Лидеры
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)



Популярный контент
Показан контент с высокой репутацией 20.01.2021 во всех областях
-
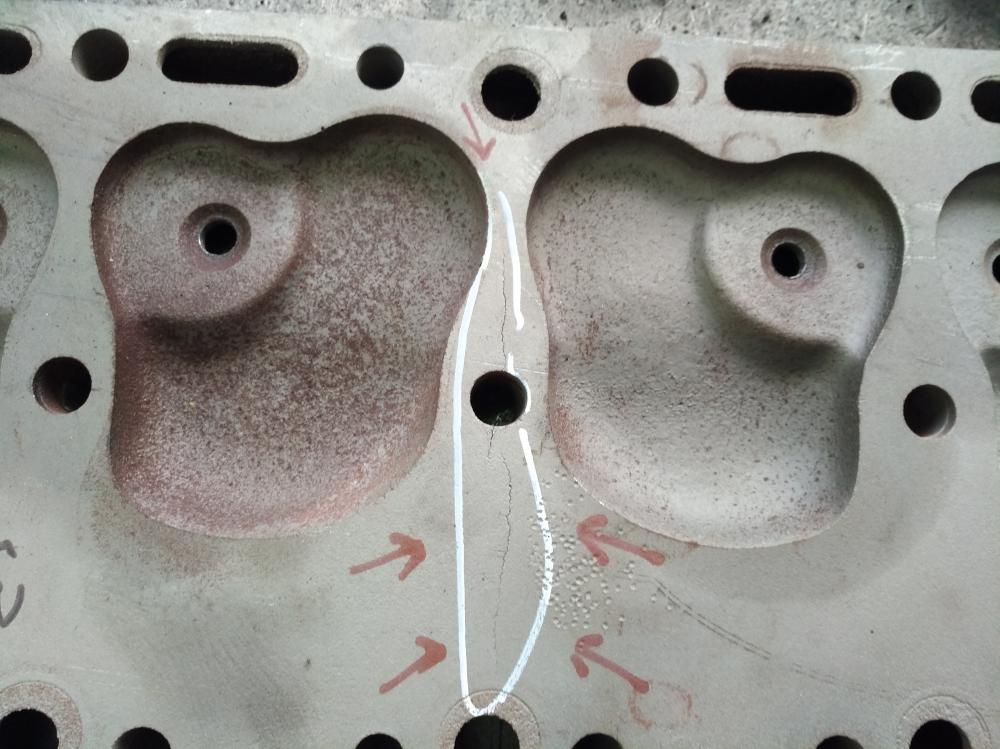
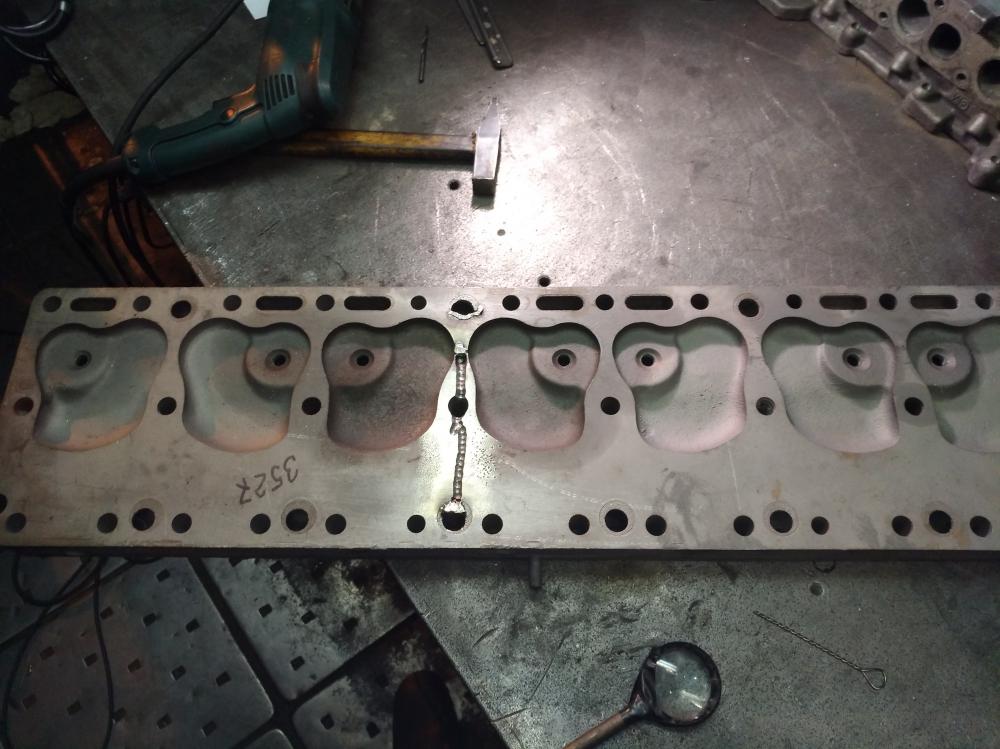
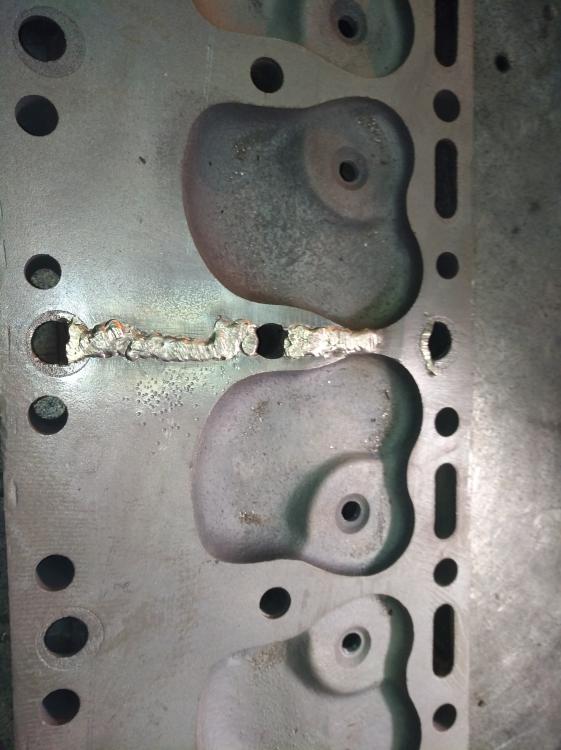
В октябре 2020 года клиенту кажется не понравилась цена озвученная мной. Потом пришёл в конце ноября...опять не договорились.Он ушёл думать. Принес 13 января и я от дурости(или доброты душевной) согласился делать дешевле. Итак, при наварке первого уха я даже припевал "тили-тили,трали-вали,на старый-новый год работу подогнали".... При наварке второго уха я устал быть сварщиком-наварщиком А при наварке третьего ушка я начал разговаривать сам с собой... р.с. плакировка панчем,далее Св08г2С, переходы с тела коллектора подправлял тоже панчем. Проковка каждого слоя.
 7 баллов
7 баллов -
По сути Вы оба правы. Ток увеличивается, а напряжение падает. При КЗ (идеальном, не учитывая внутренние сопротивления) ток стремится к бесконечности, а напряжение к нолю. Это при одних и тех же не сменяемых параметрах.6 баллов
-
@LKS, Сударыня, в этом ролике почти всё то, что вам нужно. Хотя, что-то можно упростить, а что-то добавить. Зачистка кромок может производиться как фиброй от 3М. (ооочень производительна, на втором ролике) так и специальными машинками с твердосплавными фрезами, их несколько видов, можно плазморезом как нарезать трубы, так и снимать фаски. Хотя трубы можно тоже резать ручными твердосплавными пилами, (циркулярка) 200мм. легко. Врезки можно делать как плазмой, только внутрь трубы засовывать "совок" на который будет лететь грат и капли металла, дабы не загадить девственно чистую трубу.) Так же можно сверлить шуруповёртом, твердосплавными коронками по стали. Есть и специальные кондуктора для позиционирования труб, фланцев и т.д. Ну и самый простой фаскосниматель @LKS, Вот машинка для труб, есть разные фирмы и цены. Так же есть монтажные пилы с твердосплавными пилами, НО, там только до Ф 100мм. Или сэкономить - https://youtu.be/81IqgH3R0MU5 баллов
-
А я уже знаю,особенно после этого коллектора. Лишний раз понял,что сварной слезам клиента не должен верить Есть желание - оплата 100% вперёд и срок исполнения тот,который я озвучил. Устраивает - по рукам. р.с. когда сам проходишь какой-то этап в работе,то приходит понимание,что лучше в телефоне пасьянс раскладывать,чем убивать здоровье,время и расходники за копейки.4 балла
-
"Реношные" поддоны хороши и при разделке(жесткие), и при сварке.
4 балла
-
С наступлением морозов поехали теплообменники с колонок. Что характерно, уже был паянный-варенный. Клиент просто пожал плечами, мол бывает, второй раз разморозил. Танцы на граблях http://i.piccy.info/i9/2735a252e5ad85fd4e3a50c9e50a5ab0/1611121990/55472/1405052/20210119_174941_800.jpghttp://i.piccy.info/a3/2021-01-20-05-53/i9-14166221/450x800-r/i.gif http://i.piccy.info/i9/1f8d6910429d1b424c1dd99a2d3404c6/1611122096/80293/1405052/IMG_20210119_141243_800.jpghttp://i.piccy.info/a3/2021-01-20-05-54/i9-14166223/566x755-r/i.gif4 балла
-
Интересная машинка за 30 тр.3 балла
-
Это смотря кто, где и для чего выпускает. Вот посмотрите польскую торговую площадку https://allegro.pl/kategoria/przyczepy-naczepy-18528?bmatch=cl-dict210105-ctx-aut-1-4-0112 Самому приходилось варить (ремонтировать) английские прицепы, как для легковых автомобилей, так и для перевозки лошади. Чистил место сварки сколько мог, но и после этого варить все же тяжело. Цинк мешает. Как правило стальные прицепы цинкуют погружным способом в расплаве цинка.3 балла
-
3 балла
-
@Вад11, у меня такой больше года трудится, из косяков пару раз отключался моторчик привода, лечил не навязчиво, вынув штеккер из платы и подсоединив к нему батарейку от шуруповерта, мотор начал крутится вернул штеккер в исходное положение. Эта модель имеет минимум две компоновки, у меня с платой ближе к корпусу.
2 балла
-
@Serj55441, а какие суммы фигурировали, если не секрет?2 балла
-
@Дядя Сэм, Здоровско. Но лично у меня не вызывают энтузиазма рамы прицепов из труб. Заводские прицепы в последнее время сплошь оцинкованные. К ним вопросов нету. А вот просто покрашенная конструкция, изнутри ржавеет только в путь, особенно в дорожных условиях. Наверное я перестраховщик. Обидно просто, что хорошая вещь прослужит не так долго, как могла бы.2 балла
-
2 балла
-
2 балла
-
Пришли на ремонт( растяжки?ванты?) с американского крана.Деформированы уши,одно оторвано,одно держалось,но имело следы ремонта.Была поставлена задача выправить уши на холодную и приварить,в случае неудачи изготовить новые из металла с такого- же крана.Правка на прессе не увенчалась успехом,ухо с треском лопнуло .Изготовил новые и приварил с предварительным подогревом и медленным остыванием.Американские электроды для крана оказались полным УГ,козырят как не знаю шо,горят куда хотят,да и вообще звук горения неприятный,шлак в корне трудно удалим и наверное кое где немного остался.В работе руководствовался указаниями сверху и здравым смыслом,не знаю насколько все верно,но как-то так...
2 балла
-
Прицеп изготовленный с нуля и поставленный на учёт в ГАИ.
2 балла
-
Маска сегодня пришла, потестировал немного, в общем доволен, после Блювелд конечно огонь, в процессе видно будет, да на солнце срабатывает но посмотрим по факту, решение есть.
1 балл
-
@Serj55441, так я не знаю, как донести, что такие сварочные работы стОят не "пачку Доширака + "спасибо, офигенно получилось", а намного больше. Снова же одно и то же - "Да чо там, простая железяка?!?". Им же что чугун, что сталь, что нерж - всё одно...1 балл
-
@Спанч Боб, мы когда в этот цех зашли, я в кому впал минут на 40. Там словно музей, все осталось не тронутым со времён СССР. Жаль, что были мы там всего неделю и больше не предвидится.1 балл
-
Это не секрет...это скорее стыд...после проделанной мной работы. Поэтому,если будете делать подобное,то берите не стесняясь.1 балл
-
Кончно немножко не так. Допустимость наличия гарантированного зазора определяется прежде всего требованиями к соединению и конструктор определяет, необходимо или нет сплошное проплавление. Влияние же возникающих пластических деформаций не так критично. Очень спорное утверждение, для примера можно подумать о назначении галтели на валу. Оптимальным считается катет с онованием 1.5-3.0 высоты. У вас получилось.1 балл
-
Например те, кто людей в жертву приносит. Как в Одессе и в Киеве в 2014-м. Во многих "горячих точках" и т.д. Много у них имен. А в прошлом году- людей из храмов выгнали на Пасху.1 балл
-
Вот из-за таких как вы, жмущихся покупателей, мировые финансовые кризисы и случаются. Каждый раз, когда вы что-то не покупаете - где-то плачет ребенок барыги!1 балл
-
7 мм выбрано для наглядности примера. Сварщик регулирую процесс сварки подбирает напругу и ск. подачи проволоки. Этим ручным способом мы увеличиваем или уменьшаем длину св. дуги, в последствие чего формируется св. ванна. Либо она широкая, или становится уже.Ванна, её размер влияет напрямую на провар детали. При узкой ванны - дуга более сбитая- концентрированная и провар более глубокий. Для увелич. ширины ванны необходимо приложить больше энергии для расплава и создания катета. Таким образом, длинная дуга ведёт к нестабильной сварке и увеличиваются капли, их ещё немцы называют глобулы, шов становится некрасивым и бугристым. Берём болгарки и очищаем околошовное пространство. Синергетика в св. источниках существенно упростила весь процесс. Обычно сварщики с опытом предпочитают короткую дугу, у меня опыта мало, поэтому и присадок частенько мокаю, и электрод гуляет. Полуавтомат имею старый немецкий трансформаторный, просматриваю новые, после карантина съезжу что то приобрету. Опыта почти нет - как то железо на бусах старых со скуки подварил. Вам как практику, видимо не надо объяснять как увеличить дугу. Поэтому и вопроса не возникло. А на форуме я ищу новинки и их преимущество, но всё чаще вижу брызганье желчью, компанейщину и скандалы. Жаль. Но что сделаешь - люди разные, такой ожесточенный мир.1 балл
-
@morgmail,теоретик он, к консенсусу не придёте.1 балл
-
При уменьшение дуги, не ток, а НАПРЯЖЕНИЕ, не увеличивается, а ПАДАЕТ.1 балл
-
Изучайте расчет массы наплавленого металла.rtf пособие по нормирование электродных материалов.djvu Нормирование расхода покрытых электродов при РДС и наплавке.djvu1 балл
-
@МассаТом, , и Вам так же , ну и конечно здоровья ! ( как и Всему коллективу форума ).1 балл
-
Очень здравомыслящий сатанист, в свои 94 года, помер в 101. Хотят поработить всю планету под видом добродетели...1 балл
-
@Krazzt, да я так подумал, ну прям на солнце смотреть цели нет, главное сборка, а там упор в основном на стенд, для монтажа можно взять любую другую маску которая схавает солнышко. Связывался с @brat_h, @Luckystorm, @vch, спасибо большое всем что откликнулись, как в личке так и в теме, @brat_h упомянул за козырьки для датчиков, для работы на улице, посмотрю по факту того как.1 балл
-
@Rayans, я тебе скажу так -- есть места где придётся варить электродиком, или аргончиком... придётся. А в остальном п/а на металлоконструкции выигрывает всегда. И по качеству, и по скорости. Ну разные бывают сварщики. У меня, например, аллергия на поперечные швы. Если проекта нет, а его зачастую не было, то я всегда их избегал всячески. Часто это лишние швы, которые никак не добавляют прочности конструкции, даже если бы они не создавали напряжений, и не уродовали ттх проката термическим влиянием.1 балл
-
Деформация напрямую зависит от тепловложения. Потому выводы можно делать только сравнивая одинаковые абразцы сваренные двумя видами сварки, одинаковым присадочным материалом. С одинаковой геометрией шва.1 балл
-
Здравия.У вас не проверяют центр оси относительно коробки?акцент только на лампочках.1 балл
-
Вот борта и днище себе на прицепчик сделал. Брал раму с вином, в ГАИ на учет отказались ставить без бортов - пришлось борта изготавливать.
1 балл
-
1 балл
-
Вот такую основу для лестницы забацал знакомому за выходной (из бесплатного металла)
1 балл
-
Закончил сварную цепь в золоте) Диаметр проволоки 0,56мм. Ни одной пайки, только сварка, только хардкор)
1 балл
-
Бр.КМц 3-1 полуавтоматом будет давать поперечные трещины на длине шва 70-80 мм без подогрева и без проковки.Продольных трещин не будет,тем более по центру.Панч может не устраивать на тонких стенках -все -таки надо учитывать проковку -силу удара.1 балл
-
Серега,не забивай себе мозги разной хренотенью. Возьми ст.3 3-4мм -полку от того же уголка-отожги(нагрей до красна и дай остыть )...все.1 балл
-
Толщина S-15мм 125-135А Резал, варил. Отверстия 55мм. Видео заказчика: https://vk.com/video493250595_456239023
1 балл
-
Ремонт, сварка стрелы буровой установки Atlas Copco. Толщины 10-30-40 мм.
1 балл
-
Собственно КИМ померил. На самофлюсах 70-80% на карбиде вольфрама 63% . Для такой маленькой горелки это нормально. Осталось отдать в лабораторию сделать микрошлиф посмотреть пористость и померить микротвёрдость.1 балл
-
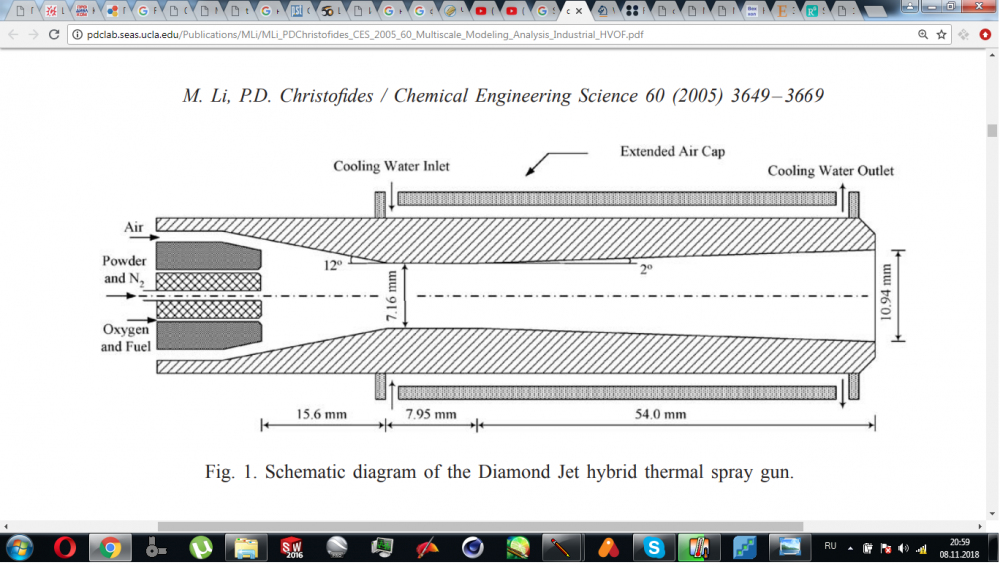
@me1nik, Да собственно устроено всё по классической схеме как на картинке. Только охлаждение не водяное, а воздушное. Покрытие порадовало. Плотное и крепко держится. В лабораторию ещё не отдавал, чуть по позжей. Собственно это улучшенный аналог Термики 3. Там как оказалось с горелкой и питателем большие проблемы. Из улучшений: Полностью стабильный поджиг, то есть отсутствие обратного удара, Подача порошка без плевков, соответственно более равное покрытие без бугров. Ну и перевод управления на электронику, а не механику. От механики отказался, так как не поставишь установку на ЧПУ управление. По расходам на покрытие скажу так, зараза кислород жрёт. Где то 30 минут балон. Для меня это дорого. Следующая установка будет HVAF, пара горения пропан-воздух.
1 балл
-
Отрегулируйте подтормаживание катушки и прижим проволоки в МПП. Проволока подаётся неравномерно.1 балл
-
Варит быстро и красиво. Варит тонкое. Можно настроить чтоб было брызг поменьше. Варит крепче чем электроды из хозмага примерно в два раза. Нельзя варить на улице -- ветер сдувает газ, и расплавленный металл сгорает в воздухе. По расходу газа и проволоки выходит дороже сварки электродами. Про порошковую проволоку, которая варит без газа забудьте -- это не сварка, а развод на покупку этой проволоки. Возможность варить цветмет зависит от марки аппарата. Для алюминиевых листов и профилей может сгодиться, а для ремонта литья никак. То есть качественно заварить диск или блок не получиться. Если хотите сохранить репутацию грамотного и добросовестного мастера -- даже не пытайтесь. Пролистайте эту тему сначала -- многое станет понятнее.1 балл
-
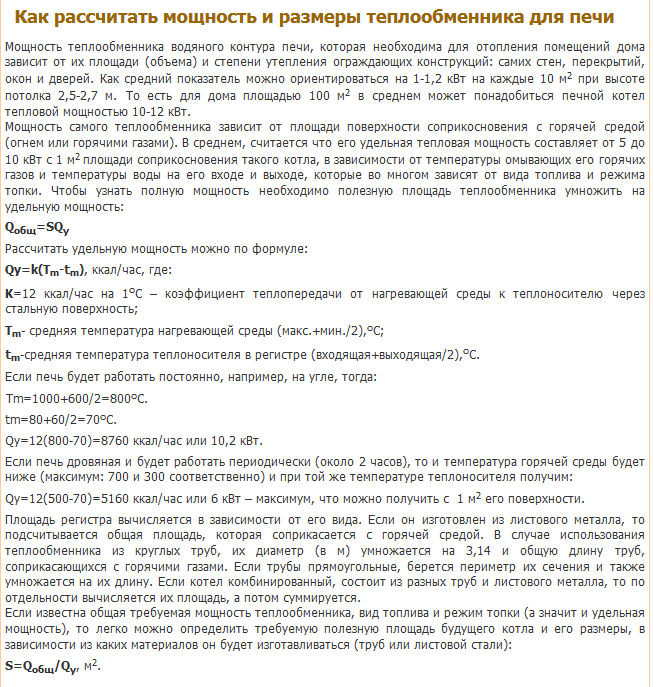
памятка тем,кто собрался варить котел ,не имея опыта расчета мощности. 1м2 поверхности топки дает- уголь-10кВт. дрова-6кВт. подробнее-на скрине.
1 балл
-
-религия золотого тельца ,побольше бабла срубить ( с меньшими телодвижениями ) и это повсеместно ,порядочность- мягко сказать не модное понятие ...1 балл
-
Какую кайфушку я себе сделал . Правда в 2008 году . Зима, мороз, затопишь, закусачки и 100 грамм . Не передать атмосферы. Равнодушные есть?
1 балл
-
Проверяю давлением около 1 атм http://fotki.yandex....w/195865?page=1 , в закрытой системе случаев работы моих котлов не было. А этому котлу в этом году исполняется 10 лет кирпичный дом, жилая площадь 60 кв. метров, 2,5 т. каменного угля в год.
1 балл