selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Я добрый и по сему функцию свою выполнять не буду , так чо увольте сразу .
-
Да согласен !!! Саш , но такие тоже нужны и даже иногда больше чем мы друг- другу (сварщики и т.д.) он не сварщик и так чуток только но тяготеет и симпатизирует нам иначе его здесь и не было бы по "собственному желанию". Вспоминается история , мотокросс и появился у нас Аркадий он не гонял и даже мото не чинил они ему равнодушны были. Но парню требовалось общение он жил с бабулей и не хватало ему этого. Так вот он нам здорово мешал и надоедал , но прошло какое то время мы привыкли и даже если он отсутствовал то как бы сказать "команда" не в полном составе такое ощущение стало. Ходил до самого конца к нам пока не началась перестройка и ДОСААФ канул в лету. Но самое главное , перестройка наркота и т.д . не сбили его с правильного пути полученного в мотокроссе и его Бабуля не раз благодарила нас что мы не выгнали его и помогли ему в ЖИЗНИ.
-
Жаль ... жаль , политики и на ТВ хватает по горло , а здесь она и не нужна но думаю Штурман001 вступался за честь нашей общей Родины и боле не чего. Связь то есть но это не то , здесь он нужен, и по сему может изыщем возможность амнистии так сказать подарок ВСЕМ на новый год. С Уважением!!!
- 356 ответов
-
- 12
-

-
Вадим, лучше и не пробовать ,,,, но для понимания один два раза надо только выше 40А не ставь а то и горелка сплавится то есть цанга и что рядом и скорее всего выкинешь .
-
@Hlorofos, Виктор, может больше за счет водяного канала. Впрочем вот нашел каталог там и горелки есть. catalog_kemmpi2015.pdf
-
Виктор , хорошая горелка я пробовал удобная и шлейф мягенький. У тебя водянка похоже и придется переделывать разъемы да и электроразъем под Ево. Расходка обычная подходит как своя.

-
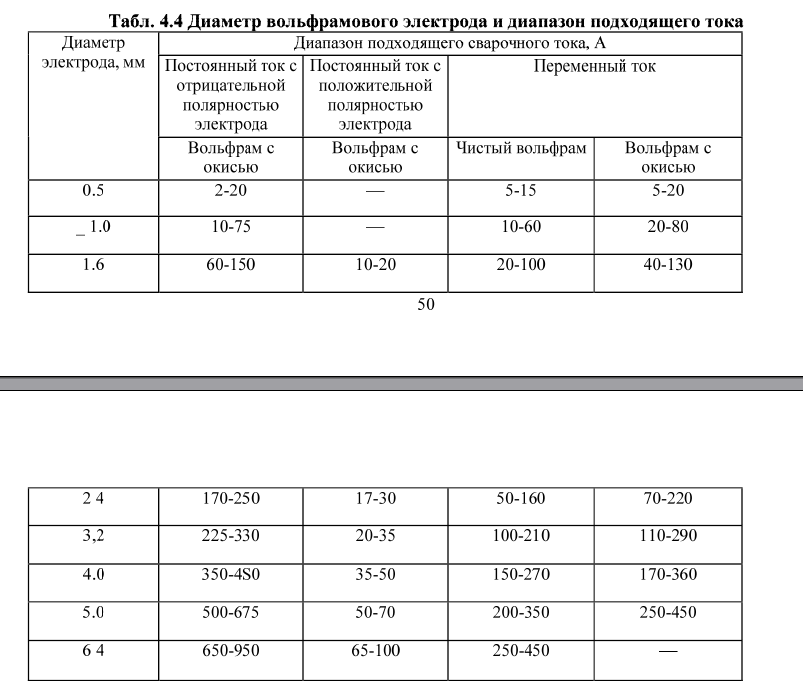
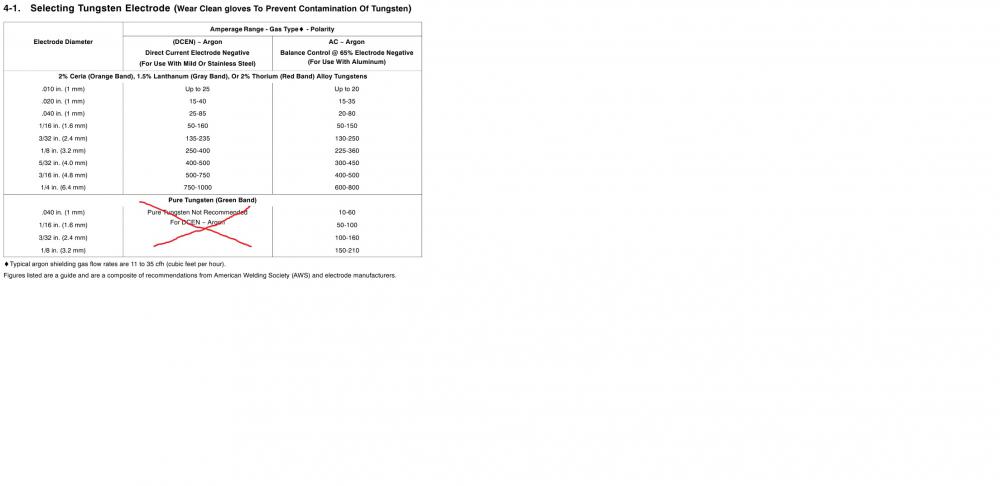
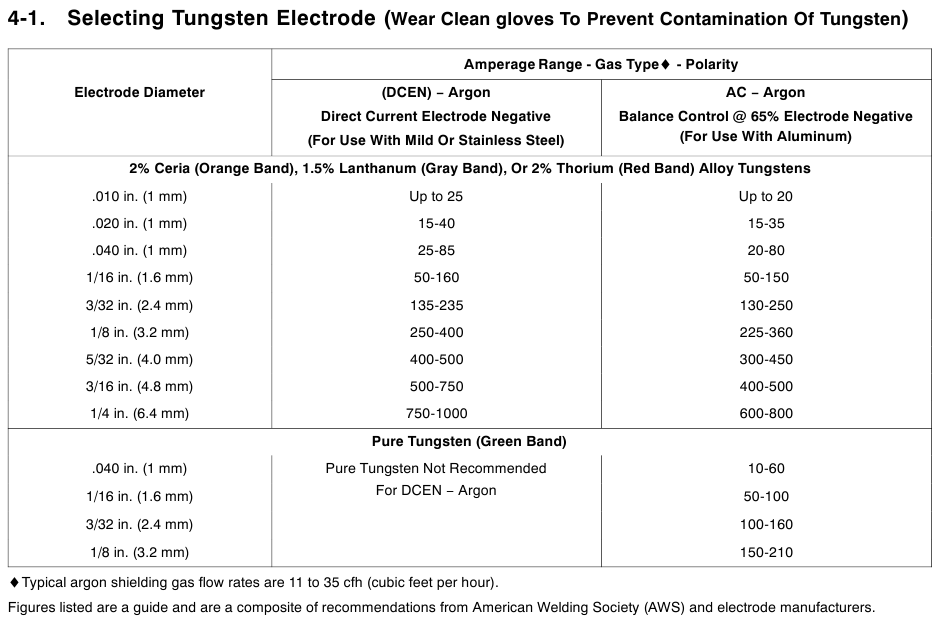
Вадим , хороший вопрос но увы попробуй плюс на горелке и все сразу поймешь . 40А это очень много для электрода 3,2мм и даже больше скажу и для 5мм тоже много и шарик будет после 30-40сек больше диаметра электрода 5ММ и варить таким чудом просто ой ....ой ой. Вот от Millera табличка и там DC+ вообще не рассматривается как режим сварки.
-
Саш да и это будет здорово. Вот только Selco наверное тройку годов а может более , Lorch новье с новейшими прошивками . Впрочем даже так интересней будет. Вообще Selco что то затеяли и на почту мне присылали но пока до конца не разобрался что к чему. Но примерно понял , прошивка и калибровка аппаратов по инету и т.д. Позже отпишусь на эту тему.
-
Саш это теплообменник и так понимаю там два контура один теплоноситель второй что угодно может быть , а порван он не хило и предчувствие что может и внутрях любой из двух контур пострадал и по сему работа будет стоить совсем других денег. А может и новый стальной легче будет изготовить. Георгий , с чего теплообменник? Да Вадим до Нового года у меня "больничный" не оплачиваемый но пока поберегусь , после Нового года потихоньку начнем работать.
-
Ругать то практически не за чего, но вы сварщик ММА и процесс понимаете и это хоть и первый шов но он вполне нормальный. Вот здесь что то не так и не должен электрод гореть на таком токе и по сему хорошо бы фотку его в студию. На горелке плюс или минус (полярность) , диаметр электрода и его марку и газ каков ?
-
А чо Selco уже не справляется ? Это все вам одному или есть коллеги. Ладно , машинки замечательные и ждем обзор и сравнение с Selco.
-
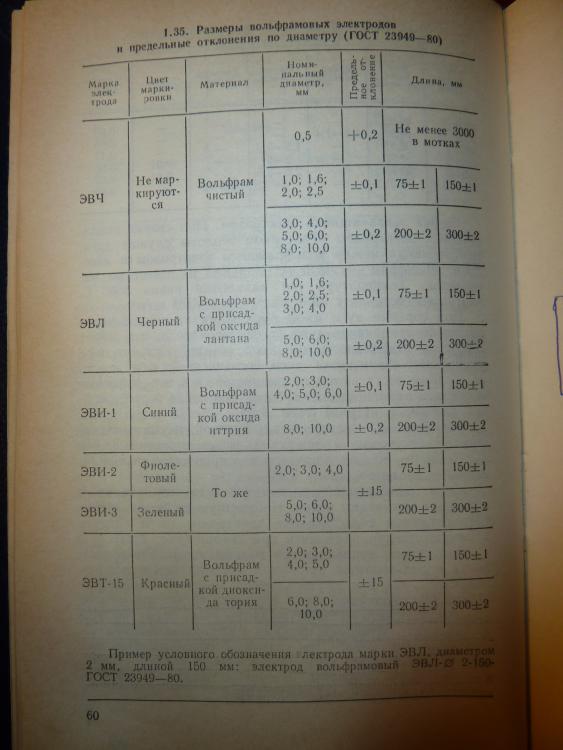
Максим , затачиваем правильно (я на алмазной чашке, риски вдоль ) и иногда под очень малые токи полирую чуток заточку наждачка 1000 и должно все правильно гореть. Для 10А диаметр 1,6мм меньше 10А ,,1,2мм . Используйте для малых токов WZ8(белый) и при зажигании длина дуги 1-2мм . Ал сплав зачистить и должен быть чистым с толстой оксидной пленкой может гореть не на острие. Бывает что и на правильно заточенном и чистом металле загорается не на острие но это обычно 5А и ниже (аппарат не причем и таково есть и на брендах ) и тогда чуток хитрости , гасим дугу и острием чуток и совсем легонько пошаркаем по алюмишке,,,, зажигаем дугу и как правило дуга на острие . ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ.pdf
-
Ну не знаю как другие но мое мнение не изменено то есть сделать все сразу и по уму. Обосную свое мнение , сейчас все новенькое трубы и т.д. и приятно работать и все сделать как положено . Если как говорится "на авось" и может поработает а может и оторвать и вот тут то будет аврал (обычно аварии летом не случаются) с ржавой водой и уже со ржавыми трубами внутри да и там будет чернота от контакта воды , температуры и т.д. и все это дело поправлять будет сложнее во сто крат. P.S. Совсем забыл , в 2007 году сделали мне теплые полы и оставляли зазоры для расширения трубы , а вот ванную забыли и залили все раствором . Спецы утверждали что трубка спец. пластик и простоит 50лет даже без компенсации, но увы в ванной отработала ровно три года и порвало ее и теперь надо искать место где порвало долбить и восстанавливать герметичность . Уже второй год как спецы "едут" исправлять свой брак , и пока они мои должники и летом я не слезу с них.
-
Стоит поставить компенсацию и опосля не переделывать (то есть надо сразу и все по уму сделать) и головной боли не будет. Может и резиновые пойдут и мне кажется они даже лучше чем гармошки , только вот одно но для подстраховки если резинка лопнет поставить краны перед ней с двух сторон. Цена не знаю но вроде и не очень дорого , гармошки наверняка дороже. http://kontinent77.ru/catalog/kompensator-rezinovyy-flancevyy-antivibracionnyy-1
-
Может и со зрением чо , а может не очень удобно расположился относительно горелки. У меня тоже зрение уже не айс , и вот сейчас поймал себя на мысли а вдруг и я так близко к дуге , проверил не пока вроде все в норме . :P http://websvarka.ru/talk/topic/10012-budni-svarschika-s-illiustratciiami-chast-4/?p=305407
-
Да полностью согласен и добавлю чуток , самому не разбирать а отнести в специализированную мастерскую там разберут и возьмете корпус на сварку. Дело в том что после даже частичной разборки регулятора , потребуется регулировка на стенде иначе дизель точно не заведете и будет белый дым или черный с глушителя пока стартер крутит , да и многие футорки и штуцера завинчиваются на компаунд ( спец. смола) давление не шуточное и я знаю о чем говорю два года до армии на главном конвейере для трак. Беларусь собирал по 600шт в день. Да и после сварки даже если будет при оной притянут к плите , нужно будет на станок поправить плоскости. pndbr С чего насос то и если можно марку его.
-
В передвижную техничку у кого есть, Coca cola , в замен запасного баллона . https://www.youtube.com/watch?v=DzKd488W6ng
-
 @Дальнобой, Игорь , наверное катается на низкопрофилной резине и она не для наших дорог так и будет постоянный клиент у тебя. По автобанам немецким кататься на низком профиле хорошо у нас раздолбит все диски да и ходовая страдает , удары ям и трещин асфальта сия резина сглаживает ну очень плохо.
@Дальнобой, Игорь , наверное катается на низкопрофилной резине и она не для наших дорог так и будет постоянный клиент у тебя. По автобанам немецким кататься на низком профиле хорошо у нас раздолбит все диски да и ходовая страдает , удары ям и трещин асфальта сия резина сглаживает ну очень плохо. -
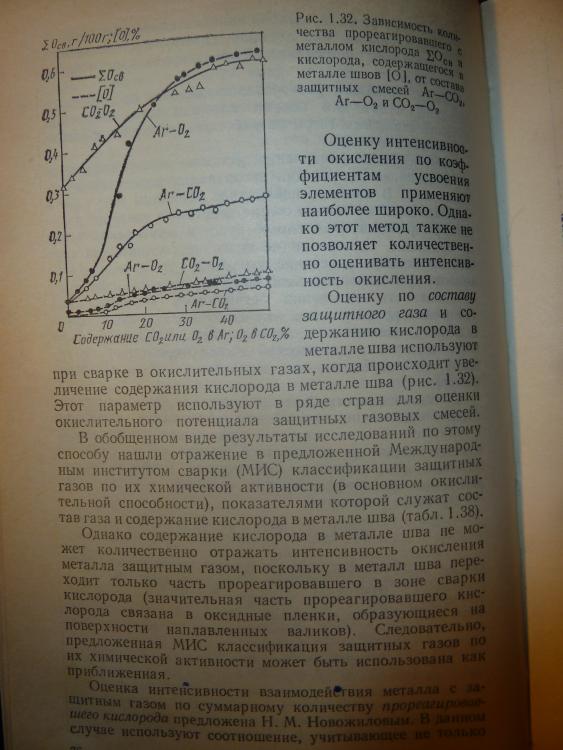
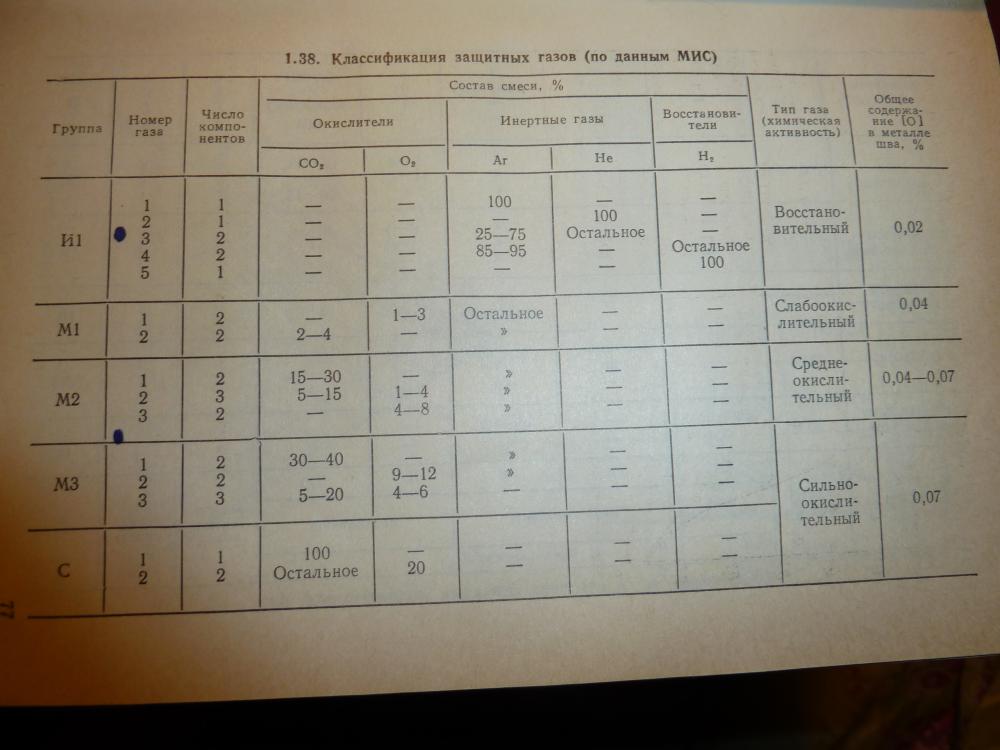
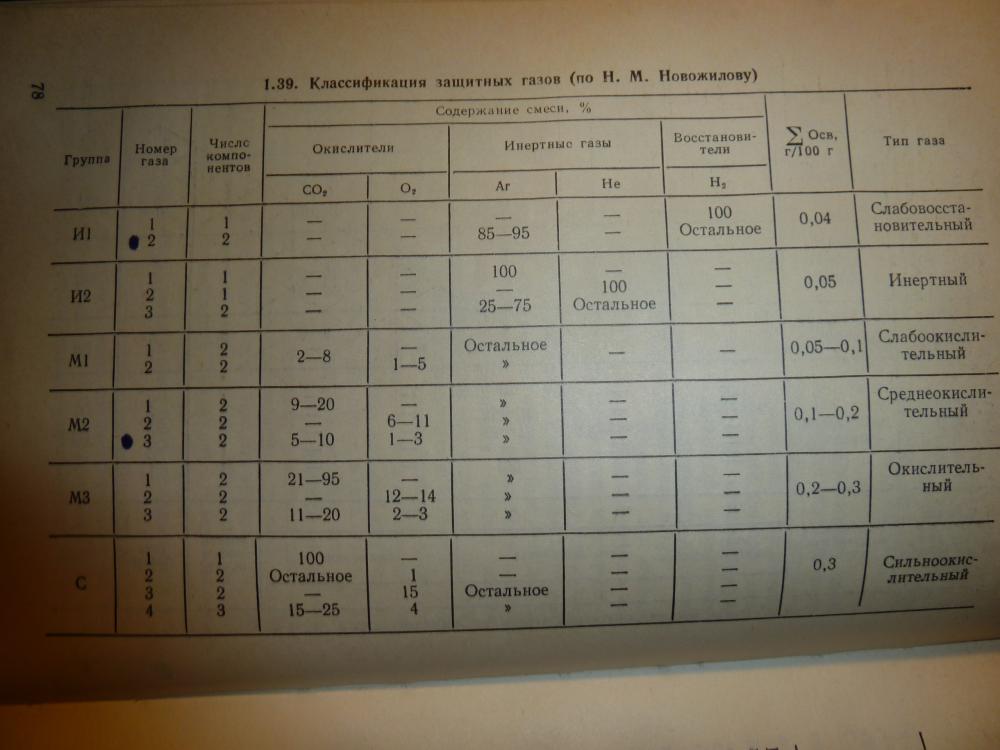
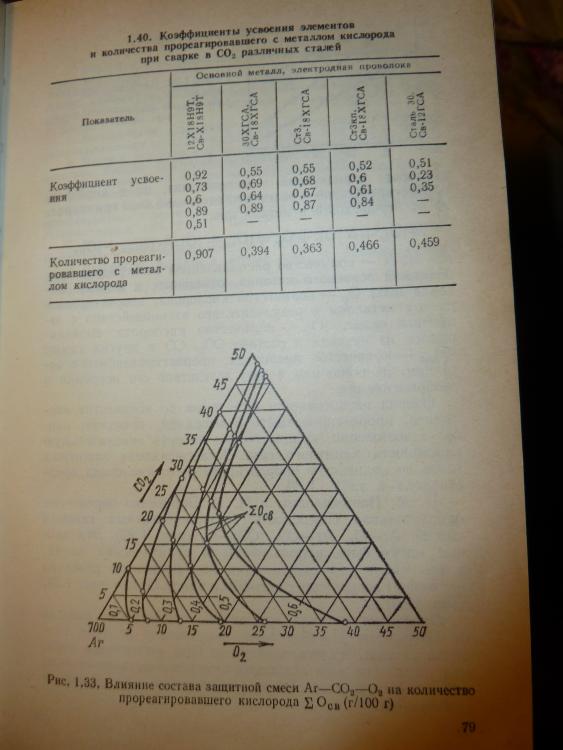
Вот совсем недавно стрелу ремонтил 09Г2С , газ Ar82% x Co18% не каких пор. И первое что хочется сказать подготовка , окалину долой , ржу тоже и все должно блестеть , проволока тоже не каких "паучков" ржи не должна иметь. Отрегулируйте оптимальный расход . http://websvarka.ru/talk/topic/10012-budni-svarschika-s-illiustratciiami-chast-4/?p=305407 Ну и по поводу вашей смеси , да в основном она для нержи , но вот из очень хороших книг (таких сейчас не пишут) СССР применяли и очень даже успешно , но в те времена наука была сильна и все обосновывалось. читать далее- P.S. Просьба к модераторам (если сие возможно) повесить вот эту брошюрку по газам где нить на виду , а то уже пятый раз наверное выкладываю и со временем теряется в недрах форума. Думаю что многим нужна и будут пользоваться. ELME MESSER GAAS.pdf
-
Карта Сбер . , и у них какие то сбои были читал еще вчера. Сегодня пишут что вроде все исправили и вот вам ссылка кстати может наверное как доказательство быть для начальника продавца . А так какой начальник накажет "девицу" по полной , они такие. https://news.yandex.ru/yandsearch?cl4url=russian.rt.com/russia/news/456189-sberbank-karta-rabota&lang=ru&from=main_portal&stid=24NVVULl5IA2gOCBzJ94&t=1512409802&lr=120082&msid=1512410143.68681.20941.17169&mlid=1512409802.glob_225.880f39e1
-
Да не мужики и самое главное забыл и даже два момента. . 1 и это самое главное , подготовить соту под сварку и в моем случаи разжал ее (по трещине) промыл сперва горячей водой заливая прямо в разжатую трещины соты , потом феном подсушил и поскрябал внутри налет от тосола ну и последняя инстанция промыл эфиром из баллончика (быстрый запуск для дизеля) высушил феном и проконтролировал чтобы внутри все чистенько было. Без этого такого не получится шва попрет грязь дуга устремится в сторону , дергание горелкой направляя ее на трещину ну и скорее всего пропалим дыру кою будет в 2 раза труднее заделать . 2 почему импульс режим , можно и малоамперной, но такова малоамперная дуга не стабильна в пространстве и старается перекинуться куды угодно (закон подлости) но не туды куда вам надобно. И по сему импульс режим дуга супер стабильна в пространстве ну и далее дело техники писаной выше.
-
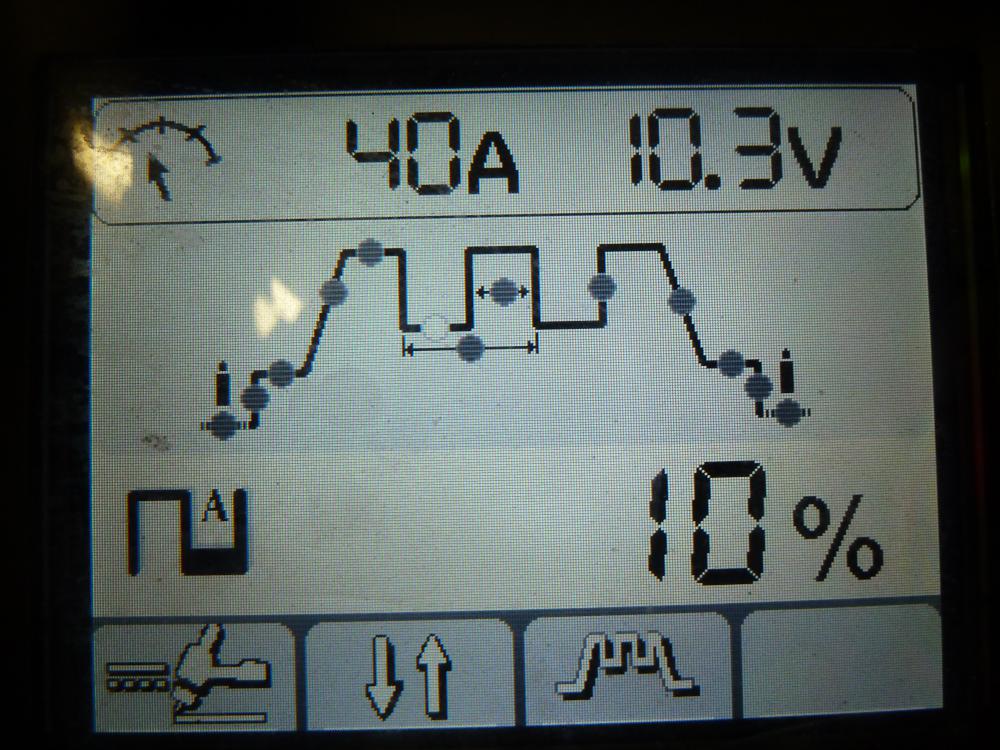
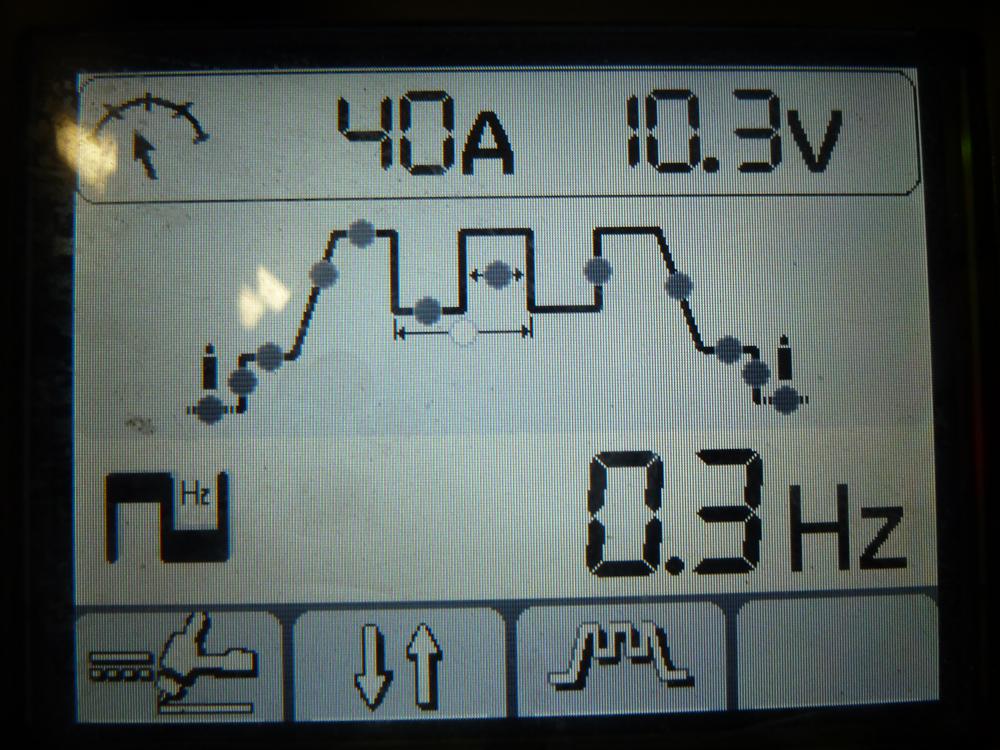
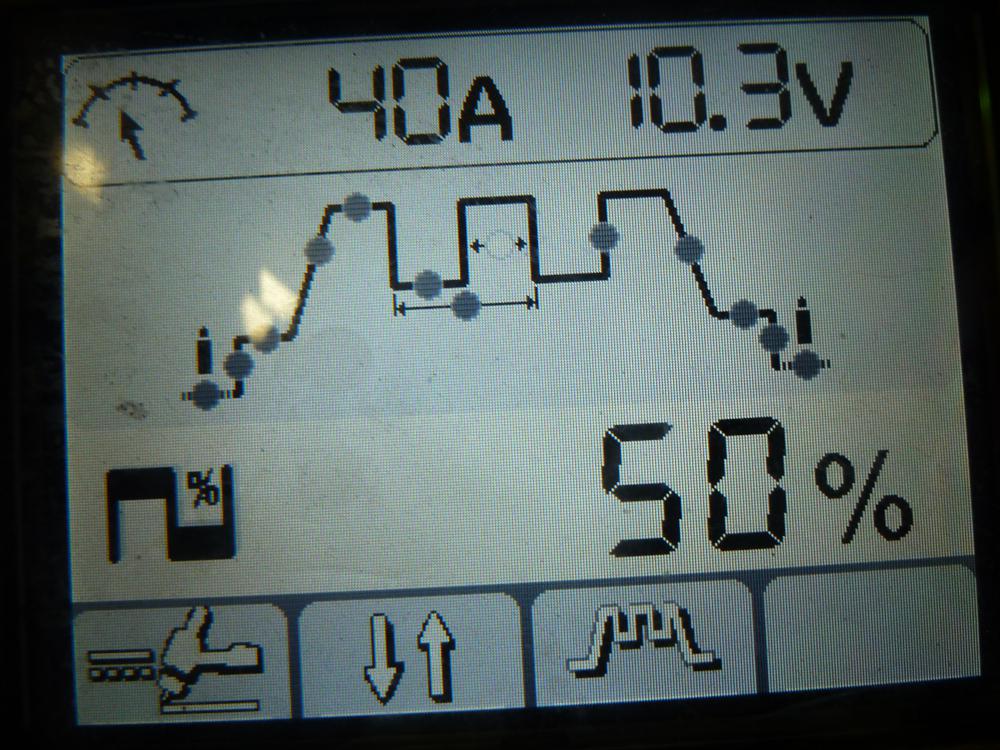
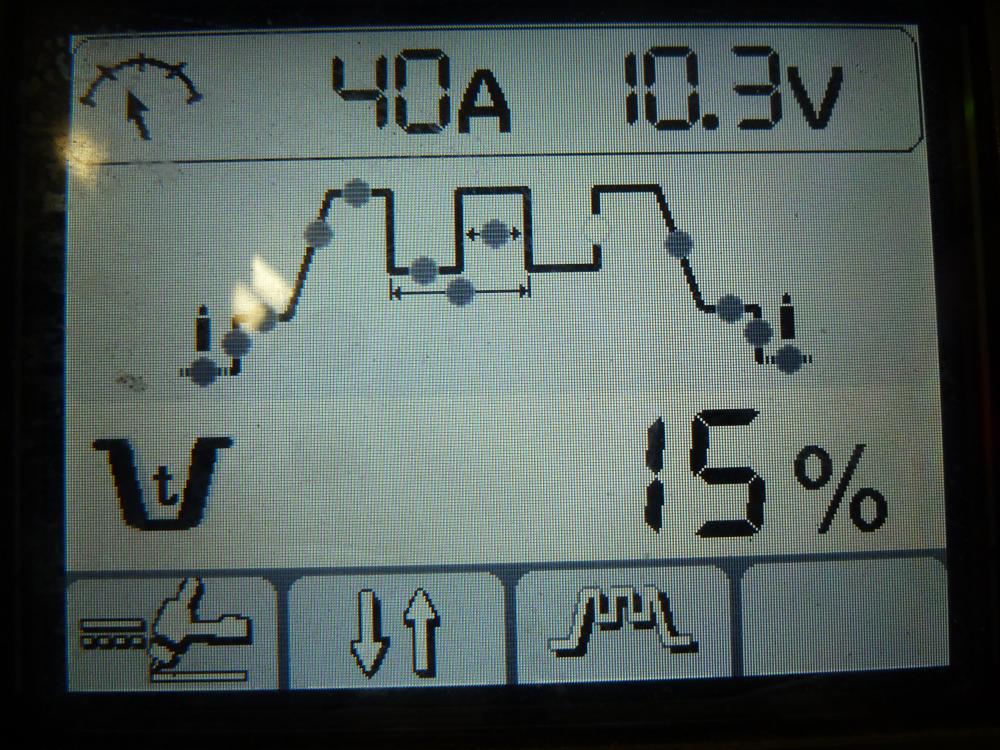
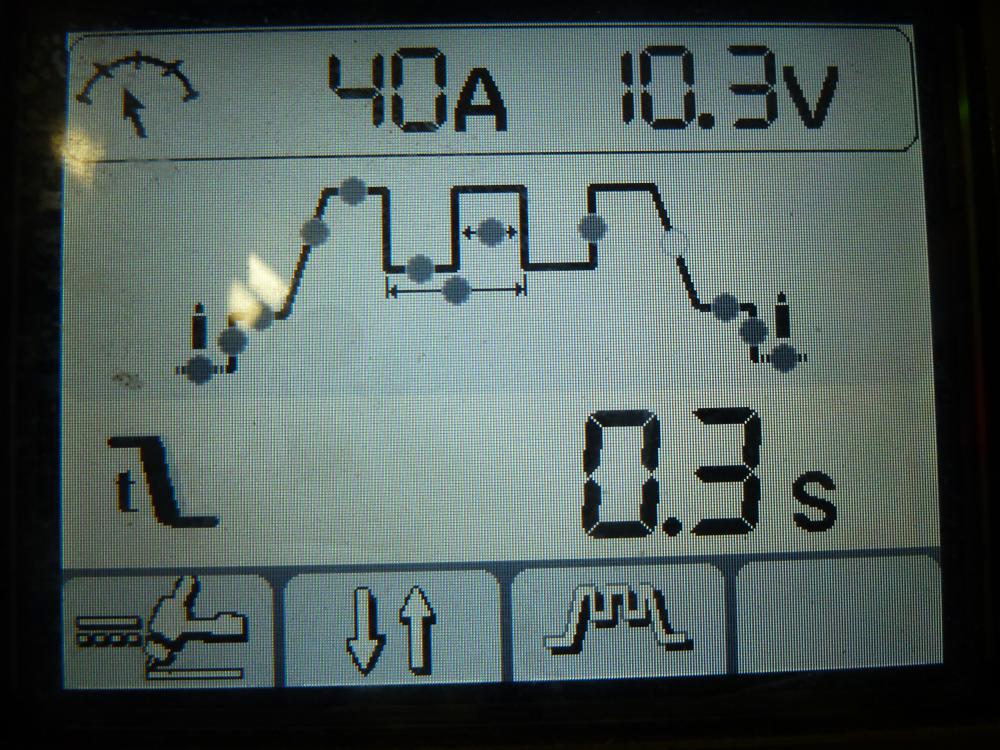
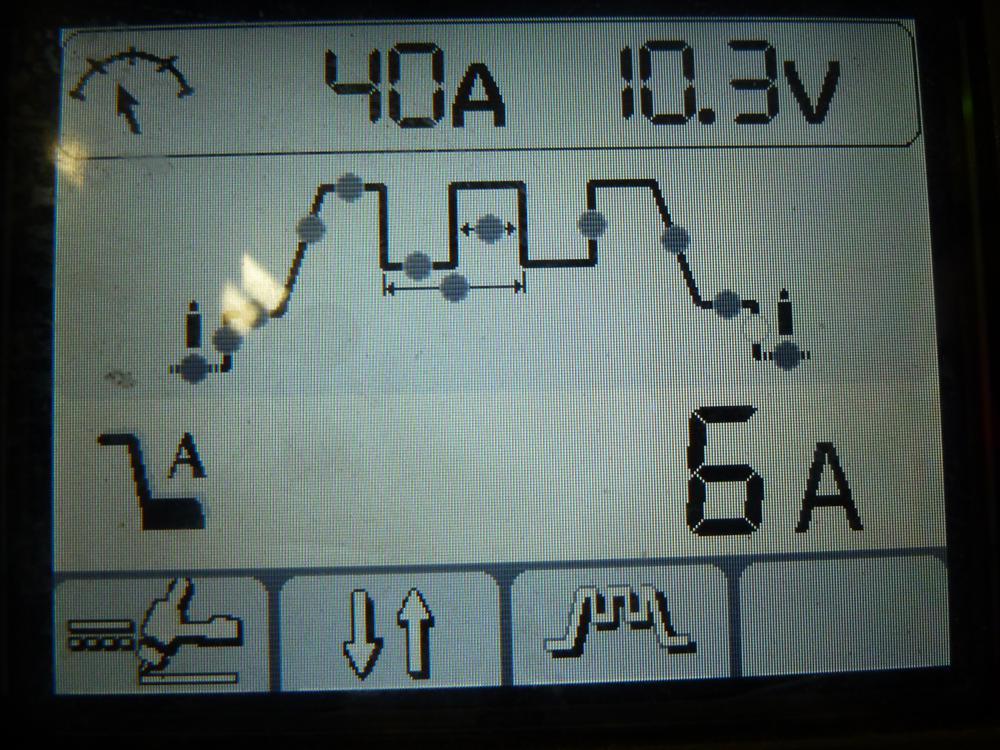
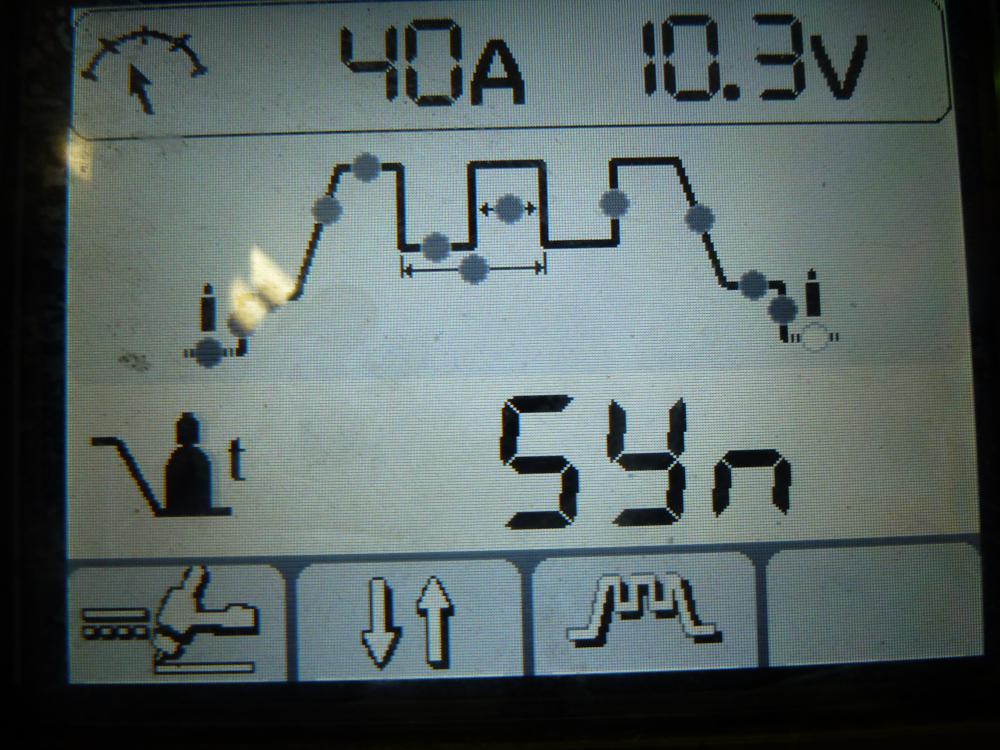
Игорь , ну какая там ванночка так края соты поблескивают и по сему ванночки практически нет иначе сота поплавится до середины или вообще рухнет. Так что выглядит все примерно так , подставляем проволочку 0,8 или 1мм под импульс он стреляет (кстати стреляет не резко и обратите внимание на дисплей 15% это есть плавность импульса , 100% самый мягкий , 0% это уже щелкает то есть резкий) и сплавляет капельку от присадки со стенками соты и пока горит пауза а это 4А по настройке , двигаем горелку и присадку и т.д.
-
импульс режим и аппарат в этом очень силен и настроить можно как угодно , то есть он решит любую задачу .
-
А особенностей вряд ли будет и все просто и обратим взгляд на тонкое и супер тонкое как соты и тут должен быть очень мягкий поджиг иначе их даже осциллятор насквозь простреливает. Поджиг на толстом и перенос на соту или тонкое тоже не выйдет и дуга скорее всего запляшет и может прожечь хорошее рядом , да и длину дуги при переносе с толстого на тонкое вы просто не удержите в с зазором в 1мм и даже меньше , а это главный показатель сварки тонкого и если длина дуги более 1мм то вас не спасут и 5 ампер и скорее всего получим дыру.
-
Такого долго еще не будет и смартфон если только ток основной поправить сможет и то на ходу понадобится помощник или прерываем сварку и сами крутим. Пока это только доступно брендам без проводные пульты и вот вам пример от Kemppi , да и у них чтобы перенастроить останавливаем сварку . Вот когда дойдут до управления "мыслю" человека тогда можно уже не останавливаться. Что касается зажигаем на толстом и выжидаем своих 5 или 10А то поверьте не везде и это прокатит и наделаете даже хуже и лучше уж на присадке подпалить. Вот тут точно не выйдет и скорее всего пропалите здоровенную дыру в соте и даже соседнюю можно повредить.