Лидеры




Популярный контент
Показан контент с высокой репутацией 31.01.2021 во всех областях
-
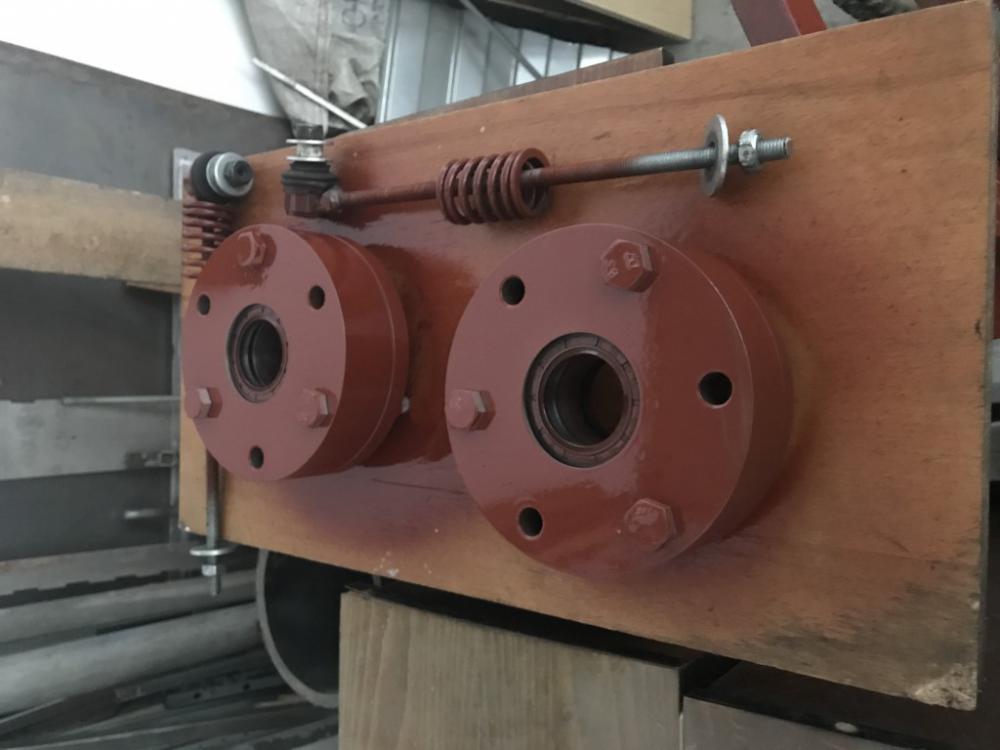
Ладно, прекращу интригу. На днях обратился знакомый с таким недоразумением. Как ни старался его отговорить от такой авантюрной затеи, все же убедить не получилось. Мотивация была такова, что таких деталей нет.... а ехать надо...Однако причина была в другом, видать довольно дорого обходилась ему эта запчасть. Если откровенно, то я и сам не был уверен в успешности такого ремонта и согласился без гарантии положительного результата. Хоть он и отпесочил, но все же еще и остались хоть малые, но очаги коррозии с остатками "цемента", который необходимо было вычистить, а уже опосля и варить . Как ни странно, но при сварке проблем не возникло вообще. Скажу даже больше, варил без педали, хотя имеются такие. Самой большой проблемой было аккуратно позаваривать не достающее вокруг отверстий... С перекурами на остывание и подчистку, в течении где-то половины дня прошелся по периметру крышки, даже сам не веря в это.. К сожалению результата работы заснять не удалось, но клиент остался доволен, не смотря на еще последующую фрезеровку и шлифовку крышки. Забрал еще теплую. Мне же добавились дополнительные навыки в подобных работах.9 баллов
-
Дело в том, что финальных фотографий готового нет, т.е. похвалиться нечем, да и не зачем. Заказчик приехал как раз перед окончанием работы и сразу забрал готовую деталь. Просить его что б заснять как то не хотелось, да и от выполненной работы, кроме дополнительного опыта, ничего не прибавится. Тут кроме меня есть много авторитетных сварщиков, которые выполняют более сложные работы. Я выше уже говорил, что варилось довольно таки не плохо и если б не танцы с бубном со сменой диаметра присадков и величины токов, то можно сказать, что даже хорошо. Вот клиенту придется плоскость выводить ....но он с этим был согласен. Я понаваривал с небольшим запасом плоскостя с учетом того, что после шлифовки он выведет все на 0, ну а остальное не представляется сложным. Еще раз скажу, что сам не являюсь сторонником такого вида работ. Не знаю, на лице ли у меня написано, но иногда создается впечатление, что весь "гаморрой" в городе тянут ко мне и каждый старается уговорить его сделать. Очень часто это даже многим удается.... Вон на днях звонит один и говорит, что надо заварить корпус дверной ручки от BMW, причем еще и наварить несколько не достающих частей. Я ему объясняю, что корпус из ЦАМа толщиной около 2мм не получится заварить в 3-х местах, да еще и наростить, а он просит — "а вы попробуйте" Вроде я похож на кудесника и некуда мне девать сварочные материалы и тратить время на упражнения по сварке.5 баллов
-
@SAV, Друже, здесь нет адептов и упоротых (за редким исключением) здесь скорее кружок по интересам. Имея за плечами немалый опыт в сварке, группа людей пришла к одному и тому же выводу по поводу масок (совпадение? Не думаю). И эти люди могут подтвердить свой опыт, в отличии от тебя. Покажи свои маски и свои швы.5 баллов
-
А может лучше санитаров? @NikOtiN, Если светофильтр рабочий, то дешевле будет воткнуть его в другой пластик, чем отправлять... Я бы сказал, что недоработанный.5 баллов
-
Расскажу свою грустную историю. Заказал с али EH-091X за четыре с копейками рубля, купился на 1/1/1/1 ТруКолор, большое окно и 1/30000сек заявленные. Приехала маска в таком состоянии, как на фото. Сча поедет назад в Китай. Жизнь - боль!
 5 баллов
5 баллов -
@saper24, как всегда - грубо и в точку. Снова повторюсь. Ютуб - это уже давно помойка редкостная. А защитникам этих недоумков-блохеров лично я сейчас задаю всего один вопрос. Что произойдёт, если Ютуб "развернёт" монетизацию?? Сколько останется этих недоучителей, если за размещение контента пользователь будет платить хостингу? Пусть даже и чисто символические деньги? Вот именно, больше 90% заглохнут в тряпочку... Навсегда. + откроются факультеты "Сварщик по Инстаграму" и "Сварщик по Тик-току".4 балла
-
@SAV,2. Факт что Вилхил значительно быстрее закрывается, чем Текмен, в том числе на сварке. А с чего вы это взяли- из личного опыта? Или из написанных производителями ваших "вилхил" характеристик? Если последнее, то теоретически написать можно все что угодно. А вот практически... Вы оппонируете к продавцам известного бренда провести сравнение- у вас есть соответствующая аппаратура для данных сравнений? Вы оптик или заняты работой в данной области? Если нет, то прекратите теоретические инсинуации в данной теме, а покупайте маски и разбирайте тут по косточкам все их достоинства и недостатки. Форуму и иже с ними нужны советы практиков, а не теоретиков.4 балла
-
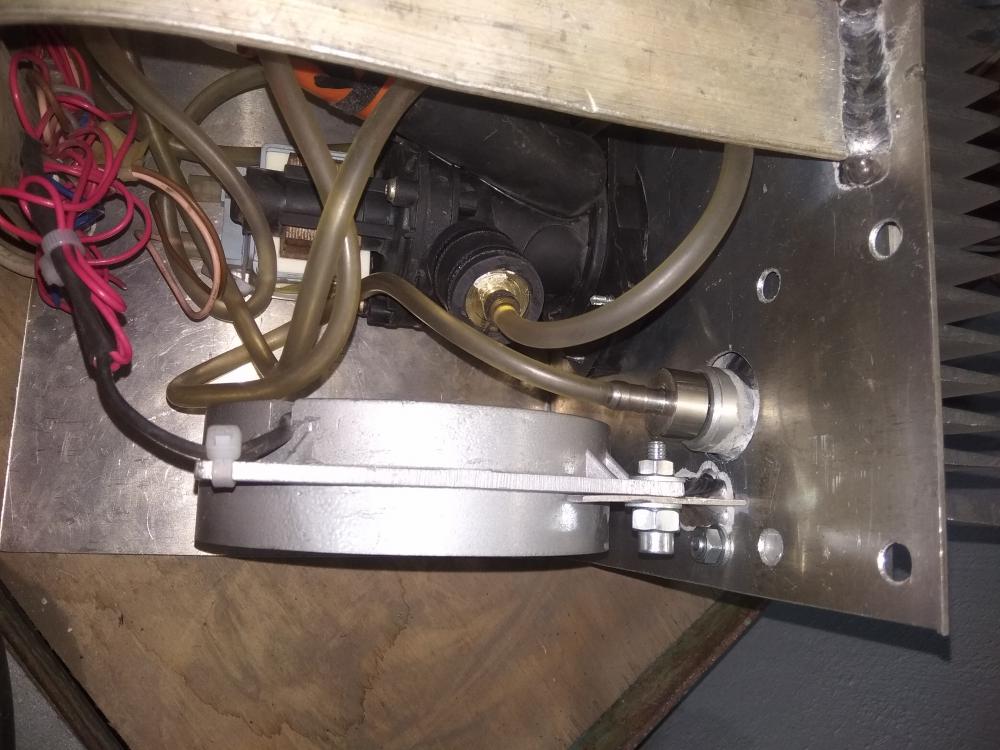
Мой первый корпус теплообменника. OPEL
4 балла
-
Объём общей работы шальной. Если заказчик согласен на 100% предоплату сварочных работ и для дальнейших фрезных и шлифовки,то браться можно. Но судя по фото лучше деталюху под замену .3 балла
-
А это зависит от клиента, готов он заплатить за изготовление новой, варить эту нет смысла потом фрезеровки с головной болью больше чем новую пилить...3 балла
-
Желтенький Абсолют, купленный б,у с замененными щетками, т.е. уже прилично поработавший, установил у меня примерно около 4000 заклепок и сдох падла. Сначала стал не дотягивать, а позже просто проскакивать. Явный износ мех.части. Можно было заказать восстановить, все это недорого стоит, но подвернулся на Авито новый в упаковке пневмо Крафттулл за 2/3 цены, взял впрозапас и спустя несколько мес., он мне пригодился. Это мощь, любые заклепки диаметром, даже нержу, на один хлопок затягивает. 50-и литровый компрессор включается на подкачку после 42 заклепок, при падении с 8 Атм до 5.5. Не знаю каков у него ресурс, но пока радует своей работой.3 балла
-
КОГ 1х16 Cварочный кабель КОГ1 1х16 (мм2) обладает сечением жил в 16 единиц.Максимальная токовая нагрузка – 195 А.Внешний диаметр провода составляет 9,9 мм.Масса 1 км. шнура равна 240 кг.Номинальная толщина изоляции – 0,8 мм.Номинальная толщина оболочки – 1,2 мм.источник: https://weldelec.com/svarka/post/osnastka/kabel/marki/kog/2 балла
-
Это так и есть.....с таким же успехом можете запихнуть их а в радиатор отопления2 балла
-
@Дед мазай, Я не работал на сварке трубопроводов никогда, но в нормативной документации видел пункты про подварку корня шва изнутри. Например в "ИНСТРУКЦИЯ по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов РУКОВОДЯЩИЙ ДОКУМЕНТ РД 153 -0 0 6 -02" есть такие пункты.2 балла
-
Такую температуру указывает Speedglas. Очень часто стоит пометка "при комнатной температуре" у некоторых. Optrel, например, указывает значение при температуре 20 градусов, а затем при температуре 50 градусов. Уважающие себя производители хитрить так не будут. Насчёт текмена не знаю, но спидгласом очень многие на севере пользуются. Товарищ варил в -20, говорил что всё хорошо работало. Это факт. Со скоростью в 100 микросекунд проблесков у спидгласа нет (если чувствительность нормально настроить), на E684 тоже не жалуются, а у него скорость 170 микросекунд. Это означает, что ваш текмен выдаёт скорость выше 200 микросекунд, что минимум в 4 раза медленнее, чем заявленная характеристика. Это не нормально. Ага, амеры, которые линкольнами пользуются и не жалуются на проблески, видимо ничего не понимают. Ну тупые... Ну а если серьёзно, то с текманом не работало бы столько компаний, если бы он так хитрил. Видел я как-то обзор на Optrel Crystal 2.0, там человек жаловался на надоедливые проблески, при работе с ручником. А crystal скорость в 100 микросекунд имеет. Вполне возможно, что похожая проблема была у человека. Может чувствительность работает плохо. Насчёт тонированного поликарбоната - можете попробовать найти пластины, которые добавляют затемнение. Я думаю что они будут отсекать синий свет, хотя бы частично. Их много кто продаёт, только вот у них размеры разные, могут просто оказаться меньше. У росомза 1000 рублей за 5 пластин. 106х66 размер. Есть и другие размеры, но они не сильно отличаются. У меня на прошлом месте работы один так прихватки делал на конструкциях. У него щиток на голове, а он просто глаза закрывает и делает прихватку. Ему лет 50 было, а зрение 100%. И так бывает.2 балла
-
Deutsches Institut für Normung Короче, зовите модераторов. Форум наверное для обсуждения/обмена мнениями, а не для успокаивания маленьких детей умеющих читать только рекламные флаеры и вопящих что "в действительности все не так как на самом деле". Человек может дальтоник полный/неполный?, и не понимает что такое цветное стекло, и фантазирует что такого нет в природе или что-то в этом роде. Дальтоник в сварке, да еще и не умеющий читать - это очень может быть опасно. Например, может взять вместо смеси кислородный баллон и варить, пол-часа настраивать аппарат, при этом заявляя что он "сертифицированный сварщик!".... прямо на куске сала сертифицированный, наверное. (пример из жизни)2 балла
-
Ваша проблема в том что вы всё мерите в цыфрах.так вы вернитесь на планету земля.фактически и физически смотрится по разному.ну очень Вы на бота похожи.у меня такое было.думал с человеком общаюсь.оказалось машина.прям как алиса.пока спецы не подсказали.только без обид.надеюсь конечно что не прав.но очень похоже на рекламный искусственный интеллект.2 балла
-
Обновленная ссылка на документы по первой версии дробилки: https://drive.google.com/drive/folders/1tuYMvm4uAWtNQ2BXDdOJK5s00zGMb3Yb?usp=sharing2 балла
-
Вышел на финишную прямую: Сьездил закупился краской. Все покрасил и теперь 3 дня можно в мастерской не появлятся (к сожалению сушилку в старом гараже разобрал, а в новом пока не сделал так что остается надеятся что не обманут с погодой и температура не будет опускаться ниже нуля) Ну и теперь самое интересное расклад по затратам на сборку, цены правда уже не совсем актуальные так как платил за металл еще в конце октября начале ноября, сейчас ценник подрос процентов на 20..30. По новой цене брал большие шкивы. Так же тут нет стоимости рамы (использовал металл который был в наличии) Думаю сейчас если просчитать все заново себестоимость выдет около 80000 руб. Наименование Цена Болты и гайки 400 Пружины 110 Шкивы 2 штуки 16000 Шкив двигателя 250 Шпонка 10x8 538 Токарка (труба, крышки трубы, узлы и крышки 13320 Лазерная резка 19600 Подшипники 4000 Вал (эксцентрик) 3500 Арматура 200 Краска 530 Двигатель 6990 Итого 65438
2 балла
-
Барсик-2 против италийского рольганга.Рольганг италийцы сварили без разделки да и вообще конструкция странная.Его распупырило.Затем его варил неизвестный герой.Опять распупырило.Ну и дошла очередь до нас и Барсика.Строжка электродами АНР-2м,сварка УОНИ 13-55 и Bohler Fox EV-50.
2 балла
-
@Лепило,Это абсолютно излишнее сечение для тройки электрода.1 балл
-
КГ-16 за глаза1 балл
-
Никакого сарказма, коллега, только конструктив и вопросы по существу! Очень хорошо получилось все сделать. А работа не так проста, как кажется.1 балл
-
Два пенсионера беседуют. - Твой внук, говорят, разбогател, на чём? - Да я не понял, но говорит, блох в свитере завёл...1 балл
-
@Rayans, Я не понял и может меня не поняли: 1. Одноступенчатый редуктор не дает пшиков, но автоматически повышает расход при падении давления в баллоне, в общем то что нужно для сжиженных газов (углекислота, пропан) у них давление стабильно до израсходования жидкой фазы. 2. Расходомеры с дюзой или ротаметром дают пшики потому что их настраивают на повышенное давление, чтобы получить нужный расход через прохождение газа через отверстие дюзы или кран ротаметра, во время паузы это давление заполняет все шланги до клапана. И их вам впаривают продаваны, они может не так быстро замерзают как обычные редукторы, но зато в виде пшиков выпускают до 1,5 раз больше газа. 3. Двухступенчатые системы с регулировкой на последней ступени дают и отсутствие пшиков и выравнивание расхода газа даже при падении давления в баллоне. Подходит для сжатых газов (аргона, смеси, гелия, азота, водорода, кислорода и т.п.) 4. Оптимизаторы/экономайзеры - это вторая ступень в системе редукторов, желательно чтобы они были регулируемыми чтоб от них был максимальный эффект экономии. Вообще-то может надо предварительно уточнить устройство и принцип действия всех эти газорегулирующих устройств чтобы понятнее было о чем я говорю, и не только я. Если вам хочется дюзу, манометр или еще там что-то - вам соображать что для чего вам нужно.1 балл
-
Клуб почитателей Дзюбы. Скоро на ютубе удостоверения выдавать начнут. По крайней мере самоуверенности, смотрю, ведрами уже отсыпают.1 балл
-
Фунтик, здоровья и успехов1 балл
-
На мой взгляд это не интрига,а клоунада вышла. Раз у вас получилось справиться с убитой деталюхой и вышел хороший результат,то расскажите последовательно словами и фото. И такой расклад будет многим форумчанам шаблоном\подсказкой\пособием. А пробивать "на слабо" или "зондировать на вшивость" - гнилое занятие. р.с. для себя сделал вывод - какой смысл что либо подсказывать,рассказывать тому,кто сам прекрасно справляется....Ну,по крайней мере заявляет об, пусть и без фотофиксации https://vse-shutochki.ru/anekdot/525501 балл
-
Вот и я старался донести клиенту эту истину + еще и не понятно что именно "выйдет на выхлопе". Не получится ли все коту под хвост?1 балл
-
@Вад11, А с таким стоит ли заморачиваться ? Теплообменник MANa.
1 балл
-
Покажи линейкой плоскость. С такой сваркой его вывернет хорошо, как не крепи.. Это вариант с трубкой на масле. Обычно так не делаю. Фрезерую масляный канал, хватает с избытком.
1 балл
-
@Фунтик,1 балл
-
В 40-литровый заправляется 25 кг СО2, в 10-литровый соответственно 6 кг. и это примерно на половину 5кг катушки проволоки. Есть баллоны 20 л или 12 кг., тоже подьемные для одного человека. И 27 л 15 кг, эти уже индивидуально, имееют общий вес под 60 кг заправленые.1 балл
-
Фунтик,Поздравляю с днём рождения, Желаю счастья,фарта и здоровья,вам,вашим близким и Родным.1 балл
-
г.Бронницы московская область.89152201441 niis2008 поставте в список плиз.1 балл
-
Разрешите встрять?) Я вот не профессор, но сильно сомневаюсь в компетентности их и вашей... Спорить с вами не собираюсь, ибо мне уже понятна ваша компетентность.) За сим откланиваюсь.1 балл
-
Здравствуй дорогой krech, Фунтик и NW51, поздравляю вас с днём рождения! Ростите большие над собой и здоровые! Ровных вам шовчиков!1 балл
-
Ковшик CAT обломило нож с крайним зубом. Когда осматривал слом заметил такую странность нож толщина 15-20 мм в серцевине была пустота длинной 25-30 мм толщиной 3-4 мм и была ржавчина а по краям свежий слом с блестящим металлом, дефект или трещина невидимая глазу, т.к на этом ковше менял коронку с противоположной стороны неделю назад и видимых трещин не обнаружил.
1 балл
-
Внедрение сварных алюминиевых конструкцийДальнейшее внедрение сварных алюминиевых конструкций в различные отрасли машиностроения во многом зависит от разработки новых способов сварки алюминиевых сплавов. Раньше алюминиевые сплавы сваривали в основном в нижнем положении из-за высокой жидкотекучести расплавленного алюминия. В последнее время разработаны новые способы сварки, позволяющие сваривать алюминий во всех пространственных положениях. Так в ИЭС им. Е. О. Патона разработан способ импульсной сварки плавящимся электродом. В научно-исследовательском и конструкторском институте монтажной технологии (НИКИМТе) разработан метод сварки труб с применением формирующего давления в их внутренней полости. За рубежом разработан способ механизированной сварки алюминиевых листов большой толщины в вертикальном положении, обеспечивающий получение высококачественных стыковых и угловых швов. Разработка новых способов сварки, как правило, сопровождается созданием соответствующего сварочного оборудования, позволяющего получить новый качественный эффект при изготовлении сварных конструкций. Учитывая, что проблема очень широка, авторы не ставили себе задачу охватить все вопросы, связанные со сваркой конструкций из алюминиевых сплавов, и остановились на вопросах газоэлектрической сварки алюминиевых сплавов. Более детально осветили вопросы сварки трубных узлов и крупногабаритных деталей ответственных конструкций. Сплавы алюминия в зависимости от назначения делят на деформируемые и литейные. Деформируемые алюминиевые сплавы разделяют на две группы: неупрочняемые и упрочняемые термической обработкой. К неупрочняемым термической обработкой относятся сплавы типа магналия (AMrl, АМг2 АМгЗ, АМг5 и АМгб), сплавы АМц, АМцС, а также алюминий АДОО, АДО, АД1 и АД. К упрочняемым термической обработкой относятся сплавы АД31, АДЗЗ, АВ, Д1, Д16, Д18, АК4, АК4-1, АК6, АК8, Д20, В93, В94, В95 и др. Из деформируемых сплавов изготовляют различные полуфабрикаты в виде листов (толщиной до 10 мм), плит (толщиной свыше 10 мм), прессованных профилей, поковок, штампованных заготовок, прутков, проволоки, фольги, труб. Термически упрочняемые алюминиевые сплавы обладают более высокими прочностными свойствами, чем термически неупрочняемые. Однако прочность последних можно повысить путем нагартовки. Разупрочнение алюминия при сваркеВ сварных соединениях термически неупрочняемых сплавов системы А1—Mgнаименьшую прочность имеет металл шва, она составляет обычно 0,85—0,95 прочности основного металла. Во многих случаях этого достаточно, чтобы не предпринимать дополнительных мер с целью повысить прочность металла шва. Если листы перед сваркой нагартованы, то разупрочнение происходит также и в околошовной зоне. Равнопрочность всех зон сварного соединения и основного металла можно достигнуть прокаткой роликами металла шва и околошовной зоны, а также путем увеличения содержания магния в присадочной проволоке. Значительно больше проблем возникает в случае необходимости получения сварных соединений, однородных по химическим свойствам с основным металлом термически упрочняемых сплавов. Металл зоны сплавления и околошовной зоны при сварке термически упрочненных алюминиевых сплавов подвергается термической обработке различных видов: закалке, отжигу, возврату. На рис. 1 приведена зависимость механических свойств сплава типа авиаль (системы А1—Mg—Si) от температуры и продолжительности выдержки. В зависимости от температуры и продолжительности ее воздействия степень разупрочнения различна. В некоторых случаях прочность сварных соединений сплавов, типа авиаль, дуралюмин может составлять лишь 50% прочности основного металла. Рис. 1. Влияние различных термических циклов на механические свойства сплава САВ-1: а, б — термические циклы; в — изменение механических свойств На рис. 2 показаны изменения твердости в сварном соединении труб сплава типа авиаль в поперечном направлении. В зоне сварного шва, где температуры достаточно высоки, обычно происходит последующее естественное старение металла с повышением прочностных характеристик. В зоне отжига обычно не удается достигнуть повышения прочности до уровня основного металла без повторной закалки всего соединения. Однако закалка всего сварного соединения (конструкции) возможна далеко не всегда, так как такую операцию трудно выполнить на крупногабаритной конструкции, а также на любой конструкции, имеющей жестко заданные размеры и не имеющей припуска на механическую обработку. Рис. 2. Изменение твердости в сварном соединении труб из сплава типа авиаль (1-18 — номера точек измерения) Следует отметить, что в тех многочисленных случаях (например, при сварке конструкций из сплавов авиаль, дуралюмин), когда для снижения склонности сварных швов к трещинообразонию приходится применять сварочную проволоку, отличающуюся по химическому составу от основного металла (например, значительно увеличивая в сварочной проволоке по сравнению с основным металлом процент содержания кремния), получить металл шва, равнопрочный основному металлу, невозможно. Ожидаемое снижение прочности сварных соединений следует учитывать при назначении допустимых нагрузок на конструкцию. В последнее время получили распространение самозакаливающиеся алюминиевые сплавы. Эти сплавы стареют очень медленно и достигают нормальной прочности примерно через три месяца. Самозакаливающиеся сплавы относятся к системе А1—Zn—Mg. Для повышения предела текучести сплавы подвергают искусственному старению при 100° С в течение 90—100 ч. Сплавы такого типа, например, содержащие 4,5% Zn, 1,5% Mg, до 3% Мп и 0,2% Cr, в состоянии после искусственного старения имеют предел текучести 28—33 кГ/мм2, предел прочности при растяжении 36— 41 кГ/мм2. После сварки и искусственного старения при 100— 110° С в течение четырех суток предел прочности достиг 34— 39 кГ/мм2, при этом угол изгиба составил 130—160°. Однако при хороших прочностных показателях сплав обладает склонностью к образованию трещин в шве и зоне сплавления. Положительное влияние на уменьшение склонности к образованию трещин оказывает применение присадки типа СвАК5. Из самозакаливающихся сплавов наибольшей стойкостью против образования кристаллизационных трещин обладают сплавы системы Аl—Zn—Mgс повышенным содержанием магния (6,5%) и небольшими добавками меди. Повышения прочности сварных соединений сплава В95 достигают термической обработкой, однако не удается получить прочность сварных соединений выше 80% прочности основного металла при низком уровне пластичности. Возникновение трещин Склонность к трещинообразованиюСущественным затруднением при сварке алюминиевых сплавов является склонность их к образованию трещин. Некоторые сплавы склонны к образованию горячих трещин, возникающих в период кристаллизации металла сварочной ванны, в других образуются холодные трещины, обнаруживаемые иногда спустя несколько месяцев после сварки. Трещины всех типов чрезвычайно опасны для конструкций, так как могут привести к внезапному и полному их разрушению. Горячие трещины выявлять несколько проще, так как все сварные швы при изготовлении конструкций подвергают различным методам контроля. Холодные трещины особенно опасны тем, что возникают в конструкциях, эксплуатируемых или находящихся на хранении как бездефектные. Разрушения от холодных трещин наступают неожиданно. В некоторых случаях растрескивание протекает в коррозионной среде. Поэтому все алюминиевые сплавы, прежде чем использовать для изготовления конструкций, необходимо тщательно исследовать на склонность к образованию горячих и холодных трещин. Склонность алюминиевых сплавов к образованию трещин увеличивается с увеличением количества в них легирующих элементов, с повышением их прочности. Это относится к таким сплавам, как В95, В96, М40, 01915, 01911, 01063, ВАД23 и др. Трещины при сварке возникают при достижении предельной деформации в металле шва или в зоне взаимной кристаллизации. В результате неравномерного распределения температур при сварке также в отдельных зонах металла возникают растягивающие напряжения. При остывании шва растягивающие напряжения возникают в зоне, где при нагреве была максимальная температура. В высоколегированных сплавах по границам зерен образуются эвтектики, которые в момент кристаллизации зерен остаются жидкими, имеют низкую прочность и при приложении растягивающих напряжений легко разрушаются. Возникновение трещин Возможность возникновения трещин помимо химического состава сплава определяется также другими факторами, задающими величину и темп развития деформации в определенные промежутки времени. Величина и темп развития деформации металла на различных этапах нагрева и охлаждения зависят от режима сварки, условий охлаждения и жесткости закрепления. Холодные трещины в алюминиевых сплавах могут быть не только металлургического происхождения, но и возникать от неправильного применения некоторых технологических операций. Например, проковка сварных швов может приводить к образованию трещин, иногда не выходящих на поверхность металла. Выявление таких дефектов затруднительно, поэтому в случае необходимости проведения подобных операций требуется тщательное предварительное исследование. Чистый алюминий марок AB0000, АВ000, АВОО не склонен к образованию горячих трещин. Стойкость к образованию трещин снижается при увеличении содержания кремния, а также может снижаться или повышаться в зависимости от содержания железа. Алюминий других марок проявляет склонность к образованию трещин особенно при сварке листов и плит большой толщины. Подавление склонности к образованию горячих трещин в сплавах, содержащих до 0,35% Si, достигается таким содержанием железа, что выдерживается отношение Fe: Si>= 0,5. При более высоком содержании кремния соединение без трещин может быть получено при соотношении указанных элементов больше единицы. Сплавы системы А1—Мп применяют только с содержанием 1,2—1,6% Мп (сплав АМц). Этот сплав относится к числу хорошо сваривающихся. Тонкие листы (до 3 мм) свариваются без трещин. При сварке листов большей толщины склонность к образованию горячих трещин зависит также от содержания железа и кремния. У сплавов типа АМц, содержащих более 0,2% Fe, при соотношении Fe: Si> 1 склонность к образованию трещин близка к нулю. При содержании более 0,2% Siдолжно сохраняться соотношение Fe: Si> 1. Сплавы системы А1—Mgобладают меньшей склонностью к образованию горячих трещин, чем сплавы систем А1—Си и А1—Si. Наибольшая склонность к образованию трещин наблюдается при сварке тавровых проб сплава, содержащего 1—2% и 2,5 — 3,9% Mgпри испытаниях на образцах крестовой пробы [17, 121]. Для предотвращения образования трещин необходимо применять присадочный материал с большим содержанием магния. К термически упрочняемым сплавам системы А1—Mg—Siотносятся применяемые в СССР сплавы АВ, АК6-1 и АКВ. Упрочнение этих сплавов достигается за счет выделения фазы Mg2Siпри старении. Особенностями свариваемости таких сплавов являются повышенная склонность к образованию горячих трещин в процессе сварки и разупрочнение в околошовной зоне. Наибольшую склонность к образованию горячих трещин проявляют сплавы, содержащие 0,2—2% Siи 0,2—1,5% Mg. Склонность к образованию горячих трещин определяется наличием легкоплавкой тройной эвтектики А1—Mg—Mg2Si, а также двойных эвтектик А1—Mg2Siи А1—Si, расширяющих интервал твердожидкого состояния сплава. Использование присадочных материалов В сварных соединениях сплавов типа авиаль значительное уменьшение склонности к образованию горячих трещин может быть достигнуто при использовании присадочных материалов с содержанием 4,5—6,0% Si. При этом склонность к образованию трещин, определяемая по крестовой пробе, уменьшается с 60% до 0. Таким присадочным материалом может быть проволока СвАК5. Применение присадочных проволок, содержащих несколько процентов магния, например, АМг6, также исключает образование трещин в шве, но одновременно с этим интенсивно развиваются околошовные трещины. Это связано с более широким интервалом твердо-жидкого состояния и большей линейной усадкой металла шва, выполненного таким присадочным материалом. При сварке сплава такого типа с применением присадочной проволоки, содержащей 5% Si, получаются швы, пониженные механические свойства которых не могут быть повышены термической обработкой. При сварке деталей из сплава типа АВ хорошие результаты получены при использовании присадочного материала, содержащего 0,9% Mg, 2,3—3,5% Si, а также 0,25% Ті, 0,4% Мп или 0,2% Сг. Испытаниями на крестовой пробе трещины не обнаружены. Швы, выполненные с помощью этой присадки, имеют один цвет с основным металлом после анодирования в отличие от швов, выполненных с присадкой СвАК5. Сплавы АК6 и АК8, содержащие 2,2 и 4,3% Cu, склонны к образованию горячих трещин при сварке крестовой пробы. Эта склонность уменьшается при введении в них 0,08—0,15% Ті. К сплавам системы А1—Си относятся литейные АЛ7, АЛ 12 и деформируемый Д20. Сваривающийся сплав Д20 содержит 0,4— 0,8% Мп и 0,1—0,2% Ті. Последний значительно измельчает зерно металла шва. Для повышения стойкости против трещин в сплаве должно быть не более 0,3% Fe, 0,2% Siи 0,05% Mg. Дуралюмины относятся к системам Аl—Cu—Mg—Mn и Аl— Cu—Mg—Mn—Si. Основные марки дуралюмина Д1, Д6, Д16, 3125, АК8, ВД17. При сварке эти сплавы обладают повышенной склонностью к образованию трещин, а их сварные соединения имеют пониженные значения механических свойств в зоне сплавления со швом. Применением присадочных проволок типа СвАК5 и В61 можно снизить вероятность образования трещин при любом способе сварки. Существенное значение при этом имеет правильный подбор режимов сварки. Низкая пластичность шва и зоны сплавления обусловлена тем, что по границам оплавленных зерен располагаются хрупкие прослойки интерметаллидов. Одним из наиболее распространенных сплавов системы Аl— Zn—Mg—Cu является сплав В95. Для повышения коррозионной стойкости листы из сплавов В95 плакированы сплавом, содержащим 3,5% MgZn2. Сплав В95 склонен к образованию горячих и холодных трещин. Последние наблюдаются только при газовой сварке. Для сварки сплава В95 применяют присадочный материал химического состава: 6% Mg, 3% Zn, 1,5% Cu, 0,2% Mn, 0,2% Ті, 0,25% Cr или 5% Mg, 0,2—1,5% Cu, 10% Zn, 0,2% Mn, 0,2% Ті, 0,25% Cr, остальное Аl. Можно также использовать сплавы, содержащие 3% Mg, 6% Zn, 0,5—1% Ті или 8—10% Mg, остальное Аl. Исправление дефектовГазоэлектрическая сварка металлов является сложным технологическим процессом, в ходе которого возможно появление дефектов, не допустимых по условиям работы сварных конструкций. Необходимость исправлений дефектов определяют по результатам дефектоскопического контроля согласно техническим условиям на приемку сварных соединений. Удаление дефектного участка шва следует производить в зависимости от размера сварного соединения пневматическим зубилом, шарошкой, шабером, но ни в коем случае не абразивным инструментом, так как абразив остается в металле шва и качество поверхности выборки получается неудовлетворительным. Форма разделки дефектного места должна иметь плавный переход к окружающим участкам сварного соединения. Перед подваркой проводят дополнительный контроль дефектного места, чтобы подтвердить устранение дефекта. Подварку выполняют ручной или полуавтоматической сваркой с соблюдением всех требовачий подготовки деталей и материалов к сварке. После подварки производят окончательный контроль согласно техническим условиям на приемку сварных соединений. При сварке деталей из термически упрочняемых алюминиевых сплавов следует иметь в виду, что каждая подварка при исправлении дефектного участка шва приводит к снижению прочности сварного соединения из-за дополнительного разупрочнения металла в зоне термического влияния при повторных нагревах. Поэтому при сварке термически упрочняемых сплавов необходимо в каждом отдельном случае рассматривать вопрос о допустимости более чем однократной подварки или допустимости подварки вообще. Контроль качества сварных соединений алюминияКачество сварных соединений определяет срок службы и надежность работы конструкций различного назначения из алюминия и его сплавов, применяемых в машиностроении, таких как емкости, резервуары, технологические трубопроводы и др. Для оценки качества сварных соединений конструкций из алюминия и его сплавов в основном применяют следующие методы контроля: внешний осмотр и измерения, гамма- или рентгенографирование, ультразвуковую дефектоскопию, испытание гидравлическим давлением или гелиевым течеискателем. Помимо этого, проводят испытания механических свойств соединений, металлографические исследования, контроль термической обработки, если она предусмотрена технологическим процессом. Контроль осуществляют работники ОТК завода-изготовителя или другой изготовляющей организации во многих случаях с участием представителя заказчика. Объем и методы контроля устанавливаются техническими условиями на изделие или специальными «Правилами контроля», распространяемыми на группу изделий или типов конструкций. Контроль качества сварных соединений алюминия и его сплавов имеет свои особенности в связи с повышенной склонностью швов к образованию пористости, а также к возникновению несплавлений; между швами и кромками и между валиками. Несплавления, как правило, не выявляются рентгено- и гаммаграфированием, поэтому следует применять метод ультразвуковой дефектоскопии. При сварке неплавящимся электродом со сквозным проплавлением и формированием корня шва на неостающейся подкладке частым дефектом, не обнаруживаемым рентгено- или гаммапросвечиванием, является несплавление в корне шва. При отсутствии доступа для подварки такие швы следует сваривать с защитой корня шва нейтральным газом. Кромки перед сваркой необходимо подвергать шабровке для удаления окисной пленки. При многослойной сварке поверхностная пористость нижележащих валиков может переплавляться при наложении последующих валиков! Поэтому при промежуточном контроле просвечиванием ее можно не учитывать. Контролю внешним осмотром обычно подвергают 100% выполненных швов. Внешние дефекты, такие, как трещины, наплывы, прожоги, незаваренные кратеры, свищи в начале Шва (зажигание дуги на основном металле), выводы кратера на орновной металл, сплошные сетки или цепочки пор, непровары, подрезы — не допускаются. Для рентгеновского контроля применяют отечественные установки РУП-120-5, РУП-200-5, РУП-400 и аппараты зарубежных фирм, например, типа BGL-140 и BGL-200 бельгийской фирмы «Baltospot», типа «Liliput-120» и «Liliput-200» венгерской фирмы «Medicor» и др. В монтажных условиях применяют гаммадефектоскопы типа ГУП, РИД с источниками кобальта-60, цезия-137, иридия-194 и др. В связи с повышенной пористостью сварных швов возникают определенные трудности в установлении норм на количество и размеры допустимых дефектов Их устанавливают в большинстве случаев, исходя из технологических возможностей существующих методов сварки на основании статистических данных. Нередко при оценке качества швов по результатам просвечивания применяют эталонные снимки. Для примера ниже приведены нормы на допустимые дефекты при рентгеновском контроле сварных швов, выполненных неплавящимся электродом на трубах со стенками толщиной 3,5 и 3,9 мм. Не допускаются и подлежат исправлению следующие дефекты, выявленные с помощью рентгеновских снимков: 1) трещины, непровары, кратеры, свищи; 2) цепочки пор и вольфрамовых включений размером более 0,5 мм; 3) скопления Мелких дефектов — пор, включений размером более 0,5 мм, в общей сумме превышающих по площади 15 мм2, распространенных на любые 100 мм длины шва; 4) одиночные поры и вольфрамовые включения размером более 0,5 мм в количестве более трех, расположенные на участке шва длиной 100 мм. Контроль рентгено- или гаммаграфированием сварных соединений толщиной 40 мм и более производят через 20—30 мм заполнения разделки. Это целесообразно для проверки устранения обнаруженных ранее дефектов. Глубину залегания недопустимых дефектов по результатам просвечивания определяют методом ультразвукового контроля, позволяющего более точно зафиксировать место положения дефекта по толщине шва. Наличие скоплений и цепочек пор на рентгеновских снимках после окончательного просвечивания определяют по результатам послойного ультразвукового контроля. Для сварных швов этих толщин, выполненных плавящимся электродом в среде защитных газов, недопустимы следующие дефекты: 1) трещины, несплавления, незаплавленные кратеры, цепочки и скопления пор, наплывы; 2) поры и включения диаметром более 3 мм, поры и включения диаметром менее 3 мм при суммарной площади их изображения на снимке, составляющей более 2% по отношению к площади шва на любые 100 мм снимка. Поры и включения, расположенные на глубине менее 5 мм, исправлению не подлежат, так как они переплавляются при наложении последующих валиков. Браком считают детали, в которых при ультразвуковом контроле обнаружены следующие дефекты: 1) с эквивалентной площадью более 4 мм2 при контроле слоя толщиной 40 мм и более 7 мм2 при контроле слоя толщиной 200 м; 2) с условной протяженностью более 10 мм при глубине залегания дефектов до 40 мм и более 15 мм при глубине 40— 150 мм. Допускаются дефекты с эквивалентной площадью менее 4 мм при суммарной площади менее 2% площади на любых 100 мм длины, не носящие протяженного характера. Контроль ультразвуком производится с применением существующего для этих целей оборудования — УЗД-ЗМ, ДУГ-11ИМ и ДУГ-13ИМ и др. Помимо рассмотренных, в зависимости от требований к конструкции и условий эксплуатации применяют и другие методы контроля: а) проверка квалификации сварщиков, операторов, работников дефектоскопии и инженерно-технического состава, принимающего участие в изготовлении конструкций и контроле сварных соединений; б) контроль качества сборки под сварку; в) контроль в процессе сварки; г) контроль качества свариваемых и сварочных материалов и материалов для дефектоскопии. Особое внимание должно уделяться контролю качества травления присадочной проволоки и подготовки кромок под сварку (зачистка, травление). В процессе сварочных и контрольных работ необходимо вести «Журнал сварочных работ», в который вносить все данные о сварке и результатах контроля сварных соединений различными методами. Материал с сайта: http://ruswelding.com1 балл
-
@copich, "имеет" народ ваша конторка, ты цены своих железяк давно смотрел? Даже будь аппарат идеальным, нахрен он нужен при такой цене. А так как его родственники на голову выше и качественнее, то и подавно. Как там продажи, прут????1 балл
-
Взрыв силовых транзисторов зачастую тянет за собой первичный выпрямитель, реле плавного запуска (резистор заряда конденсаторов туда же), кнопку включения аппарата, ШИМ генератор, если ТГР нет, то и ШИМ ку даже 50\50% при условии наличии оптопары и погорелые дорожки. В общем-то ни чего страшного. Так, пол аппарата под замену. Да будет работа сервисам, велком! Если все делать по уму: то убирать погорелости, восстанавливать дорожки, заменять детали сгоревшие. И потом делать лаковую защиту. Нужно понимать, что взрыв источника, это не всегда раз плюнуть. Ну и поездка в сервис, остановка рабочего процесса и прочее и прочее. Мы сервисники тоже кушать хотим И должно все выглядеть красиво как от девственной китаянки. А не как краснуха с СССР деталями:
1 балл
-
@Александр Волков, понимаю ваш сарказм, хотя могу и ошибаться конечно, но материал заказчика)) а монтировать, учитывая их легкость можно было и самому но мне помогали. Кстати знакомому входную дверь установили за 5 тыс. Ходил посмотреть, мне бы стыдно было озвучить эту сумму за такую работу. Но со стыдом судя по всему придется поработать.1 балл
-
Изначально установили транзиля на пределе. В принципе, недорогие аппараты этим грешат. Не все, но многие.1 балл
-
@LKS, Сударыня, в этом ролике почти всё то, что вам нужно. Хотя, что-то можно упростить, а что-то добавить. Зачистка кромок может производиться как фиброй от 3М. (ооочень производительна, на втором ролике) так и специальными машинками с твердосплавными фрезами, их несколько видов, можно плазморезом как нарезать трубы, так и снимать фаски. Хотя трубы можно тоже резать ручными твердосплавными пилами, (циркулярка) 200мм. легко. Врезки можно делать как плазмой, только внутрь трубы засовывать "совок" на который будет лететь грат и капли металла, дабы не загадить девственно чистую трубу.) Так же можно сверлить шуруповёртом, твердосплавными коронками по стали. Есть и специальные кондуктора для позиционирования труб, фланцев и т.д. Ну и самый простой фаскосниматель @LKS, Вот машинка для труб, есть разные фирмы и цены. Так же есть монтажные пилы с твердосплавными пилами, НО, там только до Ф 100мм. Или сэкономить - https://youtu.be/81IqgH3R0MU1 балл
-
Можно , но очень сложно я потом их как бы обжигал , до сварки клал в печь , помоему градусов 400 грел , из них сочилась всякая гадость как масло , скорее всего оно в большинстве и есть , потом как они становились сухими , зачищал и варил.1 балл
-
@Точмаш 23,Я про обычный редуктор типа УР,без подогревателя.@Luckystorm,Сейчас и сварочные кабеля алюминиевые допускаются.Но я вот лично уверен,что редуктор должен быть большим,не нашим,не китайским и с манометрами Вика.Нет,на куски это поделие у меня не разрывало,т.к я такое не использую.Штуцеры с гайками встречались,выкинул после двух закручиваний.Живучесть латунного редуктора всяко больше и я не знаю хороших производителей,делающих люминевые редукторы.Что ещё странно- расово кетайский алюминиевый этот экономайзер равен по стоимости латунному донметовскому,хотя этот тоже доверия не внушает.Как так?
1 балл
-
Олег, доброго времени суток! Ознакомился со всеми диалогами между Вами и менеджером. Как я и предполагал, это была консультация по выбору между ПТК, Авророй и Минимигом. Так вышло, что все диалоги велись одним и тем же менеджером. Да, действительно, со стороны его было много не аргументированных доводов в пользу одних позиций при сравнении их с другими. По моему сложившемуся мнению, это связано с тем, что Вы более компетентны по задаваемым вопросам в сравнении с данным менеджером. Согласен с Вами, что и сама консультация изначально была начата менеджером с неуместного вопроса: "В какую сумму хотите уложиться?" Это не правильно задавать клиентам такие вопросы. В результате с ним была произведена беседа, да и со всеми остальными то же, что б никто не повторял подобных ошибок. Со своей стороны хочу поблагодарить Вас за обратную связь и за то, что в итоге все-таки купили в нашем филиале, не смотря на такие наши косяки. С наступающим вас! И долгих лет службы Вашему аппарату!1 балл
-
Давненько не было наркоманских конструкций.Их есть у меня:
1 балл
-
Чем плоха специализированная литература? В книгах за авторством института Патона есть все вам необходимое, думаю по вопросам связанных со сложной сваркой http://websvarka.ru/talk/user/9786-lekhakolyma/ этот товарищ не откажет в совете. Помог мне с сваркой разнородных металлов, форум давно читаю, поражаюсь его знаниями, настоящий человек-энциклопедия во плоти от мира сварки.1 балл
-
Обновил вентиляцию , доволен , самое то . Все б/у , приобреталось на авито
1 балл






.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)