selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
 Эх , ребята!!! И начнем все сначала , подшипник перво наперво дает знать "голосом" прежде чем начнет подклинивать и не всегда такой под замену и просто требует промывки и смазки , кстати смазку набивали при помощи кипячения в смеси мотор. масел , нигрола, графита и литола механик сам готовил эту гремучею смесь. Ну и допустим что подклинивает подшипник и лапки уже не спасет не что и даже сормайт они просто нагреваются в паре с подшипником и загибаются и точно их только на выброс. Ну и чтобы в пути не случалось на это есть механик и карта ТО автомобиля и у нас все четко соблюдалось . Да и выше отписывал что подшипник оповестит "голосом" за неделю до того как начнет подклинивать и у водителя (или шофера как кому созвучнее) есть почти неделя для спасения лапок и подшипника. Ну и по поводу самоподводящихся цилиндров , так вот они имеют разрезное колечко кое отводит подшипник (так же как на тормозных цилиндрах задних колодок и если иначе то тормоза да сцепление через энное количество км начали бы дымить) на 0,5мм примерно и нагрузка минимальна и да крутится подшипник но в холостую, в прочем и на обычных сцеплениях не самоподводящихся , подшипник крутится поток воздуха от корзины сцепления и она похожа на турбину.
Эх , ребята!!! И начнем все сначала , подшипник перво наперво дает знать "голосом" прежде чем начнет подклинивать и не всегда такой под замену и просто требует промывки и смазки , кстати смазку набивали при помощи кипячения в смеси мотор. масел , нигрола, графита и литола механик сам готовил эту гремучею смесь. Ну и допустим что подклинивает подшипник и лапки уже не спасет не что и даже сормайт они просто нагреваются в паре с подшипником и загибаются и точно их только на выброс. Ну и чтобы в пути не случалось на это есть механик и карта ТО автомобиля и у нас все четко соблюдалось . Да и выше отписывал что подшипник оповестит "голосом" за неделю до того как начнет подклинивать и у водителя (или шофера как кому созвучнее) есть почти неделя для спасения лапок и подшипника. Ну и по поводу самоподводящихся цилиндров , так вот они имеют разрезное колечко кое отводит подшипник (так же как на тормозных цилиндрах задних колодок и если иначе то тормоза да сцепление через энное количество км начали бы дымить) на 0,5мм примерно и нагрузка минимальна и да крутится подшипник но в холостую, в прочем и на обычных сцеплениях не самоподводящихся , подшипник крутится поток воздуха от корзины сцепления и она похожа на турбину. -
Да согласен и не дураки они и делать умеют , но вот предвижу что ей варили так сверху да еще может и не так часто . Вот "асбесто- бакелитовую" можно было утопить в самое пекло и не выдержит там горелка ДЖОДИ и минуты и от современной технологии останется пшик. Ну и немного реабилитации америки и думаю у них тоже были и есть "асбесто-бакелитовые" но может по аккуратнее сделаны и все.
-
Антон , вот вот а ящичек со шлейфом прикручивай аж 6ть горелок по очереди ну и подогнать подключение шлейфа к конкретному аппарату и вари. Кстати ты тут прикупил супер флех со шлейфом а без шлейфа это пустышка . Да кстати завтра (сегодня поздно уже) я у тебя поспрошаю в ЛС о флех если не возражаешь .
-
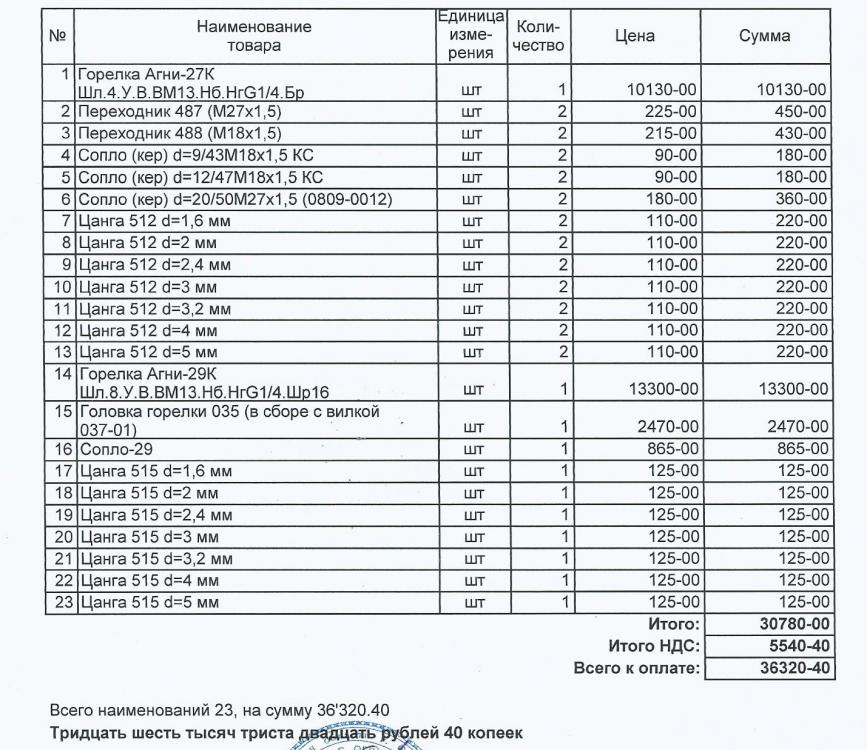
Да не так не может она стоить и иногда на Сварби даже дешевле чем у них и они наверное оптом у них покупают и потом демпинг цен у себя то есть меньше чем у завода. Вот счет мой и я его так и не оплатил 2015г

-
Эх Антон где же ее 17ю да за такие деньги купить то и я бы купил но увы там или как моя "старушка но живая и еще пару лет побегает " или одна голова с ручкой без шлейфа. МассаТом , Эльдар соглашайся ты умеешь торг вести ну и если чо и проиграем то Антону вместе отдадим
-
Ну если сильно нуждаетесь в деньгах то можно и продать , но не дешевите и по мне 30-35к.р. цена "ящичка" и не как не меньше. Вот цены на ТИГ горелки и хорошие типа Агни стоят довольно хорошо , Китай дешевле. http://www.svarbi.ru/cat/gorelki-v-srede-zawitnih-gazov/
-
Это второстепенно , ну не кто же не выжимает сцепление на полных обр. двигателя. Хх двигателя 900об , ну пусть при переключениях 1500об и так что контакт происходит лояльно да и в первые моменты давление на лапки и на подшипник невелико и за это время скорости лапок и подшипника уравниваются ну и далее уже давление возрастает по мере нажатия на педаль. На Уазах были болты на концах лапок и ставили из ящика обычные и хватало до износа диска сцепления . Вот на спортивных там да переключения без сброса оборотов и тут да нужно что покрепче и то сейчас это уже не актуально и лапки канули в прошлое , сейчас диафрагма-пружина и сварка отменяется .
-
А эти можно чем угодно и объясню. Если выжимной работает как ему предписывали конструктора то лапкам не чего не станется и были лапки с регулировочном болтом на конце ну чуток нормализованным (ну и совет не держать выжатым сцепление на светофорах) , ну а если он зашумел и это первый признак снять коробку и заменить или промыть - помазать и некоторым это снимание как "кость в горле" и снимать то все равно придется и в добавок лапки наваривать вот такие и просят мне чем покрепче ну ну сделаем только в следующий раз при снятии увидите выеденный почти насквозь выжимной ну и в магазин и сейчас то ноу проблем а вот в СССР там обычно их нет , но зато у магазина при выходе вас встретят барыги и из сумки достанут "заветное" ну и попросят Феолетовую ( кто не помнит это 25р) за него.
-
Похоже не хотите угадывать или не знаете . Ладно раскрою секреты СССР . И так точится все необходимое под горелку ну и собирается воедино . Дальше асбест шнур в бакелит лак и начинаем мотать пару тройку слоев и в духовку или печь 200гр и жаропрочная изоляция готова и сносу ей не будет. http://websvarka.ru/talk/topic/1344-svarochnye-gorelki-tig/?p=15479 Кстати бакелит лак еще очень здорово выручал автомобилистов-жигулистов 80х годов. Тормозные колодки передние и задние были в дефиците и барыги просили по 50р за комплект а это четверть зарплаты основного рабочего люда. И по сему от тормозных накладок ЗИЛ130 а они толстые вырезались и фрезеровались передние накладки жигулей , задние подгонялись от москвичей или еще от чего , основание жигулевкое зачищено и т.д. смазывалось бакелит лаком все в кондуктор с прижимом и в печь (в термичке) с заданным алгоритмом нагрева и колодки готовы . Отдавали к химикам на анализ адгезии и те выдали "таможня дает добро" не хуже заводского соединения и даже превосходит энное.
-
Вот те на , "грузовой центр" не нашлось подходящего ключа и применили "цепную удавку" результат проломлена дыра ну и ко мне не дают с голоду помереть . Дальнобойщик стоял над "душой" и причитал как же я с дырявой крышкой ступицы поеду 1000верст , подшипнику смерь будет , да не переживай и сейчас поедешь . Деньги на сей ремонт он вычел с любителей "цепных удавок" 600р.
- 3 331 ответ
-
- 28
-

-
- технологии
- TIG
- (и ещё 1 )
-
Антон , да нет сделать то могли и технологичнее и обризинить но это смотреть с какой стороны . Эти горелки могут например работать в узком пространстве и не сожгут сами себя как резиновые , ну и по амперам они рассчитаны на них но предвижу что имеют и хороший запас. P.S. Вот Валерий показал такову горелку и у меня есть похожая только в раза три мощнее . Так вот такие горелки тоже выпускали и как правильно Валерий сказал бывало и внутри заводское исполнение. http://websvarka.ru/talk/topic/10707-gmch-55-argonovaia-gorelka/?p=318180 Вот предлагаю угадать чем и с каким связующим сделана обмотка горелки ? Ну и по стойкости к жару-пылу ей нет равных
-
Саня , все зависит от газа и смесей применяемых при резке. Вот у нас на заводе только смесью резали и даже 300мм алюминий и для него надо 1000А а может больше , но выручали смеси так как питание плазмы осуществлялось ВДУ 506 подшаманеное электронщиками. https://plasmainfo.ru/technology/21/177/ https://plasmainfo.ru/technology/21/177/ Кстати смотри какой Селко сделали и пока конкретно не смотрел , но думаю с программами под разные смеси и т.д.
-
Валер , сее чудо современного развалится через полгода а может и сразу если поварить ими там где теми из наборчика варили и не зря они созданы были да и завод Воронежский почти все делал и делает для ВПК и по умолчанию все должно супер надежно . Усе замолкаю и молчу :P , тем паче хозяин наборчика более не чего не отписывает .
-
Большой не маленький , шучу. Но надо посмотреть что у них за валы диаметр и думаю метр или полтора не такая и маленькая улитка и думаю движок выше 5квт точно. Вот цену бы узнать у них и конечно 60 тыщ с лишним что вы показали это слишком много . Я вот так пробежался по их сайту (ссылку выше давал) и смотрю там у них много домкратов и гидроцилиндров ну и у меня сразу мысля, а чо если купить домкрат двухсторонний или гидроцилиндр , токаря за шиворот к станку точим резьбу привариваем ухи и потом к домкрату или цилиндру и получается .....и получается съемник такой какой нам нужон. Вот позже еще схожу на их сайт и просмотрю все домкраты и гидроцилиндры. Не гидравлика это вещь , механический мученье и если при снятии чего то "трудноснимаемого" его начинает выворачивать и резьба клинит как не маж ее да и вал например двигателя начинает крутится и цетровка съемника сбивается и...и или лапки гнутся - отлетают или съемник "стреляет" то есть срывается, и по сему Гидравлика вне конкуренции .
-
Не знаю про тыщИ но аналоги есть. http://www.enerpred.com/production/semniki_gidravlicheskie--8 https://www.youtube.com/watch?v=93BVha6O_1c
-
Да вот они . http://www.uraltermosvar.ru/index.php?page=products&pid=100576
-
Валер , стоит стоит , но вот у нас страна такая не ценят прошлое . https://parmaday.ru/muzei/dom-slavjanova Вот вам музей и он не один , а смотреть там особо не чего и все это в том числе и ТИР и многое...многое другое что создали до и после СССР должно быть там . И надеюсь может найдется кто и когда нить богатый и начнет собирать все воедино и музей будет процветать и иностранцы не прочь будут посетить такое место. Что касается цены , было у нас в поселке у мужиков три авто " Победы" (это середина 90х) и как то приехал какой то частный а может и нет коллекционер и все три экземпляра осмотрел , на одной уже жигулевские стекла лобовое и заднее врезано , на другой двигатель от Газ24 и сиденья и только третья все оригинал но она и самая гнилая . Взял третью и взамен мужику Беху отдал почти новую. Я свой ТИР315 на авито выставлял за 80кр. , позвонили через день и предложили 60кр. но сразу понял что им нужна его медь (полтонны ) и по сему отказал ну нельзя такие машины убивать , через три месяца продал здесь за 15кр но знаю что им работают и еще долго будут работать и жизнь у него длинная не то что у современных инверторов максимально 10лет и то как исключения из правил.
-
Вот что есть в ней и конкретно автора не указывают .
-
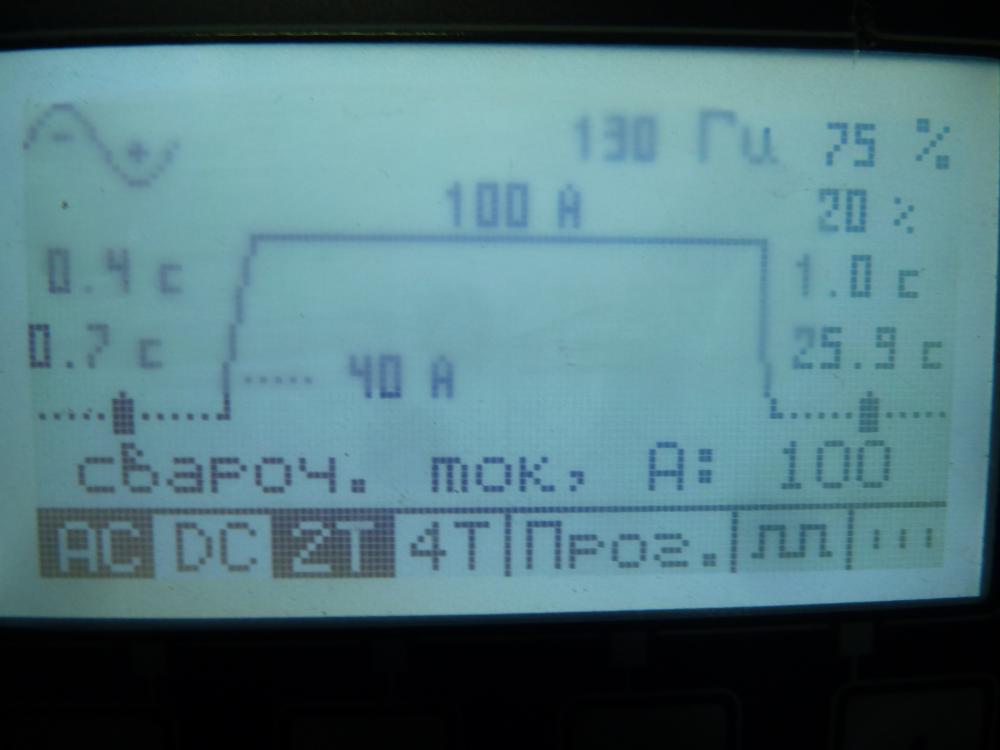
Ну так у меня вышло и конечно не случайно да и осцилляторы у них едины и по тому же алгоритму работают , но больше про поджиг хотелось показать что и с большим шариком блестящем зажигает , а вот окисляющийся электрод и даже с меньшим шариком уже может быть проблема.
-
@chdv1971, Дмитрий , уговорил и откомментирую свое видео. Шарик большой баланс 50х50 и так было задумано чтобы и поджиг показать. На твой канал подписан . http://websvarka.ru/talk/topic/5546-forsazh-200-asdc/?p=317280
-
Спасибо и принял информацию к действию. У нас на заводе токаря что то особо подкаленное да еще цементированное ну например палец поршневой уже не для нужд ДВС а так какой пробойник из него или еще чего , обтачивали эльбором это они так обзывали его и особо в это не вникал.
-
http://aluminium-guide.ru/chem-svarivat-alyuminievyj-splav-6061-t6/ Вадим , я тебе помнишь говорил что можно хорошим свежим проводом и он (шов ) вязок и пластичен и при остывании растянется и не даст трещин да и поддон рвать не будет . Но конечно лучше иметь присадку 1070 или 1450 выше выкладывал, ну и сапожник без сапог у меня ее тоже нема . http://websvarka.ru/talk/topic/10443-svarka-aliuminiia/?p=317903
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
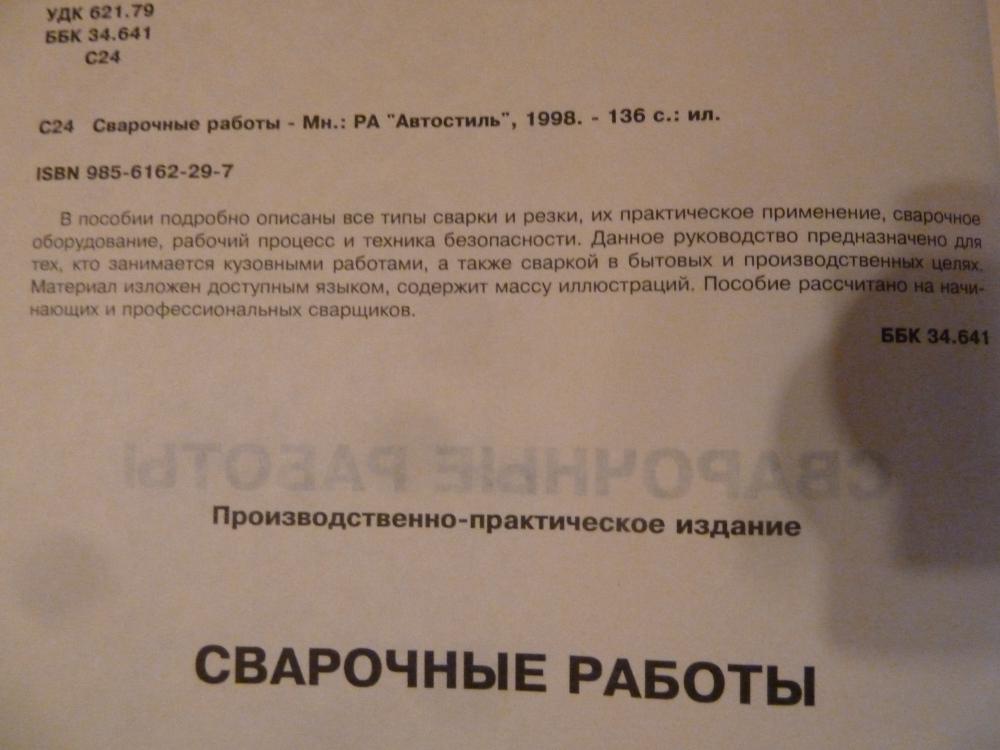
@slakcy, Не ругайтесь и вопрос правда размыт и хотелось как лучше и по сему первая ссылка на очень "Крутую" информацию по ТИГ сварке . Vanguard Иван тоже самое хотел и мы по другому не могем . Ну а если что попроще и обо всем сразу то вот вам http://websvarka.ru/talk/files/file/188-svarochnye-raboty/ Но многого из нее не узнать и так только теория . Вот хорошая книга и все простым языком и неплохо рассказано и если найдете в инете цифро версию то скачайте , у меня только на бумаге
-
Дмитрий , процесс то можно снять но недовольные все равно будут , а вот кто понимает тот и оценит и комментарий оставит и даже посоветует свое что. Давай видео суды если оно еще живое на Ютуб. P.S. Вот последнее мое видео о сохранности вольфрама и о времени пост газа и видел твой комментарий и он №2 , а первый я не сварщик и не чего не понял . И вот что я ему буду объяснять то и он вряд ли поймет и с пояснениями и предвижу просто человек наткнулся на видео посмотрел оставил что то после себя и больше уже не будет смотреть. Ну а те кто сварщики те и без комментариев поймут
-
Сперва вашу хотелось бы услышать , если конечно коробочка ваша . Ну а если покупаете то цену продавца бы наперво и уже потом можно и свои циферки озвучить.