Лидеры




Популярный контент
Показан контент с высокой репутацией 14.05.2021 во всех областях
-
Одну девчонку поймал.
 5 баллов
5 баллов -
Александр , вот не соглашусь не как , во первых чугунные ГБЦ уже почти в прошлом , ну и у фрезеровщика должон быть спец инструмент-оснастка которому карбиды как масло сливочное . И здесь тоже не соглашусь , во первых станки на предприятии маркируются , то есть обдирочный и финишный вот не знаю а у нас так было и не дай бог на финишном обдирать . Во вторых "хозяин " станка знает и должон знать как пять пальцев и если так то он сделает упреждение и поймает сотку , это как ружье в руках хозяина стреляет без промаха , а вот в чужих и вовсе в цель не попадает . ЗЫ вообще речь шла об Ал ГБЦ , ну и по большому счету Чугунку ГБЦ можно и шлифовать не люминий на круг не прилипает.2 балла
-
Да, я понимаю что используется промежуточная прослойка, но нужно же иметь знания и опыт чтобы нанести эту прослойку. В нашем же случае нужно составить техкарту, по которой исполнители будут наносить этот слой цинка.2 балла
-
@NikOtiN, Никита, посмотри про промежуточный слой цинка, при соединении алюминия со сталью.2 балла
-
@Сергей21, давайте фото / видео, задействуем коллективный разум)))2 балла
-
Из сочинения старшеклассника: «Пропеллер Карлсона – очевидно, не никакой движитель, а часть системы охлаждения, которой на спине самое место. Защитная сетка к нему тоже когда-то была, но откручена при ремонте и потеряна. А летает он на каком-то неизвестном пока науке принципе...» Верните старикам-пенсионерам то, что они построили в советское время, а себе оставьте, что вы построили за 30 постсоветских лет – и приватизируйте это сколько угодно! Как вам такое предложение? ➡ Источник: https://publizist.ru/blogs/107374/39688/-2 балла
-
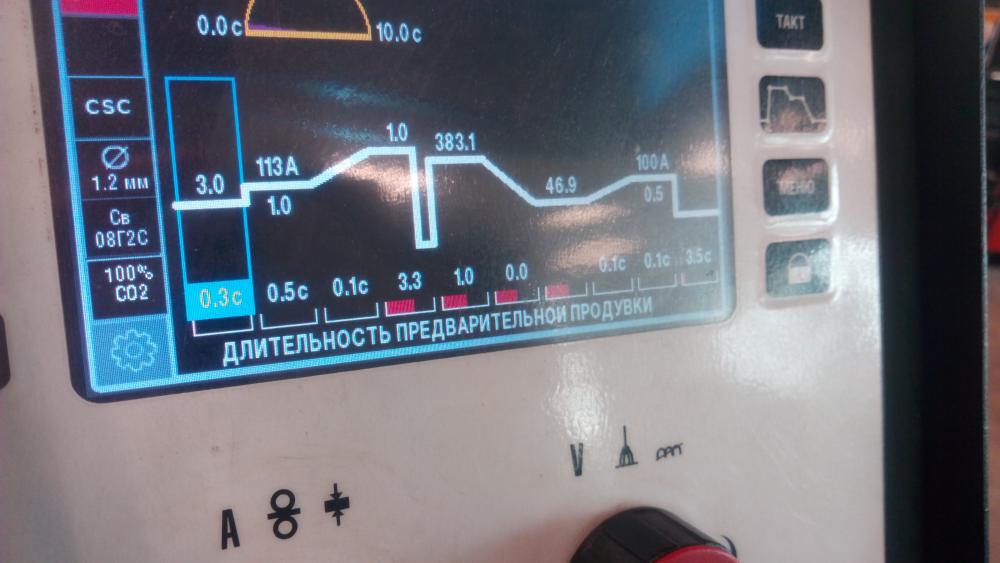
как раз на сопле должен быть расход. Для этого есть карманные измерители расхода газа. Так вернее, чем верить показометру на баллоне. вам выше ответили, 15 ставьте. И при условии что не поддувает, нет сквозняка. А если еще и поддувает ветер, то ставьте больше значение газа. При условии что горелка МВ25 и ее аналоги. Если МВ15, то 10 все равно не много, литров 12 в минуту, не менее.2 балла
-
мало, минимум 15 , и должно быть на сопле а не на баллоне.2 балла
-
Ящик изготовил.
2 балла
-
Осваивали со вторым курсом ОиТСП режим CSC, аналог STT, на снимках видно провод и разъём крепления датчика обратной связи на подающем устройстве...Облицовочные и заполняющие проходы-на других режимах.... Извините, но на данном ресурсе в настоящее время занятий по данной тематике не веду.
2 балла
-
Сварганил вчера себе подставку расширение под руку для работы на компьютере, когда днями сидишь рука отваливается, с подставкой отдыхаю, удобно стало, потратил часа полтора, из того что было, профтруба правда вся в кавернах от ржавчины но фиг с ним кто её там видит, надо ещё угол сккруглить и закромить и будет нормуль. если здесь не к месту такая самодеятельность переместите куда следует, пока плохо ориентируюсь
1 балл
-
Блин.....В мастерской я баллоны вообще не трогаю,стоят и стоят. перевожу когда работа на улице,либо в цехах. С кары не снимаются. Зачем мне аргон ,когда работаеш полуавтоматом? Зачем 2 баллона смеси на один аппарат???? Положил баллон и рядом тележку с пол,уавтоматом и поехал, при работе не снимаеш ,на поддоне места хватает при работе на высоте и на полу тем более . Было, ставил на поддон плазму и полуавтомат+компрессор+баллон....Могу сфоткать, все комфортно для работы...1 балл
-
Три баллона (аргон и смеси) стоят между шкафами , их не видно визуально. Шланги по 3 метра. Баллоны полноразмерные..... У нас много штабеллеров( кар). проблем нет положить баллон на поддон.Поднимают на 6 метров и перевозят в любую точку по желанию.На руках ничего не таскаем. Просто все делается под свои нужды и потребности.1 балл
-
Составляй карту Через один слой Егор, ваша правда ,а если здесь и сейчас .1 балл
-
Ну я могу открыть справочник, посмотреть какой процесс используется при сварке разных металлов и попробовать повторить. Подкорректировать режим в рамках своего понимания. Но вы же имели ввиду самому разработать технологию которая гарантирует при строгом соблюдении получение сварного соединения с гарантированными свойствами? Нет, слабо.1 балл
-
Работаю из дома, и решил провести небольшой эксперимент. Сделал две фотографии со штатива зеркалкой на ручных настройках, первая фотка без ничего, далее поставил Savage A40 перед объективом. Чтобы получить такую же экспозицию, то пришлось поднять ISO на 4 стопа. Прикольно, что реально 1 стоп = 1DIN затемнения! Таким образом можно в принципе точно определить любую маску, на сколько она затемняет в открытом состоянии. Через маску почему-то не в фокусе, хотя фокус ручной и аппарат на штативе. :1 балл
-
по поводу фрезеровки, если это будет голова чугунная, то возможны образования карбидов, и тогда фрезеровщик будет вас вспоминать добрым словом, такие вещи лучше только абразивом... и особенности конструкции станков. у фрезерного станка не равномерные износы направляющих в отличии от шлифовки который вообще на подшипниках и постоянно более равномерный износ за счет полного хода по направляющим1 балл
-
газа расход сколько у вас? Может сдувает? Вы бы фотки еще приложили, чтобы не гадать уж совсем, а хоть на что-то опираться.1 балл
-
Есть понятия: напряжение ... , а также вылет и выпуск электрода( проволоки)... почитайте специализированную литературу по данному вопросу здесь и на иных ресурсах-и многие вопросы снимутся сами....1 балл
-
Пушистый карапузы вышли.
1 балл
-
Наши дворовые бабульки.У кого они другие, - пусть бросят в меня молотком для отбивки шлака.
1 балл
-
Скульптура ''Проволочная фея''Великобритания.1 балл
-
Доделал тележку, пока будет так, ящик пока не стал делать, застёжки мебельные перевернул наоборот в душку пропустил ремень а скобу приварил к самой застёжке, покрасил тоже в красный, ручку тоже решил красным сделать...колёса цвет задали))) , прикрутил её на болты от шкива коленвала.
1 балл
-
Патрубок выхлопной системы (турецкий экскаватор с американским двигателем). В эксплуатации 14 лет. Сломан упор(назову его так). В чем здесь сложность ремонта? При длительном нагреве происходит рост чугуна, т.е. графитизация и окисление ,что сильно затрудняет сварку - смачиваемость плохая.Тиг надо исключить. В этом случае может помочь полуавтомт. Приваривать отломанный кусок смысла нет по указанным выше причинам. Можно приварить стальное кольцо ,но проще .... наплавить полуавтомтом с предварительным подогревом слой панч 11, а потом нарастить 12.64 Конечно, лучше заменить деталь на новую, но длительные праздники этому мешают. На втором снимке справа панч полуавтомат, а слева тиг 12.64
1 балл
-
Утро. Никто не встает. Никто не кормит. Умеют же жалобно мяукать и протягивать лапу.1 балл
-
Копилка. Из квадрата ,у пустой вес более 3кг
1 балл
-
За зиму не спеша сделал перекрытие из металла швеллер 10 лист 3 мм, размер помещения 5,7×2,8 м, лестницу с площадкой и дверью на 2 этаж, лестница на гаражных петлях, попозже хочем сделать подъемную через блок и трос, когда ненужна будет поднята кверху.
1 балл
-
Мои башибузуки ))
1 балл
-
Года четыре назад был заказ на кенгурятник.
1 балл
-
Всем привет! И с праздником мужчин!) решила поделиться своими работами)
1 балл
-
Вот борта и днище себе на прицепчик сделал. Брал раму с вином, в ГАИ на учет отказались ставить без бортов - пришлось борта изготавливать.
1 балл
-
Сразу видно мастера (анимашка):1 балл
-
Прикупил сегодня такого сварщика, возьму к себе на работу)
1 балл
-
Одни дебилы доиспытывались,а патриоты радиоактивный мусор разгребайте.Хорошая штука- патриотизм...1 балл
-
Вот еще был недавно интересный опыт - приспособа для распиливания блока Сибит вдоль. Знакомый строитель обратился, завод не режет, а вручную ровно не получается. Сделать все из профиля 20х20х1,5 - было не очень хорошей идеей. Не смотря на то, что везде были перемычки, которые удалялись после сварки, после удаления этих самых перемычек все зазоры ушли довольно сильно, пришлось рихтовать молотком и сваркой делать компенсирующие швы. В итоге - все прекрасно работает, распилено больше 400 блоков, у строителя - руки-базуки
1 балл
-
Парни в ватсапе прикольнулись
1 балл
-
Вот они суровые челябинские сварщики. Суть в следующем: Челябинск. Примерно 2006 год. Спецстрой в металлургическом районе. Санёк сварщик в конце рабочего дня, как полагается пошёл в душ, а ящик в раздевалке захлопнул. Недолго думая настроил резак и давай мастырить загибку, дабы ящик вскрыть. На ту беду я из токарки выхожу, а фотик всегда со мной. Картина маслом.
1 балл
-
https://www.facebook.com/profile.php?id=100024206764664&__tn__=%2Cd%2AF%2AF-R&eid=ARCjKmouv5-orO95FY103HV9ePY4jGcHwgWj44oo9UzTbxQxJ3k1jzNd7xrS-_MHgOz91SDKXEsCOqsG&tn-str=%2AF Welding Turtles
1 балл
-
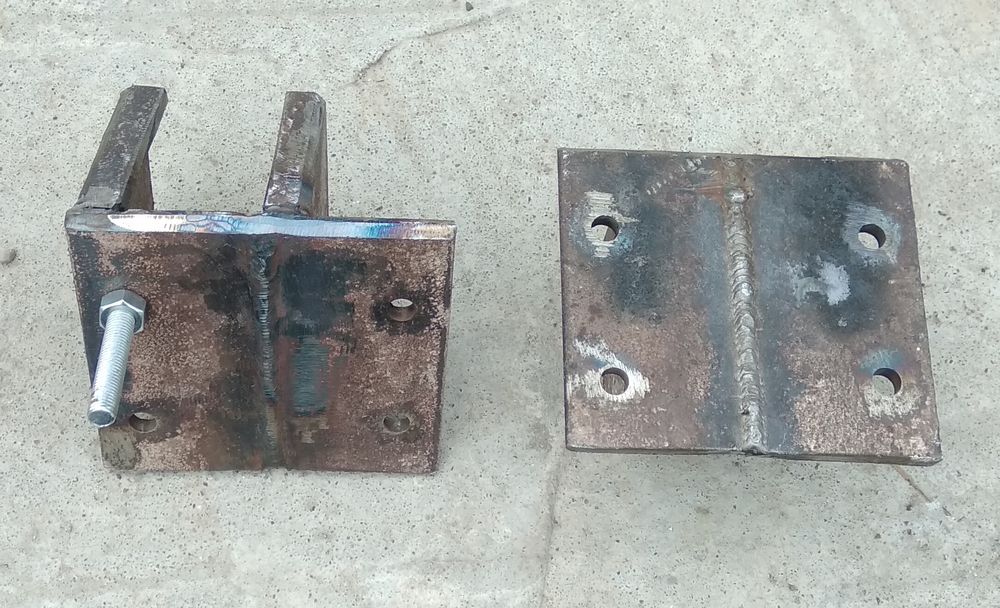
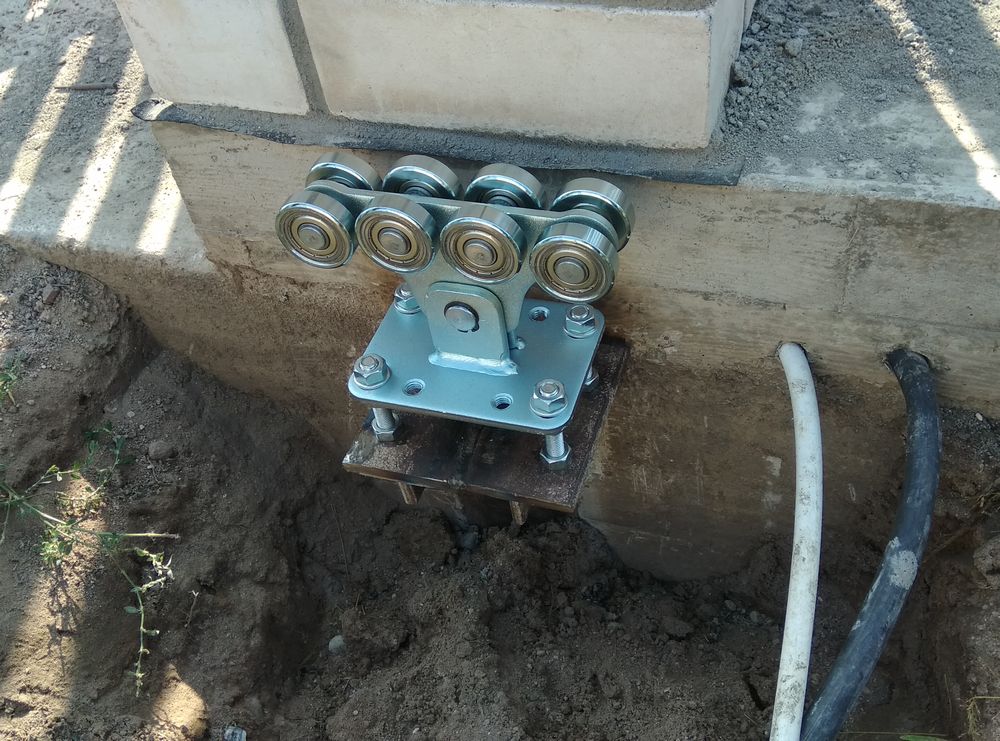
Вот немного фоток как были закреплены ролики на ленте забора: Закладные в ленте забора: Стульчики под ролики откатных ворот: C другого ракурса (вот для чего понадобились пластинки потолще, что в "швы" выкладывал): Стульчик приварен к закладной, вставлены болты под роликовую опору, болты вместо приваренной шпильки использованы специально, случись что с резьбой, просто открутил или срезал и вставил новый: Роликовая опора закреплена: Навешана воротина. В открытом состоянии. В закрытом состоянии.
1 балл
-
Довольно непростой разлом коллектора.Раньше варили ЦЧ 4 и гонялись за трещинами,что категорически противопоказано,но имеем то,что имеем...
1 балл
-
@Вад11, я бы Фроню вообще не рискнул бы на улице использовать, особенно в ваших краях. Хрень какую-нить вокруг крана сочинить бы хоть из полиэтилена, да пушку для обогрева. Вы конечно мужики к морозам устойчивые, а вот оборудование современное, очень сомневаюсь.1 балл
-
https://www.instagram.com/p/BZ48K0BFxqj/?r=wa1 Тынц по картинке.1 балл
-
@Вад11,Доброго дня,на вашем месте я бы с начало произвел бы удаление части стенки,в обязательном порядке зачистка до целого металла все надрывы и трещины.В идеале проверить цветной дефектоскопией на отсутствие остаточных дефектов.Затем нужен будет кусок материала для изготовления новой стенки,если с этим проблемы тогда вырезать с донора или искать сталь 10хснд,15хснд,weldox 500. Сварку вставки выполнить с разделкой кромок,концы сварных швов выполнить на выводных планках.Форма накладки можно сделать на фото 2.По сварке лучше конечно полуавтомат т.к. от него меньше тепловложений.По сварочным материалам,если будет рдс,то электроды с основным видом покрытия, обеспечивающие предел прочности не менее 550 Мпа и предел текучести 450Мпа (Уони 13/55 ,LB-52U и.т.д.),при сварке полуавтоматом проволока св-08г2с или аналог порошковой проволоки.Неплохо организовать подогрев рад 150.При выполнении работы советую пользоваться РД 22-322-02 см. пункт 9.
1 балл
-
1 балл