Лидеры




Популярный контент
Показан контент с высокой репутацией 15.02.2021 во всех областях
-
От безделья занялся творчеством). Летом собирал шайбы, не выкидывал их. От врезок, насверленные коронкой на ф.28мм.
 8 баллов
8 баллов -
@Rayans,Набор юного проктолога.
5 баллов
-
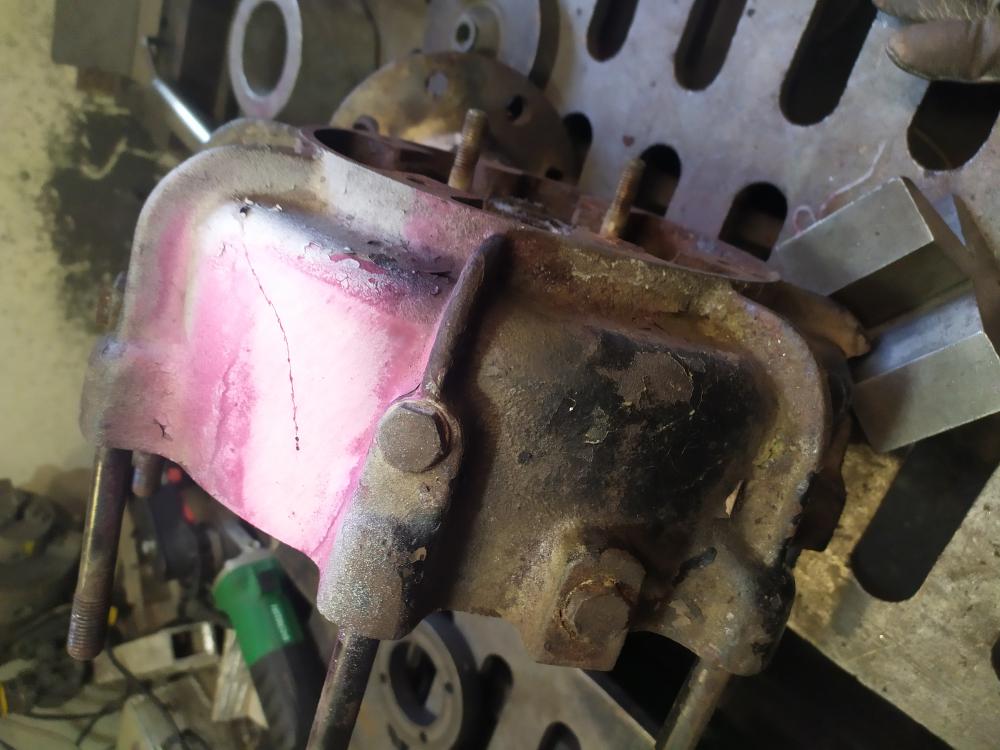
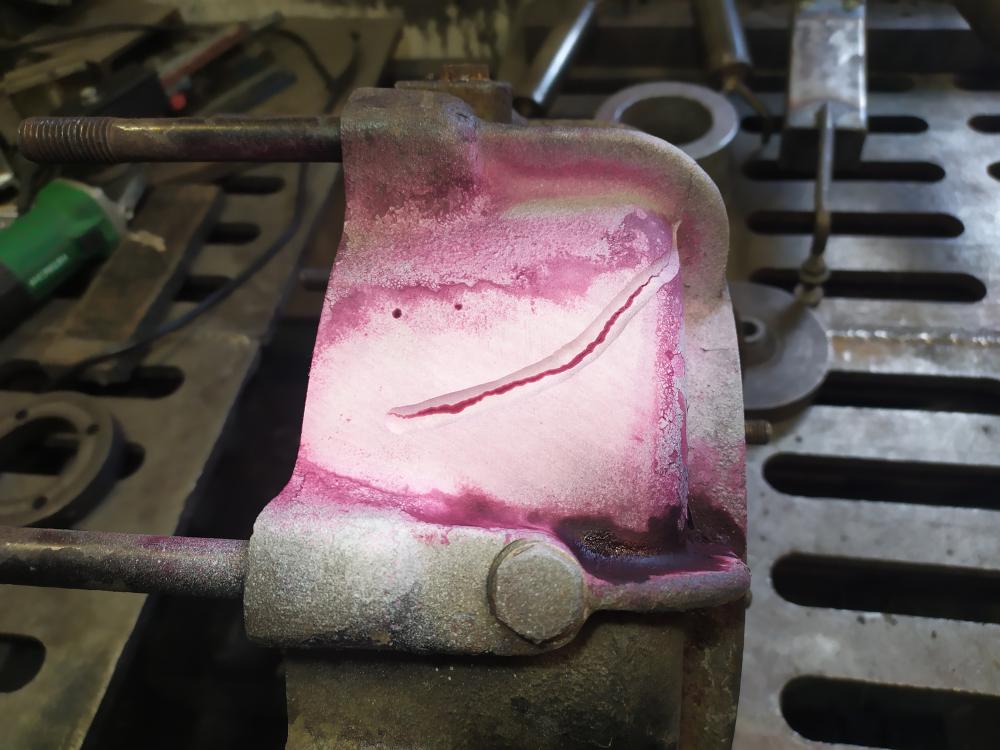
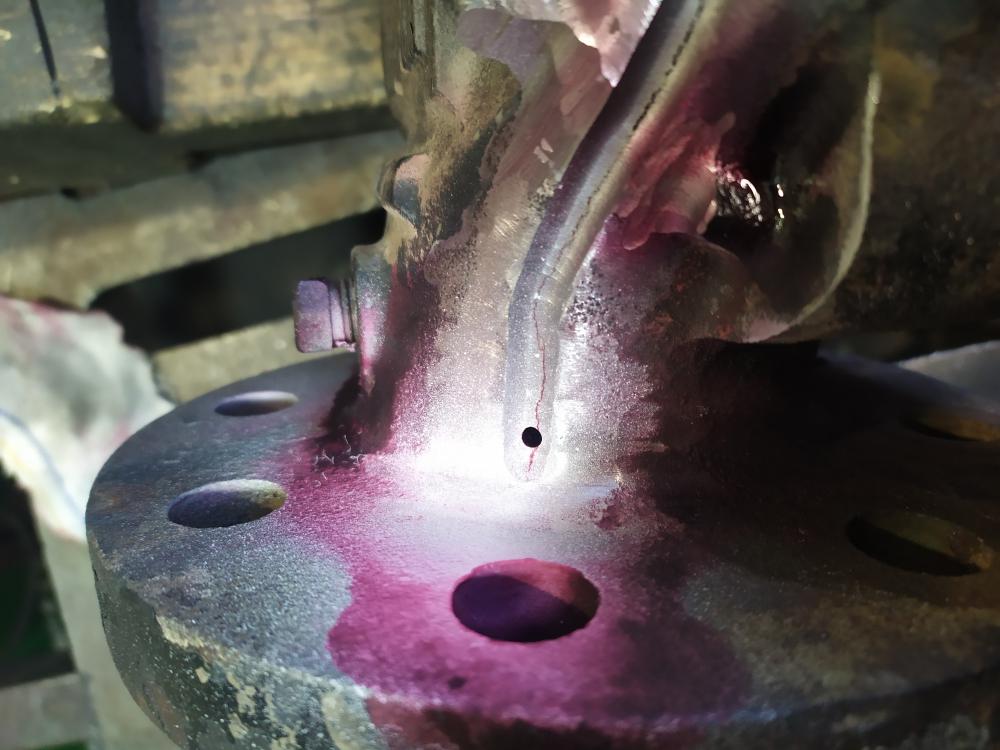
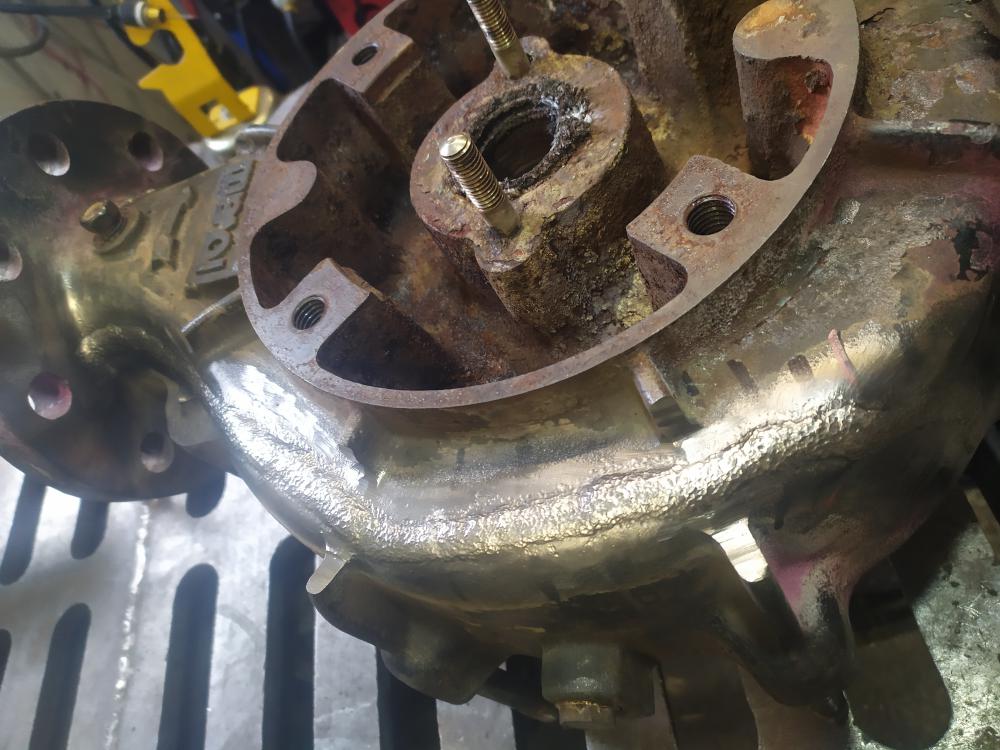
Закончил работу со второй трещиной на улитке насоса. Задолбался гоняться за окончанием этой трещины,пока не снимешь верхний слой ничего не понятно.
4 балла
-
4 балла
-
Давно не общался на форуме, а тут решил выложить собственное изделие по своим чертежам в "голове"! )) https://youtu.be/7HuL3v9xRvo3 балла
-
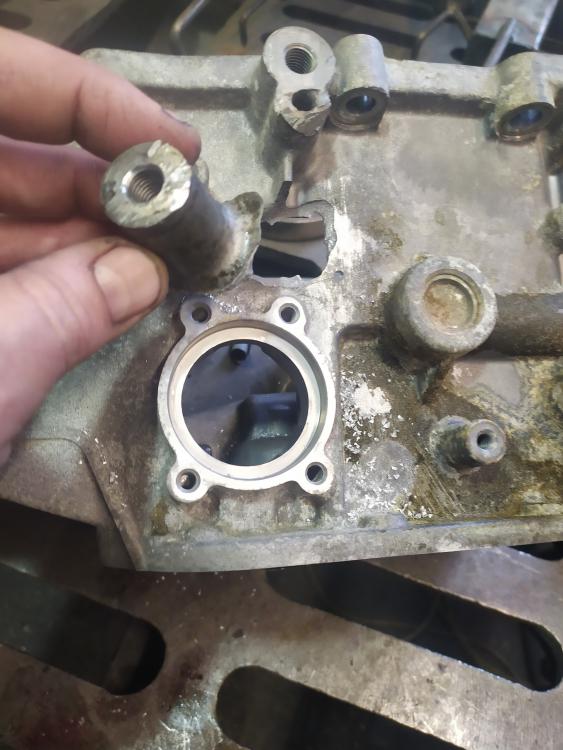
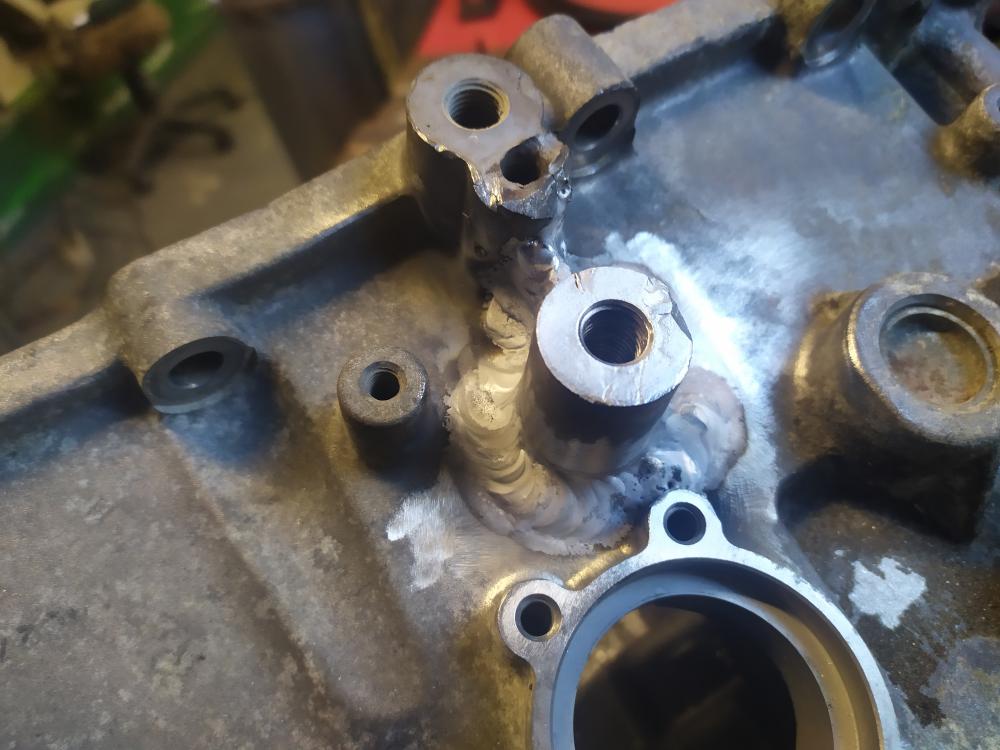
Какой-то нестандартный поддон. Выломали резьбовое посадочное место. Сварка с обоих сторон,проверка на мел.
3 балла
-
@chdv1971, я служил в авиации, летчики рассказывали что не прижился данный самолет, на взлет и посадку в вертикальном положении тратил большую часть топлива и оставалось пролететь 150км туда и обратно плюс при посадке были аварии в общем не нужен он....3 балла
-
Для тех кто интересуется авиацией. Случайно на глаза попалось видео о части двигателя як-141. Это еще советский самолет вертикального взлёта и посадки. Летал ещё с тем уровнем автоматизации. Поговаривают что американцы при развале союза купили конструкторскую документацию на самолёт. И в результате появился F35.3 балла
-
Топовые советы по вылету проволоки в 50-100мм Тут вроде как все коротко рассказано.3 балла
-
В общем, все таблетки подъедены, марки тоже наклеены....Начинаем... Доводим до ума детали и оборудование, сверлим, заменяем... Огромное спасибо всем партнёрам- монстрам оборонпрома:Авитеку, КМП, Лепсе, стремительно набирающему обороты ТПК "ХАНХИ"( торговые марки Русская Дымка, Вейн), предприятиям "Кузовспецсервис",Промсварка, ТД"Стройбат",Сварогу и Авроре за оказанную поддержку. Отдельная благодарность компании ТопВелд за обеспечение сварочными материалами. Ну и фоторяд. Следите за новостями.. .. Танк собирал как образец наш сотрудник, который со сваркой пока очень на Вы.... Так что-не кидайтесь тапками...
3 балла
-
Многие вещи не надобно делать . Многие смеются над америкосами(очень зря). Есть у них свойство превращать самые-самые смелые мечты(мифы) в железо.2 балла
-
Вот весна будет, май месяц сгоняю в Монино и пофоткаю там уйма чего интересного , мне 10км и я там . https://yandex.ru/images/search?text=музей%20авиации%20в%20монино%20официальный%20сайт%20график%20работы&stype=image&lr=120082&source=wiz2 балла
-
Да ,наверное это одно из самых реальных базовых видео в сети, смотрел его уже не один раз, сразу всё не уловишь-впитаешь....нужно практикой закреплять, но что самое интересное что видимо не все ему придают такого значения хотя там раскрыто очень много базовых процессов, той же зависимости тока от вылета проволоки, и всех остальных процессов которые многие сталкиваются не только в начале но и при имении опыта.2 балла
-
Я указал что это часть двигателя . Такой самолёт это сплошные компромисы. Удивляет автоматизация тех лет. Такой самолёт поднять, посадить и тем более лететь более чем непростая задача. Когда появились более не менее мощные микрокомпьютеры, планеры самолётов стали более нестабильными. При отсутствии компа летчику невозможно управлять таким самолётом. Таким образом нынче можно заставить летать любой утюг. Как примеры F-16 или F117. Или шатл или буран. Буран сажали автоматически без пилотов.2 балла
-
Как и другие с-ты КБ Яковлева. Слыхал, что пилоты называли ЯК-38 "аэродинамическим уродом" и уж больно не ласково отзывались о них. Если чесно, то хоть и видео имеет название " Двигатель Р79В 300" но показано лишь реактивную трубу с изменяемым вектором тяги и механизацию.. а двигателя/ей там нет. https://ru.wikipedia.org/wiki/Р79В-3002 балла
-
@Sakhalin_Cat,В вашем случае, нужно сделать расчеты под ваше оборудование,могу Вам по рекомендовать книгу Лащинского "Основы конструирования химической аппаратуры" Для проектирования емкости можете взять за основу документ ПБ 03-584-03 Правила проектирования,изготовления и приемки сосудов и аппаратов стальных сварных.РД 24.200.11-90 Правила проектирования ,изготовления и приемки сосудов и аппаратов стальных сварных. ГОСТ 32569-2013 Трубопроводы технологические стальные. @Sakhalin_Cat, Еще хотел добавить, если Ваши сосуды будут находится на улице нагрузки от снеговой и ветровой нагрузки нужно будет выбирать согласно СП 20.13330.2017"Нагрузки и воздействия" согласно региону эксплуатации.2 балла
-
Пока ни чем не покрыта. Даже не знаю стоит ли красить чем нибудь. Может кто то посоветует, стоит ли чем нибудь покрыть? Делал волка из металлолома и потом зашлифовал его потом покрасил, первый вариант на моё мнение был симпатичней.
2 балла
-
@Георгий 11, 5-7-10м32 балла
-
наварим в замкнутом пространстве, т.к. газу не куда деваться. Об этом я и говорю. И ухудшение поджога тоже может быть связано с ухудшением защиты. Да и сварка с ухудшенной защитой тоже будет не ахти, если вообще будет. Плюс добавив расход газа мы можем не улучшить защиту, а ухудшить. Поэтому все в частном порядке надо смотреть.2 балла
-
Все проще , чем ближе дуга к наконечнику тем стабильнее процесс сварки не завися от режима импульс это или КЗ и т.д и в среднем вылет проволоки 3-5мм и то 5 уже многовато . Почему некоторые делают выступающий наконечник и этим грешат многие американцы , и тут просто так лучше обзор и вид ванны и дуги сопло не мешает , и да можно на свой вкус выводить наконечник за сопло примерно 3-5мм не больше , но при этом надо помнить что ресурс его сократиться однозначно . Вот смотрите замечательный аппаратик и на 5мин 27сек он вылет сделал 20мм с хвостиком ну и чо поджиг в разы ухудшился да и потом сварщик как можно дальше протолкнул сопло чтобы процесс был более стабильнее . На 50мм и даже на 30мм вылете проволоки не чего кроме ежей и каках не наварите любым ПА . Вот смотрите с выставки и длинный - длинный наконечник со снятыми стенками по бокам , зачем да все просто для сварки в щелевую разделку ну и конечно роботом , а почему бы им вылет проволоки не увеличить и не изгаляться со спец наконечником , да не будет сварки даже роботом и по сему лучше изготавливать спец наконечники .
2 балла
-
прикольно. Такое прочтешь и все основы знаний в трубу, на выброс. Вы что такое пишите? Закон ома это и есть - ток, напряжение, сопротивление. Вопрос в том, что когда и что у вас константа, а что является переменной величиной. придумываете. Достаточно просто варить на вылете проволоки до 50 мм легко и не принужденно. Главное иметь хороший наконечник, хороший контакт кабеля массы и наверное хороший аппарат. на выставке народ варил стакан под 100мм, проволока имела вылет гигантский, но дуга горела у металла. Проблема в том, что большое расстояние между деталью и соплом приводит к ухудшению защиты шва. Поэтому если сварка внутреннего угла, то это допустимо, а вот в нижнем положении делать сварку встык, защиту будет сдувать. вам нужно точно поставить задачу, желательно с размерами и пространственными положениями горелки и детали. Т.е. если защиту сдувать не будет, то сварка вполне допустима на стандартном наконечнике при достаточно большом удалении сопла от детали.2 балла
-
ни кто ни чего давно уже не обязан. Пока новый и на гарантии, то еще хоть какой-то шанс есть, получить помощь. Во всех остальных случаях - утопия. Плюс, инструкция... А что там в ней может быть полезного?! Некоторые хотят в инструкции информации найти на миллион. А там пара строк... Поэтому надо точно понимать и ставить задачу, что нужно и что хотелось бы. Либо выходить на производителя. Но ... вот последнее может быть проблемным и даже так - просто неописуемо не разрешимым из разряда миссия не выполнима.2 балла
-
https://www.youtube.com/results?search_query=изменяемый+вектор+тяги Под 90 градусов нет смысла сейчас выпускать1 балл
-
Ну ничего подобного в инете я не видел. Видел только разворот сопла на F35. А тут дедушка собственной персоной. Инфы относительно мало.1 балл
-
Как раз — самое ТО, а если еще добиться плавный переход от темного к светлому.... то ваще будет шикарно1 балл
-
Ну если проволока подается стабильно и хотя бы есть некий ее вылет даже в 1мм то не привариться ,,, приваривается когда не достаточна подача или очень часто бывает при поджиге но тут сразу возникает вопрос почему так , да наконечник изношен и контакт плохой вот и усе и его надо поменять , ну и иметь при поджиге бокорезы и откусывать шарик или даже вот на многих сейчас аппаратах шарик откусывается автоматически броском тока в конце сварки , но проволочка все равно с окалиной и ее надо принять за правило откусывать, особо когда она уже остыла . Если прихватки или точки делаете с промежутком примерно 10сек то можно не откусывать . Ну и вывод конечно когда дуга ближе к наконечнику ему сильнее достается , температура, брызги, перегрев и ресурс его сокращается , но зато сварка при коротком вылете проволочки "песня" . Ну да тут больше "рекламный ход" , а так да подбирать меньшего диаметра сопло , длиннее наконечник , даже можно из обычного сопла сплющив его в тисках в разумных пределах, получить доступ к сим углам1 балл
-
Ну вот подтверждаете мои мысли с самого начала. Но тогда встречный вопрос, если не брать в счёт быстрый выход из строя наконечника, при таком близком расстоянии дуги нет ли вероятности приварки проволоки в наконечнике , т.е. капля ведь формируется перед дугой, или это и есть причина быстрого выхода из строя наконечника? По большому вылету проволоки у меня сразу были сомнения, хоть я и не имею опыта, но @copich, предложил что такое возможно. Хорошее видео ,сколько не пытался найти информации или записей на тему сварки в таких углах, ни чего толкового не находилось ,да и здесь конечно всё экспериментально но хоть что то. В общем в таких положениях только пилить сопло и наконечник подбирать, либо готовые решения брать для "узких мест" @Глобул, наверное много и от аппарата зависит, если у вас он с большим количеством настроек во первых больше понимания процессов и больше вероятности эти процессы понять в живую, любая информация очень важна сейчас на первых этапах, спасибо всем за интерес в вопросе, буду экспериментировать. Кстати, сейчас вспомнил читая ответ, было у меня несколько раз "залипание" проволоки, залипала на детали как электрод ручника, как будто чего то не хватало на розжиг, проволока просто тупо выталкивала мне горелку но разжигаться не собиралась ,и не меняя режим в очередной раз уже разжигалась нормально, сразу скажу что по напряжению в сети не могу сказать не мерил, может в этом причина, возможно в массе, подключена была к детали без зачистки, за пару часов сварки получилось такое раза четыре, каких то связей причино-следственных не уловил.1 балл
-
Всем привет. Други, может кто собирал подобное для заказчика? Поделитесь чертежами и РД. А то с новым компрессором надо и новые ресиверы ставить. Покупать - жесть цены, а доставка еще жестянее. . Вот как на фото надо что-то подобное.
1 балл
-
Тоже про это думал. Получится разными цветами?1 балл
-
Пропановой до появления цветов побежалости и сверху тонким слоем прозрачного глянцевого лака. Это — суто мое мнение.1 балл
-
Антон, как ты ошибаешься.1 балл
-
Чем больше вылет проволоки, тем нестабильнее поджиг. Конечно сильно зависит от аппарата, и вот мне повезло -- аппарат на котором я работаю очень не стабильно поджигает, и там от вылета зависит так сильно, что он иногда просто ваабще не поджигает -- строчит и всё. Например у нас режим КЗ, ближе к капельному. Например у нас угловое 90о. Мы собираемся ставить первую прихватку, то есть конец проволоки холодный. В этом случае мне приходится упереться соплом в угол так, чтобы вылет был минимален. То есть надо учесть и угол атаки. В таком случае, при правильной настройке скорости нарастания подачи, дуга скорее всего загориться. Плюнет-брызнет, но загорится. Если хоть одно из вышеописанных условий не выполнить, то поджиг будет, но после того как разогреется проволока, а до этого будет около секунды строчить. И есть ещё такой интересный эффект. При настройке коррекции длины дуги во время сварки, в режиме КЗ, нормальный перенос получается при дуге, которая сильно короче среднего значения данного синергетикой. Но о поджиге холодной проволоки в углу можно ваабще забыть -- так и будет строчить и загорится только настрочив солидную горочку соплей. Так что или варим стыковое с нормальным переносом, или угловое с шкворчанием и брызгами, если нельзя в струйном. Этот репортаж я веду к тому, что на этом аппарате поджиг очень сильно зависит от вылета. Мне приходится каждый раз, при переходе в другой режим перенастраивать и скорость нарастания скорости подачи в момент поджига, и время отжига. Я уже знаю чо в какую сторону крутить, так что не надо мне рассказывать об этом. У меня без этих настроек сварки просто не будет, я их кручу всё время. А вот горячий конец проволоки загорается практически палюбому. Так что вылет влияет в первую очередь на холодный поджиг. Всё остальное очень слабо от него зависит.1 балл
-
Есть у меня порошки самофлюсующихся сплавов для ГПН. Сообщите сколько надо. Настораживает, что наплавлять собираетесь методом ГПН. Это может привести к поводкам. Какой диаметр вала (лучше эскиз), Почему именно 60 HRc? Как будете обрабатывать валы после наплавки. Одним словом максимум информации, можно в личку.1 балл
-
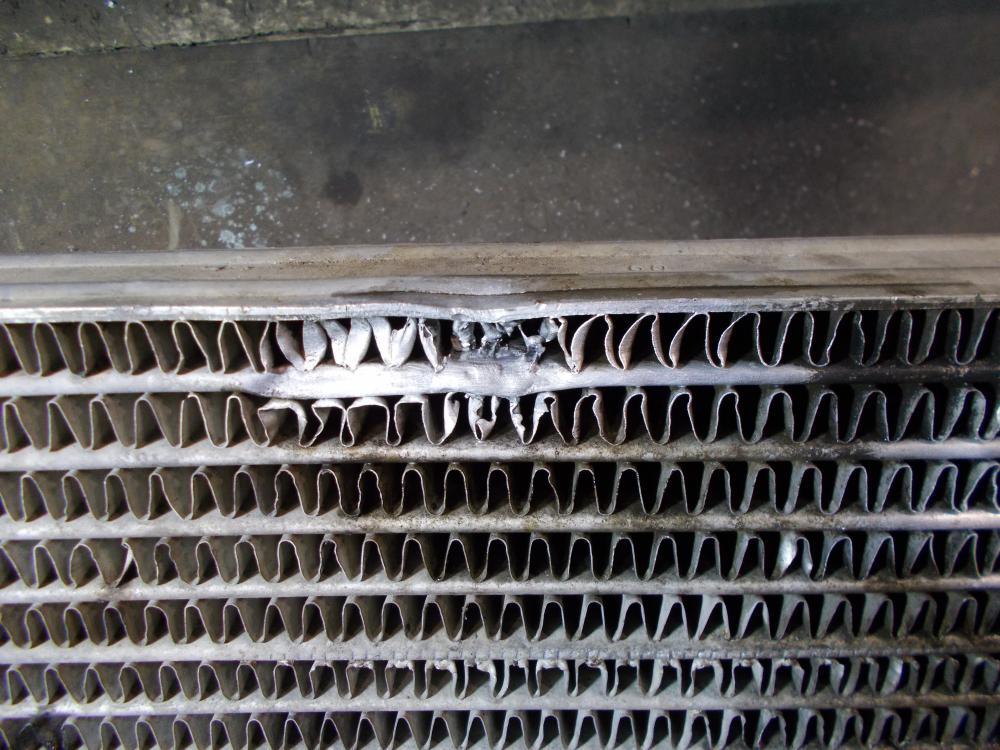
кулер с волдая, после дтп. припой и флюс кастолин 190. на одной трубке забуксовал, сразу не пропаял, пришлось подпаивать, редкая у меня работа, навык теряется. а вот саморезы тут зачем? один отсутствует. сливать масло, конденсат?
1 балл
-
50 метров магниевого прутка МА2-1 диаметр 4мм, отгружено при личной встрече в Москве1 балл
-
@Goodwin 359,можно было и поисковиком форума воспользоваться http://websvarka.ru/talk/topic/12369-poroshkovaia-provoloka-nicore-55/page-1#entry3846131 балл
-
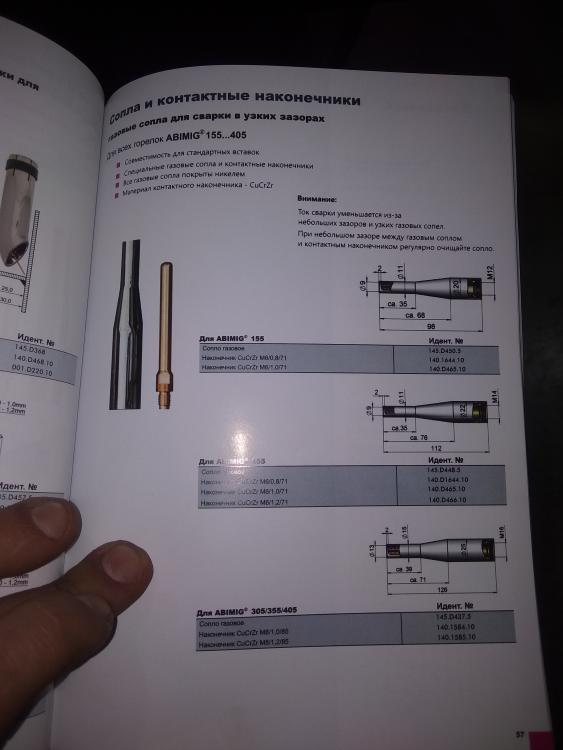
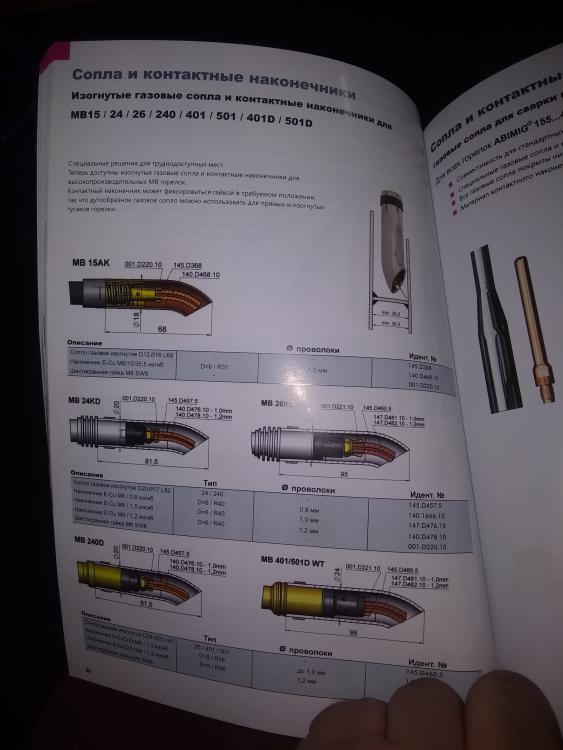
@Rayans, может такие использовать? http://www.svarnoy.ru/articles/zapchasti/abicor-binzel-komplekt-dlya-uzkoshchelevoy-svarki-gorelkami-mb-401-501/1 балл
-
Электронная лаба потихоньку обрастает мясцом. Становится всё уютнее и уютнее.
1 балл
-
Это ваши мысли, или есть всё-таки термин? Вы представляете себе ситуацию, когда ОТК спрашивает сварщика: у тебя есть сплавление? Сварщик ясновидящий? Для того и есть УЗК, чтобы увидеть отражение волны на границе сред, если не произошло где-то сплавление... У вас ОТК значит на слова сварщика ориентируется... Что я собственно и написал: А где обратная сторона сварного соединения у таврового одностороннего шва по вашему же ГОСТу? Никакого отношения корень шва к обратной стороне деталей не имеет. Корень шва где по схеме дальняя сторона зоны сплавления а она не всегда с обратной стороны. Ага, а как обеспечить заполнение зазора и усиление шва? С зазором от 0 до 0,5-1,0 мм... Да это тупо неточность обработки торцевых граней. Чтобы не полировали грани в идеальную плоскость без нужды. Усиление шва там якобы достигается продольной усадкой, но я не думаю что прямо сильно толще стенки трубы будет даже при нулевом зазоре. И что по вашей логике должно до меня дойти? Да жалуйтесь хоть в ООН... Думаете что если "попросили" вам не хамить, то сами можете смело хамить и тролить, никто вас не посмеет заподозрить в хамстве? Почитайте свои посты для начала...1 балл
-
@SAV,надежное сплавление-это что за термин такой?Есть сплавление,есть несплавление,надежного нету.И вопрос про глубину проплавления корня шва.Вы сравните к примеру сварку лазером и п/а,в принципе об этом речь.1 балл
-
Как тема про провар-непровал стала темой о бестележечном вагоне ?1 балл
-
Если и брать, то типа этого. В китайских фильтрах, размерами 110х60, оптика примерно 6/7/8/8, смотреть невыносимо, не говоря уже о сварке https://www.amazon.com/gp/aw/d/B08MTZFSHN/ref=sspa_mw_detail_1?ie=UTF8&psc=1&pd_rd_i=B08MTZFSHNp13NParams1 балл
-
Начинающим1 балл
-
Про добычу редкоземельных металлов в Китае. Как цена добычи . Как пейзажи. https://tech.onliner.by/2021/01/28/monopoliya-kitaya-na-redkozemelnye-metally-kak-shtaty-xotyat-ee-rasshatat1 балл
-
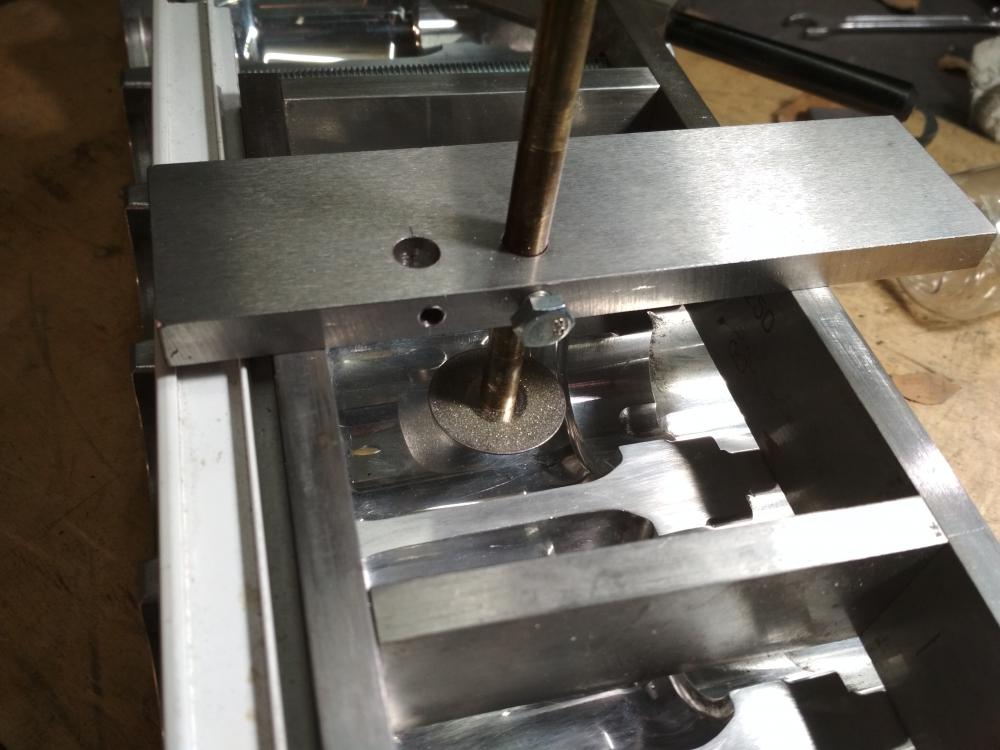
Во время пробного прогона пресс-формы вылез недопустимый дефект -он виден на снимке- видимая разделительная полоса. Это медицинская продукция и требования другие ,чем к пищевым и техническим емкостям. Пришлось доработать . Кстати говоря, приспособление для доводки плоскости имеет право на жизнь,только в другом варианте. Этим приспособлением не пользовался...все ручная доводка.
1 балл
-
Давно не делал подарочков. А тут у товарища ДР. Увлекается он самодельными напитками. Собрали мы с ним пароводяной котёл на 100л. И отсюда родилась идея для копилки. Объём 1.4л.
1 балл
-
Смысл такой, что бы не случилось (случалось) а именно металл несущий смерть будет побежден жизнью. Пластика цветка опоясует грубые формы "подставки".1 балл
-
@Сусанин, Вы потрудились показать настройки п/а -- хорошо, но указывайте, пожалуйста, какой толщины проволокой вы варите. Это всех касается. Для вас наверное этот вопрос очевиден, а для нас нет. Вот у вас там железяки довольно толстые, и горелка 5 метров -- вполне очевидно что там стоит 1.0 мм проволока. По индуктивности -- а если на полную навинтить хуже будет? Просто мне кажется что на таких токах разницы уже нет, на полную индуктивность накручена, или три четверти. Там, получается три положения которые реально нужны: минимум, середина, и максимум. Точная подстройка видимого эффекта не даёт, я крутил эту ручку левой рукой прямо во время сварки -- что-то меняться начинает когда почти пол оборота сделаешь. По фоткам -- не видно масштаба -- шо за уголок, какого размера шов. Положите хоть спички рядом. По швам: где-то руки не слушаются -- гуляют, где-то ванну не видите за горелкой. Перед укладкой шва старайтесь отрепетировать движение горелки по стыку вхолостую. Во время сварки надо вести по стыку не горелку, а сварочную ванну. Вы должны её ровненько по стыку протянуть, вы должны видеть её близко, и всё время.1 балл





.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)