selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Допустим что частота АС тока от 20 до 250гц и это норма , 10гц пока не встречал , ну а 01гц частота переменного из области фантастики. Пульс 01гц может быть и как на Кемппи до 30 и даже до 40гц можно из него извлечь пользу , ну а 250гц на переменке не рабочий и даже как на Ево в 100гц это уже как линейный режим не какого преимущества не дает.
-
Антон , может и пульс но сомневаюсь и вот они китай мануалы как "темная лошадка" Но допустим если даже пульс на АС токе 250гц и частота тока 250гц и это все совпадет то есть пульса как такового не будет. На Ево подняли на АС токе частоту пульса до 100гц ,,, пробовал эффекту практически нет от него так как он для АС тока очень быстрый . Самый оптимальный импульс для АС тока от 01гц и до 25гц , что и сделано на Селко , да и на Кемппи думаю не выше. Другое дело DC ток и его импульсы могут от 01гц до 15000гц доходить и в нем они работают.
-
Ну если от ПА проволока то та что надо главное чтобы омедненная и чтобы не ржавая была, другие есть но в основном под заказ и так не купить ( главное что бы не порошковая была но она и не омедненная) . Похоже у вас просто аргону не достаточно было , а высоту шва регулируйте подачей и амперами кои можно прибавить и дело веселее пойдет.
-
Ну почему только прихватки , можно и проварить "телом" например "ящичек" из 1мм или даже 2мм можно наружный угол, вот 3мм уже присадку надо . А вот по поводу обрастания заточки вольфрама металлом не совсем понял , или "макаете" или грязное место сварки .
-
Температуры не хватает у газ сварки , и такая же картина с "кашицей" если газом нерж варить. Что касается пор на черняге при ТИГ сварке и я с этим столкнулся так же неожиданно и завод уже не работал и пришлось ехать в Черноголовку там завод функционировал к аргонщику , так вот он мне сразу сказал если своим "телом" то есть без присадки то все нормально будет , если с присадкой то только СВ-08Г2С в ней раскислитель и пор не будет . Помню вот еще на своем заводе один аргонщик любил ченягу-нерж. проволокой варить и пор не будет , но остальные 14 аргонщиков всегда ругались с ним по сему поводу. P.S . Вот такие плотненькие ТИГ швы с СВ-08Г2С получаются .

-
Марку проволоки в студию? Научитесь и не чего сложного , просто надо все правильно выбрать и сделать . Полностью согласен что если пошли поры на черном то вырезать полностью и даже "живое" захватывать иначе снова получите тоже самое и не спасет не одна "супер" присадка . На счет пережега не совсем согласен и это не нерж . P.S. Для качественной сварки черного надо проволоку СВ-08Г2С или аналоги по Esab-1264 , по AWS-ER70S-6, ну и по русски проволока для ПА сварки. Крутим косичку или так на ваше усмотрение , есть и для ТИГ прутки готовые. Гвоздями и проволокой для газосварки можно даже не пытать поры, поры .. поры будь они не ладны.
-
Может быть , я просто показывал что на обратном валике нет эффекта "попа" как Саня выразился , то есть я совсем чуток шабером снял совсем маленькую фаску и притупил острое иначе был бы эффект " П" . Так что трещинку пропускаем мимо, и ее бы не было если доварил до конца пластину
-
Вопрос не мне но отвечу думаю Саша не обидется , для сплавления корня иначе несплавление в виде полоски и по ней может начать трескаться . Вообще корень надо подваривать то есть пробежать дугой по нему или подрезать фрезой , но при односторонней это не возможно и по сему маленькая фаска выручает и сплавляет корень.
- 3 331 ответ
-
- 9
-

-
- технологии
- TIG
- (и ещё 1 )
-
@Миротворец, Саш огромное спасибо . Во ты на другом конце света и знаешь , я под боком и не сном и духом. Я конечно такой здоровый не буду и чуток поменьше и в нем же может и баньку забабацить , а то у меня старая все каюк ей деревянная и сгнила.
-
Саш привет!!! Класс . Ты написал что в Электростали изготавливают , но по твоей ссылке Иркутск , Питер, и Москва . Питер и Москва что то у меня не открываются и если можно ткни носом. И модель и размер твоего если не секрет.
-
Я тоже в очках уже лет пять . Ну и с начала не надо и оно у вас уже есть и будет продолжение с каждым разом все лучше и лучше. Еще раз с Наступающем годом собаки , ну и собака ПЕРВЫЙ друг человека и пусть у каждого 2018 будет хорошим другом.
-
Все нормально для начала . Очистку дугой вижу , но вот и окислы вижу тоже и это не настройки аппарата а "коренная" ошибка начинающих , не хватка газа то есть расход прибавить или скорее всего и это более вероятнее , держите длинную дугу и аргон мешается с воздухом и от сего не качественный шов с включениями оксида . Выше вам фильм выкладывал и просмотрите еще раз , присадку из подзоны защиты аргоном не выводить при сварке ( по русски не размахивать ею и держать под соплом рядышком с дугой , резких движений не делать и дугу не растягивать до 20мм и стараться держать ее в районе 5мм . ВСЕХ С Наступающем!!!
-
Вот вот правильное решение и Селко хоть и относительно молодая фирма (где то с середины 70х вроде) от других у которых пол века опыту , но похоже они собрали замечательную команду , коя все и вся проверила и решила что "!ветродуй" должен крутится постоянно пусть с меньшей скоростью но постоянно и тем самым избежать не нужных скачков температуры . Удачи в настройке "ветродуя" по алгоритму Селко. Всех с НОВЫМ ГОДОМ!!!
-
Не чего страшного , аппарат замечательный и крутите вертите (по не многу и пробовайте сразу варить и желательно с тетрадкой записываете и опосля анализируете да и будете знать что опробовали а что нет ) все и вся и все поймете. Я тоже самое проходил когда свой Селко купил. Ну и ждем фото (можно и видео) швов любых и первые конечно будут не красивы и если чо , то спрашивайте и спрашивайте на то он и форум.
-
ГБЦ , швы уже зализаны лепестком и покажет только после фрезеровки плоскости и если вскроются поры то все равно аппарат 200А будет не причем , а вот сварной ответственный за сее. Поджиг , стабильность дуги особо на малых токах. Если в мануале заявлено 5ампер АС тока (переменного) то он их должен держать и многие не держат а значит в мануале обман . По большому счету 5А практически не нужны и пивная банка где то 15-17А самое оптимальное , но дело принципа и может когда не когда и 5А сгодятся.
-
Вот ваша панель . http://websvarka.ru/talk/topic/5041-prodazha-interesnykh-veschej-s-molotka-avito-i-drug/?p=308790 И читайте здесь и если чо не ясно то спрашивайте. http://websvarka.ru/talk/topic/6178-kemppi-mls-2300-acdc/?p=220207 Вот вам видео и с 4мин 21сек по 4мин 31 сек выставлен токовый баланс и плюсовая волна будет 10% от общего установленного тока 60А , временной баланс 65% в пользу плюса . Что это дает , острый электрод , более глубокое проплавление (в мануале Селко так и написано дополнительная энергия) и очистка не страдает . В общем настроить можно как угодно и токовый + временной баланс удваивают настройки аппарата ну и естественно его возможности. Первое время пока не разберетесь можно поставить "середину" вот я точно только не знаю на Мега от какой волны пляшут. На моем Селко от плюсовой и 100% на дисплее означает что токи полуволн равны .
-
Скажу про Форсаж 500ку , включаешь молчит и при сварке включается-отключается , при долгом стоянии на ХХ еще не разу не замечал чтобы включался. Ну и алгоритм ветродуя других аппаратов Селко постоянно работает в четверть силы (тихо) и только при нагреве поднимает обороты иногда меньше иногда выше. Меркле при включении молчит и только при нагреве включается и так же может с разными оборотами (ему виднее там) Хелви 220ТР , вот этот при долгом стоянии на ХХ с точной переодичностью включает - отключает ветродуй и похоже у него на ХХ что то нагревается и по этому срабатывает.
-
Навряд ли они найдут прошивку под 0,8-1мм проволоку. 500ка забита под 1,2-1,6мм и вот словения аппарат по сговору с дайхен работают и аппараты один в один и у них на 500 тоже самое с проволокой. http://svarstroj.ru/svarochnye-apparaty Панель управления общая для всей линейки аппаратов и по сему имеет набор проволок от 0,8-и выше , но на 500 это не работает или можно в ручном режиме работать переключив с синергии. Можно и в синергии с программой и например проволока 1,2мм на аппарате по программе , на яву 1мм заправлена и коррекция подачи или напряжения и все работает и Меркле такое допускает и все прекрасно работает , кстати и другие тоже работают и Дайхен должен попытать надобно. Вот вам на русском не совсем мануал но кнопки и крутилки и их функции изучить можно. VarstrojKatalogRUS.pdf
-
Задание похоже одинаки и у наших и у америки https://www.youtube.com/watch?v=_dCo6CxsX9I https://www.youtube.com/watch?v=E8_g3H9AeVo
-
 Игорь не совсем так и похоже японцы хитрые и вот чо они предлагают , но в этом я ноль и знаю что переноску на 220 в надо раскручивать и у меня брат как то спалил лобзиком 450ватт переноску не раскрутив. Картинки от "хитрых" японцев DAIHEN Согласен , но вот как то здесь один человек продавал замечательный и дорогой ПА Selco полный комплект и за полцены да еще и обслуженный и с гарантией. Звоню и спрашиваю чо так , да все просто хотел делать опалубку (похоже для высотного строительства) из Ал сплава и прикупил сее чудо , но кризис и опалубку пришлось из черного делать и по сему Селко для этого жалко и куплю десяток "Сварогов" для чернухи а Селко продам. Через месяц позвонил и говорю покупателя нашел , на что он мне говорит Селко не продам и варит чернуху , так как из десятка купленных сварогов за месяц остались живыми только три. P.S. По теме и думаю так что все ХХ, динамика , индуктивность и т.д. повязано одной "веревочкой" и если производитель все правильно "сбалансировал" в аппарате то проблем думаю не будет с любыми электродами . Вот американец постоянно крутилку корректирует при сварке P.S.S. Вот уже была похожая тема и может кому будет интерес. http://websvarka.ru/talk/topic/3799-kak-napriazhenie-khkh-vliiaet-na-kachestvo-shva/
Игорь не совсем так и похоже японцы хитрые и вот чо они предлагают , но в этом я ноль и знаю что переноску на 220 в надо раскручивать и у меня брат как то спалил лобзиком 450ватт переноску не раскрутив. Картинки от "хитрых" японцев DAIHEN Согласен , но вот как то здесь один человек продавал замечательный и дорогой ПА Selco полный комплект и за полцены да еще и обслуженный и с гарантией. Звоню и спрашиваю чо так , да все просто хотел делать опалубку (похоже для высотного строительства) из Ал сплава и прикупил сее чудо , но кризис и опалубку пришлось из черного делать и по сему Селко для этого жалко и куплю десяток "Сварогов" для чернухи а Селко продам. Через месяц позвонил и говорю покупателя нашел , на что он мне говорит Селко не продам и варит чернуху , так как из десятка купленных сварогов за месяц остались живыми только три. P.S. По теме и думаю так что все ХХ, динамика , индуктивность и т.д. повязано одной "веревочкой" и если производитель все правильно "сбалансировал" в аппарате то проблем думаю не будет с любыми электродами . Вот американец постоянно крутилку корректирует при сварке P.S.S. Вот уже была похожая тема и может кому будет интерес. http://websvarka.ru/talk/topic/3799-kak-napriazhenie-khkh-vliiaet-na-kachestvo-shva/
- 400 ответов
-
- 4
-
-
- технологии
- схемы
- (и ещё 4 )
-
Не-не, я сам отдал его лично в руки в Бронницах в 6.00. утра. Еще темно было и они на выставку в Москву ехали. Вот назад дорога и уже светло.
-
Не нет у меня такого и это с выставки Weldex2017 фотки , стоял смотрел и вот не знаю в этом году они показную сварку устраивали аль нет. Лет пять назад они показывали как варят и просто супер , но на тех меню было на английским , а сейчас смотрю и русский поставили и это уже огромный плюс.
-
Напишите мне в Л.С. откуда вы, или номер вашего Форсажа , Андрею позвоню и попрошу, чтобы "повнимательнее" отнеслись к нему при ремонте. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=315698 P.S. Вот это наверное какая то невезуха с поломками и иногда и с брендами так же бывает , у Вадима (Вад11) наверное года 3-4 работает без поломок и он его часто использует.
-
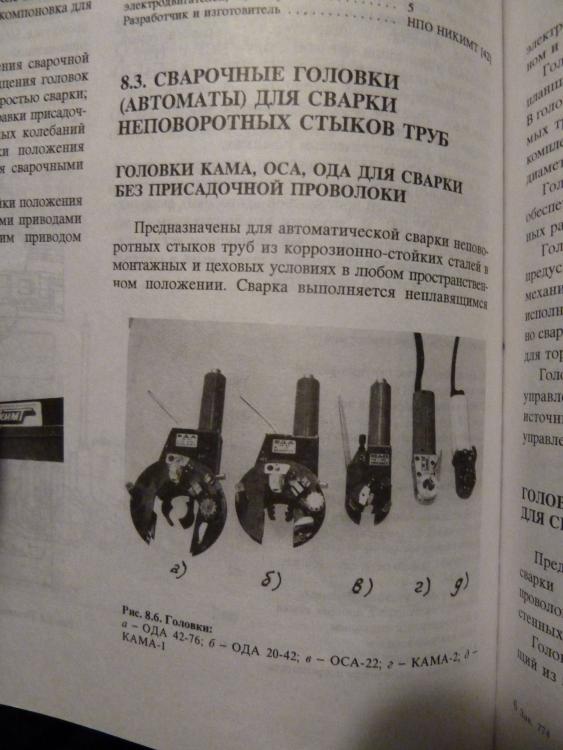
Аппарат то замечательный и варить удовольствие и нужно привыкнуть так как там настроек море . Вот головки из СССР тоже не плохи были , настроек конечно меньше было.
- 1 894 ответа
-
- 11
-
-
Саш, точно не знаю, но что-то они почерпнули с него. Кстати , месяц назад с Андреем говорил по тел. и говорит, что новый осциллятор будет без разрядника (сейчас вроде вакуум трубка ) и полностью электронный. Сила удара будет выше намного и поджиг останется на плюсе. но, время можно будет выбрать от 0,001 сек и это означает, что можно при поджиге и 200 А ставить. Электроду за такое время вообще не него не будет, но поджиг поменяется кардинально. Вот, кстати, сегодня мотор подваривал и сказал, что во внутрь никак не подлезть и даже ПА не прокатит. Надо разбирать и окно выпиливать для сварки (не захотели) , да еще там, вдобавок, анод меж цилиндров прикручен и его уже не открутить . Сказали, мол, с верху подвари ну а далее сами разберутся. Как просили, так и сделал. Варил Форсажем , ну и потом "побаловался" чуток, да ничего и сейчас поджиг. Вадим прав-подстроить и все о'кей . Вначале видео-баланс 75% с середины 50х50%, чтобы электрод подплавить и как повлияет на поджиг ,,,, все нормально на разных частотах от 30 Гц до 300 Гц и самое главное-чтобы электрод не окислялся и для этого у меня пост газ 9,5 сек и то считаю мало и наука тем, кто 3 сек постгаз считает много, а потом электрод-"розочка" и т.д. поджиг P.S. И совсем забыл , Андрей поздравил с Наступающем и сотрудничество продолжится