Лидеры




Популярный контент
Показан контент с высокой репутацией 19.11.2020 во всех областях
-
Всем привет! Это сегодняшние швы. Металл 16-20 с разделкой: @selco У нас тоже катушек нет, бухты по 250 кг есабовские. На третьем фото ее немного видно....
 13 баллов
13 баллов -
На самом деле это совсем не сложно. Этот шов действительно длинный и самая большая сложность это сделать один небольшой шажок.. В момент когда переставляешь ногу, горелка дергается, но не критично. А сам шов простой, положил горелку на металл и тянешь ее потихоньку, она сама варит... Главное правильный ток подобрать....7 баллов
-
Ну раз пошла такая тема, то и мои принимайте: Немного нержавейки: И еще немного чернухи: И мой аппарат трудяга:
6 баллов
-
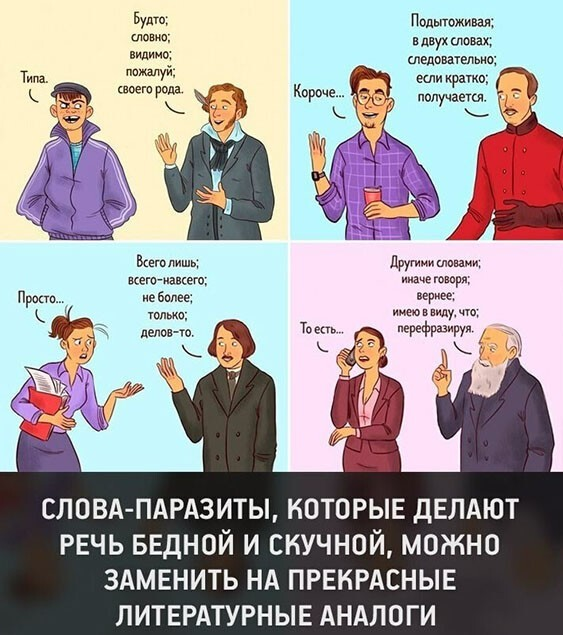
"Парень познакомил со своей семьей, только предупредил, что его мама учительница русского языка и литературы и очень ревностно относится к чистоте русской речи, не приемлет мат и слова-паразиты. Конечно вечером на мои "блин" и "ешкин кот" она морщилась, а в конце намекнула, что перевоспитает меня. Я пожала плечами и не поверила. Ровно до тех пор, пока мы не пошли их провожать и отец парня поскользнулся на мокром снеге - 50-летний мужчина, сварщик с огромным стажем работы на стройке упал навзничь в лужу... и всё что он произнес: “Экая неприятность!”. Теперь я ее боюсь."4 балла
-
Где?Не вижу. Шучу. Не вот правда -- мы своим намётанным глазом, да ещё и с подсказкой, что это швы -- видим швы. А человек далёкий может их и не обнаружить совсем. Я вот аж проверю.4 балла
-
Была подобная фигня, только нержа и титан. Спаял ТИГом Харрисом 0. Моцик гонял конец лета и осень. Все гуд.3 балла
-
Однако же сваривать тонкую медяху с тонкой нержей ТИГом чирканием- очень на любителя занятие ...3 балла
-
Ну значит вариант с контролем КЗ, чтобы проволока после окончания сварки не прилипала. Есть такая штука, не регулируется, после каждого последующего касания счетчик сбрасывается. По умолчанию, сделал контроль касания для отжига 0.2с на малых токах и 0,4с на больших. В рут процессах 0,2с.3 балла
-
@Вад11,как говорят в Нашей Раше-я это делал сотню раз..с прутком это будет гораздо проще....а импульсная машина и вообще сделает процесс неинтересным...шлёп-и готово! забубениваться в дебри теории тут не станем-решим задачу чисто практически...я бы показал даже, слава партнёрам ВЭМТ-меди и нержи у нас-завались!!! с чернухой проблемы и с Аl грёбаный ковид....3 балла
-
Ну не что им не мешает свариваться меж собой и вот самое "дешмановское " видео отыскал , можно бы и поаккуратнее сварить но кто как умеет или хочет .3 балла
-
3 часа от звонка до звонка отсидел... было не оригинально, но временами занимательно...На данный момент чисто функционально ЭвоМИГ в сопоставимой мощности переигрывает итальянца даже не по очкам...что однако не умаляет его добротности, как породистого представителя европейской школы...без изысков-но добротно.... как ФИАТ..3 балла
-
Это просто рабочий ток для сварки двоешной нержи. Поэтому если вы считаете что навалили это не так, хотя 1мм медяшки может и подойдет. Металл чистый? Зазор между медяшкой и нержей не гуляет, а во время сварки? Может прихваток маловато? Ставьте точки каждые 3-4см, на токе ампер так в 150-170, клац и готово. А дуговой промежуток какой? По традиции чем меньше тем лучше, удерживайте 0,5-1мм, на прихватках на большом токе, лучше стремится к минимальной длине дуги.3 балла
-
Сегодня на вебинаре Рутектора спецы от СЕА тож эту функцию пиарили как нечто суперское ноу-хау....а оказалось, что можно и с другой стороны зайти-Эво тому пример... Мне, кстати, ПРЫЗ обещали за активное участие....-а что еще делать сидя на изоляции?3 балла
-
видел. Да, забыл. Как-то не отложилось в голове. Именно целенаправленно идти к этому, вот чего не учел, т.е. постоянно использовать как то не укладывается в голове. К чему такое? А еще работа осциллятора... Бывает что нет нет да треханет, если держишь деталь, а электрод не к той прилепится на которой прищепка, а к той, что рукой держишь. А тут еще и работа осциллятора... Песня. Как поток газа на щеку проверять со включенным осциллятором. когда прошу помощи, то что уже проверял и делал, просто помечаю, что пройдено. Но в любом случае, кто помогает советом, все равно спасибо, подтвердил правильность действий. И Алексей не говорит, что именно в этом проблема, а опять же дает совет. Как и я. Да в целом как и другие. Иногда проверял, но не работает. А вот на следующий день не понимаешь, как проверял, если очевидно проблема в этом ... И думаешь, либо глаза закрыты были либо ... А вот совет, помог вновь проверить и вернуться к этому пункту. Я с иностранцами работаю. Если бы вы знали, сколько раз они спрашивали, а кабель сетевой включен в 220В ? И что, все лесом посылать. Мало ли что клиент сделал и как подключил горелку или вставил электрод. Некоторые в ТИГ просто не затачивают электрод. Отломил "застратый" участок и пошел шпарить ... В общем, мне не обидно. Просто реже хочется отвечать, т.к. трата времени ни к чему, даже к спасибо, не приведет.3 балла
-
@copich,Не,а шо?3 балла
-
@bulatroma, Вы написали, что "тем-же вольфрамом на другом аппарате варит отлично"- а на каком "другом"? Там точно такой-же Сварог с выставленными один в один параметрами?.3 балла
-
@welderman,Ну,у меня не было такой возможности,т.к оборудование казённое.Приходилось все в душе переживать.@selco,Тут Валерий дело несколько в ином.Я часто вспоминаю уроки труда в школе.Был у нас слесарный так сказать класс и деревяшечный.Так вот кто хотел на токарном работать должен был из дому принести резцов.А у всех практически родители работали на заводе и резцов свистнуть не составляло труда.Но резцы на заводе с державой как минимум 20 мм,а у станка ТВ-4 державка 12 мм.Выдавалась ножевка и резец надо было вручную пополам перепилить.Кто проверку на вшивость не проходил,того отправляли делать ручки на грабли и больше разговоров не велось.Вот такой вот хороший педагогический ход.Эх...а сейчас уже нет станков и на трудах пицу готовят...2 балла
-
Как по мне ,то баллон большой по любе брать,вентильную горелку на ручник,простой редуктор,много вольфрама и тренироваться на чернухе хотя бы несколько месяцев по выходным.Если после этого не случится запой и горелка не будет разбита- будет дело.Далее украсть/ накопить/ занять на обязательно АС/ДС какой душе милее и дальше развлекаться.2 балла
-
Аргон 92 + 8 углекислоты...2 балла
-
@welderman, а у меня выхода на тот момент особо и не было. "Тарелка" с центром с предохранительного клапана от гидростанции лопнула. Пружиной со временем с одной детали две сделало. Получился продолговатый цилиндрик-центр и плоский бублик-упор пружины. Попробовал своим телом- шов сразу трещит. Залил все сплавом СрМ70 и только с торца. Типа временно, на вечер, а там деталь выточить новую. Так и осталась работать...2 балла
-
@welderman, можно по разному) Нужно пробовать и смотреть. Серебро в качестве присадки на нержу укладывается замечательно, гораздо лучше, чем серебро на серебро. А присадкой серебро-медь лечил трещину в углеродке, которая своим телом вообще не сваривалась. И вылечилась, хотя по идее не должно было)))2 балла
-
@welderman,Ну нихрена нет тоже разное бывает.Я в свое время на ручник вешал контактор и газ.клапан.Тоже конечно такое,но уже что-то .С другой стороны приходилось на работе плиты наплавлять по 800 кг медные в гелии,а источник в гелии не поджигает дугу ВЧ.Еще более на любителя занятие.)@Xray,Как по мне,так свариваемую медь прижать к нерже механически,вольфрам толще нужно.Видимо металлы деформирует при сварке,пока они холодные общая ванна есть,далее кромки расходятся и образуется какбе две ванны.И где вообще фотокарточки?2 балла
-
ТехноБДСМ-наше Всё!!! Мы не ищем лёгких путей!Девиз-нихрена нет -А ОЧЕНЬ НАДО! -наше кредо @Xray,я студентам часто повторяю( правда, они не запоминают ни хрена), большинство сварочных задач имеют часто не одно решение и тот, кто посоветует Вам сделать наоборот-тоже может быть прав... дело в некоторых, не всегда афишируемых или неосознаваемых нюансах ... металловедения, техники, возможностей конкретной машины.. и ещё 100500 переменных. кои в итоге и определят успех предприятия. @Victor Kotyara,я бы сделал с точностью до наоборот и тоже не факт, что изделие не пройдёт контроль по ТЗ..2 балла
-
Тогда уж вот из вот.. ...кстати , в Форсаже 200 ПА эта функция имеет название -"Растяжка дуги".... диапазон 0.1-0.5 сек... ему хватает, хорошая машинка, только абсолютно ручная и линейная...но весьма вменяемая.... у нас студиозусы из отделения НПО её больше любят чем Свароги Реал МИГ-проще настраивается... к тому же ГРПЗ-респект! провел работу над ошибками наших машинок( 5 штукоФФ) даже за пределами официальной гарантии( спасибо акции Вебсварка на Вятке)2 балла
-
Я немного далёкий, с первого просмотра на долбофонке не узрел, возвращаясь прокрутил обратно и да о чудо увидел сразу на втором фото потом на 1м и 3м фото2 балла
-
Добрый вечер .... Ну ,вот....Имеются два аппарата,один работает,а другой нет... 1. Несложно поменять всю обвязку рабочего на нерабочий,т.е -шланг пакет , газ... 2. Отключаем клемму Вч поджига и подключаем любой осциллограф.ставим предел напряжения вольт 70 и смотрим осциллограмму сигнала (дугу лучше удлиннить), можно поставить сопротивление на выход,т.е электрод -масса порядка 1 мом. увидим формы сигналов и алгоритм изменения в зависимости от регулировки балланса. .3.Если после замены обвязки Ваш не работает ,то в ремонт Блин ,в зоне доступа есть подобный аппарат , а здесь сэкс по телефону разводим.... Хотя.....Если вылетает один диод в выпрямителе ,то получим импульс на выходе и получим именно ту картину,что автор пишет. Получаем выброс напряжения в рабочей фазе этого диода.....Осциллограф это мгновенно кажет....+ кажет нарушение формы сигнала(напряжения) вследствии издохших емкостей.....2 балла
-
@copich,Не тряханет,а взбордрит в начале смены.И в ее течении.))Впрочем в паспорте некоторых советских осцилляторов прямо написанное,шо применяется для АДС и ручника с электродами " с малым потенциалом ионизации" или что-то в этом роде.2 балла
-
О! достойный пример... что ваяем? Просто интересно.... зазор-это враг-надо исключить , так как если его нет-то он может сразу появиться в силу термической деформациии, много не надо.... по оЧучениям-мало тепла( току) .... далее-цельтесь в край нержи а не в край Cu или сопряжение листов... то есть зажгитесь на нержи и как бы подкатите тепловое пятно под медь....должно получиться Техника-конечно не для перфомансов подобных....2 балла
-
старое --забытое ЗЫ, Сергей ты похоже на семинар ходил ,,,,, я вот совсем забыл и прозевал .
2 балла
-
@Alexxxxxxx, попробовать подвесить некоторое количество емкостей параллельно дуге. Чтобы заряжались через токоограничительный резистор, а разряжались лавинообразно напрямую в образовавшуюся дугу. Только придумать, как быть с вч поджигом. Получится максимально возможное нарастание тока, ограниченное по скорости только самими емкостями и индуктивностью сварочных кабелей.2 балла
-
Смысла в такой еде особо нет. Попробовать можно, но мы привыкли к еде которую едим всю жизнь. Много чего было перепробовано, но всегда возвращались к салату оливье, селёдка под шубой, салат мимоза, курочка в духовке, бутеры со шпротами, колбасо-мясо-овощная нарезка, ну и сало. Ну и водка . А стрёмная дохлятина это уже не про нас. Вон короновирус начался из-за поедания "винтокрылых".2 балла
-
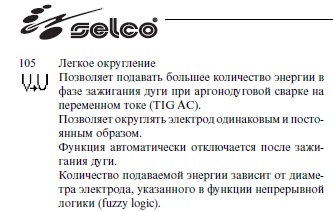
Антон опередил но не суть , он вроде и в ПА горелку пихал электрод ММА , ну а чо такого вот у меня ТИР315 и в документации (тех паспорт ) было обозначено что можно и покрытыми электродами варить , пробовал один раз очень очень мягко просто шепчет . Игорь но не со зла наверное это а машинально . Вот вчера запамятовал самое главное отписать и большая вероятность что в сим проблема . И так как вы начинаете сварку то есть речь сейчас о набросе тока в начале сварки и если он "огромаден" то розочка практически не избежна . Я вот не когда не включаю сий наброс и начинаю с относительно небольшого тока ну и подъем тока до рабочего где то в среднем 0.7сек , объясню электрод холодный и ему нужон разогрев и это как бегун - спортсмен ноги разогревает на месте перед основной "гонкой" или боксер руки , так и электрод прогреется образуется шарик (речь о АС токе) ну и он готов к бою, по другому порвет "сухожилия". Вот на Форсаж там начальный ток выше 40А не поднять , даже если на аппарате будет 430А выставлено . У Селко начальный до 200% от выставленного , но не разу не включал , да и нужно это для малых ампер , то есть работать будете на 5А и 200% начального будут равны 10А да и время можно самое малое выставить . Еще еть функция программно забитая "легкое округление" тоже не когда не включал, не пробовал но не чего особенного не заметил , а зачем он и так округлиться и главное в начале его не насиловать большими токами .
2 балла
-
“Экая неприятность!”
2 балла
-
У родственницы внуки не шарят во времени по стрелочным часам (9 класс), без пятнадцати два тоже не понимают, только 13:45 им ясно (как в смартфоне).2 балла
-
\Как не пили прошивку она просто дергает кнопкой. А режим тока зависит от аппарата, быстродействия ключей и другой схемотехники. Не хотел с этим развлекаться, но думаю придется снять осциллограмму с брендового аппарата и обычного тига. Хоть фронты посмотреть. Есть пара идей что можно сделать с дугой на простейшем аппарате внешними средствами, но горячки с этим не вижу. Тем более что надеюсь позиционером добиться лучше результата чем руками. Новую версию почти доделал, попробую Не пробовал снять на видео процесс сварки. наверное это через фильтр делают?2 балла
-
Если существует surströmming, то можно попробовать и сало. Сюрстрёмминг (швед. surströmming, произносится как сюштрёммин) — шведский национальный продукт, представляющий собой консервированную квашеную сельдь. Слово surströmming состоит из слов sur и strömming, причём sur — «кислый», «квашеный» — происходит от прагерм. *sūraz — «кислый» и родственно нем. sauer, англ. sour и проч.[1], а strömming в переводе со шведского означает «балтийская сельдь». https://youtu.be/e8na27aEk5k2 балла
-
Развертку я сам рассчитал\нарисовал , знания позволяли ( Советская школа ). П.С. в недавнем времени молодого работяге предложил вычислить длину окружности ( изоляция труб, про развертку даже не заикался ...)- в ответ тупое молчание. Дополню, по развертке там нюанс- коррекция на толщину и фаску , крылышки приходилось подрезать.2 балла
-
Совсем чуток сварки , но без нее старый американец Фред , терял до 3 литров "крови" за день .
2 балла
-
Просто контингент изменился. Раньше в РАДС шли люди с опытом в сварке( НЕВАЖНО КАКОЙ), а теперь-прут вообще с нуля.... и менталитет-соответствующий...1 балл
-
Я первое время, горелки на пол бросал/швырял, и по стене( а хотелось по аппарату) лупасил не по-детски.. Близок был к асоциальному поведению...так как процесс шёл через пень-колоду.. то густо-то пусто, трое сбоку-Ваших нет, а завтра-наоборот-короче- напрягало .... конкретно.1 балл
-
Два разнородных металла с разной теплопроводностью,теплоемкостью и скрытой теплотой плавления.1 балл
-
Вот это -главное что ваше скопировал . МНЖКТ и CuSi3 почти одно и тоже , но именно по сварке CuSI3 получше себя ведет так скажем попроще ей ,,,, МНЖКТ при сварке (скорее всего имеет редкоземельные металлы в составе ) на поверхности имеет некую пленочку и она особо не мешает но не опытным может и помешать.1 балл
-
Тогда смотрите все вторичные факторы. Газ, подсос, вольфрам, горелка, расходка. Аппарат исправен. То, что на другом.... это как на другой машине ездить. Да и не всё меняется при перестановке.1 балл
-
@bulatroma, Сильно сомневаюсь, что виноват аппарат. За много лет по ремонту сварочников такие случаи были и чаще всего виной был именно сам вольфрам. При перегибе он лопается вдоль прутка, при сварке раскрывается розочкой. Это удешевление. Аппарат выдаёт только напряжение, ток и характеристику соотношения этих параметров. Ничего из этого не будет влиять на раскрытие в розочку вольфрама ))) при хорошей защите газом. Тем более, если шов чистый, то аппарат 100% рабочий.1 балл
-
Ну если на автомате то не задерживаете дыхание и т.д. , рука крепка и глаз как у орла и все думаю большего и не надо ,,,,, не ПА еще хороший , но у вас хорош без сомнения .1 балл
-
30 лет в теме, даже не знаю, на автомате...1 балл
-
Держаться то - держится. А вот рыжики смущают. Металл грязный или беда с проволокой?
1 балл
-
Усе верно вы написали , но повторюсь зто не индуктивность и в пульсе она физически не может существовать и только в режиме КЗ . например программа написана под нерж с проволокой 1мм , но она же позволяет выбирать импульс (не знаю сколь на Себора) на Меркле 10 в одну сторону и 10 в другую , у ЕВМ вообще плавно то есть импульс изменяется плавно и от сель больше возможностей для сварщика . Но и 10 в одну и другую сторону хватает с лихвой . Теперь поговорим зачем это нужно , да все просто и зависит от расположения в пространстве шва , его подготовленности и например варим в 2f пространстве и все замечательно , но шов пополз в пространство 3G и вот тут могут возникнуть трудности или будет очень длинная дуга или наоборот короткая и брызги , так вот выбор формы импульса позволяет сварщику подобрать оптимальный импульс для обеих пространств ну и естественно мягкий импульс более медлительный и от сель подача запрограммирована под него и наоборот жесткий скоростной и подача выше , ну а длина дуги очень коректно корректируется или напряжением или подачей проволоки у меркле можно выбрать одно из двух . Вот пример мягкий импульс и он бывает сбивается где неровности с ритма , но не везде и все зависит от настроек , ну и в конце очень жесткий импульс -10 переварил все неровности и колебания горелки и заметьте не разу не запнулся .
1 балл
-
Тепло обменник газовой горелки., Harris выручил
1 балл
-
Это самотек редуктора..Такое бывает при попадание под редуцирующий клапан мусора из баллона.А может и выработака уже просто... Тут либо перебрать внимательно или просто поставить новый и не парится...Хотя есть такое вот видео http://www.youtube.com/watch?v=aKCqwePAZ1Q Принцип редукторов одинаковый--поэтому я думаю вам поможет) А может быть я не правильно Вас понял)Может дело в клапане.....Редуктор когда разгружена пружина пропускает? Может просто дело в аварийном клапане1 балл