Лидеры




Популярный контент
Показан контент с высокой репутацией 17.10.2020 во всех областях
-
Наконец то добрался слепить видео , время появилось приболел ))9 баллов
-
А вам слабо ? Приехал варить клетку для быка Вадика а тут отел принять надо, я парень деревенский ))
 7 баллов
7 баллов -
Кувалда незаменима и в аэрокосмической промышленности тоже
5 баллов
-
Да это точно сказано , вот раньше машина уже в хлам и списывают , а раму механик в сторонку на НЗ и она не разу не видела электрода и трещин нет , в НЗ на случай аварии с погнутой рамой и править не кто не будет возьмут старую но надежную и она еще один срок отслужит., металл наверное качественнее был . Я вот как то видео смотрел СССР , раму УАЗ скручивали + одновременно вибрация на стенде в течении точно не помню но вроде 2х месяцев без остановки ну и потом инженеры технологи исправляли слабые места . Не как не найду сие видео и вот нашел конечно посмотреть любопытно , но испытания только в конце ,,,, тормозные шланги трепят ух как жестоко в течении 35 часов .4 балла
-
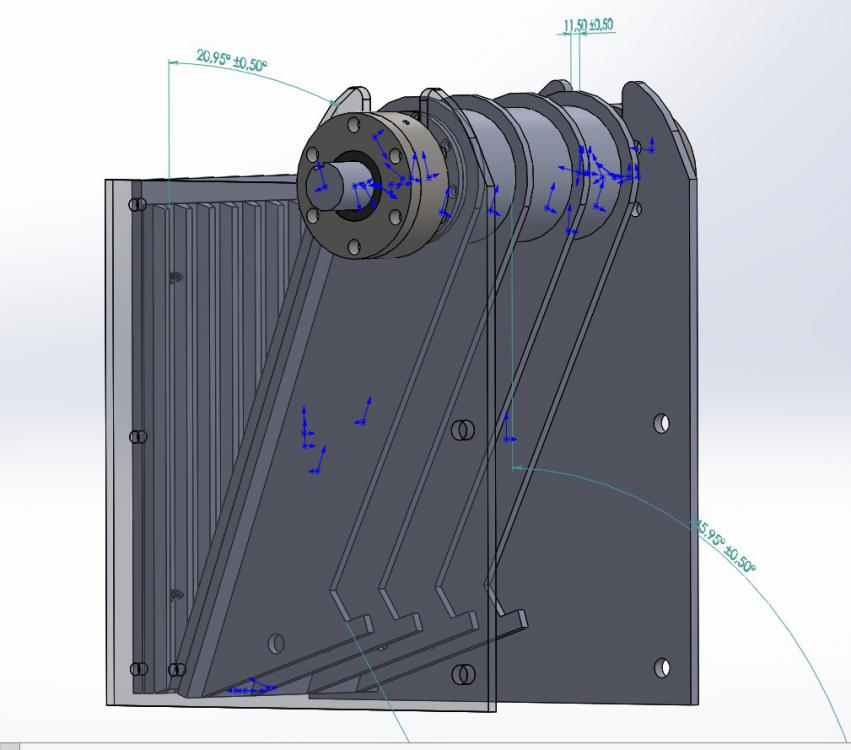
Секретные чертежи секретной раз доработки В общем с учетом допущенных ошибок в первом варианте - практически досчитал новую дробилку. Ход плиты в нижней части уменьшил с 20 до 10мм (за счет увеличения рычага как раз и будет достигнуто увеличение максимального усилия сдавливания) Не стал испытывать судьбу и заложил сразу подшипники с запасом - 2х рядные роликовые конические 2 штуки 3508H на боковинах, 2 штуки 3510H по центру.соотвественно встал вопрос с буксами - вариантов особых небыло - только точить самому. Боковые узлы разьемные (делятся на 2 части) количество болтов подобрал рассчетом на срез по сечению канавки резьбы болта. Сальники с двойной пружиной толшиной 10мм, со смазкой пока не определился с одной стороны туда можно и литола закачать с другой вал ребята хорошо проточили поверхность вала шлифована, можно попробовать залить масло индустриалку либо трансмиссионку. По итогу металлоемкость конструкции увеличилась почти в 1,3 раза. Двигатель сюда встанет бензиновый на 4 кВт. Минимальный диаметр малого шкива для ремня профиль А = 90мм. Соответственно с понижением с 2500 оборотов до 400 диаметр большого шкива получится 560мм по ручью...
4 балла
-
Во еще шедевр отыскал , всем шедеврам -шедевр . Не знаю берут ли они спонсорство на канале ,,,,, но такой сварки я не видел и не видеть бы ....... кто в первый раз брал горелку лучше ей работали . А тут еще рассуждения какую присадку СТО использовать , в общем просто кошмар и вроде дядька в годах примерно в моих и должен уметь варить и думаю варил долго и вроде по рассуждениям теория , но это просто что то , газовой защиты не хватает , горелка прыгает как акробат а цирке , дуга то погаснет то зажжется и какая после этого околошовная зона, но зато в видео реклама "сварка любой сложности" .4 балла
-
Посмотрел уже твой ролик, нормуль. Про форум не забывай. А я Ванька - тулу тролю... Когда же он ума - разума наберется??3 балла
-
Никита ты не прав и вот даже электроды ММА есть и вот Книжка , немножко правду в ней но у меня есть книга быстро не найду так как их много а в какой именно про чугун+нерж уже не помню , так вот в той книжке и ТИГ сварка и МИГ + нерж. есть ,,,,,, порыскаю как будет время . Ну а пока вот 04Х18Н9 , аналог современной 308LSi хрома предостаточно аж 18% но это не мешает чугуну .
3 балла
-
Похвально,что понимаете. Раньше их клеили эпоксидной смолой с наполнителем из мелкой чугнуной стружки...накладывали латку.Технология ремонта на ремонтных заводах МО в конце семидесятых. А алюминиевые блоки и головки ремонтировали газовой сваркой.3 балла
-
даже заводские рамы сейчас идут с усилением, вкладывают раму в раму, (ну как то так простыми словами). А это да уже не от хорошей жизни, делают усиление. В старые камазы помоему как раз входит рама от зил 131,3 балла
-
@milf13, Форсаж 201АД2 балла
-
Хорошо что скотч есть( хотя на мой взгляд синяя изолента надёжнее)(((2 балла
-
Андрей если еще 20 добавить то к шашечкам + шахматы будут. http://websvarka.ru/talk/topic/13708-poluavtomat-mig-200-dual-pulse-on-zhe-sherman-kramer-magnum/2 балла
-
Мне Точмаш 23 советовал Сварка в машиностроении.Справочник в 4-х томах под ред. Н.А. Ольшанского М. Машиностроение, 1979 Вроде том 2 (по памяти)2 балла
-
Меня уже на Ютубе по последнему ролику вопросами и утверждениями ребята начали допекать . Я то что , мне сказали что нужно спасти именно эти блоки.)) Щас глянул в инете куда их ставили ==== Кремлёвские функционеры не были исключением и гараж №1 требовал обновления. Начинается проектирование нового правительственного автомобиля для кортежа «ЗИЛ-111».2 балла
-
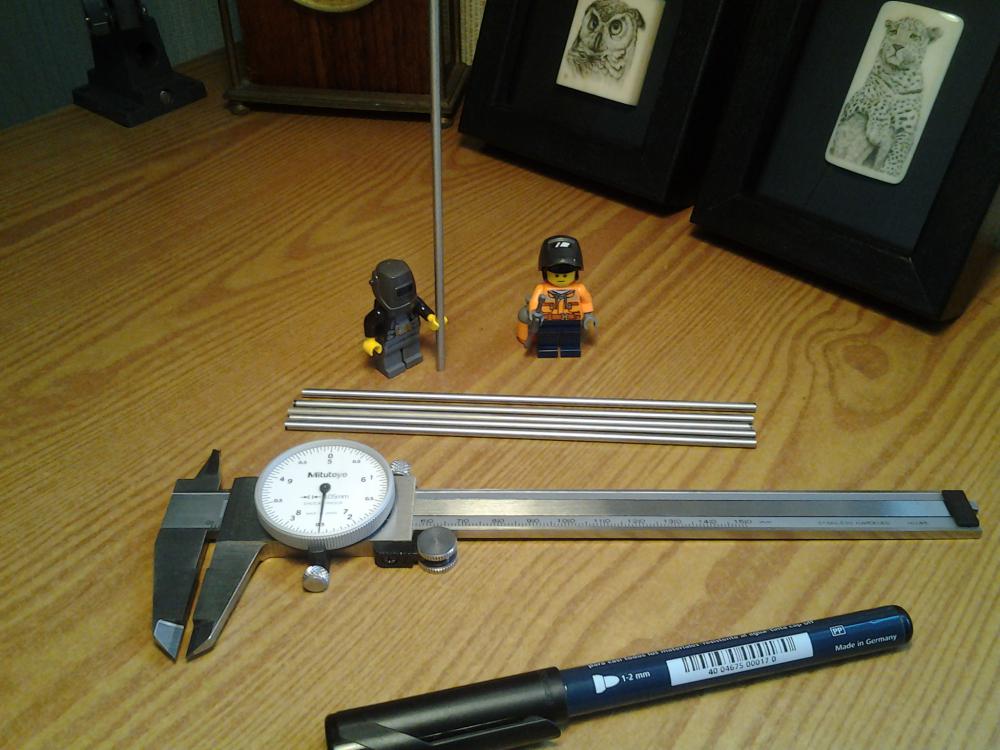
Нониус хорошо виден? Если убрать краску,скажем,две -три десятки на сторону,то получим около 2мм толщину стенки.Варианты удаления краски: пескостуруйная,химическая,механическая.Надо иметь в виду,что переход от шва к основному металлу должен быть плавным.Итак,что мы должны сделать,чтобы добиться нужных параметров?....на ваш взгляд.Кстати,это однозначно -литье под давлением.
2 балла
-
На абсолютном безрыбье можно намотать медный провод на тот же ЦЛ11 и приварить отломанный кусок отливки.2 балла
-
Можно использовать силикон, только сверху обязательно либо чехол на рукав, либо индивидуальную оплетку на каждый шланг. Провод ищи пщ, он не сильно дорогой и мягкий.2 балла
-
@Точмаш 23,Доцент врёт.Доценты вообще народ ненадежный."Ребята" из МГУ,которые в основном состоят из мажоров,профурсеток и детей гор,не будут бегать на дополнительные по русскому и плакать над ошибками в любовных письмах.И никто их не отчислит,особенно каждого пятого.Система образования это конечно отдельный разговор,но главная причина ссанья в лифтах- желание нассать в лифтах.ПС Слово лакуны было для меня апогеем фиаско )2 балла
-
Подпишусь ка я на этого человека с непростой судьбой2 балла
-
Привет! Давно не писал Заказали ребята в гаражном обществе собрать дробилку для бетона, кирпича и керамзитного блока. Мусора вдоль дорог валяется со стройки много, ну а эта штука позволит в гаражах дороги отсыпать. В общем нашел я методичку для рассчета щековых дробилок, выбрал исполнение (со сложным качанием щеки, она проще в изготовлении) рассчитал мощность и параметры эксцентрика. В первом рассчете немного ошибся с углом наклона регулировочной пластины, потом нашел ошибку и все исправил. По материалам себестоимость изготовления получилась 25000 руб приблизительно. Двигатель: 1,5 кВт 750 оборотов. Металла там почти на 12000 руб. Подшипниковые узлы стоят UCF208 (наружние) UCF210 (внутренние) Вал ребята сделали на заказ (свой токарник пока не восстановил) В общем смотрите что из этого получилось. Если какие то вопросы есть под видео детальное описание. Так же прилагаю методику рассчета и эскиз самой сложной детали (вала) новой версии дробилки с эксцентриком в 10мм (материал правильный - Сталь45) Видео: Из недостатков: - вес больше 100 кг, в одного не подвигаешь. - сетку для разделения фракции не ставил. Расчет щековых дробилок.pdf Вал _эксцентрик.PDF1 балл
-
Мои раскопки интересней. Кузовщик осваивает сварку неплавящимся электродом в среде инертных газов с присадочной проволкой или прутком.1 балл
-
@BUTCHER,...шовчик конечно козырный ., вот только сплошником\без отрыва , в таких случаях предпочитал обратноступенчато .1 балл
-
Я брал вот такие розетки шнайдер UNICA.1 балл
-
Если для гаража аврора пойдёт, но не фубаг и не ресанта.1 балл
-
Не ну вот смотри, вот как с ними быть? Я им говорил берите правее шва, а они, не ссы я 100 раз так делал, нет блин, по шву попали! И вот что получилось... https://ria.ru/20201016/kosmos-1580079998.html Вот как им объяснять! Ремень об попу порвать что ли.1 балл
-
Если шашечки, то wega, если ехать, то неон пдг 201. (Имхо).1 балл
-
Андрей ,,,, помню помню и пока не обессудь ну не как я до них не доберусь. Вот пожалуй как снег выпадет и будет время книгами заняться ,,,, и думаю снег недолго ждать , МЧС сегодня смс- предупреждение прислали ливневые дожди переходящие в снег + ветер 17 - 20 м\сек1 балл
-
Друзья! Так то человек совета спрашивал........, а тут грузанули по полной. Интересно чем закончилось дело у топикстартера.1 балл
-
Не, там целенаправленно человек скручивал косичку, пруток жёлтый и пруток белый. Варил чугуняку под нагрузку не слабую. Говорят даже работает вроде как.1 балл
-
Я думаю нержавейка и чугун несовместимы в рамках любой технологии, и с медью и со скруткой и вообще никак. Карбиды хрома образуют хрупкие структуры, которые склонны к разрушениям.1 балл
-
Валерий,вот вам не спится Мы так всем форумом всему маразму на ю-тубе счётчики накрутим. р.с я сам проснулся по будильнику,ехать надо. Ха!Вы прикалываетесь выдержками из интернета.... а вот вам свежачок... http://websvarka.ru/talk/topic/11726-svarka-detalej-dvigatelia-transmissii-i-podves/?p=436167 р.с если кто сразу не увидел,то просто копируете весь текст и кнопка "цитировать выделенное" - всё интересное будет подчёркнуто красным.1 балл
-
Что здесь нового ?-вечный спор отцов и детей.1 балл
-
@Георгий 11,У меня нет зомбоящика.Совсем.Вообще.Большинство людей это шокирует.С шокированными более стараюсь не общаться .Чтобы забить голову,нужно отсутствие в ней мозга. А мне отец рассказывал...да впрочем уже не важно .1 балл
-
@Schlosser,а мне отец рассказывал какая будет жизнь при коммунизме).Вы поймите,политикам голову народу забить как два пальца,нужно оценивать ситуацию трезво,а не смотреть зомбоящик.1 балл
-
Всем привет...так и хочется добавить. В советское время были умные и красивые девочки и мальчикам,чтобы обратить внимание девочек,приходилось много читать,чтобы соответствовать...,по-этому и выросло умное поколение) -там форма соответствовала содержанию.1 балл
-
Я свой пескоструй эксплуатирую от 8 до 10атм. Включение\выключение компрессора. От вкраплений кварца избавляюсь дополнительной чисткой. По другому чистых швов тяжко добиться. А так всё верно - порошковое покрытие,покраску эмалями ,загрязнения сношу пескоструем.1 балл
-
Приведу пару снимков,где поверхность обработана кварцевым песком при давлении 4ати...и больше ничем.
1 балл
-
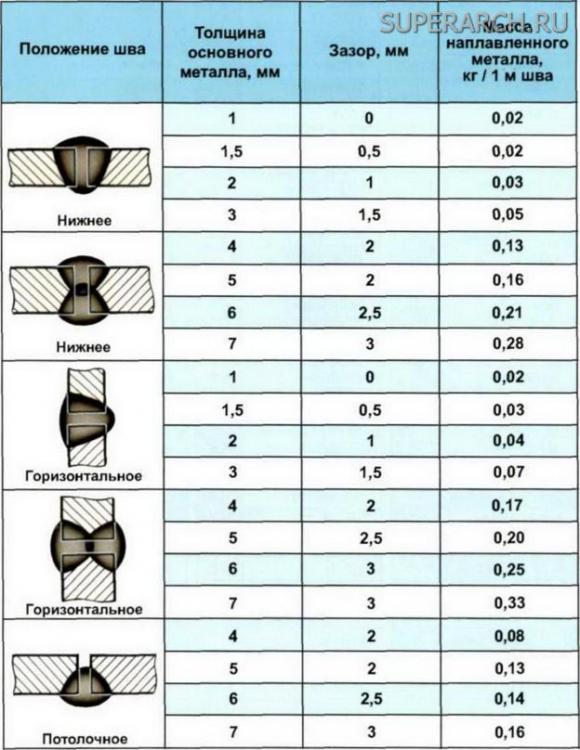
Вот табличка как ориентир , но это усе приближенно и плюс-минус имеют быть место
1 балл
-
Так, чего это нам тут принесли? Трубы, огромные трубы. Порежем покороче. Уфф, нарезали с помощниками! Сверловочка) Распиловочка) Гибка-сварка проушин.
1 балл
-
О вы очнулись. Причём на вопросы и не ответили. Что делать - выполнять требования стандарта. По сути вы его нарушаете. Как бы я сделал - 1. Попробовал бы нагнуть конструкторов, пусть прорисовывают, если конечно вы уже отростили нагибалку. 2. Прогнулся бы сам, типа не видел как варили и оформил бы всё по прописанному ГОСТу. 3. Написал бы лист согласования, что разрешаю выполнить такие-то соединения по такой-то технологии и приложил бы её. Но здесь вы берёте всЁ на себя! Всё зависит от ситуации: что за производство, насколько серьёзно ваше проиводство, ваш вес в структуре, вес конструктора, производителя работ, куда идут потом бумаги... были ли несчастные случаи на производстве ) (шутка). Кстати требования стандарта лично я не считаю "глупостью"1 балл
-
Слесарь- сборщик не требуется?
1 балл
-
Как друзья измеряются живыми, а не виртуальными, так и с подписчиками. Некоторым тупо не жалко клацнуть ради просьбы хозяина канала. И чего бы там не нарастало, экономика нашей страны не та в которой можно позволить себе купить аргонодуговую под ключь ради чисто попробовать. Урок труда затратный уже по инструменту. Так что подписота больше из мечтателей чем из реальных владельцев. Это мертвые души. А те кто реально владеет пользуется и пытается этим жить, должны еще на плаву удержаться. Очередей из страждущих не наблюдается. И лепилы перил с хозяйским аргоном и аппаратом имеют в разы больше без головняка. Жизнь сама расставит все по местам. Это как в поиске кладов и реликвий. Больше всего на карман имеют торговцы оборудованием и скупщики находок. А голожопая армия старателей подбадривает себя байками. Так что по моему мнению это всё выстрел из ракетницы в небо. По мере подъема свету больше, но финал всем известен.1 балл
-
Люминь элементарно неудобно. Про преимущества меди мне батя мой постоянно говорил (электрик с большим стажем), и на практике- в своей квартире я убедилсяв правоте его слов. Теперь преступил к плану по смене проводов у себя. Сначала рассматривал как вариант новомодные клемники. Потом решил глянуть как практикующие электрики работают. Ну сварка дело хорошее, но пайка тоже норм, на сём и остановился.1 балл
-
Не ну и что получите после резки электродом ????? , такую же "бяку" коя повторно температуру не примет даже ТИГ дуги и будет трещать около шва . Что мешает бак аккуратно располосовать отрезным - болгаркой,,,,,, подчистить лепестком не перегревая и по новой скроить но уже ТИГ .1 балл
-
Абсолютно верно.1 балл
-
Вчера до отьезда в командировку достал кусок гранита у ребят кто памятниками занимается, сначала от него бодро начали отлетать кусочки ну а потом был сильный "хрусть" и не выдержал держатель пластины. Сначала его погнуло а потом и вовсе оторвало, но на самом деле это и была самая слабая запчасть. Плюс ко всему я это ребро жесткости 2мя отверстиями на 16 сильно ослабил (да и приварено оно было так себе) Вернусь с командировки и все восстановлю (сделаю держатель помассивней) Вот он стойкий камушек вроде бы Казахский гранит (с месторождения Жельтау если правильно расслышал)
1 балл
-
Я тож думал, что там надо 100500 кВт, чтобы каменюги ломать, а оно почти с педального привода работает, чудеса )))1 балл
-
Сначала о ваших чертежах.Думаю,что эта информация вам не помешает. ОБОЗНАЧЕНИЕ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ ПО ГОСТУ25.01.2020Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно. Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно. Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте. Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи. СОДЕРЖАНИЕВиды сварочных швовВиды швов по ГОСТамСпособы сваркиРазмеры шва Виды сварочных швовПрежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам. В систему входят и интересующие нас стандарты: ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение: Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки: Настало время рассмотреть все составные элементы, разбитые по квадратам: вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение; номер стандарта, соответственно которому здесь приводятся условные обозначения; буквенное или номерное обозначение типа соединения со всеми конструктивными элементами; метод выполнения сварочных работ соответственно стандарту; тип конструктивного элемента и его размеры; длина непрерывного участка; символ, характеризующий тип соединения; описание соединения при помощи вспомогательных знаков.Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак: Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии. Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон. Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями: Читайте также: Виды сварных соединений Виды швов по ГОСТам (квадраты 2 и 3 примера)Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений: С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте. Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80: С1 – С40 стыковые;У1 – У10 угловые;Н1 – Н2 нахлесточные;Т1 – Т9 тавровые.Выполнение сварочных работ в инертной среде по ГОСТу 14771-76: У1 – У10 угловые;С1 – С27 стыковые;Н1 – Н4 нахлесточные;Т1 – Т10 тавровые. В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок. Способы сварки (квадрат 4)В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются: А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;Аф – тоже автоматическая. Но в этом случае на подушке;ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами. Размеры шва (пятый квадрат)В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм. Виды дополнительных соединений: SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир). Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.1 балл
-
Вот. Еще одно подтверждение того что правила это в первую очередь чья то воля,а не сдравый смысл.1 балл

















.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)