Лидеры




Популярный контент
Показан контент с высокой репутацией 05.04.2020 во всех областях
-
Всем привет! Решил, что может кому интересно будет. Да и вообще чет мало наши форумчане выкладывают фоточек своих мастерских, к сожалению. Я живу в Иркутске, в центре города. Дом частный, во дворе своя маленькая мастерская 5х5. Маленькая, но уютная. Есть еще навес перед мастерской, небольшой склад и помещение под покраску. В дальнейшем может тоже покажу, что к чему ) Работаю в мастерской по вечерам и выходным практически каждый день. То заказ какой-нить изготовить, то по дому чего изготовить надо - работы хватает. В планах ленточкой более-менее приличной обзавестись, кондер повешать, оснастки тож не хватает катастрофически, но все будет Фото мастерской (фотал с 4-х углов):
 20 баллов
20 баллов -
Картошку хомячим и пиццу по праздникам . У нас праздник- дочка приехала. В магазины стараюсь без нужды не ходить. Но и поход в магаз впечатляет. Магазины пустые, а если народ есть то шарахаются друг от друга как креветки. Персонал в масках и линии для очерёдности. Когда подходишь к людям, в глазах тоска и боль, как будто безносая с косой подошла. Типа скорей бери, плати и уходи . Наличку протягиваешь как яд . Ну и фоток немного. Собираюсь в мастерскую- аргонным ультрафиолетом погонять заразу.7 баллов
-
Лично в этом убедился случайно,т.к изначально врезал\установил систему охлаждения от кулера питьевого, в самом бачке уставлена. Со временем кулер и компрессор "приказал долго жить", но бак охлаждения позволил ливануть в него побольше антифриза,примерно 14 литров.Ни разу ещё не доливал. Шланги целы. Сварочная тележка стационар,катать далеко не нужно. Стоимость насоса и антифриза себя полностью оправдывают = оплатил,установил,нет головной боли. Насос с 20-ой горелкой (флэкс) справляется прекрасно, работает уже несколько лет в 3-й скорости. Когда стояла 18-я горелка,то насос работал во 2-ой скорости,так как при включении 3-ей рукав становился дубовым от прокачки. Ради интереса замерял температуру при работе с этим диском,наплавлял без остановки.Время работы не засекал.Пока поднял маску,пока протянул руку за термометром - получилась такая картина. -Керамика примерно 170 градусов -Голова 34 град. -Охлаждайка с 12 градусов поднялась до 17 градусов. р.с. Так что поддержу,что объем влияет на момент и скорость нагрева.
6 баллов
-
Советский молоковоз-"колокольчик". 3 года назад поменяли днище. Звонок :" побежал там где делал". Осмотр показал-лопнуло место уже уставшее на боковой стенки. С 2-х сторон латки.вскрыл снаружи, там уже хуже. Трещина-около метра, вырезаем дефектный участок, из того что нашлось у клиента-делаем латку.
5 баллов
-
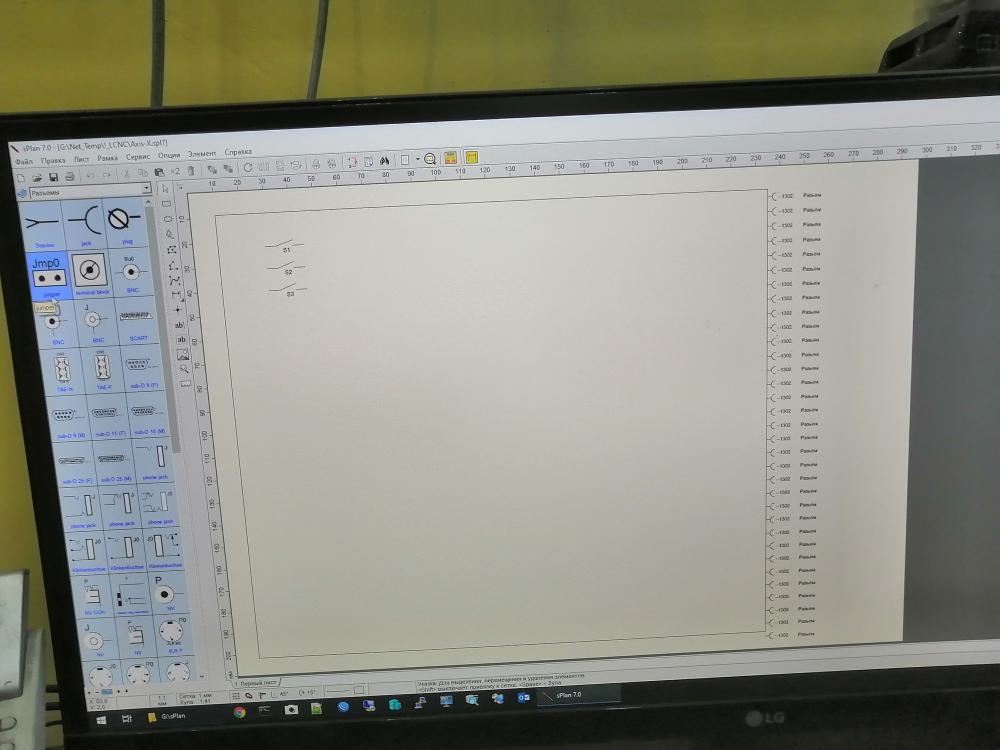
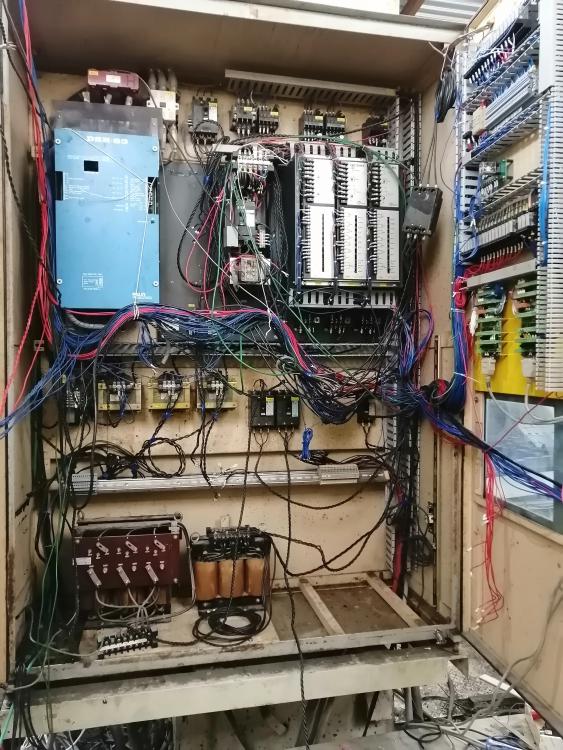
Сходи сегодня повозился с станком. Разгреб хаос в электрощите, начал потихоньку расключать автоматику. Еще пара дней и начну расключать MESA платы. Бардак конечно в мастерской образовался конкретный...
4 балла
-
На снимке твердость по Бринеллю - МНЖКТ,КМц,ПАНЧ 11 и нихром 20/80.Твердость ПАНЧ 11 -143,твердость нихрома -197(данные таблиц 140-150NB.На снимке диаметр отпечатка -4,3мм). В нагартованном состоянии нихром довольно прочный сплав -102кг/мм2(временное сопротивление),а в отожженном примерно 20-23кг/мм2 по пределу текучести .В принципе,можно посмотреть характеристики ст.хн78
4 балла
-
Оуууу!! Наконец-то на работу вышёл! Царь-батюшка устроил оплачиваемые выходные. Да, неделю нам оплатят, но далее платить будет тяжело.. Так что, ребята!! Давайте, или будем дома сидеть без денег, или будем работать!! Мы и так все сроки прогорим! Давно я так не радовался работе в выходной день!
4 балла
-
Когда уже дадут то наконец спокойно поработать...
4 балла
-
Очень. Заметно уменьшает тепловложение. Вот здесь про люминь, но ооочень познавательно - Научный эксперимент по импульсам..pdf3 балла
-
Наконец дошли руки до металла, сделал первые пару десятков... Немного изменил конструкцию относительно проекта. Канавки с уплотнителями делать не стал.
3 балла
-
2 балла
-
2 балла
-
Мануал к G5-02 из дебрей интернета 3M Speedglas G5-02 Handbuch.pdf 3M Speedglas G5-02 Handbuch
2 балла
-
У нас аргон - 800 р, баллон 2025г - 5500 р.2 балла
-
@Точмаш 23, @selco, вы чего аксакалы, меня в чем уличить хотите? https://youtu.be/O49pAQtt6rQ2 балла
-
В 4-х тактном режиме можно быстро кнопку нажать отпустить, получите спад тока в два раза. Ещё раз повторив, ток вернётся на заданный уровень.2 балла
-
@selco, всё понимаю, но я не в германии живу. Смесь у меня есть Есть два но. 1. Экономическая составляющая. 2. СО2 терпима к небольшим загрязнениям, смесь - нет. В ремонтном деле, бывают случаи, когда полноценно всё подготовить не возможно.2 балла
-
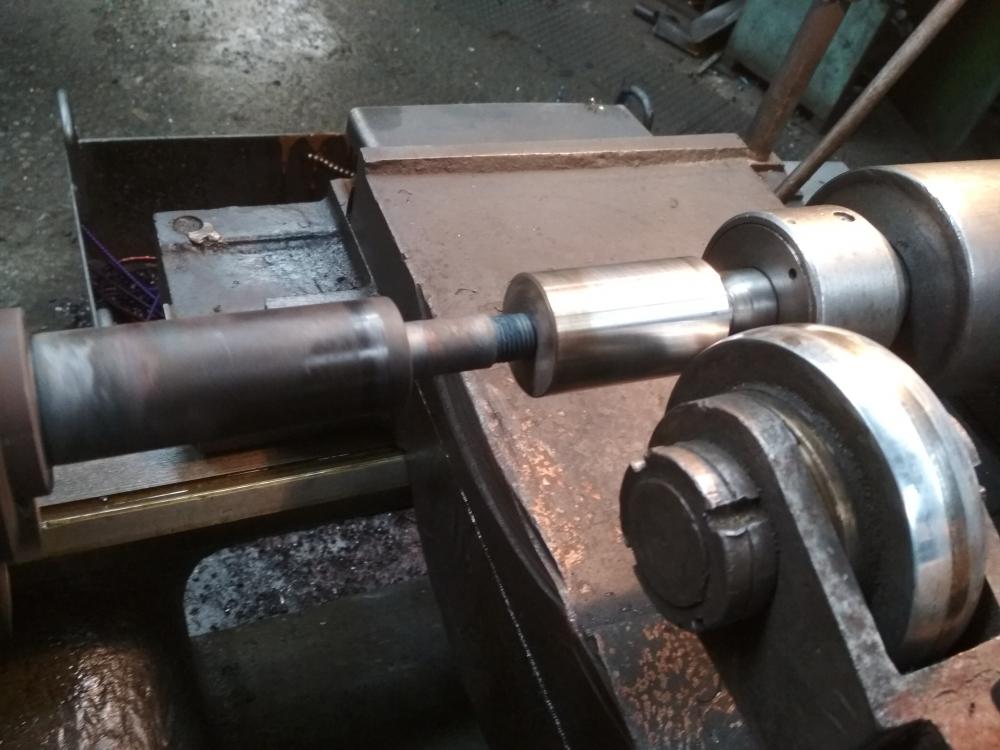
Отправлено Сегодня, 21:04 Сторонний заказ на два вала ст.40х 50/900. Твердость 44-48 ед.Закалка на масло дает 26ед.,закалка на воду 44ед. и повышенное коробление.Валы изогнуты в сторону шпоночной канавки на 7мм. Правка в призмах на гидравлическом прессе усилием 100т. Следующая операция -правка шейки вала обкаткой и центровка резьбовой части с нагревом порядка 500С. Правка в станке дип 300 Дополнительная термоправка точечным нагревом ацетиленовой горелкой.В настоящий момент биение 0,8мм. Вылеживание 3 суток,а затем опять правка.В термообработку вал поступил с припуском 2мм. Вопросы тип -Как изменится структура стали после правки на прессе? Как повлияет нагрев на эксплуатационные характеристики оставим за скобками Здесь много вопросов к техдокументации: Почему выбрана ст,40х с закалкой 44-48ед.твердости с закалкой на воду без учета степени коробления. Зачем вообще нужна такая твердость. Зачем такой допуск по биению 0,005мм . Зная(или не зная),что после закалки в воду будет коробление вала,уже заложены номинальные размеры шпоночной канавки без учета деформации,т.е.,если поверхность вала допускает дальнейшую мехобрботку за счет припуска,то канавка корректировке не подлежит и т.д. Прикрепленные изображенияhttp://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-77993600-1583516505_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-31843400-1583516569_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-57721800-1583516647_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-28379900-1583516719_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-13390700-1583518533_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-55445700-1583517147_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-52941600-1583517455_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-88945200-1583517525_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-15123200-1583517573_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-31065200-1583518446_thumb.jpg1 балл
-
Я кстати слыхал что ева реально лучше других брендов в чистой кислоте работает.Хоть это конечно и не совсем производственный режим.1 балл
-
вОТ хто первый начал и не я , о неадекватности Меркле по чернухе и не кто тему не засирает и усе это пользительно не только нам но и производителю и пусть так и будет . Вот туды вы меня не затащите и нужны мне эти китайские погремушки сделанные для польши , и уже один раз дискутировал,,,,, хватит одного раза . ЗЫ не кто тебя критином не считает в том числе и я ,,,,, и я просто озвучил свои мысли и конечно я с Авророй не работал но возможно что немного по другому настроил - помягче , впрочем ................1 балл
-
Я тащил Тройкой ДВ, два баллона полных притянутых стяжками к обычному поддону. Узнавайте сразу там, где газ продают, они то больше знают об отправке и отгрузке своей продукции. А то сразу безапелляционно, - НЕТ....1 балл
-
Жужжит аврора красиво, в первую очередь потому, что настроена в рамках оптимального режима. В СО2 с напряжением 25В аппарат переходит в крупнокапельный перенос, отсюда и много крупных брызг. В режиме ВКЗ брызг тоже хватает, но они мелкие. ВКЗ режим при 25В - НЕВОЗМОЖЕН.1 балл
-
Очень жаль... -нарушениями технологии гордиться-моветон... Спросите наших бывших курсантов-они расскажут Вам про наши тепличные условия...План-этот святое, когда всё остальное соответствует технологии.А когда на технологию плюют, но хотят качества то это не к нам .. .Это элементарная операция, надо только выставить соответствующие параметры режима... вполне допускаю проблемы в ПО машины , но видео от Вас нет, так что как вариант, включите в меню коррекцию по подаче и попробуйте с ней....1 балл
-
@БекасЧе,ни кто не повезет.1 балл
-
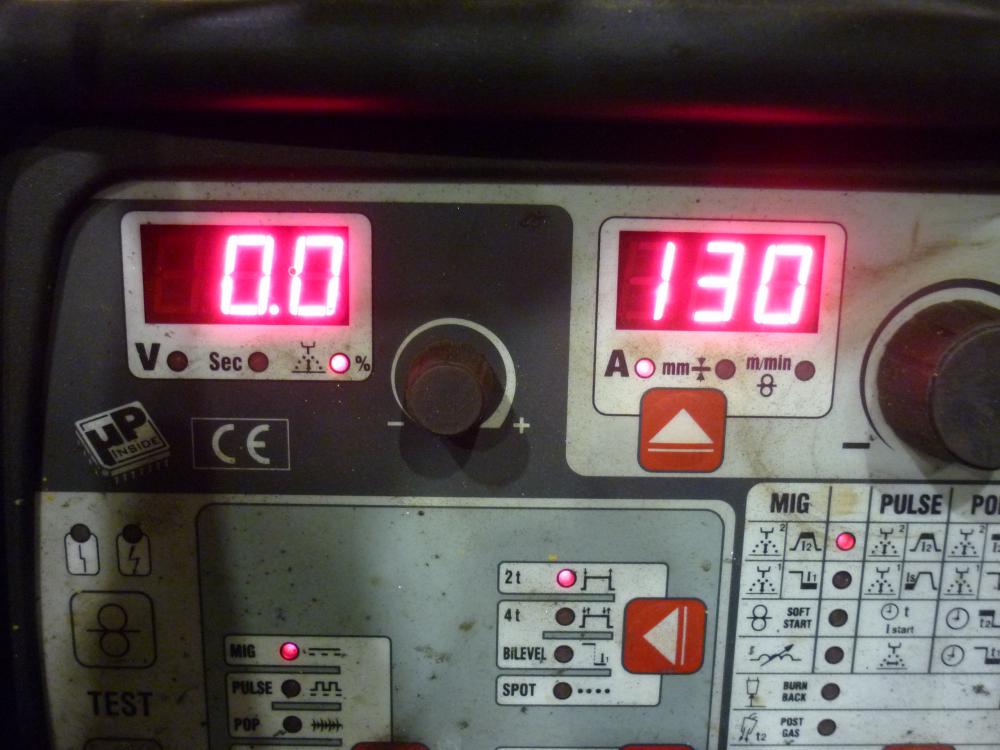
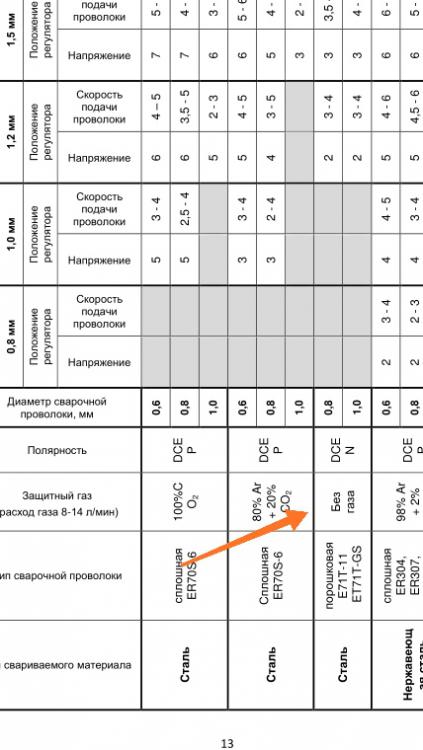
что вас смушает, порой на цифры только как на примерный ориентир смотрю и уже на память помню как "жарит" и на каком токе. Для примера и ради интереса сходил сфотал синергию при коррекции напражения 0 , напряжение только при работе видно. Fe 1.2 мм. Конечно если сравнивать с мелким полуавтоматом где подача до 12 м доходит то выглядит странно, но главное то как идет процесс. Смесь 18% Кислота
1 балл
-
Есть. Но в связи с ситуацией в мире и закрытием фирмы на... даже не знаю как это назвать... мы не смогли её протестировать. Она пришла в понедельник, первый не рабочий день.1 балл
-
И снова здравствуйте. Аппарат приехал уже как пару недель, но в связи с загруженностью а потом и мировыми проблемами не было возможности толком потестить. Но, немного всё же им поработал и если не разгонят нас, ещё поработаю ещё ближайшее время. Хочу отметить, что проблему с подъемом тока устранили, и срач при поджиге пока тоже не заметил. Точнее смогу сказать пару дней его погоняв.1 балл
-
Спасибо большое, как раз на карантине можно почитать)1 балл
-
Так и есть шея и низ лица слегка загорали, когда на длинных швах забывал стекло опустить, но полумаска 7502 решила сразу две проблемы.1 балл
-
Да ладно проехали ................... Динамика 200 жужжит и подача бешенная вот по сему и жужжит да похоже проволочка 0.8ММ + смесь и все параметры желательно озвучивать а не половинчато . , да и шов подходящий то есть куды проволочке расплавленной излишек спрятать. Ну и что тут такого и Виктор ты думаешь Меркле сего не повторит , да с легкостью . Вот младший брат 180й и нерж заряжена 1мм и знаешь сам она склонна в большие капли собираться и не особо много мощи так как тонко + газ 82х18 , но он стрекочет совсем не плохо , ну а старшому сам бог велел и жаль что нет видео но сделаю а то я все больше импульс да Ал .1 балл
-
@Goodwin 359, пахнет через монитор .1 балл
-
Вот такая шпаргалка была с моим Solaris'ом
1 балл
-
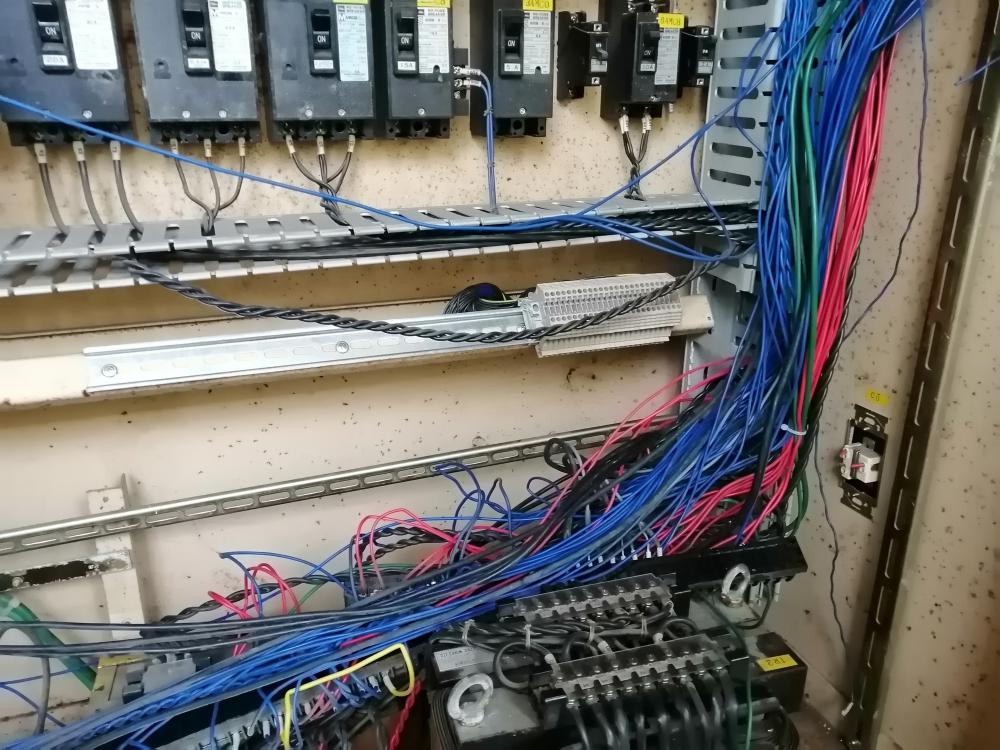
После сегодняшнего рабочего дня шкапчик нравится мне уже больше чем вчера.
1 балл
-
Первые двашва на Орлеконе 500, последний шов на Фроне тоже вроде 500, фото исчезло... Толщина ржавых пластин 2мм. зазр примерно тоже 2, проволока 1мм.
1 балл
-
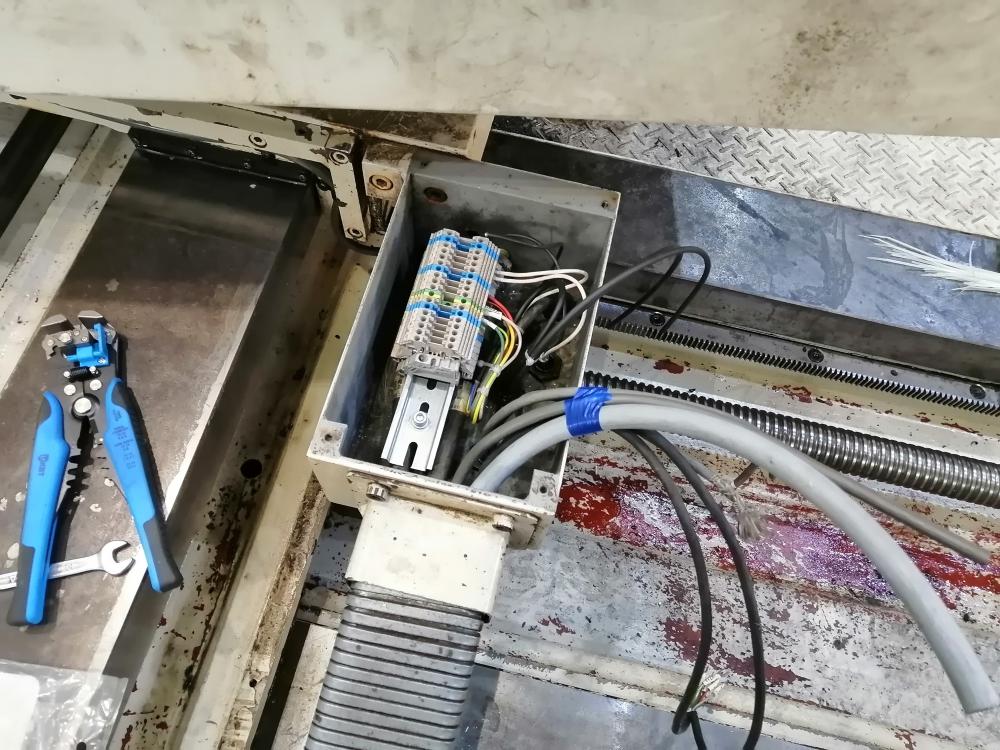
Основные перемещения крупных электрических агрегатов и узлов закончены. Можно начинать электромонтаж. Утомила уже немного эта возня. Первый контакт прикручен...
1 балл
-
Покой нам только снится. Продолжение наведения хаоса и порядка в отдельно взятом станке.
1 балл
-
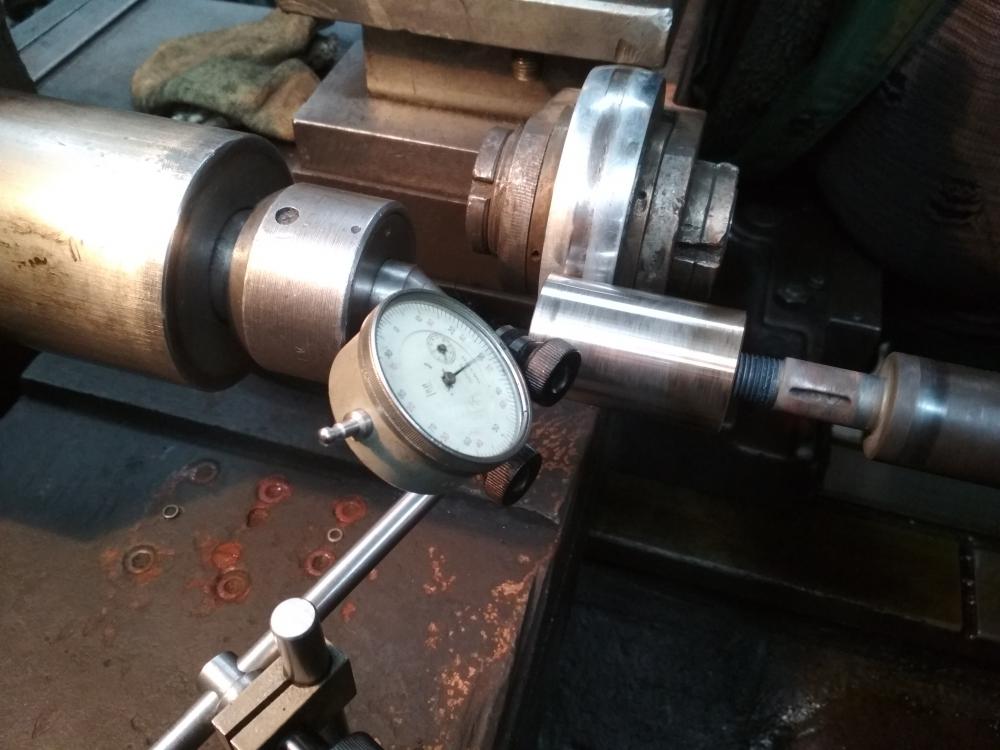
Правим резьбовую часть.
1 балл
-
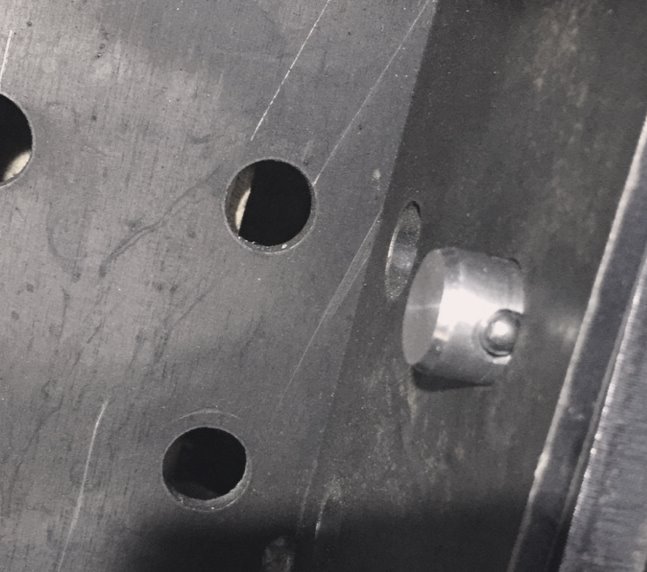
По совету одного из участников форума решил по пробовать изготовить быстросъемный крепеж для оснастки сварочного стола. Пробный решил изготовить из алюминия который попался под руку. С размерами в результате угадал, держит очень хорошо, будем облагораживать и брать на вооружение. Сделал чертежик и заказал подходящую по свойствам железку (Ст45).
1 балл
-
Прошло 7 дней после термической правки вала - биение 0,4мм. Один из валов шлифуется.
1 балл
-
Умеет же прикинуться шлангом. Принять статическое положение. Ну и из "несвоего"- Весна1 балл
-
В CO2 провар лучше чем в аргоновой смеси, в ней не обязательно добиваться такого же "жужжания" как в смеси (да и в смеси не очень обязательно), и швы можно делать тоньше, и с хорошим проваром, и даже без "пульса" - настройки пусть лучше будут ближе к "крупнокапельным коротким замыканиям" (больше напряжения) с более плоским швом с хорошим проваром кромок, чем к высокочастотному жужжанию и наплавлению толстого слоя присадки, который в свою очередь может просто не привариться к основному металлу из за того что будет слишком холодным. Чуть большее напряжение на CO2 однозначно добавит стабильности, а стабильность самый лучший "друг" хорошего провара. При хорошем проваре ширина/толщина шва все равно будет избыточной для тонкого металла (до 3 мм), Варить так чтобы сначала проплавлялась нижняя кромка и потом вертикальная (внутренние углы, тавровые, нахлесточные швы), и чтобы сварочная ванна не заливала металл впереди дуги, особенно актуально при сварке вертикалов сверху-вниз. Настройки которыми хорошо и правильно получается варить вертикалы сверху-вниз будут хорошей отправной точкой и для всего остального, по крайней мере для тонкого металла. Настройки для вертикала опять же требуют некоторого уменьшения скорости подачи по сравнению "обычными". Начало шва начинать с небольшого отступа, с возвращением в начало шва (или в место соединения с предыдущим швом), а затем только в основном направлении, так как в начале риск непровара больше всего, правда будет небольшой наплыв в начале.1 балл
-
Есть у меня подобные фото с зазорами.
1 балл
-
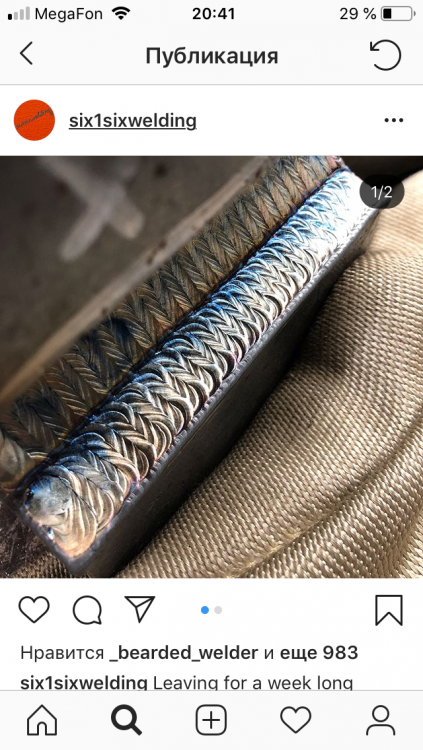
Продолжаем "лить". Всё то же что и в прошлый раз, только дуга длиннее:
1 балл
-
@Kurt1, я млею от этого дядьки!
1 балл
-
Бабочки-шмабочки... тудыть вашу в качель, заразили!1 балл
-
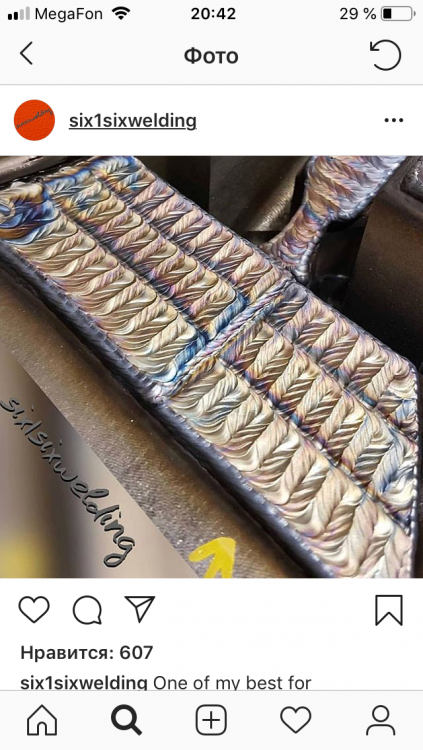
Начитавшись форумов,насмотревшись ютубов,решил попробовать эту вашу бабочку-американку забороть. Пробовал восьмёрку,зигзаг и классику так сказать .Ну шо,окромя завитушек и заболевшей кисти глубинных глубин я честно говоря не понял,хотя зигзагом удобно.Напарник с меня проорал,мол обкурятся своей веб сварки наркоманы проклятые и давай фигнёй страдать.Ну и начал тоже от нефиг делать вертикал варить.Ну и я начал,на верх правда перегрет металл уже был и вышло уродливо.А так практически новогодние мотивы)
1 балл
-
http://up419.siz.co.il/up2/oi0bttunu5to.jpeg http://up419.siz.co.il/up1/0zaqnz5qmto0.jpeg http://up419.siz.co.il/up2/ygtyqzmrwyml.jpeg http://up419.siz.co.il/up2/kzte1yxwy2um.jpeg http://up419.siz.co.il/up2/ltmzznzmzmyu.jpeg http://up419.siz.co.il/up2/mwj2qmwlny4d.jpeg1 балл
-
Нержавейка 304 толщина 20мм.
1 балл
-
Выкладываю статью о принципе работы гидротарана, а также фотограции малого насоса, который легко изготовить в гараже. Качество отвратительное, так как снимал четверть века назад. Мои насосы с тех пор продолжают исправно работать и подавать воду дачникам и огородникам в разных концах бывшего СССР. С помощью керосинореза, сварочника и дрели я за день изготавливал 1 насос без офланцовки трубы. На выходе насоса, также как и на разгонной трубе, устанавливал муфты БС. Отконвертирую эскизы деталей в ПДФ и выложу два варианта изготовления малого насоса. Большие по габариту и производительности можно изготавливать примитивным масштабированием. ТАРАН.pdf
1 балл




.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)