Лидеры




Популярный контент
Показан контент с высокой репутацией 23.04.2021 во всех областях
-
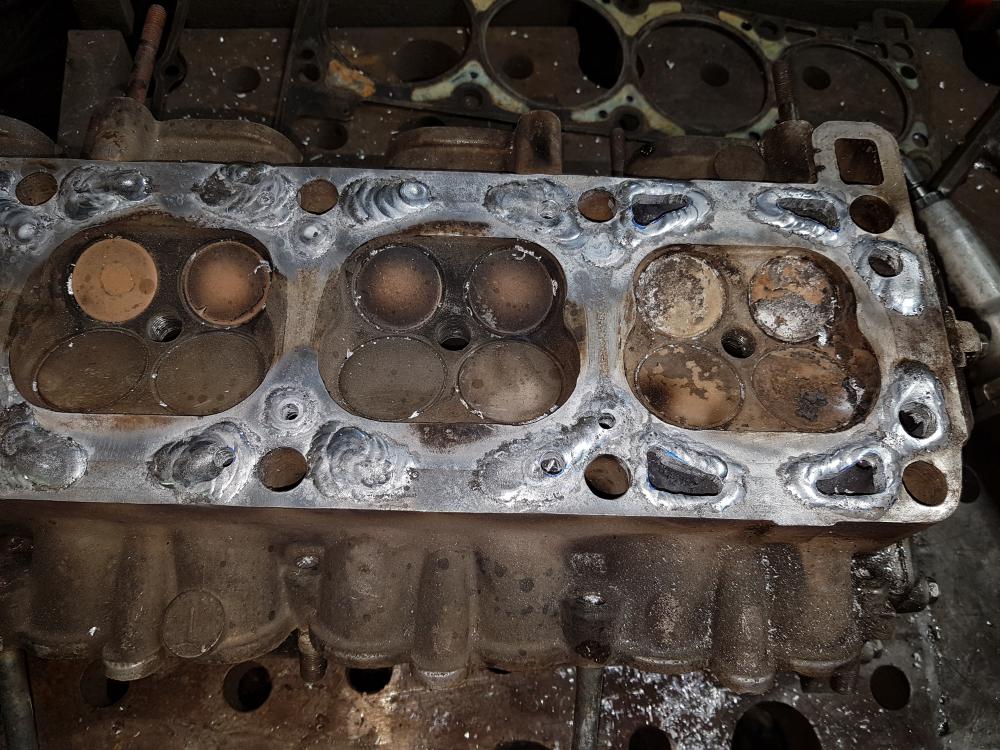
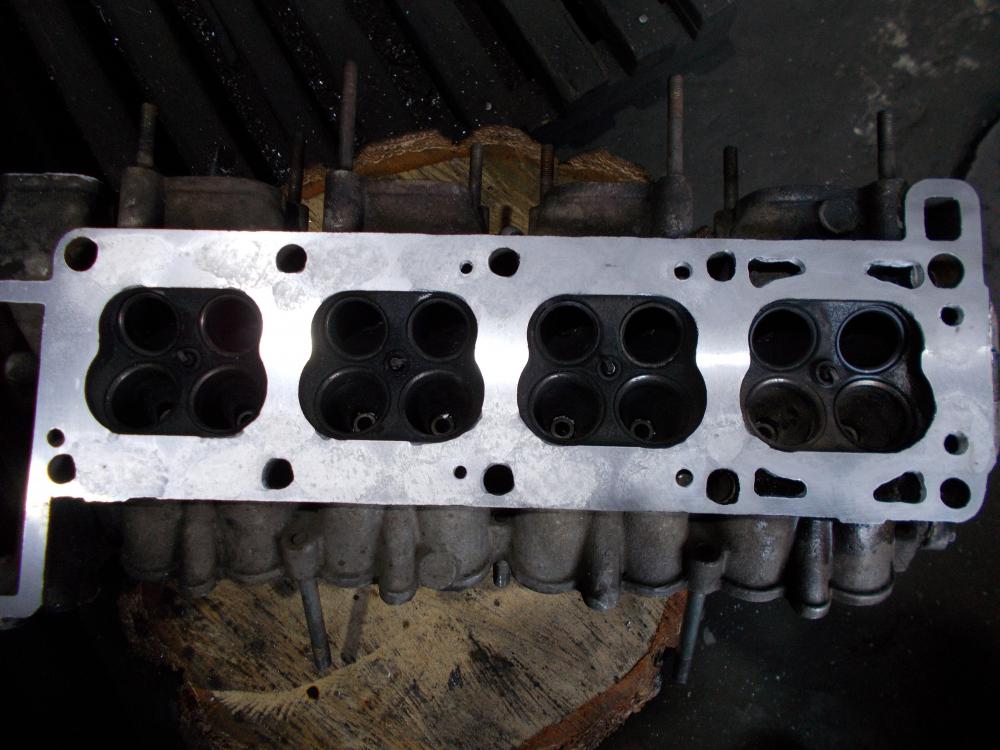
Полностью заглушенное-это не каналы охлаждения, а отверстия, оставшиеся от литейной формы. Направление протока охлаждающей жидкости по ГБЦ и блоку-организуется прокладкой ГБЦ. Кстати, на некоторых зарубежных моторах делают так же, упрощённую литейную форму, на иных-сразу же отливают и просверливают в плоскости ГБЦ нужные каналы. А технологические окна и отверстия-дополнительно глушат заглушками. @aleks 555, сдаётся мне, что вы, использовав как шаблон эту металлоасбестовую прокладку б\у, не полностью восстановили водяные каналы. Часть отверстий в старой прокладке то ли при разбухании материала закрылась, то ли забита мусором и продуктами коррозии. На новой оригинальной прокладке-присутствуют отверстия ф 4 мм между цилиндрами.Я давно уже восстанавливаю ГБЦ ЗМЗ-406 по аналогичной технологии, поэтому знаю, что говорю. Вот моя работа. Найдите отличия.
 8 баллов
8 баллов -
Получили сегодня новый микрокомпрессор. Теперь появилось куча новых головных болей. Вся запланированная инфраструктура стала ничтожна и теперь придется проектировать всё заново, вся инженерка, отопление, ГВС, воздух и прочее изменяет диаметры, получает новые трассы.ю добавляется куча всякой фигни в виде насосов клапанов и пр, а так-же переезжают котельные. Так-же нужно добавлять новый трансформатор в ТП. 400кВа теперь уже неактуально, со всеми потребителями теперь нужно 800кВа или 1мВт... А самая главная заморочка - надо еще одно здание теперь строить куда вся эта машинерия соберется так как у компрессора мощностью 260кВт отдача по теплу примерно 90кВт, которые надо куда-то утилизировать, а утилизировать оптимальнее всего в бак с водой которая потом тепленькая польется из душа или будет греть здания... Купили мля компрессор.... . Анатолий - @Oswer, рядом с новым агрегатом. .
7 баллов
-
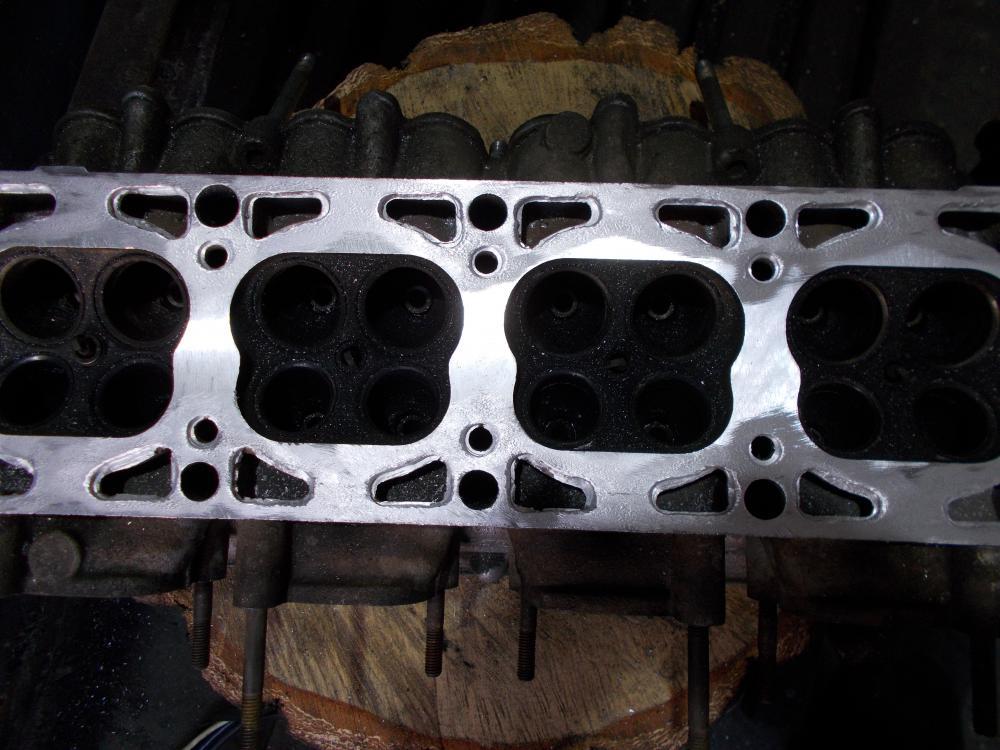
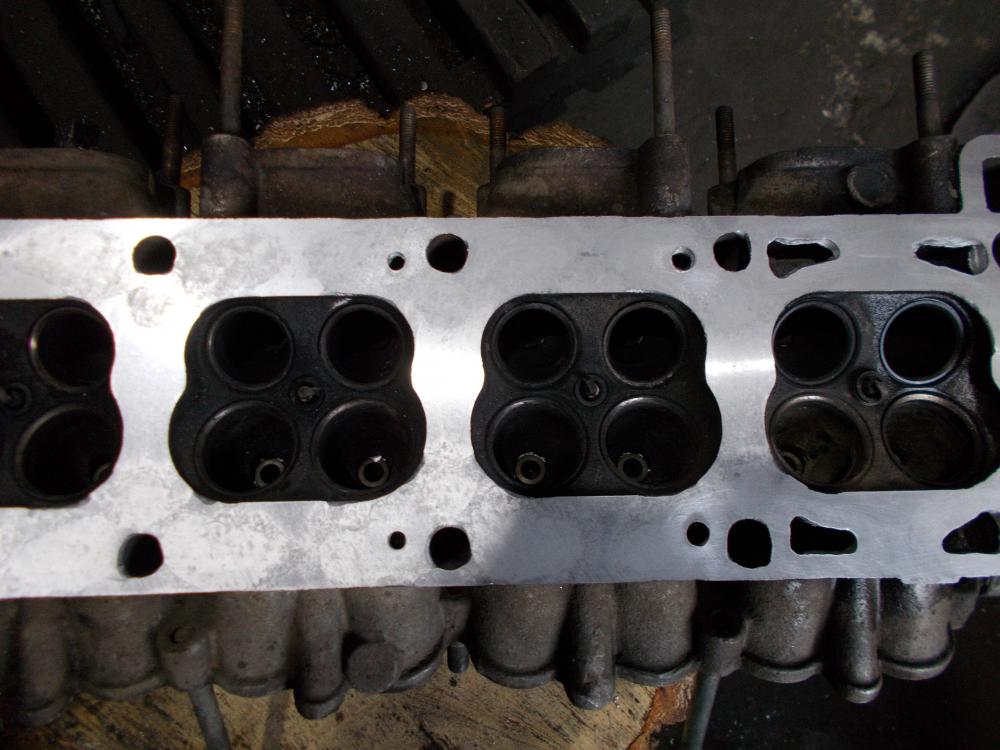
@selco,@AMBIVERT42, у вас версия 405 двигателя вот она а вот 406 думаю разницу видно.
4 балла
-
@Кустарь, Угу и для этого тоже. Для ковшей должно подойти, в обозначении "7018" цифры "70" это группа сталей по прочности, в килофунтах на дюйм квадратный только. Это примерно 480N/mm2, группа Э50А по-нашему.4 балла
-
@sed_alex, любой современный китаец на 400-500А, вторичку не надо рассматривать от слова "совсем". Думайте всегда наперед с точки зрения ремонта и транспортировки до места ремонта (транс конечно надежно и все такое и у евм к примеру 5 лет гарантии на трансы. а на инверторы только 2-3(в зависимости от класса с учетом работы 24/7). А еще лучше, иметь знакомого сервисмена, который под боком и который специализируется на определенном бренде. Либо на форуме тут найти такового и заручиться техподдержкой. Ломается все и не надо строить иллюзий. Лист бумаги, калькулятор и карандаш вам в помощь.3 балла
-
завтра еще сплав алюминиевый 5 мм будем на автоТИГе мучать и МИГом тоже ... и банки Лёхины все сожгём , паять бронзой будем и порошком жарить..... на крайнем значении РД. и поняли, что это практически нереально... если соблюдать тот же 14771-76....то есть сварка на съёмной подкладке не прошла , либо зазор стягивает в 0, надо какие-то клинья ставить, нет провара , либо есть провар-нет приемлемого внешнего вида( мехобработка по умолчанию-отсутствует), .. Поэтому вид соединения был изменён на С18....и дело пошло на лад... Скорость нарастания ТКЗ в этом случае в супер-пульсе выставляем по второму току...с КЗ-переносом...3 балла
-
Это не смешно. Больше грустно...2 балла
-
@Krasavcneg, интервал (движение вдоль стыка, с учетом сварки в отрыв) слишком велик. Снижайте в 2-3 раза.2 балла
-
2 балла
-
@Кустарь, Чисто по маркировке можно понять - группа прочности Э55 или Э60 по нашему, сварка возможна во всех положениях и тип покрытия основное, ток постоянный полярность обратная.2 балла
-
не факт, что токовые клещи покажут правду в импульсном режиме. Если только без импульса проверять, то более или менее будет правда. Размер дросселя может сильно сказаться на показаниях амперметра как и модель токовых клещей.2 балла
-
@Кустарь, Фоксы, судя по надписи на упаковке, относятся к группе 7018 - электроды с основным покрытием и металлическим порошком в обмазке для повышенной производительности, наплавленный метал с низким содержанием водорода. Сварка возможна и на постоянном и на переменном токе.2 балла
-
Всем привет! Наконец-то дождался, аппарат с новой прошивкой вернулся и это совсем другое дело! https://youtu.be/xsx0dD_I7ac2 балла
-
Думаю что сейчас подскажут. Потому что я мало что пробовал. Но мысль такая: брать получше, чтобы избежать брака, потому что в начале (новичку) не понятно в чём проблема - режимы не те или движения или что ещё? А это может оказаться проволока бракованная или газ влажный (водяной пар замерзает в редукторе).1 балл
-
Нет, прихватки не ставил, просто вставил меж труб проволку в 2мм, согнутую > и прижал струбциной. Половину обварил, вынул проволоку, потом дошёл до лапки струбцины и убрал струбцину. И до конца. Думаю из 57 сделать основную линию и от неё через 3/4 или 1/2 трубу приварить регистры под окнами.(пробежал по родственникам и соседям у всех 57 трубы стоят , у кого в 1 нитку и регистры, а у кого и просто 3 нитки одна над другой по всему дому).1 балл
-
Подскажите, что делаю не так? Горизонтальные швы получаются нормально. Но вот надо делать отопление, и попробовал сварить 2 отрезка 57 трубы. Веду электрод как описано в книжках. Получается совсем не айс.Электроды мр-3 магнитогорские, ресанта саи 190, ток 85-90 А. Фаску сделал,варил с зазором в 2мм. Обратный валик присутствует, но вот снаружи кошмар.
1 балл
-
не Италия, это Китай. Только совсем древние были и Итальянскими... И в любом случае, не советую такое к приобретению. Если много работы, т.е. загрузка большая, то в вашем рассмотрении должно быть даже не 300-т амперный аппарат, а начинать от 400А. ИМХО. А вами предложенный фокс, вообще типа на 250. Следовательно с учетом их мнимых ампер и того не будет.1 балл
-
Привет! Глаза разбегаются от разных аппаратов, в последнее время что то много их появилось. Основная задача - сварка толстой проволокой (1,2мм) как начал делать дробилки минимальная толщина металла у меня теперь 5мм, максимальная 30мм. Очень желательна возможность сварки алюминия. Для сварки черного металла как правило смесь не использую, варю углекислотой. На авито периодически проскакивают БУ Блювелды на 380 (весом под 100 кг) но смотрю больше в сторону новых китайцев с 4мя роликами (пример FoxWeld Saggio MIG 250) Может есть какие то проверенные аппараты с хорошим соотношением цена - качество ? ----------------- @sed_alex, Ваша тема перенесена в соответствующий раздел. Если Вам необходима полуавтоматическая сварка алюминия, рекомендуем тему Импульсные полуавтоматы для сварки цветных металлов1 балл
-
@copich так и есть , во всяком случае с моим . На 36-горелке и массе 35 квадратов показывают значения +-5А от установленных . Напруга реальная +- 0.1-0.2В от установленной В пульсе показания погоды на Марсе не только клещами . Проверяли в лабораторных условиях , микс и нержа1 балл
-
Это похоже высокочастотная плазма, очень неустойчивое и трудно контролируемое "существо", в отличии от обычной\стандартной низкотемпературной плазмы. Раскладывает вещества на первые составляющие?1 балл
-
на разных электродах пробовали? какие, сколько? Чем замер делали? Инвертор обычно варит либо не варит совсем, если грешить на источник. Поэтому как вариант - электрод другой партии или марки попробовать. На малых токах тоже надо посмотреть на дугу, может варить и варит, но с каким-то звуком, тогда прозвонить вторичный выпрямитель. Желательно бы видео от вас увидеть. Какое напряжение на выходных клеммах на ХХ? Если гарантийный, то проверяйте на другом электроде. Если пломб нет то вскрыть и посмотреть места соединения силовых клемм к плате. И если все красиво и хорошо, зацепиться не за что по в гарантию его. Я понимаю, что год выпуска не этого года, но может лежал на складе, поэтому допускаю наличие гарантии.1 балл
-
@Миротворец, а как это замерить? Просто по приборам на аппарате посмотреть сколько показывает? Что-то я сомневаюсь, что он там адекватные значения показывает, там есть какая-то дискретность и что в какой момент времени показывает на панели - фиг его знает. Или все же он показывает какие-то пиковые значения... @Ganimed, видео - это только проверка прошивки, ни чего более, товарищи, которые приобрели такой же аппарат, просили отчитаться о результатах как можно быстрее. Со старой прошивкой аппарат не реагировал на коррекцию вообще на токах больше 120А. Вот когда мне приедет водяная горелка, аппарат обзаведется нормальной массой - вот тогда можно будет говорить об отличиях в настройках. Если бы в одном месте, в одинаковых условиях, в одних руках, на одинаковых параметрах потестить аппараты - тогда интересно было бы посмотреть различия.1 балл
-
Хорошие электроды основного типа. Покупал в Германии-немцы хвалят. Kessel давно не попадались, а Bohler до сих пор пользуюсь.1 балл
-
@selco, Валерий, Добрый вечер, извиняюсь, s=4 mm, dэл1,0, смесь 98/2, С-4 по выше приведенному ГОСТу без разделки кромок, стояла задача проварить пластину за один проход, зазор без разделки около 3,5 мм, режимы в Эвоспарк Миге для нержи Dac Normal, Dac puls, Dac Super Puls, так что дал производитель, тем и довольствоваться пришлось. . Завтра будет очень интересно, мы будем... , Впрочем, завтра будет завтра, и скорее всего видео об завтрашних наших занятиях чтобы небыло разнобоя и нескольких непонятных роликов, смонтирую дома в субботу, а пока пусть будет тайной, вдруг что-то пойдет не по плану.
1 балл
-
@selco,программ много-но есть ограничения по марке и диаметрам на данный момент- 1 мм CrNi-три режима-Normal(КЗ-перенос) , одинарный пульс и супер-пульс, где перенос комбинированный.... наиболее подходящий под данную проволоку, многообразие корневых режимов у Эво на чернухе под 1.2 мм Завтра исправимся..1 балл
-
Но не совсем так это , вот на прокладке имеются отверстия разного диаметра и количества по нисходящей к 1 цилиндру . Я не против заварки , но отверстия следует просверлить по шаблону - прокладки .
1 балл
-
Егор , вот бы дисплейчик с настройками показывал и у Ево он замечательный , да и указывать надо что ПА , я по первому подумал что ТИГ . Да ладно , ты корень в импульсе заполнял? ,,,,, у ЕВО много программ (в разы больше чем на моем Меркле) под корневой заточенных и почему их не использовал . https://evospark.ru/mig/modes/ Смесь , диаметр проволоки , толщина заготовки ???? , и согласись если бы все это было озвучено , то сообщение не соизмеримо было бы интересней любому , начинающему и битому сварщику .1 балл
-
Добрый вечер!Я сегодня пробовал сварить нержавеющую сталь, аппарат Эвоспарк. получил круги, металл взял" кошку" попробовал отстроить режим пульс и попытался выполнить соединение С-3, по ГОСТ-14771-76, подготовил заготовки ну и пробы, был сделан вывод, что это соединение даже с подкладкой ( керамической, которую к слову я видел первый раз воочию,) но ничего хорошего добиться не смог. сварка производилась снизу вверх, формирование корня нормальное, но вид облицовки не вдохновляет. Был сделан вывод о том, что без фасок и притупления не получится. Были сняты фаски, притупление 0,5, С-17 , режим Супер пульс, половина сверху в низ, половина снизу в верх. Корень сформирован проплавление полное. И режим Супер пульс, сверху вниз
1 балл
-
Аврора в работе.1 балл
-
@Kurt1,@Calma, У меня 500т литровый, 3х головый, включен постоянно. Зачем его выключть? Воздух постоянно требуется. Лично мне удобней пневмой работать. Легкая, маленькая машинка.1 балл
-
Сегодня обслуживал своих "VIP" клиентов. Опять погнули и поломали два штока. Пришлось приваривать ухи.. + еще наваривать часть потертости на заглушке корпуса...
1 балл
-
Это не моя прихоть. Изделие для гонок. Тонкие лопаются за один сезон. Без сквозного провара, риск трещины по шву, увеличивается в разы. Эти тоже лопаются, но гораздо дольше ходят. Статистика за пять лет примерно, думаю выводы можно уже сделать. @Кустарь штатовские тоже пробовали ставить. Чуда не случилось.1 балл
-
Из грустного
1 балл
-
@Кустарь, Попробуйте прочитать текст поста до конца может и дойдёт. Хотя, конечно ХЗ если вы отвечаете через 8 лет. Оттого моя и не хочет трудиться в гараже, навидался в своё время "специалистов", несущих пургу набивая цену с важным и озабоченным видом. А сами электроды на батарее сушат.1 балл
-
гбц 406 двигатель сварка пруток 4043 китай, электрод wl-20 3,2мм. ток 130а по показометру, предподогрев градусов 200 ну и результат
1 балл
-
С дыркалками тоже всё не просто уважаемый @Jakodzun, думаю может нам рассказать про коробки и другие агрегаты, из которых собирают сей чудный пепелац. Наши будни1 балл
-
@valexs, давайте подробнее: что за аппарат, что за проволока, напряжение/подача. Крупные брызги в струе, @NikOtiN, бывают от основного металла. Как будто в нём что-то перегревается, и выплёвывает металл из сварочной ванны. Например у меня, на 80 мм шва, таких плевков может быть от одного до пяти. При следующем проходе их может совсем не быть, и когда третьим проходом идёшь уже по наплавленному металлу, такое чувство что тебе кто-то настроил аппарат правильно, и пропали напрочь все плевки и потрескивания. Вот я и осмелюсь предположить, что у ТС плюётся основной металл, когда его в струе жарят. Надо снижать температуру ванны, ибо судя по фото там всё зачищено жёстко и правильно, и пенять на грязную поверхность у нас нет оснований. Выше описанный мной эффект особенно проявляется, когда в проволоке лигатуры больше чем в "обычной". Поэтому интересно узнать чем варят. Ну на всякий случай.1 балл
-
Слева держак с электродом, справа масса. Но это условно, так как в зависимости от электродов полярность может меняться.1 балл
-
@Maya K, расстреляйте этих мастеров. Кстати. Сварщики местные или гастарбайтеры?1 балл
-
https://www.instagram.com/p/CGmHVoXDLYO/?igshid=k4anssqd4cjf1 балл
-
И я пожалюсь . Раньше варил аргоном мельчайшие вещи. С год назад заметил что с 15-20 см всё "немного" расплывается. Что-то мелкое заварить целая проблема. Из далека нормально, а ванну уже не вижу. При этом со смартафона читаю мелкие букафки с вытянутой руки. Старость подбираецца. Купил очки единички и 1.25. Теперь снова как молодой . Заказал на али картриджи с линзами в маску. Приехали и не лезут нормально в 3M маску. Нужно подтачивать. Вечно у китайцев нужно напильником доделывать.1 балл
-
@Hlorofos, у меня в сорок лет началось. То есть осознал в сорок, а началось раньше. Сходи в "Оптику" проверься. У тебя может один глаз быть немного в минусе, и всё -- картинку размазывает, но ты об этом не знаешь, ты к ней привык. Одеваешь очечи, минус ноль пять (самые слабенькие), и варить становится легче, но по сторонам смотреть тяжелее -- вот тебе и первый признак -- тебе нужны очки. Минус ноль пять можно на базаре купить за триста рублей. Меньше диоптрии не бывает. Из готовых очков. Теперь хотел бы рассказать о дорогих очках индивидуально для своих глаз на заказ сделанных. Обычно я покупал очки на базаре за триста рублей. У меня для сварки +2,0 и для компьютера +1,0 ибо как-то так мне комфортно. Но оказалось нет. Если сделать себе правильные очки, то в них будет лучше и там и там. Получается так, что индивидуально сделанные линзы (правая отличается по диоптриям от левой) дают лучший эффект при меньшей диоптрии. Теперь про деньги. Диагностика прямо в магазине 800 р. Очки от 2.5 т. р. до 4 т. р. Срок изготовления два дня. Оправу выбираете на свой вкус, линзы делают под неё. Мои мысли перед покупкой: Дорого? А маска у тебя сколько стоит? Чуть не семь тыщ, а очки ты бегаешь по рынку, за триста рублей выбираешь. Ты идиот? Чем ты в эту маску смотреть собрался?1 балл
-
Проверяется просто, смотрим на рисунок "солнышка", наклоняем голову в разные стороны, если некоторые лучики выглядят жирнее (и меняются с наклонами) значит - есть.
1 балл
-
... и учесть расстояние между зрачками.1 балл
-
Периодически возникает потребность в выставлении детали под нужным углом для мехобратотки. Присмотритесь к таким поворотным кронштейнам(еще в смазке с 1973 года) и,по возможности купите/достаньте - это хорошее решение для многих проблем.
1 балл
-
Может вопрос и дурной .АСФ и сами линзы тщательно обезжирить пробовали? А то бывает вытер, а на них плёнка грязи остаётся, она то и бликует. @BelaZZ, цена какая? У нас пару линз за 400 рублей делают.1 балл
-
Стеклянные ? В очках пробовал работать (стекло) никаких проблем .1 балл
-
Года полтора-два , как диоптрические линзы стали неотъемлемой частью св. маски . При желании можно и без них , но присутствует дискомфорт , а уж если что серьёзное , не говоря о мелком , то без них никак . Выбор диоптрий , как и разброс цен , велик , но материал везде поликарбонат . В принципе , задачу свою они выполняют , но относительно недолго - даже при деликатном с ними обращении мелкие риски появляются неизбежно , что отрицательно сказывается на видимости . Вроде бы всем удобен поликарбонат ,но даже небольшие дефекты на нём ( а пыль в этих рисках постоянный гость ) все его плюсы сводят на "нет" , а с учётом его слоёв в хамелеоне , изогнутого профиля , да ещё и линзы . Короче , смысл пред*истории . Давно как то искал линзы из стекла , но результат поисков ничего не дал . Недавно , когда встал вопрос об очередной замене , ради интереса снова ударился в поиск . Оказывается есть . Наши братья на все руки молодцы , заполнят любую нишу , допускаю , что я раньше плохо искал . Через месяц ожидания получил долгожданный продукт . Каждая линза в "кейсе" , стекло (насколько хватает моих познаний - поцарапал гвоздём) , видимость отличная , но в деле ещё не применял (нет его пока) . Но , как всегда , есть и отрицательный , хоть и незначительный , момент . В гнездо на СФ не входит , надо немного подточить посадочное место на линзе ( толщина обоймы позволяет ) . О результатах отпишусь .
1 балл
-
Они пластиковые. От протирания очень быстро царапаются. К тому же очки по МЦР делать надо. У меня 57, я ничего готовое купит не могу. Я по другому вопрос решил. Сделал рамки и в них заказываю стёкла в оптике. У нас это не дорого, рублей 400. Зато не царапаются и точно по глазам. Я когда то на форум фотки выкладывал. Не помню где, много лет прошло.1 балл