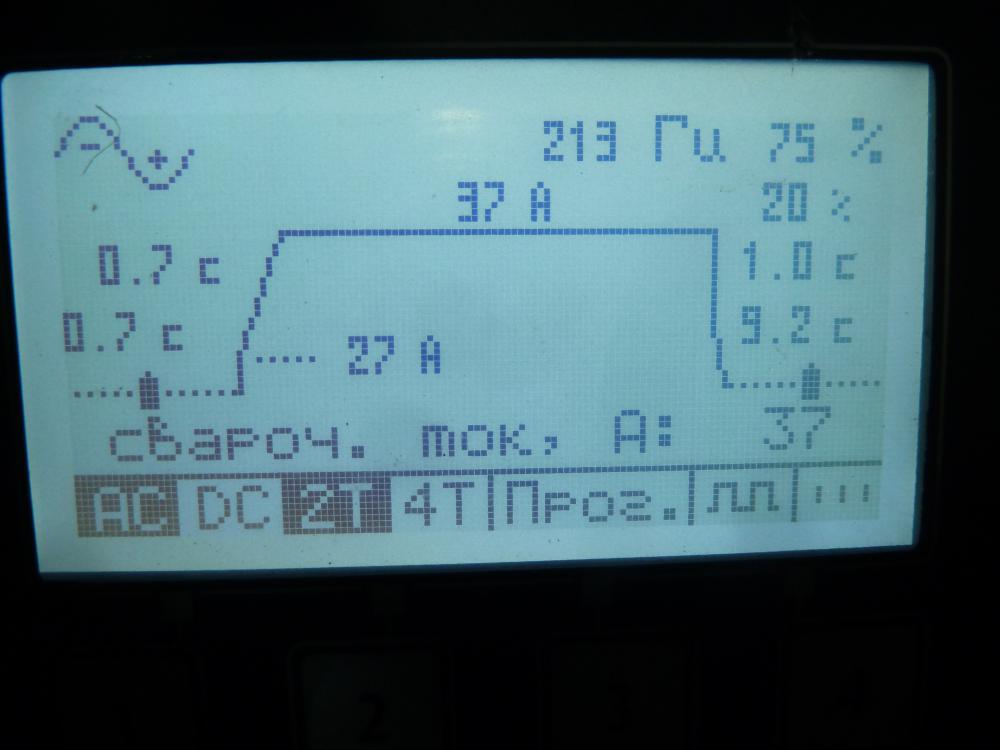
Антон , да на первом был косяк с поджигом и не скрывал , опосля отправил на завод и они поправили поджиг и использовали- взяли на вооружение мною отданный итальянский аппаратик с хорошим поджигом. Аппарат пришел с совсем другим поджигом о чем я здесь и говорю и показываю , Вадиму тоже поправили. Не критичные проблемы я думаю будут у всех и выше писал если электрод не заточен и окислен и так устроена ТИГ сварка и если по другому то варили бы тупым что его точить то. Да я был бы на вершине если Форсаж бы сделал выбор поджига на + или - , но пока это не возможно . Но вот новый осциллятор полностью электронный и по мощи и алгоритму работы приближенный к Миллер будет , да что там будет есть на заводе тройка аппаратов с таким осциллятором и проблем нет вообще при поджиге даже с окисленным ляктродом и радуйтесь кто не любит точить . Мне вот свой пока не когда отвести к ним на завод и поставили бы новый на пробу , но может и вырвусь как и сгоняю. Да и уже писал , что мне жаль и с таким расставаться какой у меня сейчас и полностью устраивает . Да че там устраивает , вот на днях привозили радиатор от квадрика крутого и варил при них прямо , так вот в гараже Форсаж стоял и по первому хотел сходить за Селко , но почесав лысину сам себе сказал а чем хуже Форсаж , включил, синусоида , баланс 75%, время поджига 007сек, ток поджига 17А, подъем тока 0,7сек , ток 37А, спад 50 % быстрый и далее спад медленный 3сек до окончания сварки и это заменяет педаль и (придумал это Виктор и спасибо ему, он знал как им на выставке растолковать такое ) , ну и радиатор заделан с первого раза и проблем ноль.
-
И я постараюсь латунь- тройник с плохой подгонкой (то есть на глаз вырежу) ТИГ и CuSi3 и даже видео со временем .
-
Ну вот вы даете и выше было указано что с флюсом и почти боле не чего . Впрочем Я этими материалами и ТИГ спаяю и даже быстрее чем газовой и вид лучше будет . Я так и не понял в чем проблема то , и если он тройник из латунной трубки паял ТИГ с CuSi3 то в этом нет не чего страшного и выйдет все на ура и крепко , вот он немного не так делал и поэтому цинк пер из латуни и мешал ему . Впрочем и газопайке цинк будет еще сильнее переть из латуни , с ТИг можно спаять так что цинк останется в латуни только немного опыта и хитрости.
-
Вадим , что греха таить и если ляктрод на Селко загажен то тоже может и со второго и даже с четвертого при моих настройках , но можно поставить 4мм электрод и он с первого раза любой загаженности будет но мне это не надо да думаю и другим так как электрод еще при розжиге таком подпортится и это уже не сварка. Впрочем думаю и другие будут капризничать с таким электродом и минимальными настройками тока и подъемного тока при розжиге , не люблю я резкий старт на больших токах и как правило с 20А а то и меньше начало и электрод для сварки постепенно прогревается и все с ним хорошо , при резком особо на АС токе розочки и т.д. Впрочем как то пытал Сундук осциллятор зверь банку на сквозь пробивает и работает без прерывно пока не зажжет , но если электрод загажен здорово то и у него дуги не дождетесь . Антон , я вот не знаю что прицепились к поджигу Форсажа и все рассказано и разжевано и даже показано . Ты говоришь Гроверс , да может и хорош но не видим мы не банок и даже поджига дуги от сего аппарата , а их полно здесь на форуме , да и они больше всех кричат какой плохой Форсаж.
-
Да хорошо пайка с флюсом и латунью и покажите отверстия в трубках. Велорамы 50х годов из СССР были паяны латунью и не втык а труба в трубе и зазор минимален так вот при пайке латунь запросто заполняла зазор . Вот оцинковка оцинковке рознь и нынешняя в том числе и автомобильная имеет слой 000.1мм и сгорит . Так чо образцы имеют слой гораздо больший , нужно манагерам как то народ обманывать и обманывают . Сгнить и так сгниет если цинк минимально поврежден и он не может остаться не поврежденным и по сему если после сварки не зависимо сталью или еще чем правильно обработано загрунтовано и тд. то быстро не сгниет. Ну и пример выгорания цинка и это с Меркле и ColdMIG коей немцы рекламируют что 30% меньше выброса энергии , ну а простой ПА куды больше пожжет.
-
Антон , да я вот и не заметил что на моем нужна подстройка. В принципе что такое настройка HF поджига , выбор диаметра ляктрода на большей части аппаратов в том числе и на Селко , впрочем есть у него и авто режим но не люблю я его , на Ево и ЕВМ выбор полярности тока и это очень хорошо, у Кемппи вроде полный автомат и не чего выбирать не надо и хорошо и фины с их многолетнем опытом все сделали правильно и красиво . Вернемся к Форсажу и настройка поджига или переналадка займет 2мин , да и не нужна она так часто я настроил и зажигаю дугу 5ти амперную и с этой же настройкой 350 амперную , важный фактор для Форсажа , впрочем и для всех остальных чтобы электрод был с блеском и не имел окислений в связи с 3х секундным пост газом он очень мал для АС тока ,впрочем и для DC . Все вышесказанное для АС тока , на DC токе Форсаж подожжет и черта.
-
Общее CuSi3 , ну и начнем с дядьки. Он показал как можно ТИГ и должно варить-паять и крепость трубы показал и что еще надо. Чешуя , попробуйте без нее и покажите что выйдет. И вернемся в Апрель месяц , да я не против паяйте но как подогнано там то после пайки понадобится "шурик + сверло" и восстанавливать "проходимость" тройника. Так чо все правильно сделал что выбрал ТИГ и одна у него ошибка дуга на латунь уж больно сильно воздействовала и цинк мешал, но это просто в первый раз и следующий будет лучше. Причем минимальные тепловложения и я в крыло со стальной присадкой вложу меньше тепла чем с CuSi 3 пусть оно и оцинкованное и цинк по любому пострадает и с тем и с тем . И еще раз о извращениях , ну во первых видео показательно и более не чего , а по большему счету почему и нет конечно не швеллера да их в видео и не было , а пластины вполне возможно и может быть в каких то конструкциях это будет лучше чем сварка. Вот и велорамы варят-паяют трубы в стык и газосваркой но ТИГ лучше было бы.
-
Вот такую желательно. https://rs-nt.ru/products/327/2319/ Ну и конечно для алюминиевой бронзы переменный ток для разбития оксидов , точь в точь как на АЛ сплавах .
-
Саш со временем и не спеша когда освоишь территорию, сделаешь усиление где трубы выходить будут , сварка есть (каркас и к крыше на болтах или еще как) . Зато свет без платный и тепло.
-
Да в принципе согласен и винтель не помешает даже если в аппарате газовый тракт есть. Например можно у баллона ротаметр настроить и на повышенный расход и прямо во время пробной сварки откорректировать на горелке до достаточного минимума. Тоже давно хотел с вентилем и вот уже надо обновить свою АГНИ и буду с вентилем брать.
-
Я чего то немного не понял это колбы для освещения или отопления? Просто читал вот здесь и у него вакуум колбы греют теплоноситель. https://www.chipmaker.ru/topic/182177/ https://www.chipmaker.ru/topic/182177/page__view__findpost__p__3314409 https://www.chipmaker.ru/topic/182177/page__view__findpost__p__3315262
-
У меня в доме 10ть контуров и примерно равной длины где то по 50метров , насос один на все и трехходовые краны вроде два . Вот еще о подвижности трубок , ладно зимой и там стабильность , а летом отключаю и бывает уже не стабильно температура.
-
Вот они мне тоже самое вчера сказали и говорят что находит , надо спеца найти и попытать этим чудо прибором.
-
Саш, если можно по подробнее теплым поле, что снизу положили с земли утеплитель пенопласт или еще чо, сколь контуров на такую площадь и говорят и у меня в доме так делали один контур не выше 60 метров. Вот в ванной контур дал утечку и сказали что нет свободы трубок и действительно там просто залили раствором , в других комнатах уложена трубка в формы твердый пенопласт и сверху накрыли и только потом залили раствором и трубки имеют подвижность. Вчера приезжали радиатор с квадрика варить богатые и крутые и игрушки у них дорогие. Так вот они его помыли но он сырой и я его под пушку подсушить и пока он полчаса сушился у них ноги в моем гараже замерзли ну и разговор о теплых полах пошел. Один говорит что у него в гараже теплые и как у меня в доме , на что я ему сказал что в ванной уже "крякнула" герметичность (обещали 50лет гарантии) и нужно долбить и еще бы знать где и похоже всю ванну перепашешь пока найдешь. А вот второй говорит что у него дома теплые да и вообще весь дом отапливается теплым воздухом (шведская система) то есть и в полах и в стенах каналы-воздуховоды и по ним из подвала с калорифера подается горячий воздух ну и естественно с фильтрацией и не шумно то есть все рассчитано и самое главное преимущество в доме не чего не продырявится и не потечет и даже не разморозится , остальное что с антифризом или водой все в подвале и доступно к свободному ремонту без всяких вскрытий полов , долбежек стен и т.д.
-
Полезно очень купить вот такой в добавок и не дорогой. Но зато прямо на горелке мерит и если на редукторе врет и даже допустим что и ручной врет то можно примерно выбирать среднее между двумя показаниями так как по одинаковому они не врут и один в минус может а другой в плюс. http://www.esva.ru/prodinfo.php/cPath/15_25/products_id/763
-
HF/ LIFT на панели имеется. Только вот у меня всегда возникает вопрос , зачем он нужен если есть ВЧ.