Лидеры
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)



Популярный контент
Показан контент с высокой репутацией 24.01.2021 во всех областях
-
@G_Kar,Прально,видишь лугу на болгарке у кого- обойди это гиблое место дворами.)6 баллов
-
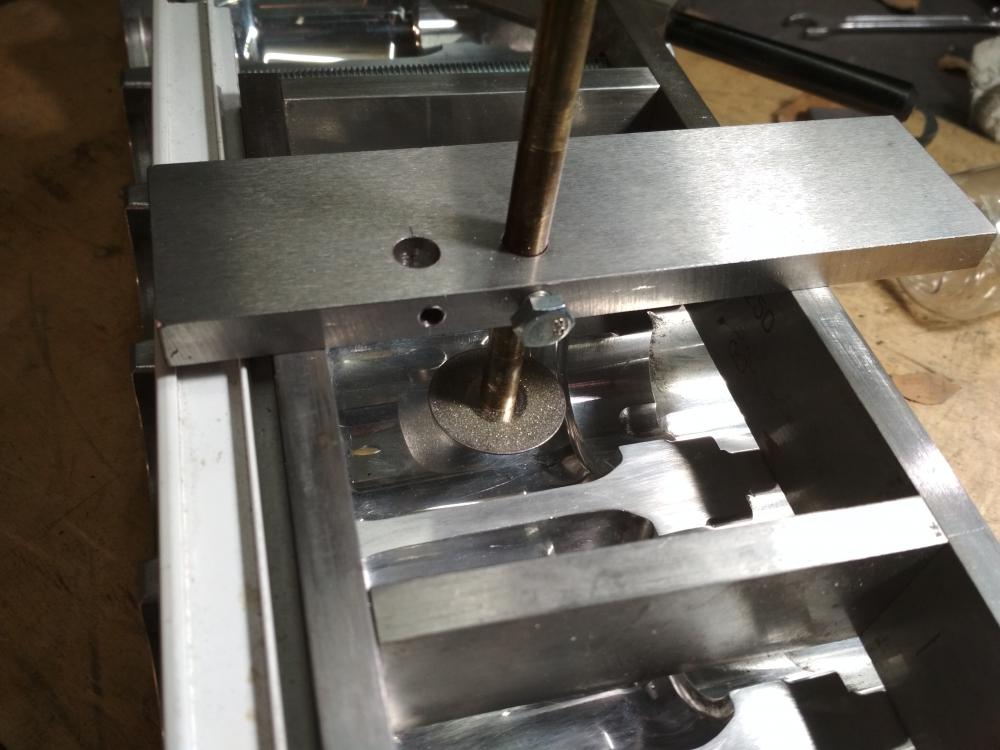
Во время пробного прогона пресс-формы вылез недопустимый дефект -он виден на снимке- видимая разделительная полоса. Это медицинская продукция и требования другие ,чем к пищевым и техническим емкостям. Пришлось доработать . Кстати говоря, приспособление для доводки плоскости имеет право на жизнь,только в другом варианте. Этим приспособлением не пользовался...все ручная доводка.
 6 баллов
6 баллов -
Новый год-новые курсанты... но у меня-хорошая группа..жертв ЕГЭ мало... а Анна-вообще уникум, как курсант-.сказала, что хочет стать грамотным инженером и руководителем, а для этого ей надо освоить рабочие компетенции , чтобы не выглядеть "полной дурой" в глазах будущих подчинённых....респект... -народу столь много, что постов не хватает и в бой пошла старая гвардия в виде УДГУ-251 и Аврора Ironman 315ACDC
4 балла
-
... ...
4 балла
-
@LKS, вот и я думаю -- а стоит ли всё покупать. Лучше с компьютера, клацаете мышкой в @BelaZZ -- открывается его профиль. Справа две кнопки: "Отправить ЛС" и "Публикации" -- жмёте публикации. Откроется какая-то ерунда, жмёте в левом столбике "Все сообщения". Это будут все сообщения пользователя на форуме, вне зависимости от тем. У этого сварщика почти все фотки демонстрируют какие-то сборочные приспособы. Листайте просто просматривая картинки. Чтобы сохранить фото себе, клацните его колесом мыши (да, колесо можно нажать как кнопку) -- фото откроется в соседней вкладке в полный размер, и оттуда тащите его себе в папку. Просто мышкой берём и тянем на рабочий стол, или в папку. Он даже специальную тему делал: Несколько моментов фиксации для обработки и монтажа - Прибамбасинг - Форум сварщиков Вебсварка (websvarka.ru)4 балла
-
Опять "реношный" поддон и как всегда после перепроверки проявляются невидимые глазу паутинки
4 балла
-
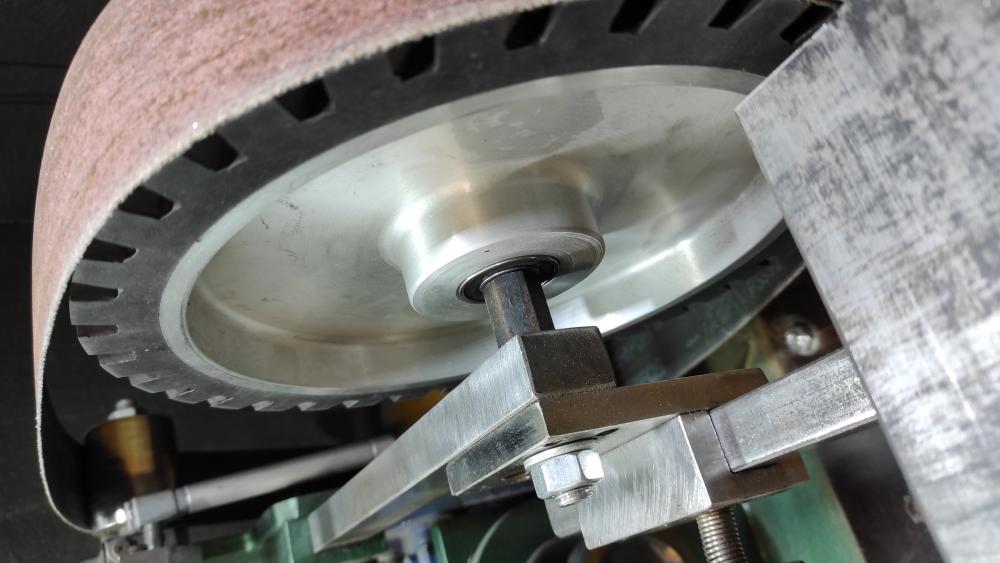
Вчера прикрутил контактное колесо. Радуемся жизни .
3 балла
-
Где-то сидит "чудо-сварщик" и старательно лепит латки поверху. И упорно варит всё это 5356. Ради интереса попробовал его ляпку на дугу - зеленей ёлки светит.
3 балла
-
Поздравляю всех с Новым Годом и наступающим Рождеством. Здоровья, счастья успехов всем. И пусть сбудутся ваши мечты. . Мне иногда задают вопрос куда я пропал и почему не пишу на форуме... Попробую отчитаться за "бесцельно прожитые годы" Ну а точнее 8 месяцев отсутствия. . В общем за 8 месяцев вчетвером мы выполнили Титанический обьем строительных работ. Иногда правда привлекали разнорабочих, например на заливку больших обьемов бетона. Ну и кроме стройки по хозяйству еще приходилось отвлекаться, оборудование различное ремонтировать на основном предприятии, да и клиентское оборудование тоже не бросишь.Вообще не до форумов было. Совсем...Кроме "Окрышовки"(крыши делали) зданий примерно 600м2 двухскатной кровли, грунтовых и бетонных работ, прокладки различных коммуникаций и прочего прочего прочего ниже примерный список того, что мы успели сделать:.1) Полностью вывели Цоколь, полы и большую часть металлоконструкций нового цеха размерами 32*12*7метров, осталось металлоконструкций на месяц, а дальше сэндвич. Но Сэндвич скорее всего перенесем на март-апрель, так как герметик и пена на морозе не комильфо...2) Закончили на 50% техническую инфраструктуру нового здания лабораторий, тоже дофига работы еще осталось, но уже начали заселять потихоньку, в процессе всё доделается..Само здание..Инженерная Лаборатория, Лазерная резка, ЗД печать, Фрезеровка ЧПУ на легких станках. 2й этаж - 100м2..Лаборатория Электроники, пока только начала обустраиваться. 2й Этаже - 35м2..Ну и детище Oswer - Химическая лаборатория + Газосветные лампы и ВЛИ в одном помещении, сейчас начали отделку, вытащили генератор который будет установлен здании КТП на первом этаже. Ремонт только начали. 1й Этаж - 40м2....Это лишь небольшая часть выполненных работ больше осталось за кадром. Надеюсь Анатолий докидает фотографий КТП, так как они у меня отсутствуют и дополнит этот мой миниотчет..А вот это фотографии этого обьекта 3года назад. Ну так, для общего понимания. .
3 балла
-
Наскучив сбывшейся мечтою, вдруг прозреваем — всё пустое: ни слез, ни роз, ни счастья пьяного… И сокрушаемся — се та ли, мечта, которую мечтали! И перемечтываем заново… --------------------------------------- Увы-увы, сейчас все реже наивным поговоркам веришь — иные десять раз отрежут, покуда ты семь раз отмеришь. -------------------------------------------- Жизнь не напрасно, видимо, заставила варьировать форматы обучения. Семья и школа наставляют в правилах, а опыт тычет мордой в исключения. ------------------------------------------------- Жить, покоем дорожа, — пресно, тускло, простоквашно; чтоб душа была свежа, надо делать то, что страшно. --------------------------------------------- Не жди чего-то сверх… И будь что будет! Ведь часто, обвиняя Мироздание, Мы просто ошибаемся… Не в людях, А в собственных нелепых ожиданиях. https://www.inpearls.ru/ ----------------------------------------------- Когда нет сил жить в темпе марафона, Когда порой охватывает грусть, Пусть рядом будут те, чьи телефоны Ты выучил когда-то наизусть. https://www.inpearls.ru/ ----------------------------------------------- Тяжесть неба синее синего Ощущается позвоночником… Хочешь счастья? Так не ищи его, А дари или будь источником. https://www.inpearls.ru/ ------------------------------------------------ Мы роем ноздрями, мы движемся к цели, Гребём, бороздим и садимся на мели. А после — прозрение громом с небес, Что счастье — не цель, не итог, а процесс. https://www.inpearls.ru/ ----------------------------------------------- Весьма порой мешает мне заснуть Волнующая, как ни поверни, Открывшаяся мне внезапно суть Какой-нибудь немыслимой херни. https://www.inpearls.ru/2 балла
-
А ну все проблемы, и поехали с боевой подругой оторваться на склон-и получилось-
2 балла
-
@Schlosser, маркетолог отвечал, забыл написать - "чтобы было видно, что вы используете нашу продукцию, а остальные диски ставьте картинкой внутрь!" ))))2 балла
-
2 балла
-
Сварочник починил о чем отписал в другой теме. Спрашивали меня про размеры окна загрузки, ширина осталась как в первой версии 255мм (щеки имеют ширину 250мм) , ниже фотография которая поясняет второй размер: Далее вот реальная длинна дробилки: Ширина как уже ранее говорил внутри 255мм если прибавить 20мм толщины стенок получится общая ширина дробилки 275мм. Сегодня пришлось приварить к подвижной щеке ухо для подьема, так как ее вес превысил 50 кг... Еще один вопрос касался внутренностей, фотография ниже показывает что там и как:
2 балла
-
На подобной рамке "лечил ушки",а это намного подуставши досталась в работу. Подгонять,выводить будет клиент. работал лапшой рубленной из листа 2мм ,http://websvarka.ru/talk/topic/7909-prodayotsia-magnievaia-svarochnaia-provoloka-diame/?p=219085
2 балла
-
@G_Kar, со стороны видно, что в момент работы китайская керамика светится насквозь. У агни светится самый краешек сопла.1 балл
-
Итак продолжаю показывать устройство дробилки: 1) В качестве натяжителей применены стойки стабилизаторов от Skoda, VW и т.д. 2) Ограничитель, чтобы пластина не уходила в стороны на подвижной щеке - это 2 вваренные арматуры 3) Зажим пластины который по совместительству регулирует выход фракции: 4)Вот то место куда встает зажим пластины. 5) тяга натяжителя крупным планом: Пружины тяг - это пружины клапанов от камаза. Регулировочные болты - 2 штуки D=20mm класс прочности 8.8 Максимальная нагрузка на них по рассчетам ~ 16 тонн.
1 балл
-
Прикрутил сегодня сопло с китайской горелки, подошло почти как родное. По ощущениям защита стала лучше. Вот фото Вот так получилось.
1 балл
-
@Александр Волков, это если прижимная шайба гладкая, а ответная сторона с накаткой (пупырчатая) )) надеюсь ясно выразился. Суть в том, что если закусит диск, и эти самые пупырки, будут прилегать к металлу на отрезном диске, то последствия будут минимальны, возможно даже диск не будет разрушен, если наоборот, к пупыркам будет прилегать часть (сторона) диска без металла, то в случае закусывания диска, с очень большой вероятностью его порвет на куски, сами эти пупырки (накатка) вгрызутся в тело диска и порвут его. Суть в сопряжении стороны диска с металлом и этой накатки. Если и гайка и ответная часть на болгарке гладкие, то пофигу.1 балл
-
@BUTCHER, мне до лорха как до луны на пешком . не окуплю я его даже за 5 лет.ценник за пол ляма.1 балл
-
Работали с такими в Районах Крайнего Севера-козырная вещь.. только недешёвая1 балл
-
У Спидгласа даже ни одного сертификата типа "DINplus" нет, только "CE"-шки, судя по: https://www.dincertco.tuv.com/companies/42570?locale=en Вообще фуфлом торгуют, гады... Ну или может просто минимально обязательную сертификацию проходят, а за всякие DIN с плюсами переплачивать не хотят, да и всяких шпионов/инспекторов может на производство пускать не хотят. "Как тебе такая теория заговора, Илон Маск?"1 балл
-
Меня с одноклассниками когда-то в школе ставили у доски и стыдили на весь класс, за то что булочками кидались в столовой. Как сильно времена изменились, тогда за гранью считалось хлебом кидаться, а сейчас в школу проносят стволы и расстреливают одноклассников.1 балл
-
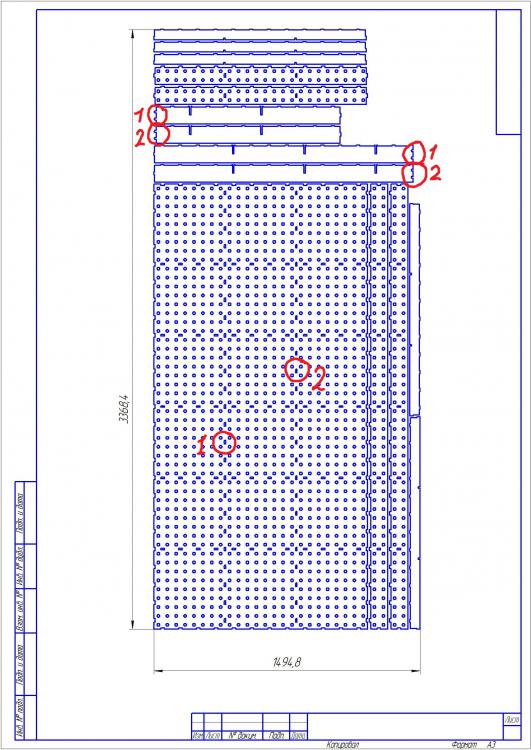
@installl, продольное ребро состоит из двух частей - короткой и длинной, стыковка по принципу пазла. И эти стыки лучше разнести.
1 балл
-
1 балл
-
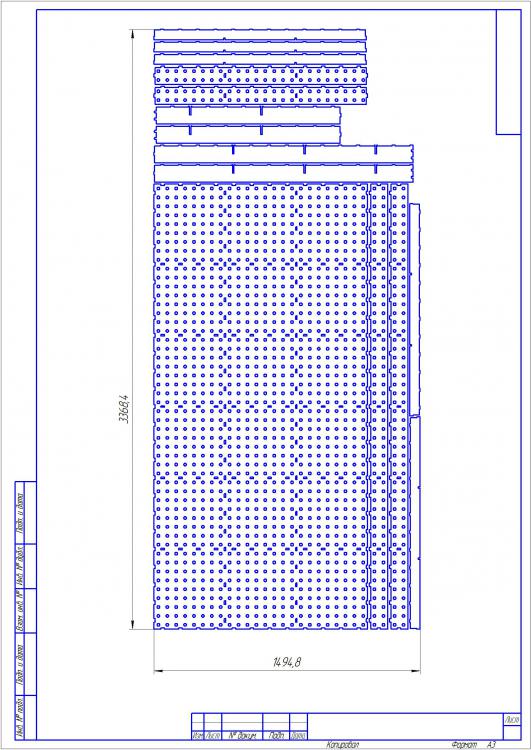
Столешница 2500х1200х100 толщина 8 мм. DXF: Имеет 2 продольных и 5 поперечных ребер жесткости. Для оптимизации раскроя продольные ребра разбиты на 2 части. Перед сборкой рекомендую собрать их на прихватки и проварить стык в самом конце, когда стол уже будет собран целиком на прихватки. Ребра разверните, чтобы стыки небыли на одной линии! Обратите внимание на габарит раскроя! Длина больше 3х метров и ширина впритык. По ширине листы чаще всего идут в плюсе - 1515, поэтому тут проблем быть не должно, а вот по длине у большинства лазеров рабочее поле 3000, поэтому часть деталей перенесется на отдельный кусочек металла. Будьте внимательны, если будете заказывать металл сами.
1 балл
-
Стол 1500х1000х100 из 6-ки. Исправлено: - смещение паза в боковом ребре - ширина пазов в боковых ребрах Это еще раз говорит о важности обратной связи! Обязательно пишите, если обнаружили ошибки, по мере возможности буду исправлять. Стол 2000х1000х100 из 6ки. Исправлены те же ошибки, перекачевали с копипастом и в боковинах длинных небыло пазов под ребра почему-то. Исходные сообщения тоже исправлены, косячные чертежи заменены.1 балл
-
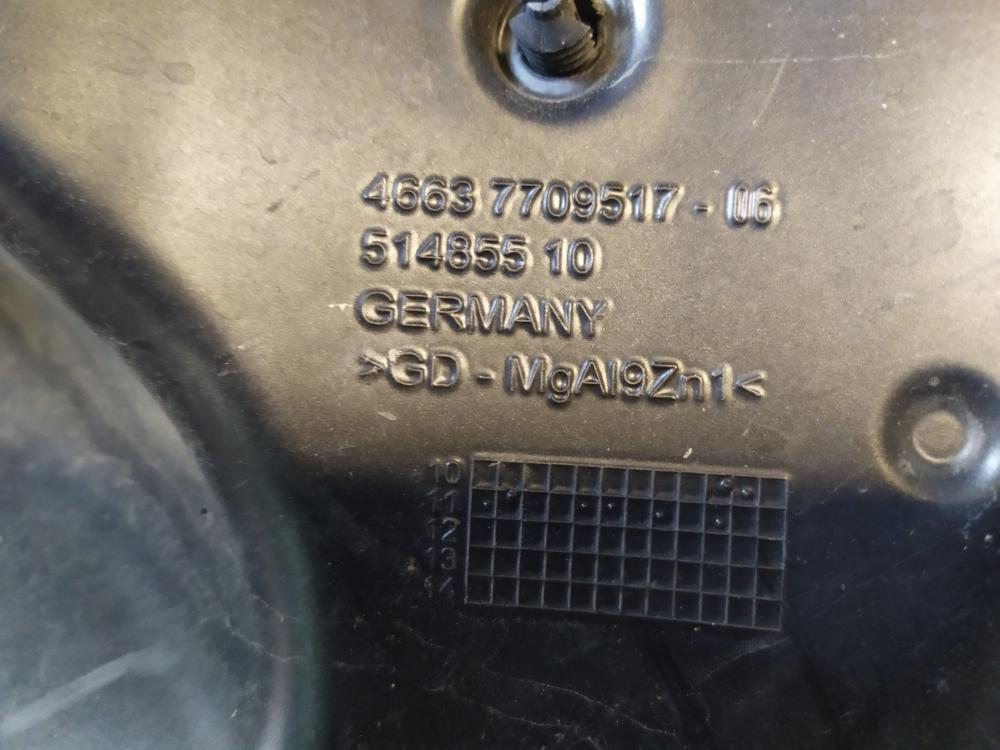
@niis2008, корпуса разные, это факт. Откуда 7 кило разницы при одинаковой начинке? Может корпус того, что по больше бронированный, на случай разноса кувалдой?1 балл
-
Ищите руки сначала, без них оборудование не работает. Посмотрите сообщения @BelaZZ, он делился особенностями изготовления узлов и используемыми для этого приспособлениями. Например http://websvarka.ru/talk/topic/5398-magnitnye-ugolniki-%E2%80%94-universalnye-pomoschnik/1 балл
-
@LKS, Есть центраторы и для отводов, в любом случае без уровня и специальных (можно и самодельных) угольников не обойтись, вот на этих картинках есть всё, один центратор покупаете, остальные делаете сами по шаблону, если бюджет позволяет, то закупаете сразу и всё.) - https://www.google.com/search?sxsrf=ALeKk01O-c2Sz4DwIdhK5KtlVXDML6Dupg:1611289095883&source=univ&tbm=isch&q=%D1%86%D0%B5%D0%BD%D1%82%D1%80%D0%B0%D1%82%D0%BE%D1%80%D1%8B+%D0%B4%D0%BB%D1%8F+%D0%BE%D1%82%D0%B2%D0%BE%D0%B4%D0%BE%D0%B2&client=opera&sa=X&ved=2ahUKEwje28LR167uAhUQmYsKHfh9BGAQjJkEegQIAhAB&biw=1229&bih=635 http://st.ngs-engineering.ru/1/794/406/Universal_Chain_Clamp.jpg Вот внутренние центраторы, только не знаю, на какие диаметры они бывают, не сталкивался -1 балл
-
А я иногда ошибаюсь по времени работы.Присылают фото чертеж на вацап.Говорю одно.А по факту раза в два времени больше... И ошибаюсь ровно на время подготовки .Почти каждый раз.То плоскость подогнать,то грязь очистить ,зашлифовать и многое др.А это все нужно учитывать. Я помню у отца моего был колым хороший.Сварить,поставить башню водонапорную Это было очень давно,когда были совзозы,колхозы...Отец тогда был сваршиком в совхозе за ЗП. НО за башню запросил хорошую сумму.Времени ушло 2 неделе около.Денег не было столько в бюджете администрации .И ему за работу отдали трактор МТЗ 80.Не новый,но комплектный на ходу . Поэтому нефик мельчить.Брать как положено. Можно тракторами,самолетами.Но соразмерно своему труду.1 балл
-
16 мм в угол я так понимаю заполнение? 3 прохода? На 400А прутком диаметром 5 мм? Что-то я себе эту работу ТИГом даже представлять не хочу По моим подсчетам цифры совпадают с @olegstark1 балл
-
https://youtu.be/CfZWJaiXLRY1 балл
-
@LKS, Вот неплохой вариант для снятия фаски - Очень часто, когда мы видим, что-то из ряда вон выходящее, ну по нашему разумению, мы считаем это НЕПРАВИЛЬНО!))) Только потому, что мы делаем по другому... Парень это сваривает каждый день, значит технология отработана и ничего не утягивает.1 балл
-
А я вам отвечу в вашем любимом стиле: -Вы внимательно гляньте фотографии конструктива коллектора....увидели ответ,что ваш вариант в данном случае не проходит?1 балл
-
А я уже знаю,особенно после этого коллектора. Лишний раз понял,что сварной слезам клиента не должен верить Есть желание - оплата 100% вперёд и срок исполнения тот,который я озвучил. Устраивает - по рукам. р.с. когда сам проходишь какой-то этап в работе,то приходит понимание,что лучше в телефоне пасьянс раскладывать,чем убивать здоровье,время и расходники за копейки.1 балл
-
@Serj55441, так я не знаю, как донести, что такие сварочные работы стОят не "пачку Доширака + "спасибо, офигенно получилось", а намного больше. Снова же одно и то же - "Да чо там, простая железяка?!?". Им же что чугун, что сталь, что нерж - всё одно...1 балл
-
В октябре 2020 года клиенту кажется не понравилась цена озвученная мной. Потом пришёл в конце ноября...опять не договорились.Он ушёл думать. Принес 13 января и я от дурости(или доброты душевной) согласился делать дешевле. Итак, при наварке первого уха я даже припевал "тили-тили,трали-вали,на старый-новый год работу подогнали".... При наварке второго уха я устал быть сварщиком-наварщиком А при наварке третьего ушка я начал разговаривать сам с собой... р.с. плакировка панчем,далее Св08г2С, переходы с тела коллектора подправлял тоже панчем. Проковка каждого слоя.
1 балл
-
Да ,Владимир усе просто камера выловила такой фокус комфортный для нее и вчера я тоже самое показал и правду где дуга как вы выражаетесь с "фонариком" я вырезал ,,,, а так да был и фонарик и по времени он больше многократно. Человеческий глаз сложнее и точнее ловит "дугу" , не но бывает и с фонариком тоже на больших токах и тут уже не чего не поделаешь и только затемнение увеличивать до максимума да и лучше стеклышка хамелеон не сможет . нУ и все таки свое снимите видео и будет понятнее что так резко меняет ситуацию при смене диаметра электрода . Да и расскажите как затачиваете электрод и на чем и делаете ли притупление ? , может аргон не совсем качественный и тоже может встревать в дугу ,,,,, в общем пока одни вопросы???? Зы попробуйте потянуть дугу и что будете наблюдать, расскажите .
1 балл
-
Прицеп изготовленный с нуля и поставленный на учёт в ГАИ.
1 балл
-
Неудобно делать снимки коллег на той же схеме . Деликатные попытки призвать к качеству не находят отклик - откровенное непонимание ( или неумение ) . Аттестованные НАКСом куча раз , пенсионеры уже , полстраны сварили ... Нельзя материться Очень хороший и популярный у нас бизнес , на которое смотрят (сверху) положительно ... На днях сказал директору в глаза - ты не видишь , что работаешь с рукожопами и качество работ - только расстрелять . Улыбка , да ладно , это вода , сроки , всю жизнь так делали . Б..., так и живём .1 балл
-
Оживлю тему . На данном этапе - котельные заморочки , где все СНиПы , ГОСТы и РД "вне закона" , хотя на вопрос , покажите , где есть хотя бы намёк на отличие сварки "воды" от других сред - пустота . Всё и вся делается через ж... одно место и это считается нормой . Начиная от монтажа узлов до самой сварки стыков и действия сделать всё качественно встречают откровенное непонимание , начиная от начальников и заканчивая коллегам по цеху . Меня это бесит и делаю (стараюсь) , как должно быть и , если есть намёк на претензию - время , материал сварочный и подобное , посылаю или перенаправляю к сговорчивым . Высказался . Речь , собственно , о другом . Чем проще - тем лучше . Простота - залог успеха . Ну и прочие "аксиомы" данной методы . Не всегда оно верно , но и нередко , именно , простота - залог качества , скорости и эффективности . При условии минимума затрат и телодвижений , имея на выходе достойный результат - это наше всё . Много букв , суббота , пардон , коллеги Итак , к делу . В нарушение всех правил , "на воде" варят всё , как попало и куда попало . Все мои наработки по монтажу в такой действительности , если не потерпели крах , но потребовали некой коррекции и в итоге монтаж неких несуразностей был переведён в другую плоскость , что не требует каких-либо точных инструментов и прочих приблуд . Достаточно ровной поверхности , будь то стол , кусок швеллера или иная плоскость , даже в ограниченном пространстве . Ну и минимум инструмента . На снимках постарался детально изобразить весь процесс , так что комментировать , в принципе , нечего , но тем не менее . Любая , имеющая параллельные плоскости железяка , пару струбцин , несколько пластин для подгонки по высоте и ровная плоскость . Весомая железяка - по желанию Прихватка , коррекция угольником и всё . "Продолжение" узла рисуем по той же схеме . Затем собираем пары , уравновешиваем их и на "вращатель" . Всё для нашего удобства - жизнь нынче и так сложна . Зазор 1мм , фаски сняты , св.ток 56-60А , эл. LB-52U 2,6мм . Ну и результат "на выходе" при минимуме телодвижений и измерительных инструментов . Спасибо за внимание ! Всем удачи !
1 балл
-
Для любого режущего инструмента и абразивного в частности, существует коридор оптимальных скоростей резания.1 балл
-
Вроде для любого абразива есть оптимальная скорость движения, всё что мешьше или больше не есть гуд. Увеличивая скорость ленты - увеличиваем производительность, но живёт меньше и съедает за жизнь меньше чем могла на оптимальной скорости.1 балл
-
См.-это условная единица измерения,что бы клиент примерно понимал стоимость работы.У меня много раз было,что озвучиваю стоимость работы,а клиент говорит:у тебя же см.70 р.стоит,говорю:ну раз хочешь по см.,то давай считать по ним и в итоге выходит намного дороже,а в обратку уже не иду,сам захотел-плати,нет-до свидания.1 балл
-
По ряду причин ответить оперативно не смог . Для раскроя использую обычный линолеум , желательно , чтобы он был достаточно эластичный и ширина пластины не менее 100мм - чем шире , тем лучше , но в разумных пределах . Плотное прилегание к трубе и совпадение кромок . Короткая лента "работает" некорректно , лучше , если будет небольшой захлёст . Резать в одном направлении . Мелкая болгарка даёт "волну" и на диаметрах свыше 108 мм использовать её нецелесообразно , 230-я - самое то и рез значительно ровнее , главное не заваливать её . Режу "искрой на себя" ( правда , искры летят мимо , но тем не менее , способ именно так обозван ) и линия реза всегда в поле зрения . Методика реза - после сквозного пропила ( он тоже постепенный - сначала небольшой запил по линии и далее , по ходу , пропил ) , прохожу по намеченной линии , намечая и углубляя канавку с постепенным прорезанием . Где то было видео ( может не такое информативное , но суть ясна ) , не найду , сюда кину . Из недавнего После постановки боковых прихваток верхний зазор "уходи" и плоскость тоже . "Поправляем" это дело подручными средствами . Можно и пластину на прихватку поставить , но я отказался от этого , чтобы тело не трогать . Дальше - по накатанной схеме со всеми нюансами . Готовую кракозябру в горизонт и всё , готова .
1 балл
-
Александр , отпишусь здесь , потом перенесёшь в соответствующую тему , если что . Весь мой бесхитростный арсенал с годами /опытом и благодаря ущербной действительности , довольно-таки , прост , но эффективен ( в моих условиях ) , а по затратам - бюджетен до неприличия . Любые направляющие - двутавр , швеллер и т.д. Равнозначные по геометрии обрезки - это если плеть длинная или тройники в другой плоскости позиционировать . На основной "лыже" пара-тройка вырезов под шов . Всё остальное - на картинках . Суть процесса проста до безобразия , даже в одно лицо . Добавлю сюда же . Требуется скрестить два этих узла .
1 балл
-
@YRY, ну тогда все просто. Есть в Москве КАСТОЛИН, и еще есть ... не помню, не мое профильное. В Ростов на Дону, то же есть компания. Они поставляют, изготавливают релит. К ним можно постучаться. А по фото детали можно сказать, что тут главное не перегревать. Т.е. надо относительно шустро ручками работать, чтобы перемешивание было минимальным. В остальном ни чего особенного нет. Скорость наплавки относительно низкая будет. Деталь масивная, поэтому думаю, что предварительный подогрев будет нужен, этак градусов до 250-270. Насчет остывания... надо смотреть, что будет после мех обработки. Если трещины не страшны, то можно и так оставлять остывать. Если трещины не допустимы, то в печь. Тут надо еще будет смотреть, успеешь или нет все наплавить за раз. Может будет постепенно, наплавил часть, потом в печь подогревать и опять продолжать потом. Нагрев такой детали - часа два. Чтобы вся равномерно наплавилась. Если она не 10 см на 10 см1 балл
-
Чистота реза при резке пропаном или ацетиленом зависит от чистоты кислорода. При кислородной резке можно применять газы,которые при сгорании в смеси с кислородом дают температуру пламени 1800-1900 С Коэффициентом замены ацетилена называют отношение теплотворной способности ацетилена к теплотворной способности другого горючего газа.Если ацетилена расходуется 1000 дм/ч, при его теплотворной способности 12600ккал,то,зная теплотворную способность пропана 21200ккал,находим коэффициент замены.Он равен 0,6 умножаем на Vа (1000дм/ч )получим 600дм/ч. Иными словами,чтобы получить равное количество тепла надо сжечь 1000дм ацетилена и 600 дм пропана в кислороде...только кислорода для сжигания пропана надо будет израсходовать в 2,5 раза больше ,чем при сжигании ацетилена Температура пламени большинства горючих газов определяется скоростью воспламенения,которая зависит от физико-химических свойств газа и количества кислорода в смеси.Величина скорости воспламенения ацетилена 12,-13,5 м/сек,пропана 3,8-4,5 м/сек Чем больше скорость воспламенения,тем больше температура пламени..и возможность обратного удар) Исключением будет являться водород- при сравнительно высокой скорости воспламенения имеет низкую температуру пламени,т.к .обладает малой теплотворной способностью . Поскольку ацетилен дает наибольшую температуру пламени 3150 -3200 С,то его применяют во всех случаях газопламенной обработки металлов . Для разных газов требуется разное количество кислорода,подаваемое в горелку/резак.Для сжигания одного кубометра ацетилена требуется 1-1,3 кубометра кислорода.Для сжигания куба пропана нужно 3,4-3,8 куб.кислорода,а при сжигании природного газа нужно на куб газа 1,5-1,6 куб.кислорода. ,, а теперь прикиньте экономическую составляющую и делайте выводы1 балл
-
@Георгий 11, эти электроды имеют рутилово-целлюлозное покрытие, очень богатое инициирующими и стабилизирующими добавками. Поэтому, обеспечены лёгкость зажигания (в т. ч., повторного) и устойчивость горения дуги в широком диапазоне длин дугового промежутка. По вышеперечисленным причинам, эти электроды отлично уживаются с источниками тока, неспособными работать электродами с основным покрытием, имеющими низкие показатели напряжения холостого хода и скорости нарастания тока КЗ и с источниками переменного сварочного тока.1 балл