Лидеры




Популярный контент
Показан контент с высокой репутацией 02.09.2020 во всех областях
-
Здравствуйте всем! Вот и наконец-то, я отправляю изделие. Но ещё не всё, надеюсь успею смонтировать до срока. Небольшая предистория. Мои старые ворота прохудились, вроде можно было и отремонтировать, но мне захотелось перемен, да и забор у меня теперь уже другой и к нему нужно что такое этакое) с мая месяца маниторю, ютуб, пинтерест,, паблики, тема моих ворот ещё никто не осуществил. Но с уверенностью заявляю, всё что я сделала, это всё моё придуманное. в мае уже был четреж, но из-за бюджета, смогла позволить всё купить сейчас, по цене мне обошлось, недорого,т.к столбы были уже, круглые, но и норм-"даренному коню в зубы не заглядывают" я в конце всё перечитаю и напишу стоимость всего материала (кому интересно). но всё равно, интрига будет)
 5 баллов
5 баллов -
Ещё несколько элементов готовы. Работа идёт медленно, по вечерам. Да и не каждый вечер что-то в итоге делается, бывает время убьешь, а решения не находится) Сегодня родилось вот это Стыкую одну железку к другой
5 баллов
-
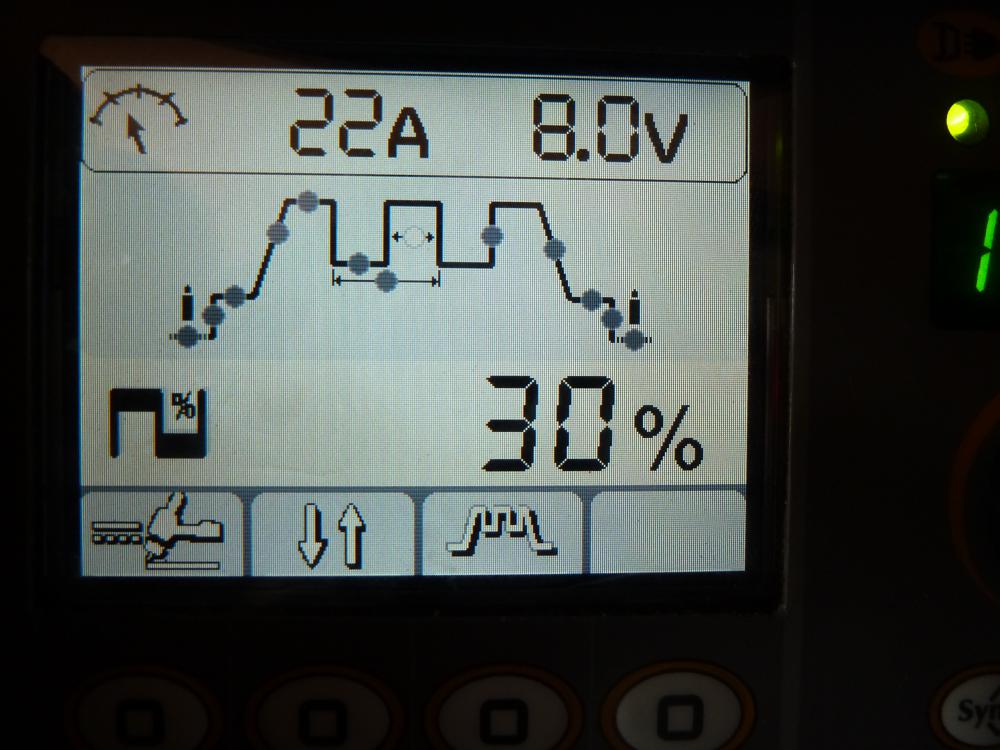
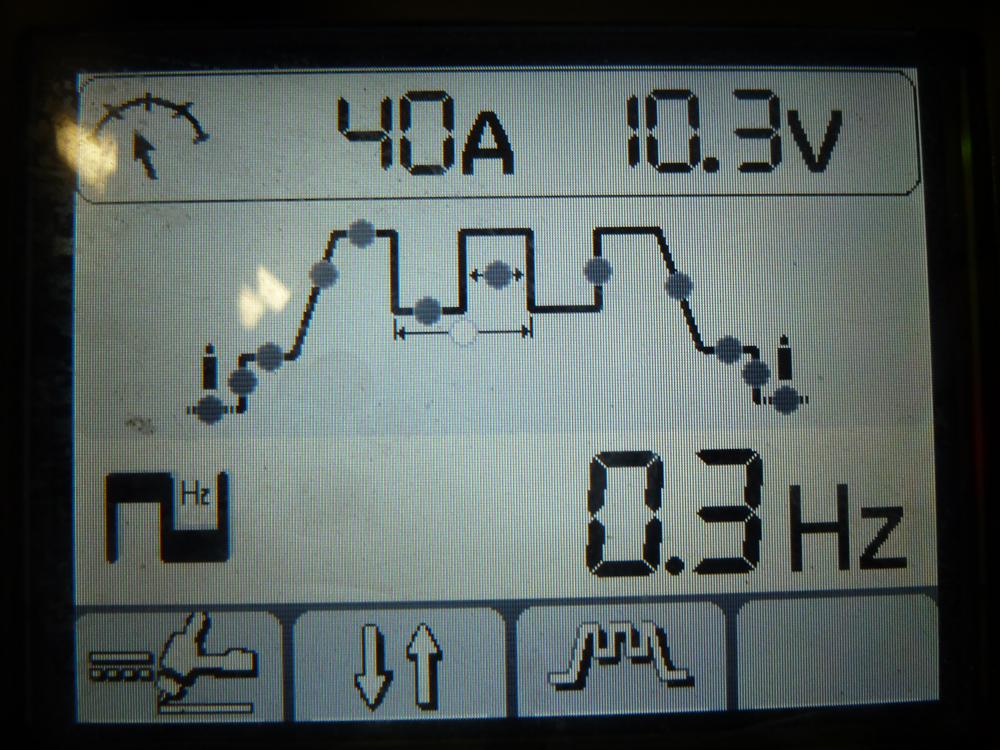
Доброго времени суток всем. Вопрос номер раз. Привариваю кламп к трубе (толщина 1,5 мм), своим телом, на импульсе, при таком способе должен образовываться обратный валик, или допускается небольшой непровар? Вопрос номер два. Все тот же кламп, все та же труба. Подобрал режим, импульс 115/15А, 1,7 Гц, скважность 25% , Шов снаружи не серый, но внутри как будь-то перегрев, ежей нет, но все серое. Больше подавать на поддув? Было 5 л/мин, при этом же расходе при подаче присадки обратный валик, а вот своим телом чет не айс.
3 балла
-
Формально для работы сварщиком противопоказаний по зрению нет. Есть противопоказания по вредным факторам на рабочем месте и по видам работ, т.е.к сварщику работающему на высоте, или тёмном металлургическом цеху требования строже, чем к сварщику в лаборатории или в учебном комбинате. В среднем требование звучит - острота зрения не ниже 0,5 на лучшем и не иже 0.2 на худшем глазу. Конкретные требования прописаны в приказе Минздрава 302н.3 балла
-
Комбинированный блок,т.е."хребет" -силовая часть -из алюминия,а периферия из магния...ну что ж,возможно,это "фирменная фишка "БМВ ,то бишь мы можем,а остальные нет.А теперь представь сложность тех.процесса -сложные водоохлаждаемые пресс-формы с различной температурой зон-сложны в изготовлении,в обслуживании;не известен процент брака при литье,Магний -это очень сложный и капризный материал и,следовательно,дорогой в производстве.По сравнению с цельнолитым алюминиевым блоком разница в весе 10кг,а какая разница в стоимости?Для меня было бы интересно прояснить этот момент.Насколько это экономически оправдано?. Напоминает литературную тематику - Искусство ради искусства.3 балла
-
@Сусанин, Чтоб ничего не прищемить, подушки две раздельные же.
3 балла
-
Здарова, мужики! (дамам здравствуйте!) Внесу свои пять копеек в состязательную составляющую этого конкурса. Фото буду добавлять по мере продвижения в изготовлении конструкции. Что должно получиться и что получится пока подержу в секрете (времени как у многих в обрез, успею или нет до окончания сроков, не знаю). Начал с самого трудного, логотипа. Сварить конструкцию сварю, а вот рисовать сваркой ещё опыта не было. Итак, логотип Самый минимальный ток, который может выдать мой Сварог. Самая короткая дуга, которую могу выдержать на 26 горелке с дубовым шлагпакетом) Делаю заготовки Половина заготовок готова Продолжение следует...
2 балла
-
2 балла
-
и ВСЕ ТАКИ , проверить на магний надобно его и скорее он магний с наружи внутри Ал сплав . http://www.e36club.ru/forum/showthread.php?mode=hybrid&t=2517822 балла
-
@zynsk, Юра, мы ж вроде "на ты" были Есть такая схемка:
2 балла
-
Напарник сварил под моим чутким руководством гиперэкстензию для прокачки спины. Пришлось и самому послесарить\посверкать немного
2 балла
-
@selco, понято, принято, благодарствую, буду пробовать разные вариации настроек1 балл
-
А почему его не должно быть , конечно будет ....... но усе зависит от настройки импульса и да ты прав каждый его настраивает под себя и это нормально .1 балл
-
@selco,Валерий,на видео льют в землю,как и тысячу лет назад,хотя да,с роботами.Биметаллическую отливку таким методом вряд-ли возможно получить.1 балл
-
@selco, нужные параметры я подберу под себя, меня фундаментальные вопросы интересуют, должно ли быть проплавление при сварке своим телом на импульсе? Возможно мне показалось, но даже в той теме что по ссылке, на фото полного проплавления нет, только до следов побежалости. Или оно там такое что даже шва не видно? Я в принципе и исходил из того что на нерже нужно увеличить пиковый ток, но при этом уменьшить коэф. заполнения, но вот что-то не смог нужные настройки подобрать, клиент еще над душой стоял... терпеть ненавижу так работать1 балл
-
Поддув увеличить однозначно ,,,,, + может поднять пиковый ток но при этом изменить "коэффициент заполнения " и убавить Гц ( Зы какая то хрень) вот на Селко просто импульс-пик и % его действия от 1% до 99% и усе просто , на Форсаж в сек тоже не плохо . Вот тут посмотри и следующую страничку захвати . http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=221144
1 балл
-
Не выкинешь. Это лучший тренажёр для спины, что я видел. На нем прокачиваешь позвоночные столбы, а они снижают нагрузки на позвоночник. Пока занимался в зале проблем со спиной не знал. Хотя сорвана была до этого очень сильно. А теперь каждый год на уколах.1 балл
-
@Миротворец,логотип уже сделан и будет фигурировать когда дойдет очередь до детали на которой он наварен, условия помню и всё будет соблюдено ).1 балл
-
@Steelcar, Про логотип не забываем.1 балл
-
В даташите, питание от 8В . 9 вольт вполне рабочее напряжение для нее. Ну и если есть подозрения, то глянуть питание, от куда оно идет. На самом деле с китайским оборудованием часто приходится удивляться. Как и с японским. У них свое видение на мир. Я так в свое время с одним теликом подзастрял. Плату в итоге новую ставил. Свзяку из нескольких микросхем сделали. Т.е. блок питания в целом из нескольких ШИМ и их связали еще обратной связью еще одной микросхемой. Конечно замена всех микросхем ни к чему не привела. Да и плата многослойная ко всему прочему была. Поэтому, желаю удачи в поиске проблемы. удачного ремонта!1 балл
-
Так в том то и дело. Не могу найти откуда приходят эти 8 вольт. И питание SG3525 почему-то 9 вольт. Схему бы. Плата регулировок на STM8. Она исправна 100%. Заменена по гарантии. Ладно, схемы нет. Будем трахаться на интуиции. Если починю, отпишусь.1 балл
-
схемы нет. Не помогу. А по какой ноге управление, согласно даташита, не велика разница, если так можно выразится: https://www.farnell.com/datasheets/19849.pdf1 балл
-
https://www.vseinstrumenti.ru/electrika_i_svet/lampy/gazorazryadnye/tdm1/dri_150_6000_k_rh7s_sq0325-0014/?yclid=5131549745490727290&utm_source=yandex&utm_medium=cpc&utm_campaign=dsa_fid_elektrika_f&utm_content=6128715690&utm_term=ST:search%7CS:none%7CAP:no%7CPT:premium%7CP:1%7CDT:desktop%7CRI:213%7CCI:36620402%7CGI:3445755112%7CPI:546017%7CAI:6128715690%7CRT:Электрика%20и%20свет%7CKW:%7CRN:Москва вообще есть поисковик в яндексе, ну что вы в самом деле. https://www.avito.ru/moskva/remont_i_stroitelstvo/metallogalogenovyy_svetilnik_prozhektor_150vt_978601495 Это по сути не светильник , а прожекторы, их используют в магазинах. Дорогое раньше было удовольствие. В магазине требуется много света и металлогалоген решал эту проблему прекрасно. Сейчас их можно найти по 150 рублей на распродаже. И лампы по 200 рублей. Это означает-ДАРОМ!1 балл
-
Всем спасибо за ответы,проблема оказалась в источнике а именно в клапане!Новый поджиг возможен только после конца пост газа,связались с производителем,решаем вопрос !извините за такое рваное обьяснение причин (опыта в этой свере маловато поэтому при обьяснении проблеммы не смог описать всё развернуто )Но проблема теперь в мач3))Слетел профиль)))1 балл
-
с контролем высоты дуги, вы путаете. И с пневмо есть пилотная дуга. И контроль дуги не работает на пилотной дуге, он работает от рабочий дуги. И вот тут, если с HF поджогом, то можно попалить контроллер, если нет специальных мер. В вашем случае, возможно источник именно так себя ведет. Хотя я так ни чего не понял. Распишите подробнее. От вас прямо клещами информацию вытаскивать приходится. Например: если две не большие детали и поджог один, то все адекватно работает и режет, т.е. от одной переходим к другой и всегда поджигается дуга? И если деталь большая, то при повторном поджиге дуги на той же детали но в другом месте, дуга уже не зажигается? И при переходе на следующую деталь, все тут же работает. Т.е. дуга не загорелась, но станок продолжает алгоритм реза и переходит к следующей детали. Тогда скорее всего, нет команды с контроллера ЧПУ на плазму. Это надо хотя бы тестером посмотреть или соответствующий индикационный светодиод на контроллере ЧПУ, если таковой имеется. Возможно при создании рабочей программы (т.е. Управляющей Программы) нет команды на повторный поджог дуги. В вашем коде я не вижу две детали и не вижу запуска плазмы повторного. Следовательно... РАЗБИРАТЬСЯ ДОЛЖЕН ПОСТАВЩИК!!!! Я не понимаю, почему поставляют не рабочее и люди бегут в интернет. Мне не жалко помочь, если смогу, но в данном случае вы не хотите подробно все расписывать, но хотите решения вашей проблемы. Нужен подробное описание, что делали, где копали, что наблюдали и прочее и прочее. Хотя бы сигнал проверить от ЧПУ до источника, когда должно быть поджигание дуги и тем более когда повторная команда на поджиг должна быть.1 балл
-
Как то пришлось варить на удлинителе более 50м сечением в 2,5. Звук был просто страшным для меня. Думал что какая то составляющая просится назад в китай. Но приехав в привычное место обитания на базу, все запело старыми песнями. Так что проводка много чего дает1 балл
-
Сегодня на работе откопал до меня деталь была сварена, благо под зачистку. Я уважаю тех людей кто хочет научится варить. Но зачем деталь поганить, в отходах материала достаточно для практики.
1 балл
-
Давай дадим определение заэвтектоидному алюминий-кремневому сплаву.Это спав с содержанием кремния выше 12% . Литейные алюминиевые сплавы, которые применяют для изготовления блоков цилиндров автомобилей, обычно включают сплавы 46200 и 45000 по Европейскому стандарту EN 1706 (громоздкая приставка “EN AC-“ опущена). Химические «формулы» этих сплавов имеет соответственно вид AlSi8Cu3 и AlSi6Cu4. Их американскими аналогами – более известными – являются сплавы А380.2 и А319. Эти доэвтектические алюминиево-кремниевые сплавы обычно производят из вторичного алюминия. Из них отливают автомобильные блоки цилиндров различными методами гравитационного литья. -----Относительно высокое содержание меди позволяет этим сплавам сохранять свою прочность при повышенных температурах и, кроме того, обеспечивает им хорошую обрабатываемость резанием. Обычно для этих сплавов – 46200 и 45000 (А380.2 и А319) – применяют состояния F (литое состояние), Т4 (закалка и естественное старение) и Т5 (неполная закалка и искусственное старение). Для отливок из этих сплавов может также применяться и состояние Т6, но для многих изделий из этих сплавов достаточно стабилизирующего состояния Т5. Почти все блоки цилиндров, которые отливают методом литья под высоким давлением, изготавливают из сплава 46000 (AlSi9Cu3(Fe)). Обычно этот сплав не требует термической обработки, кроме умеренного отпуска для снижения остаточных напряжений. Теперь ответ на твой вопрос: Блоки цилиндров из заэвтектоидных алюминиево-кремниевых сплавов (AlSi17CuMg) обычно отливают методом литья при низком давлении с последующей термической обработкой на состояние Т6. Этот сплав также более дорогой, чем стандартные литейные сплавы из вторичного алюминия. В итоге,что мы имеем.Для отливки блоков используется вторичный алюминий -AlSi8Cu3 и AlSi6Cu4,AlSi9Cu3(Fe),(AlSi7Mg0,3(первичный алюминий) и заэвтектический алюминий AlSi17CuMg -дешево,сердито и технологично).Парень нормально заварил блок.Единственная его ошибка-надо было подогреть блок до 170-200С и варить присадкой 4047,дающей меньшую усадку.Так как относительное удлинение у этих сплавов небольшое,примерно как у ковкого чугуна,подогрев таких сложных отливок обязателен,чтобы снизить скорость нарастания напряжений.Посмотри,где у него появилась трещина.В наиболее слабом месте -на плоскости.Засверлить концы,разделать трещину,нагреть до 200С и заварить 4047.http://aluminium-guide.ru/wp-content/uploads/2015/11/alyuminievye-liteynye-splavy-.jpg Выдержки из материалов European Aluminium Association1 балл
-
"перышко" и сейчас одни из лучших.1 балл
-
что-то не клеится: а вот это видели? https://www.radiokot.ru/forum/viewtopic.php?f=11&t=103828 А в целом, по даташиту надо посмотреть, что на ногах должно и чего не должно быть.1 балл
-
А у меня меньшая пошла в первый класс. Как летит время...1 балл
-
Сто раз уже говорено,как это сделать.1 балл
-
Проверка деталей на плоскость/параллельность, винта нет, углы +/- 1мм. Швы невидимки Делаю ещё две детали, проверка повторяемости/совпадения размеров Далее предстоит придумать/насверлить/напилить/сварить ещё кучу деталей, потому продолжение следует)
1 балл
-
НЕ знаю почему, но у меня запомнилась одна команда: " Закончить прием пищи, выходи строится"))1 балл
-
Не обязательно молодой. Обычно "раздающим" становится тот, кто сядет по середине установленной стороны стола - стол на 10 человек. На фото; команда "Раздающие встать!", Далее следует: "Приступить к раздаче".1 балл
-
Пошла сварка (палец в кадре для того чтобы телефон сфокусировался, на зеркальной нерже не хочет резкость наводить, да вы и сами знаете этот эффект))
1 балл
-
И все их рассказы - как под копирку, словно они по одним и тем же скриптам заучивают : плохой металл, плохой электрод, плохой аппарат, плохой ток (Никола Тесла и Томас Эдисон - вообще конченые мрази ) и ни один не скажет : Это я криворукий, зря взялся. Ни один. Зато сразу начинают УЧИТЬ, КАК НАДО ДЕЛАТЬ. Сначала я таким объяснял, потом игнорировал их комментарии. Сейчас просто сразу крою трёхэтажным матом, брызжа слюной и потрясая тем, что под руку попадётся1 балл
-
Нарвались на подделку холодной сварки
1 балл