Лидеры


.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)

Популярный контент
Показан контент с высокой репутацией 25.06.2021 во всех областях
-
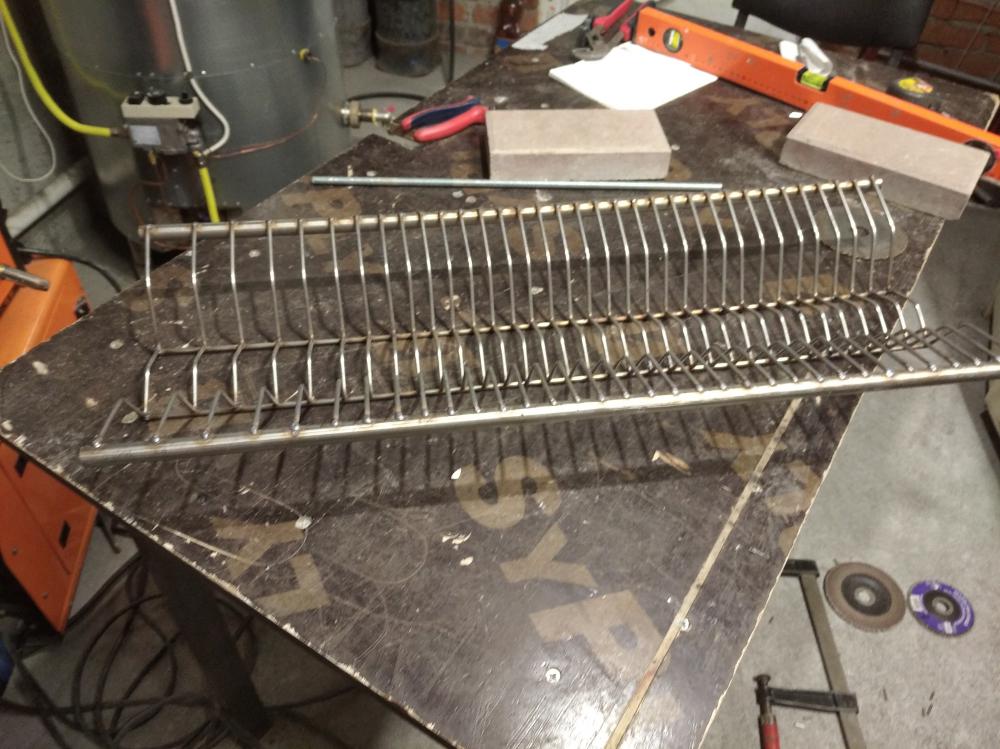
Доварил нижнюю часть сушилки. Теперь бы не полениться отбелить. Иногда возникает вопрос как сварить нержавейку без деформаций? У меня есть ответ - никак. Все было зажато, точки полуавтоматом через 20 миллиметров. Длина 740,на 10 мм выгнуло. Специально шпильку десятку подложил чтобы прогиб было видно. . Стол ровный, это стол для фрезера. Поскольку дела с деревом завершились, теперь сварочный.
 8 баллов
8 баллов -
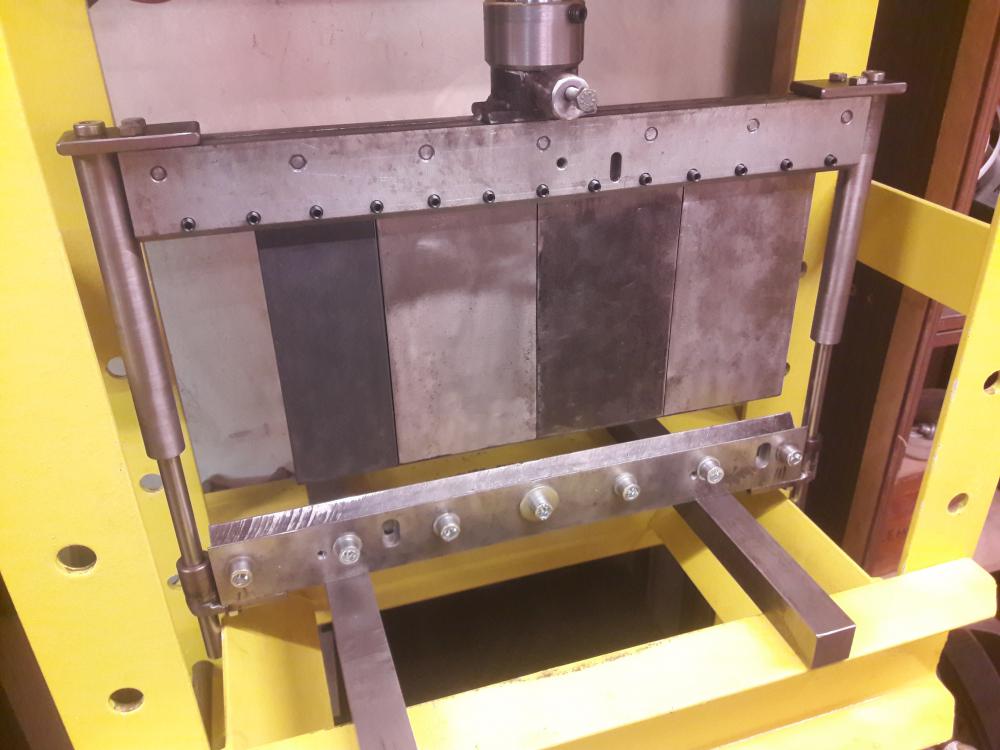
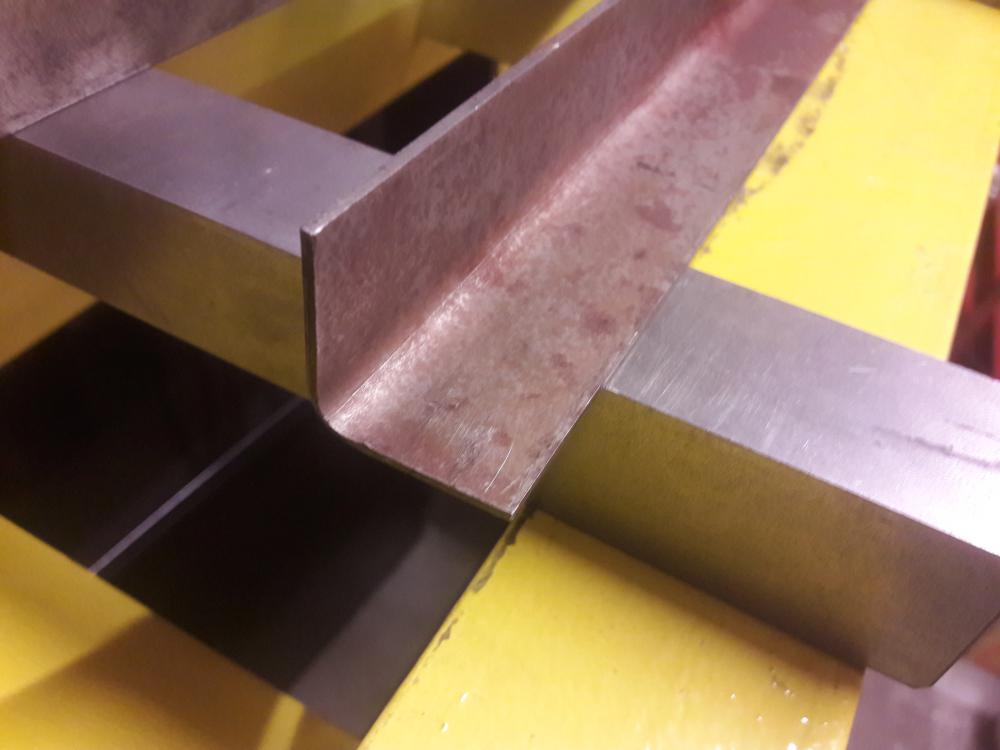
Я сделал такую "приставку" к своему гидравлическому прессу на 20Т. 2мм на длине 450мм гнет легко. Остается, правда радиус. Пуансон и матрица далеки от идеала. 3мм погнет тоже запросто. 4ку не думаю, наверно на сегментах появятся замины, так как они не каленые. Пальцы Ф16 шлифованные и цементированные. пока 4 сегмента: три по 120мм и один 80мм. Делал из того, что было. Специально ничего не докупал, кроме крепежа. Еще сделал такую насадку, на призме гнет толстое запросто. два прутка сразу 12х12 запросто. Если сильно пережать, то вдавливает и угол меньше 90гр получается. 20Т гнет много чего.
6 баллов
-
Любая выполненная вами работы в тех или иных режимах,разными электродами,с разной заточкой и т.д. У вас же возник спор с вашим оппонентом,вот вам и "карты в руки" - показав свои работы и описав режимы\диаметры\прочее намного проще найти ответы на вопросы. .р.с. дело хозяйское,...наглядный пример намного весомей писанины.5 баллов
-
Жарко у вас тут!!! Ну и сразу про точки Георгия , да все просто чуток увеличенная (расстояние) дуга даст большую точку , совсем коротенькая даст меньшую точку даже еще меньше чем у Георгия . Ээээ это мы в гараже выбираем электрод , на приличном предприятии все расписано от токов , длины шва за один проход , диаметр электрода -вольфрама и так далее и хошь не хошь сварщик становиться даже лучше робота (ручная работа всегда была выше по всем параметрам ) и строго выполняет тех задание . Вот на Атом маш в Электростали в начале смены сварщик наплавляет "бочонок" и его на экспресс анализ и после этого если все в норме - допуск на сваривание изделий . Вот почему все таки указаны и довольно точно как в нашей так и в зарубежной литературе токи оТ и дО для каждого диаметра электрода ,,, да все просто и даже если не верно выбран диаметр электрода на постоянном токе ( про переменку можно промолчать и тут и так все на лицо) например в меньшую сторону то во шве будут вольфрамовые включения кои не допустимы в принципе и для "гаражных швов" а для атом маша и ВПК тем паче . Так что прожечь не прожжешь 1.6мм и можно ток не убавлять от 3.4ММ , но все зависит от длины дуги , ловкости сварщика и т.д. , но все таки стоит придерживаться книжных рекомендаций . ЗЫ вот вчера привезли под Казанку http://websvarka.ru/talk/topic/14981-budni-svarschika-s-illiustratciiami/?p=459507 , но выложу тут и как раз разговор пойдет о вольфраме и поджиге . И так вольфрам WZ8 3ММ , ток на аппарате от 76 до 150А , так вот пока я сию лестницу варил весь исплевался и источил 150ММ нового электрода до коротышки в 15ММ , работал 3 часа , каждый пятый поджиг переточка так как вольфрам по нормам в полном порядке , но дуга зажигается не совсем адекватная (пердящая) коя не плавит и только отнимает время сварщика . Вот и вспомнил я свой Genesis2200AC/dc добрым словом и сию работу бы сделал им за час и вольфрама бы израсходовал максимум 10мм .
5 баллов
-
Не хотел ввязываться в спор, но все же не люблю хамства, посему выскажу свою точку зрения на все это.... так как действительно и сам был частично причастен к нему. Итак. Некоторое время раньше, действительно высказал свое мнение на другом форуме, что существуют полуавтоматы где помимо напряжения еще и стабилизируется и ток. Форум этот содержит интернет-магазин, торгующий в том числе и сварочной техникой и не смотря на громкое название, посещают его новички, слабо разбирающиеся как в самой сварке, так и в сварочной технике, плюс несколько старожилов ремонтников сварочной техники. Мой оппонент inciZor имел другую точку зрения и ввязался в спор, требуя, что б я доказал свою точку зрения. Я же решив не продолжать спор высказался ему, что я ему ничего не должен. Позже у него неоднократно возникал спор с другим участником ( Ganimed) куда я старался не вмешиваться. Следующий спор разгорелся после того, как inciZor написал свою фразу о том, что он себя считает гением от сварки, ибо он все варит ТИГ способом при помощи электрода 2.4 . Известный тут brat_h посоветовал ему как подбирать и затачивать электроды... Возможно совет был с легкой степенью иронии, но отнюдь БЕЗ хамства и высокомерия. Я так же посоветовал как и по каких параметрах "гению" подбирать электрод.. (все это есть в выложенных им скринах) .. Вот тут то все и началось.))) Мое личное мнение таково — человек вроде и правильно пишет, но там частично изменил, частично приврал, частично приписал свое мнение оппоненту...и вроде все и верно, но в итоге вся суть —прямо противоположна. Видимо человека недооценили за его гениальные труды и светлый ум и посему он обиделся и решил всем доказать на что он способен. Лично я стараюсь придерживаться правила, что с умным лучше потерять ... и не вижу смысла в продолжении дискуссии.4 балла
-
Вадим..ну работы ты их видел.у первого лестницы 10-20 мм только тигом.второй вообще фото не выкладывал.вот так и живём. ну поспорили малёха.через неделю забудут.бывает.3 балла
-
Да уж... ну и хрень тут развели.. Конечно любопытно глянуть работы тех кто тут пишет умные слова... но, заставить нельзя, можем только попросить. Фото работ - это показатель насколько серьезно можно относится к советам этого человека. @Dmitry1962,@niis2008, причина в кривой прошывке на Форсажах. Проблема вылазит именно на сплавах с кремнием... меня тоже это задрало.3 балла
-
я вообще не понимаю.что это.кто это.куда и зачем.уж простите.каждый электрод пусть подбирает под себя.я конечно всё понимаю.цифры это цифры.но.к чему тут разница электрода.какая дуга.куда и зачем?20-30 ампер разница.вот и стоит это того?это мне напроминает в миг маге спор.какой лучше проволокой варить.0.8....1.0....1.2....всё варится и тем и тем.по тигу проще поставил электрод и варишь.не пошло.замени.или ток убавь.для этого и существуют настройки в аппарате.под каждого.уважайте друг друга.я конечно понимаю.один другого задел.вот и говно полетело.успокойтесь мужики.только ванна и распил детали даст адекватную оценку происходящего.будьте людьми и прекратите бессмысленную болтовню.если кто то хочет услышать правду?то я вам скажу.у каждого она своя.угомонитесь в конце концов.вам лучше к теоретикам с этим обратится а не к практикам.которые в жару херачат.а она у нас уже к 40 градусам.забил на работу.от работы кони дохнут.с уважением.форум в помойку превращается.3 страницы не о чём.без обид. Валера.я к стати тоже не понял прикола.как такое может быть?может всё таки вольфрам не тот.странно.3 балла
-
Случайно нажал "плюсик". Извиняюсь.,жара.... Кстати,в самом деле потратьте немного времени и выставите ваши работы. Мы для того и собрались,чтобы не только по теории спорить,но и практическими наработками\навыками поделиться.3 балла
-
От него вреда меньше, чем от сотового телефона у вас в руках.3 балла
-
Ну да отличаются в среднем на 20А , вот 1.6мм возьмем например и наша и ихняя таблица Просто разная методика , может у нас шов покороче или время работы электрода , а может и у них короче , я просто сим анализом не занимался . Это как наше ПВ и их ПН и цифры разняться , но по сути примерно одно и тоже . Или как резьба в американцев дюйм у нас и европе ММ , в японии сои стандарты и вот как то токарю притащил жиклер сварганить от Микуни , вечером пришел а он мне ты чего мне подсунул Японо-мать и смеется сделал ходил в 24 й отдел и там станок и не один на японо стандарте работал . ЗЫ , вот технология Фрониус на более эффективное использование электрода за счет более холодной темпер. ,,,,, ну где то я уже видел при СССР . http://tctena.ru/texnologii/cold-wire
3 балла
-
я электрод подбираю из расчёта комфортной сварки для себя.руки и дуга.вот основа.считаю что это правильно.показатель сварочная ванна.если не нравится и не комфортно.то всегда можно поменять электрод.для себя как оптимал по ляминию 2.4. по нерже 2.0.по работе больше 5 мм не варю.долго всё это и накладно.благодаря возможности аппаратов миг маг 90% выполняю как правило им.быстро дёшево и сердито.но это только с опытом.так что тема интересная.каждый варит по своему.кто быстрее кто медление.в сварке что тиг что миг самое главное комфорт и понимание процесса.на самом деле электрод ни о чём.на заводах что дали тем и пользуются.у них как правило нет выбора.приходится подстраиваться.частнику проще.он сам покупает то что считает необходимым.самое главное проплавление материала.а дураку дай сварочный аппарат так тот такого наварит.жесть.пока не поймёшь не поможет.я на цифры ориентируюсь приблизительно.а там корректировка в помощь.так что каждому свой электрод .у меня в своё время рабочий работал.на плазму его поставил.так он себе руку прохерачил плазмой.на вопрос зачем???ответ был прост.хотел попробовать пробьёт руку или нет.раньше он работал на молоковозе.и такое бывает.3 балла
-
Ещё немного лестниц , уже к морю) толщина металла отдельных узлов 40 мм
3 балла
-
Дело близится к укладке крыши поэтому решено было затащить на свои места станки которым пришлось ждать этого момента полтора года на улице. Нам очень их не хватало в работе, надеюсь в скорости мы их запустим и труд наш станет гораздо легче и проще. Правда к станочкам придется немного приложить руки, но это не впервой и сложностей не представляет. Пока с Анатолием обдумываем концепцию автоматизации листогиба. Листогиб сам по себе прекрасен, только вот настройка на толщину металла и угол гиба занимает уж очень много времени. Хотим всё это дело автоматизировать. С завода на этом листогибе стояла система ЧПУ только её сперли еще в начале 90х годов на цветмет. В связи с утратойй ЧПУ листогиб не работал в своей жизни ни дня. Больше на улице мок, в своё время выхватил я его прям из под уже разожженного резака перед отправкой на метлом. Чудесная машинка, может гнуть лист 5,5мм из стали на всю ширину полотна, а это 3м. Ну и гильотинка, старенькая подушатанная но шустрая и рабочая, подшаманим чуток, она еще 100 лет отработает. Там тоже возьни немного, больше косметика. Пока работала вроде её не замечали, а как убрали на время стройки сразу стало дико не хватать её. . Вчера заранее выточил анкера на которые будут прикручены станки. Анкеры нужны чтобы выставить станок перед заливкой бетона по уровню, так как бетонная плита является частью станины станка и без неё они фигово работают. К этим анкерам приварится армокаркас, потом гайками по рамному уровню станки выставятся в горизонт, а уже потом зальются бетоном. Так как за шайбами было лень ехать, шайбы выточил тоже. Шпильки 300мм Ф30, резьба М27 - 150мм, на изготовление 12шт потребовалось 90минут. . . Так как станки офигенно тяжелые, а крыша уже вся обрешечена фермами, то даже 50-ти тонный подьемный кран нам станки на место поставить был не в состоянии. Сначала станки по очереди закинули в воротный створ: . . Потом прицепили мой Камазик и протащили их волоком до места установки: . . После чего перегнав кран на другую сторону бокса, сквозь решетку из ферм за несколько перестановок гака воткнули станки на место постоянной дислокаци: . . Пока станочки висели в воздухе в них сразу вкрутили анкера и установили оборудование на постоянное место жительства. осталось обварить всё это дело, отрегулировать по высоте и залить бетоном: .
3 балла
-
Ну да... Вы хоть на долго не пропадайте, радуйте всех своими новыми проЭктами, сварочными швами, выполненными одними лишь электродами диаметром 2.4мм.)))) А заодно и расскажите какие все не образованные, что придерживаются пункта 4-3-2 http://websvarka.ru/talk/topic/5013-faq-po-tig/?p=123610 которое я уже вам показывал.)))2 балла
-
А швы то где? Какие токи,вольфрам,режимы? р.с. я картинку увеличил до максимума... не видать..2 балла
-
@inciZor, понял, я почитал и на том форуме. И имел "удовольствие" пообщаться с Ганимедом- судя по переписке вы друг друга стоите. Но не стоило тот срач приносить сюда, тем более в эту тему. По диаметру электродов- истина она всегда где-то рядом. В чем-то прав каждый из вас, в чем-то оба заблуждаются. Все сложнее и в то же время- проще. P.S.Прошу извинить за оффтоп.2 балла
-
Харош маланить, вопрос то по сварке был, я вот тоже делал, но без сварки даже, все на штифтах почти, и что?
2 балла
-
@Чипарюк,Шо,серьезно спирали из нержавейки в молодости были?Прикольно.А 90 градусов...да,хилые раньше сварщики были,даже до сотки не дотягивали.2 балла
-
писать дело не хитрое.бумага всё стерпит.а вот сделать то что написал...сложнее. .бывает даже невозможно.2 балла
-
главное, чтобы не одноразовый )) http://i.piccy.info/i9/466cb709d631f5dd9a9d808f5a53ef85/1624640020/66730/1433599/molotok.jpg2 балла
-
@SAV, оно то может и видно, только начинаешь сразу же глаза напрягать, всматриваясь в ванну и её границы, аж голова болеть начинает. Есть люди, которые всегда на 13Din работают и зачастую им этого мало. Считаю, это особенность зрения конкретного человека. Сам же использую весь диапазон затемнения фильтра ХХ, в этом у меня есть потребность и полагаю, что мои глаза стандартны.2 балла
-
А свои личные работы можете показать, или только критикуете других?2 балла
-
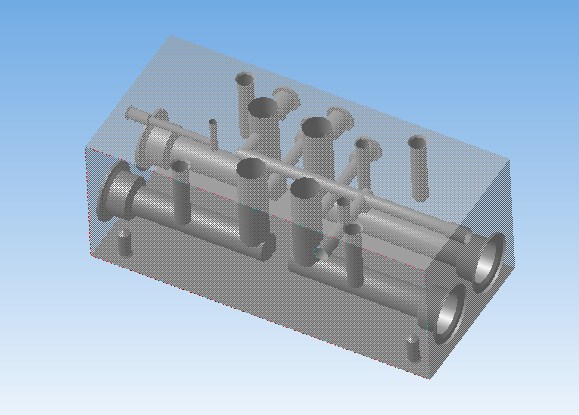
Но почему не приведет ,,,,, вот выяснили что все таки плиты бывают разные , то есть не совсем уж и простыми отверстиями-каналами .
2 балла
-
Видимо инструкции слегка устарели, WT-20 3,2 мм держит 400А. Это физика, а не школьная математика, зависимость там явно не линейная. Тем более в сварке меди с бешенной теплопроводностью. Хотя не вижу смысла что-то вам объяснять, если вы не понимаете, что площадь сечения электрода диаметром 4,8 мм не в 2 раза больше площади сечения электрода диаметром 2,4.2 балла
-
@Спанч Боб, так увы у всех Форсажей.1 балл
-
Ну не я сие пробовал и проверял и есть в этом что то , но я же не говорил что электрод не надо затачивать ,,,,, надо и каждый угол под свои задачи . Да кстати в СССР были вольфрамовые электроды с отверстием по оси внутри работали и дуга сфокусирована лучше была . Вот вам видео и включите субтитры с переводом и дядька нормально все разъясняет и я с ним полностью согласен . По поводу поджига и перерасхода вольфрама в виду постоянной переточки Форсажем . Так вот мои мысли сводятся к одному , не все хорошо в схемотехнике и быстродействии ее , вот от сель все и беды и не одна прошивка пусть самая новейшая сие не исправит , исправит только доработка и добавка дополнительных электронных компонентов в аппарат . Вот я не силен в электронике , но и своим глазом вижу и посмотрите как напичкан Genesis 2200 места свободного нет но и не чего лишнего тоже ,,, и посмотрите Форсаж и даже не следующему в электронике становиться все понятно , размеры корпусов у них практически одинаковы .Селко Форсаж , беднота по комплектующим и доп системам и разница Мерседес - Запорожец .
1 балл
-
@inciZor, ну так швы, швы где? Может это байк для конкурента или тещи?))) Или для ютуба? А тут ступица... Это для Чипмейкер)))1 балл
-
А зачем фото ступицы?1 балл
-
вам видней из последних работ http://i.piccy.info/i9/63c98dc6db32c52ac14b6fa2cf7a2a1d/1624646358/617601/1433599/IMG_20210625_154705.jpg полностью собран и готов к тестдрайву, перед покраской.. дизайн не мой, вел тоже, моя сварка подгонка местами и ступица заднего колеса под барабанные тормоза http://i.piccy.info/i9/5485bba6b54eb531c99653a9b802bd4f/1624646465/270876/1433599/IMG_20210625_154835_.jpg http://i.piccy.info/i9/b0d7e48b787a48d1067308aafb5f79a0/1624646504/278684/1433599/56238IMG_20210625_154801.jpg фоток предыдущего "проекта" у меня нет, позвонил хозяину-обещал скинуть, когда освободится видимо все еще занят...1 балл
-
@Илария, это чей-то клон, скорее всего.1 балл
-
я своё отработал.и мне до лампочки что вы стоите у мартына.я знаю очень много про эти вещи.в своё время работал.но не пишу.нахрена оно мне надо. Илария.хрен с ним.что ты что вы.мне всё равно.пусть пишут.почитаем.1 балл
-
@niis2008, Если существует обратный молоток, значит должен существовать и прямой молоток.. )1 балл
-
В общем полезная вещица . Сам крючок/захват можно сделать из арматуры. Закалить и отпустить) ...можно сделать в домашних условиях. Почему из арматуры? ..доступный материал.1 балл
-
о! а вот и любитель вбросики повбрасывать чего ж не показать, конечно покажу, но так как мне придётся потратить какое то свое время на это, а я считаю, что лично вам я ничего не должен, дабы не превращать это в игру в одни ворота, вы могли бы ответить на мои вопросы, с которых вы благополучно "спрыгнули" используя удобный вам предлог. Согласны?1 балл
-
дополню историю.проблема была в катушки проволоки.при установки она перехлеснулась.и то тормозила за виток, то нет.проблема разрешилась на следующий день.спасибо всем кто откликнулся.пишу как дополнение.аппарат по сей день молотит исправно.1 балл
-
@G_Kar,Пожалейте коллег,сварщики меди и так смертники,ещё и торированный электрод.1 балл
-
От высокой температуры кевлар не плавится, а сразу рассыпается, возможно поэтому оно и выглядит как потертости, потому что нет оплавленных краев, и то же самое с нитками.1 балл
-
Ремонт кабины КамАЗа, часть 2-я. Левая сторона получше, но чинить тоже надо.Выяснил размер ремонта
1 балл
-
Не прошло и трёх лет, как руки до посудной сушилки дошли. Года три назад пруток купил. По уму контактной сваркой варится и на листогибе гнется. Нет у меня ни того ни другого. Поэтому по колхозному.
1 балл
-
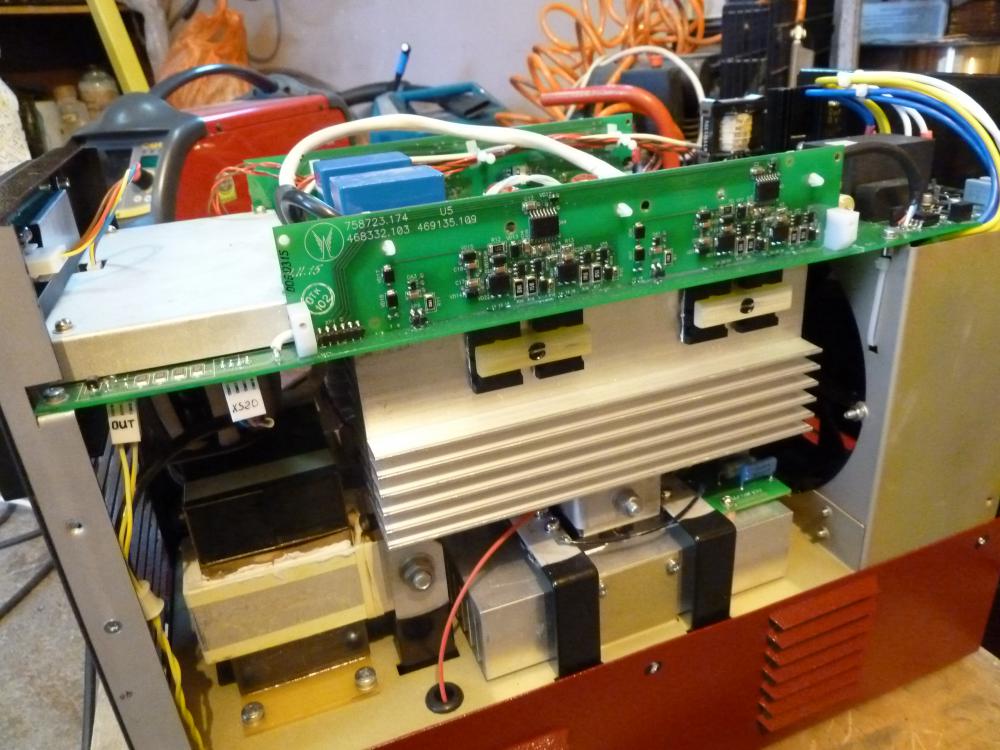
Устроился на работу, зарабатываю на новые ПА и аргонник, (предвижу вопрос, а где старые? Украли.) Восстановили пару буров, оказывается у них ценник огого, вот и восстанавливаем таким способом как на фото, обваривается сплошняком с обоих сторон УОНИ 55, когда рёбра на арматуре сотрутся, наплавим Т 620, ну а зубы новые ставим.
1 балл
-
С 1 июня 2021 года вступает в силу ГОСТ Р 59496-2021 "Трубы стальные сварные. Дефекты сварных соединений. Термины и определения". ГОСТ_Р_59496-2021.pdf1 балл
-
@Vanguard, День добрый как раз т-590 не любит ударные нагрузки @sharja, Для правильного подбора наплавочного материала есть неплохой справочник,исходить нужно от условий работы для правильного подбора.С электродами т-590 будьте осторожны более чем в два слоя наплавлять не следует : можно получить откол шва. ЭСАБ сварка и наплавка.pdf1 балл
-
Порадовал себя к началу лета.
1 балл
-
Смастерил на досуге.
1 балл
-
Может на дрель не сильно давите ? Если во время сверления я всем весом давлю на дрель, то сверло меньше тупится. Сверлу нужно определенное давление, чтоб оно резало металл, а не скользило по нему. Если меньше давить, то скорость сверления падает и еще из-за скольжения сверло нагревается и происходит отпуск сверла.1 балл
-
Есть вот такой мангал,делал сын.Говорит,что материалы и прочее потянули на 9 т. Надо его продать.Сколько он может стоить ?
1 балл
-
Просто и со вкусом! А мне вот нравится, была бы возможность сделал бы подобное. Может кого сподвигнет сия идея.
1 балл
-
Испытал механизм прижима верхней балки, все работает замечательно. Для пробы изготовил две половинки профиля крепления фонарей и номерного знака на отбойник грузового полуприцепа. L-1250мм. нержавейка 1мм.
1 балл
-
Неделя прошла в экспериментах с механизмом прижимной балки, т.к. подходящих гидроцилиндров не подобрал, решил попробовать такую конструкцию (энергоаккумуляторы с фуры). Не понравилось, уж больно громоздко получается, короче забраковал . Начал делать прижим с "ручным приводом", опять точим, сверлим . С гидроцилиндром со старого трубогиба тоже не все гуд, маловат ход штока, поэтому пришлось заняться поисками более подходящего, в итоге сегодня добрые люди привезли то что нужно.
1 балл