Лидеры



.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)
Популярный контент
Показан контент с высокой репутацией 26.01.2022 во всех областях
-
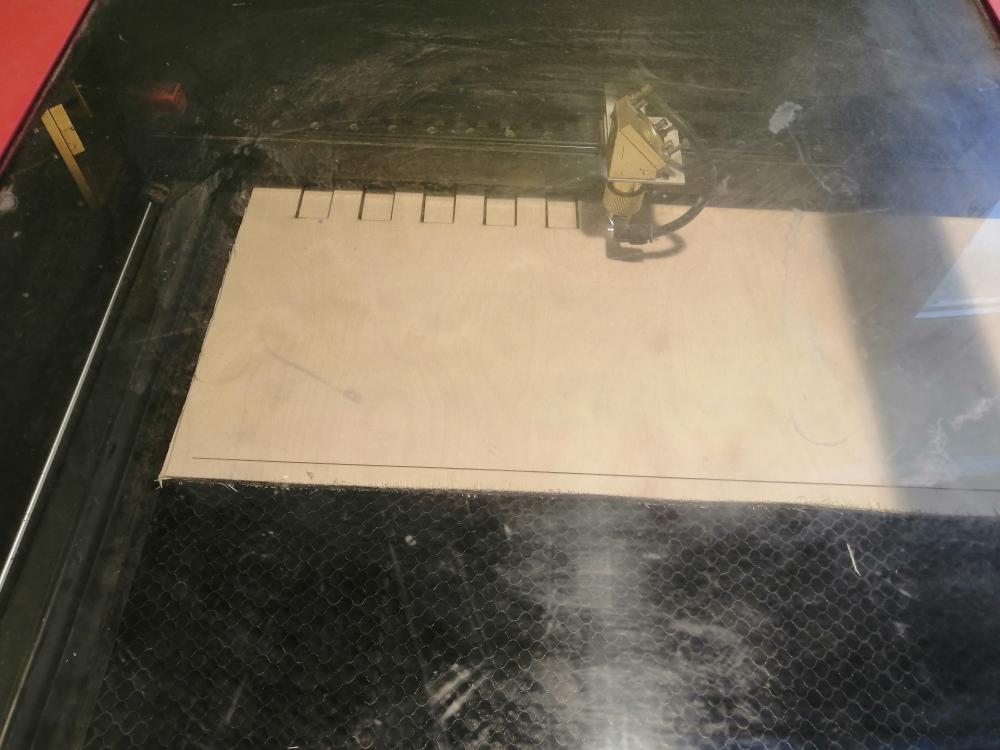
Ура!. Проведен первый тестовый запуск парогенератора. Вышли на 10% проектной мощности, завтра полная опрессовка и проверка. . https://youtu.be/dFiwhVXyVEE . Резцов стало очень много и полочек под них уже не хватает. Да и пользоваться с полочки не совсем удобно. Решено было сделать подставку. . Сначала была вырезана тестовая картонка для определения эргономических параметров подставки. . . После чего была создана эскиз-модель и запущена в работу на лазерном плоттере. Заодно станочек поработает, а то стоит без дела уже полгода. . . В результате многочасовой резки было получено 15слоев будущей подставки из фанеры от 6 до 10мм. . . Данные слои будут склеены под прессом и станут единым целым. Сегодня склеил пять слоев и оставил под гнетом, завтра приклею остальные. . Ну и сгенерирована куча прикольного мусора... .
 4 балла
4 балла -
Докладываю. Обратился к официалам,заменили кусок внутренностей, аппарат работает, все ок. Цена вопросат3600 грн. В этом временном промежутке был шквал спроса по выезду, поэтому был приобретен ещё один аппарат, такой же. К сожалению, эти экономические всплески были омрачены паническими атаками у близких. Занялся эвакуацией семьи. Сам пока здесь, как буду вылетать, " выключу свет в Борисполе". Всем добра4 балла
-
Валер , импульс это не баловство а реально необходимая функция коя не только для облегчения работы сварщика , но она еще и задает характеристики шва кои в линейном режиме не получить в том числе и на чернухе . Что касается КП стали то профиль из нее не изготавливают , может для спец целей но в продаже я его не видел , да и так по сварке не разу не попадался . https://turbo-tex.ru/vidy-i-naznachenie/marka-stali-profilnoj-truby-2.html В живую можно , и действуем так , аргон не подаем и дугой без аргона и как закипит а это будет моментально , можно аргон подать но кипение им уже не остановить и даже раскисляющей проволокой не остановить и средство только одно , вырезать все до чистого и если хоть одна пора остается то кипение продолжиться и из одной вырастет множество пор-пузырьков . Кипит обычно если не соблюдена подготовка под сварку и метал должен блестеть и окалины заводской тоже не должно быть и тогда пройдет все спокойно и не принужденно даже без раскисляющей проволоки СВ 08Г2С . @sherwood, А зачем вам тележку варить без присадка , вот наружный угол и плоскости понятно чтобы не зачищать , а вот внутренний угол наделаете подрезов и боле не чего хорошого не вижу тут . Вот ворота 5метров+противовес 1.7м , десять лет работают плюс у нас ветра не хилые рядом речка и у некоторых у коих слабенькие столбы , загибает заборы и ворота на раз-два . Все сварено с присадком , а вот без него я 100% уверен они бы через пяток лет развалились .
3 балла
-
...оказывается,что дождь сварке не помеха... р.с. век живи-век учись,..если смотреть с 9 мин.49 секунды3 балла
-
Это точно , точило с алмазом + щурупик - вольфрам ну и глаз на вскидку определяющий угол + - ,,,,, раза в три быстрее да и дешевле да и качество как из под машинки , иначе бы баночки и лезвии проблемно было бы.....3 балла
-
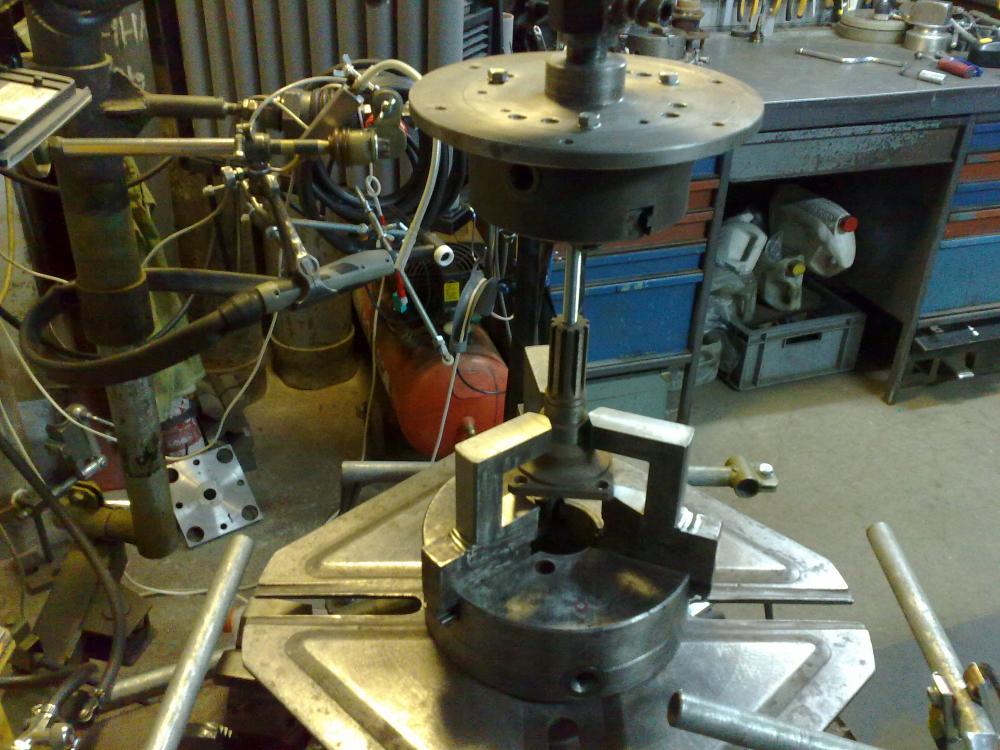
Патрон трехкулачковый для фланцевых деталей и деталей с условно-неповоротными сварочными стыками. ПС. На фото некоторые детали, торчащие в патроне, просто для демонстрации характеристик.
3 балла
-
Сделайте себе подобное и будет вам счастье, пригодится еще не раз
2 балла
-
@NURA,ох как я люблю такие пазлы... Привезли три усилителя. Один в качестве примера, два как доноры. Собрал из 2х один ровный. Сегодня позвонили сказали что есть ещё подрамники... Тоже три...
2 балла
-
Знаю случай, когда товарищ заполняя систему через сливной штуцер соединил переливную трубу расширительного бака шлангом в септик, чтобы не караулить момент перелива. Бак был из листа 5мм с перемычкой по центру. Когда случился перелив в баке получилось отрицательное давление и его втянуло докуда смогло (бак метр в ширину и два в высоту), спустя равновесие в шланг успел зайти воздух и силы упругости громко вернули стенки бака обратно. Таких циклов последовало несколько и перемычку у бака вырвало насквозь, из образовавшейся дырки вода попёрла на кровать. Рассказ от его супруги (без описания механизма явления), сидевшей в том момент на этой самой кровати.2 балла
-
Да это понятно, что одинаковый. При переменке в аппарате попеременно работает 2 плеча. Нагрузка на каждое меньше. А в ММА в основном ДС и мощность в дуге на ММА выше из-за более высокого рабочего напряжения. Работает одно плечо и постоянно только одно. Да и в ТИГ ДС там одно плечо работает постоянно. Вот его и увеличивают, что бы и отвод тепла был выше и ток на транзистор меньше. Это проверенная практика. Не раз такое встречал в Китае на заводах. Тут так же всё логично.2 балла
-
Там главное зацепится. если полотно скользит, то болгаркой тонким диском хром сцарапать чтобы зуб пилы мясо зацепил, а дальше нормально идет как нож в масло. Но обычно, 90 процентов так пилятся без болгарки, так как пальцы уже поношены и хрома почти нет.2 балла
-
Зачем машину лишний раз гонять! Пока решается проблема с дорогой на обсерваторию, сделал ещё 2 комплекта,и из покраски успели забрать.
2 балла
-
Этому кримперу(да и любому) без разницы какая ёлка и есть ли буртик,правило одно - ёлка в шланг должна входить плотно и смело даже 6-ти кулачковым отжать можно.Всё держит. Минус этого кримпера,что "он заточен" строго под тонкостенный шланг. Прессовать толстостенный - надо на шаг выше устанавливать "губки". Если 16мм толстостенный,то он "растянет тело".2 балла
-
Наш ДОСААФ уже лет как 15 продан (хозяин в Москве), но все кто тут был остались и теперь аренду платим. А еще все это хозяйство стоит в продаже уже лет пять. Вот продадут и нам коленом под жопу отсюда..1 балл
-
На этих заусенцах дуга гуляет., а если тонкая работа, то и электродом зацепляется. А если ответственный шов, то изнутри эти заусенцы из шва торчат. Это мой сосед по ДОСААФ. Он все равно по своему сделает, со мной или без меня. Так что уж лучше под моим контролем. Другой ему заварит и промолчит. Я же все сказал, что в данное соединение я не верю.1 балл
-
Вразумило бы указание на дверь или по известному адресу. Не стоило таким заниматься.1 балл
-
Варил тут как-то самолет. Переделывали моторную раму под другой мотор. Рама самолета из стали ВНС. Заказчик принес какие-то трубы из черной стали (на фото красного цвета). Этим трубам возрасту лет двадцать, все изъедены ржавчиной. Мои доводы, что это все ненадежно заказчика не вразумили. Ко всему этому приваривались втулки крепления двигателя из беспородной стали. К нержавеющим трубам приваривал ржавую старую чернуху - там присадка была 309LSi. В некоторых местах чернуху к чернухе - там Св-08Г2С. Вот я напереживался и намучился. Соединения плохо подогнаны. Зазоры по несколько миллиметров, при том, что у трубы стенка 1 мм. Черная трубы как не чисть все равно остатки коррозии есть, а еще и изнутри лезет. Черная сталь кипит. На электрод это кипение налипает, точить электрод приходилось постоянно. А ты говоришь водопровод их 09Г2С. Летчики не ФСБшники, у них нервы крепкие.
1 балл
-
Я тележку делаю не из целого профиля, а из кусков, остались после изготовления стола. Предварительно их свариваю из двух или трех. В линейном режиме и с присадкой ведет, не так что бы сильно, молотком все правится, но хочется попробовать другие режимы, да и швы какие то не ровные получаются, хотя их все равно снимаю, но все же. Давно уже говорил об этом и даже кто то мне отвечал что тренироваться на профиле не самая хорошая затея из-за стали из которой они делаются. Когда начинаю сварку образовалась ванна, подаешь присадку потом двигаешь вперед то ванна начинает гулять из одной стороны в другую не пойму почему это происходит ни как не могу сделать так что бы ванна шла ровно по середине двух деталей. И дело не в руке, потому что на листовой стали на разметочных линиях шов ровный (когда тренировался), дальше на кусках 2-ых мм стали в стык тоже ровный, а вот как только начал пробовать на профиле шов как курица лапой. Сегодня попробовал пульсом верхний ток 170А нижний 10А, частота 1 Герц, время работы верхнего тока 30%, присадка 1.2мм. При таких настройках шов ровный, белый аж блестит как нержавейка, даже стачивать жалко. Понятно что нет провара как при линейном режиме, но зато не повело совсем. Вот и решил спросить про прочность таких швов, подумалось не раму же от Камаза свариваю который в гонках участвует, нагрузки то почти ни какой не будут, разве что баллон, да и он будет стоять на нескольких планках а не на одной. Внутренние и наружние углы я не зачищаю, получаются ровными и не мешают.1 балл
-
У меня работа только по тонкостеным - поэтому для меня вообще все шоколадно) спасибо за наводку на это чудо1 балл
-
Полностью согласен. Но это как в мотокроссе со скрабами и випами, если простым прыжком не владеешь, то скрабо-випы можно отложить на потом, после освоения базовой техники. Только тогда можно в полный рост насладиться преимуществами. Я вот с товарищем ездил - он быстрый, я медленный. Он практически все прямо прыгал, я все прыжки старался занижать, но с большим трудом за ним держался. Потому что общая техника слабее. Я тоже не встречал, но насмотревшись как эти профильные трубы изготавливают пришел к выводу: от них, свиней, всего можно ожидать. И бирочка на трубе - не показатель.1 балл
-
Люди краш-тестами занимаются ???1 балл
-
ноги-то уже не те... Дедок в зубопротезном кабинете снимает зубы: — Милок, сделай мне ещё такие же. — А зачем вам? У вас эти хорошие. — Да моя-то бабка вредная, грит по бабам буиш бегать, зубы-то спрячу, во как, а без зубов-то куды? — Так вы ещё по бабам бегаете? — Куды там — бегать! тихонько похаживаю до бабенок-то, ноги-то ужо не те! anekdotov.net http://anekdotov.net/pic/photo/0674090t.jpg1 балл
-
Валер, ты сейчас вот это на каком языке написал? И вообще это на языке написано? Я только буквы знакомые вижу и все. Короче, хватит умничать, скажи понятным для новичка языком, сварить на импульсе без присадки или лучше с присадкой? Только хорошо подумай, а то если развалится я к тебе по гарантии.1 балл
-
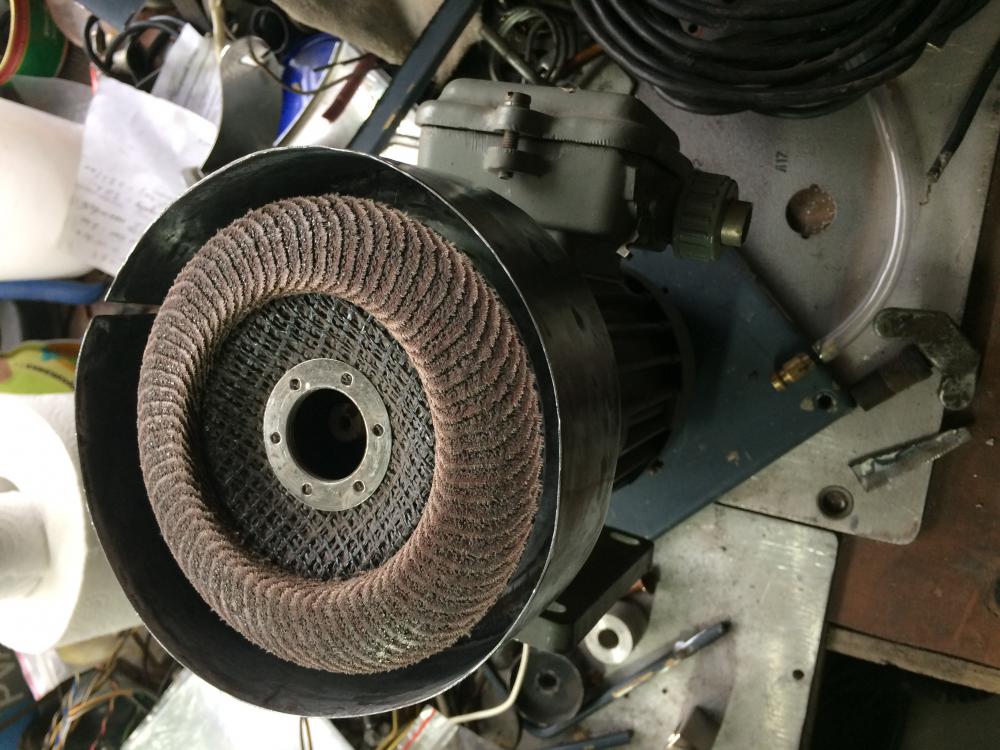
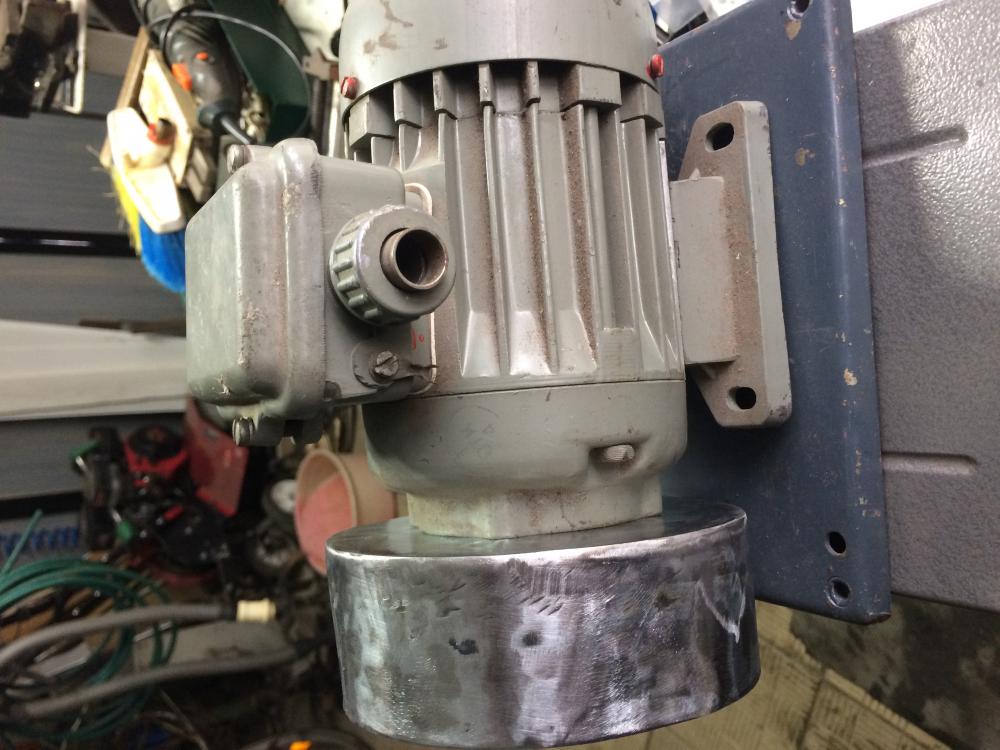
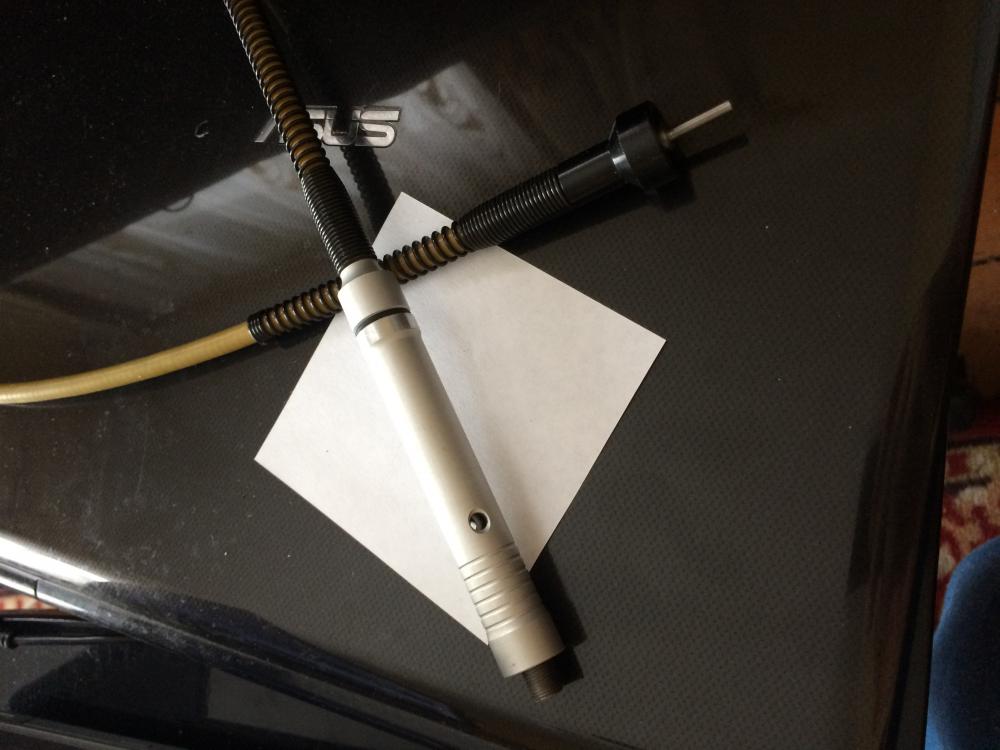
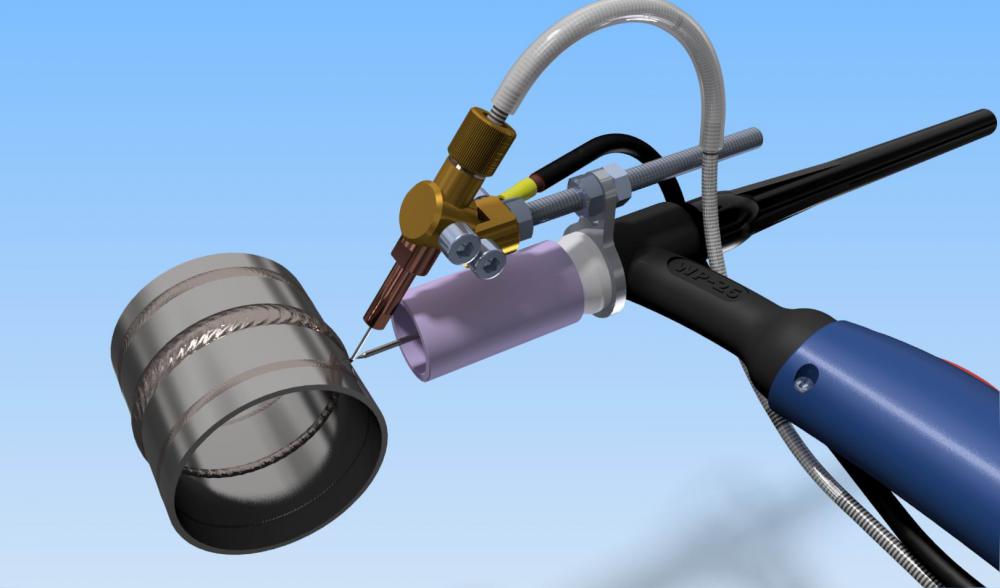
Есть отложенный проект под 125 мм круг, ожидаю переходник с вала э.двигателя на круг Параллельно рассматриваю вариант с наклонной П-образной рамкой и мелким патроном с набором цанг и гибким валом , или без него. Вижу преимущества в варианте с малым патроном - нарезать наружную резьбу на трубке , и всё.
1 балл
-
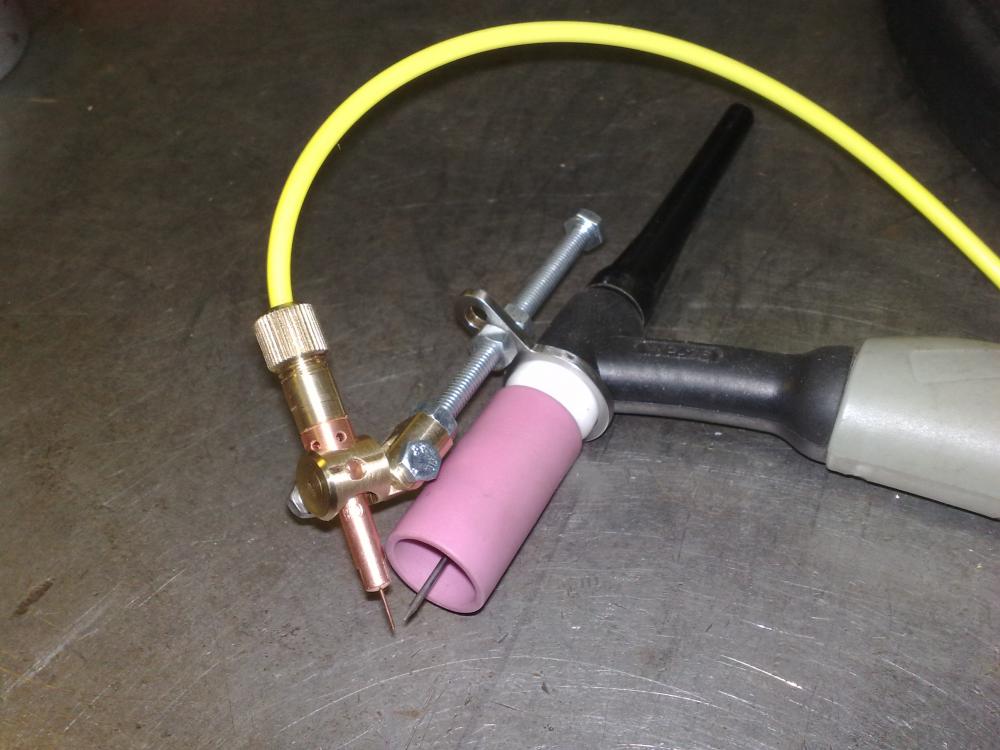
Я же сказал: "единственная проблема". И проблема заключается в отсутствие резьбонарезного инструмента на такие резьбы, я же не настоящий производственник. Вот и жду что наступит раньше - приход озарения с нетрадиционным решением, или под руку попадется что-то готовое. А проблем с конструированием как раз и нет Вот например из сварочного.
1 балл
-
В машинозаточном деле мною выявлена пожалуй единственная проблема - цанговый держатель электродов. Я пока малой кровью эту проблему не решил (отложил решение). На моей поделке весь акцент был на сокращении времени установки электрода для заточки. Поэтому я применил сверлильный самозажимной патрон. Но у такой схемы есть недостатки: - все патроны из ближайшего магазина имеют неприемлемое биение, во всяком случае все, что купил; - большой диаметр патрона, следствием чего является невозможность коротко зажать электрод при малых углах заточки; - из предыдущего вытекает то, что на большом вылете электрода и его маленьком диаметре биение патрона и кривизна электрода непредсказуемо суммируются; - трудности с заточкой коротких электродов, в связи с тем, что я подаю электрод в патрон через шпиндель патрона. В общем, надо делать цанговый патрон, но с таким разбросом диаметров электродов это проблема. А делать ряд номиналов цанг еще меньше энтузиазма. Заранее отвечу на предложение использовать сварочные цанги. Эти цанги не являются приемлемыми телами вращения. И да, напомню о чем речь.
1 балл
-
Диск "корунд" уже работает 3 год...
1 балл
-
@Goodwin 359, Доброго дня может чем поможет РД 22-322-02 Краны грузоподъемные https://ohranatruda.ru/upload/iblock/68d/4293830269.pdf1 балл
-
Затеяли на кухне ремонт,выкинули много ненужного хлама. Полез перебирать "загашник"- кладовочка под потолком над кухонной дверью. И в самом дальнем углу обнаружил это:1 балл
-
Шухер был на даче : осенью изготовил и решил опробовать отопление , два полена и все -перегрев системы , открыл все окна , прокатило , второй раз ( где то через 2 недели ) , только растопил , супруга отвлекла по хозяйству ( что то принести из сарая-минутное дело , система была без автоматики , насос решил включить после прогрева ) возвращаюсь , слышу свист ...1 балл
-
Не отразилось,потому как система планировалась открытая,но в процессе монтажа они её по каким то причинам решили сделать закрытою.И ладно бы закрытую,но и напрочь глухую.То есть ,подпитали,кран закрыли и затопили.Расширятся теплоносителю было некуда.Бачёк расширительный у них был тоже самодельный,без диафрагмы с краном на сливе=Вообщем бомба.1 балл
-
Делал я как то примерно такой котёл.Систему монтировали без меня,группу безопасности не поставили,систему заглушили,затопили,и топку сдавило внутрь.1 балл
-
Вес значит надёжность
1 балл
-
Может и перепутал , мы и 81 ездили на поезде , в 83 на жигулях и один на Чезет350 конечно дорожный и по дороге иногда подменяли его он в машину спать за Чезет другого Но вот на обратном пути он сказал хочу сам все дорогу осилить и в общем 6.00 утра и в Солнечногорске нас тормозят остановились а Чезет мимо как будто его и не останавливали , в общем Гаишники догнали и на пост , говорят он пьяный да нет всю ночь едим с Ленинграда , в общем всех отправили на обочину рядом с постом , права забрали и говорят два часа всем спать и только после этого получите права и дальше поедите . А Гебоерс да он тогда лидер был и вроде и в 81 и 83 побывал в Юкках1 балл
-
О..оо...., сколь их заплачено!!! токарям , фрезеровщикам и шлифовщикам и не только им, так что и в то время задаром не кто не хотел и редко кто сознательный брался за так , но это которые симпатизировали мотокроссу . Красавец твой , молодец , и заводской тоже смотрится . Кстати оптимальный ход задней подвески около 300мм ну и передней примерно тоже самое . Центральный амортизатор и без доп. рычагов имеет некую "прогрессию" и вот смотри у Ямахи еще не было а Ковров уже делал и я его первый раз в журнале За Рулем усек , и тогда мне было всего 16 годков . В Юкках мы были в 1981 году , класс 125 чемпионат мира и тогда чемпионом стал кумир многих француз Эрик Гебоерис , но наши его погоняли на Серпуховских Востоках , особо Ледовской в простонародье "Ледокол" и он да мог снести или проехаться по сопернику за что и получил прозвище . Последний раз лет 20 назад, видел Моисеева в Павловском Посаде на мотокроссе вот тогда он и сказал что Юкки приказала долго жить и застроили коттеджами , он конечно боролся за сохранение трассы но увы , деньги похоже сильнее даже такого авторитета . https://izhevsk.ru/forummessage/160/3692404.html
1 балл
-
От оно как!??? Это значит, что уже свиньями называете тех, кто не согласен с Вами! У тебя реально крышняк что ли сорвало???1 балл
-
@devastator,Ваша группа за время моего сотрудничества с ВЭМТ была единственной из тех, с кем не противно было иметь дело .Очень надеюсь , если звёзды сойдутся как надо, поприсутствовать на Вашей защите( возможно, пустят по старой памяти ).... сделаем тут фотки с дипломами ну и отметим это дело в июне 20221 балл
-
Сегодня техникум понёс одну из самых на мой взгляд невосполнимых потерь, сегодня Сергей Николаевич подписал обходной, и с завтрашнего дня работает на новом месте. Я откровенно говоря знаю дурацкую поговорку что не заменимых нет, но как показывает мой скоро как полувековой опыт, это далеко не соответствует действительности. Специалист без хлеба никогда не останется, при чем с маслом. Вообщем пожелали мы ему, удачи на новом месте работы, чего ещё раз желаю, сделали фото на память.
1 балл
-
Сегодня было завершающее занятие на втором курсе ОиТСП.Программа выполнена.Совместно с сервис-инженером Эвоспарка оборудование обновлено и отремонтировано.Более я ничего ВЭМТ не должен.1 балл
-
Правка. Способы, инструмент для правки 28.06.2019 Комментарии(0)Содержание страницы [Скрыть] 1. Оснастка для правки2. Основные приемы правки металла вручную3. Правка листового металла на вальцах4. Правка закаленных деталей5. Правка прутков и валовДетали и заготовки из полосового, пруткового или листового материала могут быть погнутыми, кривыми, покоробленными или иметь выпучивания, волнистость и т.п. Слесарная операция, называемая правкой, позволяет придать заготовкам или деталям правильную геометрическую форму, в соответствии с требованиями чертежей или функциональным назначением. Правку деталей и заготовок производят в холодном или в нагретом состоянии. В последнем случае допускается стальные заготовки и детали нагревать до температуры 1100–850 °С, а дюралюминиевые – до 470–350 °С. Правка металла может быть ручной и машинной (на правильных валках, прессах и всякого рода приспособлениях). При выборе способа правки учитывают характер материала, размер детали (заготовки) и величину прогиба. 1. Оснастка для правкиРучная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках. Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б). Рис. 1. Правильная плита: а – чугунная; б – стальная Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений. Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность. Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать. Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм. В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м. Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите. Рис. 2. Инструмент для правки металла: а – рихтовальные бабки; б – молоток При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б). Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов – медные, латунные, свинцовые, деревянные. При правке особо тонкого металла пользуются металлическими и деревянными брусками – гладилками. Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла. Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски. 2. Основные приемы правки металла вручнуюПоступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке. Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д. Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки. Правка полосового материала по плоскости производится в следующей последовательности. Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления. Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите. Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки. Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое. При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро. Рис. 3. Схема правки изогнутости заготовки на ребро У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными. Правку изогнутого листа, имеющего поперечные волны – волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой – наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны. При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям. После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность. В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка. При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками. Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают. 3. Правка листового металла на вальцахДля правки деталей из листового металла могут быть также использованы вальцы. В ручных вальцах правят обычно заготовки из листа толщиной до 3 мм. Валки 1 и 3 расположены один над другим (рис. 4), и в зависимости от толщины заготовки 2 их можно удалять друг от друга или сближать между собой. Также может быть поднят или опущен расположенный сзади третий валок 4. Валки должны быть отрегулированы так, чтобы они не были сильно прижаты друг к другу. Рис. 4. Схема работы ручных вальцов Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками. Часто для полного устранения выпуклостей и вмятин заготовки приходится пропускать между валками несколько раз. Заготовки толщиной 3–6 мм правят на вальцах с электроприводом. 4. Правка закаленных деталейЗакаленные детали выправляют носиком молотка (рис. 5). Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке, имеющей гладкую поверхность. Удары при правке наносят не по выпуклой, а по вогнутой стороне детали. Рис. 5. Правка закаленных деталей При правке закаленную полосу (линейку и пр.) кладут на рихтовальную бабку выпуклостью вниз, носиком молотка наносят не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям; затем, перехватив левой рукой деталь за второй конец, производят правку другой ее части. В процессе правки периодически проверяют стрелу прогиба детали. Удары молотком должны быть не сильными, чтобы не сломать деталь. 5. Правка прутков и валовКороткие прутки диаметром до 12 мм правят на рихтовальной бабке в виде бруска или рельса на правильной плите, нанося молотком удары по выпуклостям и искривленным местам. Искривления малого радиуса правят поперек бруска, а большого – вдоль, добиваясь уменьшения кривизны. В положении равновесия пруток на бруске в свободном состоянии наружной поверхностью будет указывать на выпуклость. После устранения заметных выпуклостей добиваются прямолинейности прутка правкой на плите, нанося легкие удары по всей его длине и одновременно поворачивая его левой рукой. Выпрямленный пруток свободно перекатывается по поверхности правильной плиты. Правка прутков и валов диаметром свыше 12 до 30 мм осуществляется на призмах и ручных прессах. Перед правкой при перекатывании прутка по плите отмечают мелом выпуклые места, которые отрываются от плиты. При ручной правке пруток устанавливают на призмы выпуклым местом вверх так, чтобы призмы отстояли от отметки на расстоянии 50-100 мм и наносят удары по выпуклому месту молотком со вставками из мягкого металла (меди, свинца). Если правку производят стальным молотком, то применяют подкладки из мягких металлов. Стрелу прогиба контролируют при перекатывании прутка по плите. На ручных прессах (рис. 6) производят правку валов с контролем величины прогиба. При правке валов производят проверку и исправление центровых гнезд. Рис. 6. Оборудование для правки деталей типа валов: а – скоба-пресс; б – ручной винтовой пресс После этого вал ставят в центре приспособления для измерения величины (стрелы) прогиба. Значение стрелы прогиба определяют как половину величины биения вала, показываемого индикатором. Для правки вал 4 (рис. 7) ставят на призмы или опоры 5 винтового или гидравлического пресса выпуклой стороной кверху и перегибают нажимом винта или штока 3 пресса через мягкую прокладку 2 так, чтобы обратная стрела прогиба f1 была в 10–15 раз больше того прогиба f, который имел вал до правки. Точность правки контролируют индикатором 1. Рис. 7. Схемы холодной правки вала: а – монтажная; б – расчетная; 1 – индикатор; 2 – прокладка; 3 – шток пресса; 4 – вал; 5 – опора Распространен также метод двойной правки валов, применение которого значительно увеличивает сопротивляемость выправленного вала повторным деформациям. Двойную правку выполняют следующим образом. Подлежащий правке вал устанавливают на призмах (рис. 8) выпуклостью вверх и плавно нажимают на него винтом или штоком пресса. Усилие нажима должно быть таким, чтобы вал после этого остался прогнутым в обратную сторону на ту же величину. Затем указанная операция повторяется, но уже с таким усилием нажима, чтобы вал оказался выправленным. Для повышения устойчивости формы детали и снятия внутренних напряжений, возникающих в результате правки, производят отпуск при 400–450° С в течение 0,5–1 ч. Продолжительность нагрева устанавливается в зависимости от размеров детали. Рис. 8. Схема двойной правки вала: а – первая правка вала; б – форма вала после первой правки; в – вторая правка вала; г – вал после второй правки Часто для этой цели при холодной правке валов, тяг и других деталей применяют наклеп вогнутой поверхности в положении, при котором выпрямляемая деталь прогнута винтом или штоком пресса в направлении, обратном изгибу. Легкие удары молотком по выпуклой стороне детали через медную прокладку вызывают растяжение волокон на этой стороне вала. После небольшой выдержки усилие от прогиба винтом или штоком пресса снимают и вал подвергают проверке. Правка наклепом может производиться также следующим образом. Изогнутый вал укладывают на жесткую ровную плиту прогибом вниз (рис. 9). Затем молотком наносят частые легкие удары по поверхности вала до устранения просвета между его поверхностью и плитой. Рис. 9. Правка вала наклепом: а – момент правки; б – выправленный вал После этого вал проверяют на биение индикатором или рейсмусом. Термическая обработка вала после правки не требуется. Наклепом чаще всего правят валы, имеющие шпоночный паз по всей длине. Если такой вал выгнут в сторону шпоночного паза, то его проще всего выправить путем наклепа дна шпоночного паза в наиболее вогнутой точке. Наклеп производят нанесением легких ударов молотком по закаленной пластинке, которую постепенно перемещают по дну паза. Стальные детали при температуре ниже 0° С править холодным способом не следует, так как это может привести к их поломке. Правку горячим способом при ремонте применяют реже, так как этой операции обычно приходится подвергать полностью обработанные детали, подогрев которых может вызвать окисление поверхности и деформацию детали. При невозможности выправить деталь в холодном состоянии ее подогревают до температуры ковки. Править при температуре 150–450° С не рекомендуется; в этом интервале температур в стальной детали могут образоваться трещины. Горячий способ относительно чаще применяется для правки валов большого диаметра. Обычно при этом деталь подвергают местному нагреву пламенем газовой горелки при круговом вращении вала. Нагретый вал выправляют изгибанием домкратом, прессом или быстрым охлаждением небольшой площади на выпуклой стороне. В результате одностороннего охлаждения вал стремится перегнуться в противоположную сторону. Для проведения этого процесса нагретую поверхность быстро укрывают асбестом, оставляя открытым лишь место охлаждения. Вал располагают таким образом, чтобы охлаждаемое место было обращено вниз, после чего снизу подают охлаждающую воду. Для листового металла можно использовать также метод газопламенной правки. По этому методу на отмеченные места, подлежащие выпрямлению, направляют струю пламени газовой горелки, нагревая неровности до красно-вишневого цвета (600–700° С). Нагретый металл расширяется, а затем при остывании под влиянием сил сжатия выпрямляется. Этим методом, ускоряющим процесс правки, можно править также валы, оси, трубы, уголки. https://extxe.com/19088/pravka-sposoby-instrument-dlja-pravki/1 балл
-
Оставьте их, им правда не нужна, они преследуют другие цели.) Вы как человек очень хорошо разбирающийся в сварочных аппаратах, выше уже высказывали своё положительное мнение об этой новинке, бессмысленно кидать бисер свиньям.) PS.-1 балл