Лидеры

.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)


Популярный контент
Показан контент с высокой репутацией 05.03.2020 во всех областях
-
Всем доброго вечера! Закончил работу на кондитерской фабрике в Пикалёво, доварил нержавеющий трубопровод, обвязали компрессор и рессивер. Стыки после сварки были обработаны химией от Есаб.
 6 баллов
6 баллов -
Хранилище для гаек.
6 баллов
-
Основные сведения об эвольвентном зацеплении Профиль боковых сторон зубьев зубчатых колес с эвольвентным зацеплением представляет собой две симметрично расположенные эвольвенты. Эвольвента - это плоская кривая с переменным радиусом кривизны, образованная некоторой точкой на прямой, обкатывающейся без скольжения по окружности, диаметром (радиусом) db(rb) называемой основной окружностью. Основные параметры эвольвентного зацепления. На рис. 1.1 показано зацепление двух зубчатых колес с эвольвентным профилем. Рассмотрим основные параметры зацепления, их определения и стандартные обозначения. В отличие от принятого ранее, обозначение всех параметров производится строчными, а не заглавными буквами с индексами, указывающими их принадлежность колесу, инструменту, типу окружности и виду сечения. Стандартом предусмотрены три группы индексов: первая группа: n, t, x - означает вид сечения, соответственно нормальный, торцовый (окружной), осевой; вторая группа: a,f,b,w,y- означает, что параметр относится соответственно к окружностям выступов, впадин, основной, начальной и любой концентричной окружности. Для делительной окружности индекс не указывается; третья группа: 1, 2, 0 - означает, что параметр относится соответственно к шестерне, колесу, зуборезному инструменту. Порядок использования индексов определяется номером группы, т.е. вначале предпочтение отдается индексам первой группы, затем второй и т.д. Некоторые индексы разрешается опускать в случаях, исключающих возникновение недоразумений или не имеющих применения по определению. Например, у прямозубых цилиндрических колес не используются индексы первой группы. В ряде случаев некоторые индексы с целью сокращения записи также опускаются. Некоторые индексы разрешается опускать в случаях, исключающих возникновение недоразумений или не имеющих применения по определению. Например, у прямозубых цилиндрических колес не используются индексы первой группы. В ряде случаев некоторые индексы с целью сокращения записи также опускаются. Рассмотрим зацепление двух прямозубых цилиндрических (рис. 1.1) колес: с меньшим числом зубьев (z1), называемого шестерней, и с большим числом зубьев (z2), называемого колесом; соответственно с центрами колес в точках О1 и О2. В процессе обката шестерни с колесом происходит качение без скольжения двух центроид - окружностей, соприкасающихся в полюсе зацепления - Р. Эти окружности называются начальными, а их диаметры (радиусы) обозначаются с индексом w: dwl (rwl), dw2 (rw2). Для некорригированных колес эти окружности совпадают с делительными окружностями, обозначение диаметров (радиусов) которых дается без индексов первой и второй групп, т.е. для шестерни - d1(r1), для колеса - d2(r2). http://texinfo.inf.ua/razdeli/reg_instr/teorez01/zc1007.jpg Рис. 1.1. Эвольвентное зацепление зубчатых колес Делительная окружность - окружность, на которой шаг между зубьями и угол профиля равны им же на делительной прямой зубчатой рейки, сцепленной с колесом. При этом шаг (Р = π · m) - расстояние между двумя соседними одноименными сторонами профиля. Отсюда диаметр делительной окружности колеса d = P · Z / π = m · Z Модуль зуба (m = P / π) - величина условная, имеющая размерность в миллиметрах (мм) и используемая как масштаб для выражения многих параметров зубчатых колес. В зарубежной практике в этом качестве используется питч - величина, обратная модулю. Основная окружность - это окружность, от которой образуется эвольвента. Все параметры, относящиеся к ней, обозначаются с индексом b например, диаметры (радиусы) колес в зацеплении: db1 (rbl), db2 (rb). Касательно к основным окружностям через полюс зацепления Р проходит прямая N-N, а ее участок N1-N2 называется линией зацепления, по которой в процессе обката перемещается точка контакта сопрягаемых профилей колес. N1-N2 называется номинальной (теоретической) линией зацепления, обозначаемой буквой g. Расстояние между точками пересечения ее с окружностями выступов колес называется рабочим участком линии зацепления и обозначается ga. В процессе обката зубчатых колес точка контакта профилей перемещается в пределах активного (рабочего) участка линии зацепления ga, которая является нормалью к профилям обоих колес в этих точках и одновременно общей касательной к обеим основным окружностям. Угол между линией зацепления и перпендикуляром к линии, соединяющей центры сопрягаемых колес, называется углом зацепления. У корригированных колес этот угол обозначается αw12; для некорригированных колес αw12 = α0. Межцентровое расстояние некорригированных колес aW12 = rW1 + rW2 = r1 + r2 = m ·( Z1 + Z2 ) / 2 Окружности выступов и впадин - окружности, проходящие соответственно через вершины и впадины зубьев колес. Их диаметры (радиусы) обозначаются: da1 ( ra1 ), df1 ( rf1 ), da2 ( ra2 ), df2( rf2 ). Шаги зубьев колес - Pt Рb, Рn, Рх - это расстояния между одноименными сторонами профиля, замеренные: по дуге делительной окружности в торцовом сечении - окружной (торцевый) шаг Pt = d / Z; по дуге основной окружности - основной шаг Pb = db / Z; по контактной нормали (линии зацепления) - основной нормальный шаг Рbn; по нормали к направлению зубьев и по оси (у винтовых передач) - нормальный шаг Рn и осевой шаг Рх. Коэффициент перекрытия, ε - отношение активной (рабочей) части линии зацепления к основному нормальному шагу: ε = ga / Pbn Окружная (торцовая) толщина зуба, St - длина дуги делительной окружности, заключенная между двумя сторонами зуба. Окружная ширина впадины между зубьями, е - расстояние между разноименными сторонами профиля по дуге делительной окружности. Высота головки зуба, ha - расстояние между окружностями выступов и делительной: ha = ra - r Высота ножки зуба hf - расстояние между окружностями делительной и впадин: hf = r - rf Высота зуба: h = ha + hf Рабочий участок профиля зуба - геометрическое место точек контакта профилей сопрягаемых колес, определяется как расстояние от вершины зуба до точки начала эвольвенты. Ниже последней следует переходная кривая. Переходная кривая профиля зуба - часть профиля от начала эвольвенты, т.е. от основной окружности до окружности впадин. При методе копирования соответствует форме головки зуба инструмента, а при методе обкатки образуется вершинной кромкой режущего инструмента и имеет форму удлиненной эвольвенты (для инструментов реечного типа) или эпициклоиды (для инструментов типа колеса). http://texinfo.inf.ua/razdeli/reg_instr/teorez01/zc1008.jpg Рис. 1.2. Зацепление зубчатой рейки с колесом Понятие об исходном контуре рейки Как было показано выше, частным случаем эвольвенты при z = (бесконечность) является прямая линия. Это дает основание использовать в эвольвентном зацеплении рейку с прямобочными зубьями. При этом любое зубчатое колесо данного модуля независимо от числа зубьев может быть сцеплено с рейкой того же модуля. Отсюда возникла идея обработки колес методом обкатки. В зацеплении колеса с рейкой (рис. 1.2) радиус начальной окружности последней равен бесконечности, а сама окружность превращается в начальную прямую рейки. Линия зацепления N1N2Так как профиль зубьев рейки - прямая линия, это в значительной мере упрощает контроль линейных параметров зубьев и угла профиля. С этой целью стандартами установлено понятие исходного контура зубчатой рейки (рис. 1.4, а) проходит через полюс Р касательно к основной окружности колеса и перпендикулярно к боковой стороне профиля зуба рейки. В процессе зацепления начальная окружность колеса обкатывается по начальной прямой рейки, а угол зацепления становится равным углу профиля зуба рейки α . Так как профиль зубьев рейки - прямая линия, это в значительной мере упрощает контроль линейных параметров зубьев и угла профиля. С этой целью стандартами установлено понятие исходного контура зубчатой рейки (рис. 1.3, а) В соответствии со стандартами, принятыми в нашей стране для эвольвентного зацепления, исходный контур имеет следующие параметры зубьев в зависимости от модуля: угол профиля α = 20°; коэффициент высоты головки h*a = 1; коэффициент высоты ножки h*f = 1,25; коэффициент радиального зазора с* = 0,25 или 0,3; коэффициент граничной (рабочей) высоты зуба h*L = 2; шаг зубьев Р = π · m; толщина зуба S и ширина впадины е: S = е = 0,5Р = π · m / 2. Делительная прямая рейки проходит по середине рабочей высоты зуба hL. Для зуборезных инструментов основные параметры зубьев по аналогии с изложенным выше задаются параметрами исходной инструментальной рейки (рис. 1.3, б). Так как зубья режущего инструмента обрабатывают впадину между зубьями колеса и могут нарезать колеса с модифицированным (фланкированным) профилем, между названными исходными контурами имеются существенные различия: Высота головки зуба исходной инструментальной рейки ha0 = (h*f0 + с0 )m = 1,25 m, т.е. коэффициент высоты головки й h*a0 =1,25. Высота ножки зуба hf0 = 1,25 m, а полная высота зуба h0 = ha0 + hf0 = 2,5 m. Если нарезаемое колесо имеет срез у головки (модифицированный профиль), то ножка зуба инструментальной рейки должна иметь утолщение с параметрами h ф 0 , α ф 0 , n ф 0. Толщина зуба у зубчатой рейки S = π · m / 2 , а у инструментальной рейки при нарезании колес с модифицированным профилем зубьев S0 = π · m / 2 ± ΔS0 http://texinfo.inf.ua/razdeli/reg_instr/teorez01/zc1009.jpg Рис. 1.3. Исходные контуры: а - зубчатой рейки; б - инструментальной рейки Поправка ΔS 0 берется из справочников [23, 24] в зависимости от величины модуля зуба. Знак "+" берется для чистовых, а знак "-" - для черновых инструментов. В первом случае происходит утонение зубьев нарезаемого колеса с целью создания бокового зазора между зубьями сцепляемых колес, во втором случае утолщение, в результате чего нарезаемые зубья получают припуск на чистовую обработку. У колес с обычным (модифицированным) профилем зубьев изменение толщины нарезаемых зубьев можно получить путем смещения инструментальной рейки относительно центра колеса и утолщение ее зубьев у ножки не требуется. Параметры зацепления корригированных зубчатых колес. Корригирование (исправление) колес дает возможность улучшить зубчатое зацепление по сравнению с нормальным зацеплением в отношении трения, износа и прочности зубьев, уменьшить вероятность подреза ножки зубьев при малом их числе и др. Применительно к долбякам корригирование дает возможность получения задних углов на режущих кромках (см. ниже). Из известных методов корригирования на практике наибольшее применение нашло высотное корригирование, которое осуществляется путем смещения профиля исходной инструментальной рейки относительно центра нарезаемого колеса. Такое смещение принято считать положительным, если рейка отводится от центра колеса, и отрицательным, когда она приближается к его центру (рис. 1.4). http://texinfo.inf.ua/razdeli/reg_instr/teorez01/zc1010.jpg Рис. 1.4. Схема высотного корригирования зубчатого колеса: 1 - положительное смещение; 2 - нулевое смещение; 3 - отрицательное смещение Величина смещения оценивается произведением хо · m, где х0 - коэффициент смещения При положительном смещении высота головки зуба нарезаемого колеса h'a1 увеличивается на величину хот, а высота ножки h'f1 уменьшается на ту же величину. При отрицательном смещении, наоборот, высота головки зуба уменьшается, а высота ножки увеличивается. Полная высота зуба колеса в обоих случаях остается неизменной. Так как при этом положение делительной и основной окружностей колеса постоянно и не зависит от величины смещения, то неизбежно изменение толщины зуба нарезаемого колеса по делительной окружности из-за смещения делительной прямой рейки относительно начального положения на величину ± хо · m. Как видно из рис. 1.5, толщина зуба по делительной окружности у корригированного колеса при смещении рейки инструмента S'1, 3 = π · m / 2 ± 2 · x0 · m · tg α0 где ΔS = x0 · m · tg α 0. Знак "+" берется при положительном, а знак "-" - при отрицательном смещении. При расчетах зуборезных инструментов, например долбяков, зубья которых корригированы, возникает необходимость определения толщины зуба на окружности любого радиуса - rу, концентричной с делительной окружностью радиусом r. http://texinfo.inf.ua/razdeli/reg_instr/teorez01/zc1011.jpg Рис. 1.5. Изменение толщины зуба на делительной окружности при положительном смещении инструментальной рейки. http://texinfo.inf.ua/razdeli/reg_instr/zuboobr_c1.html6 баллов
-
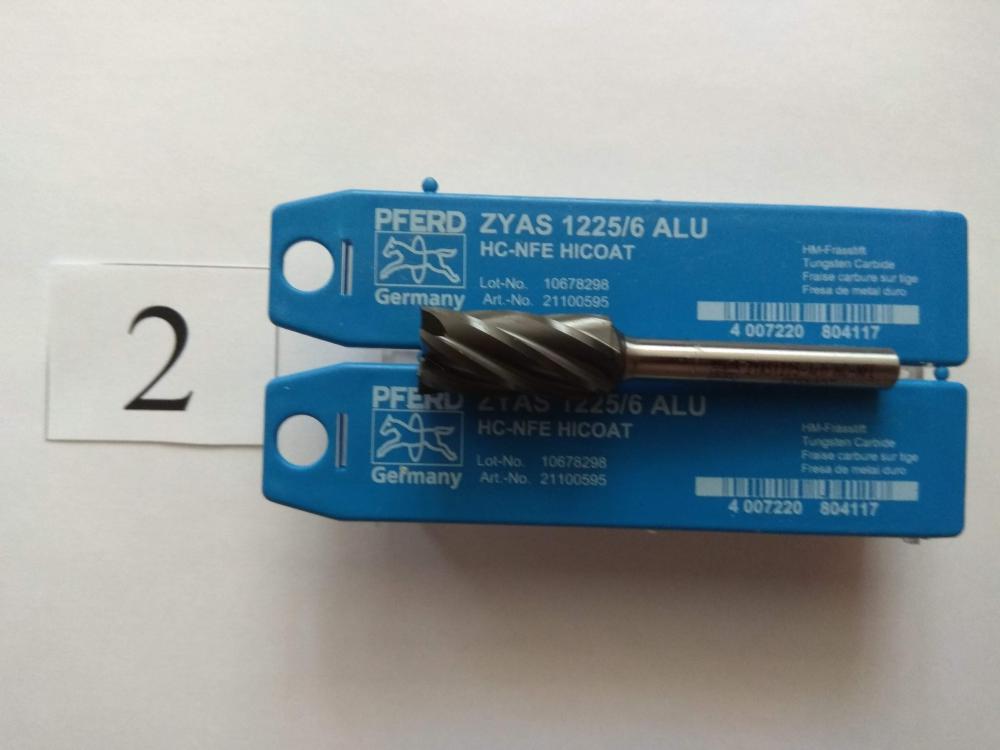
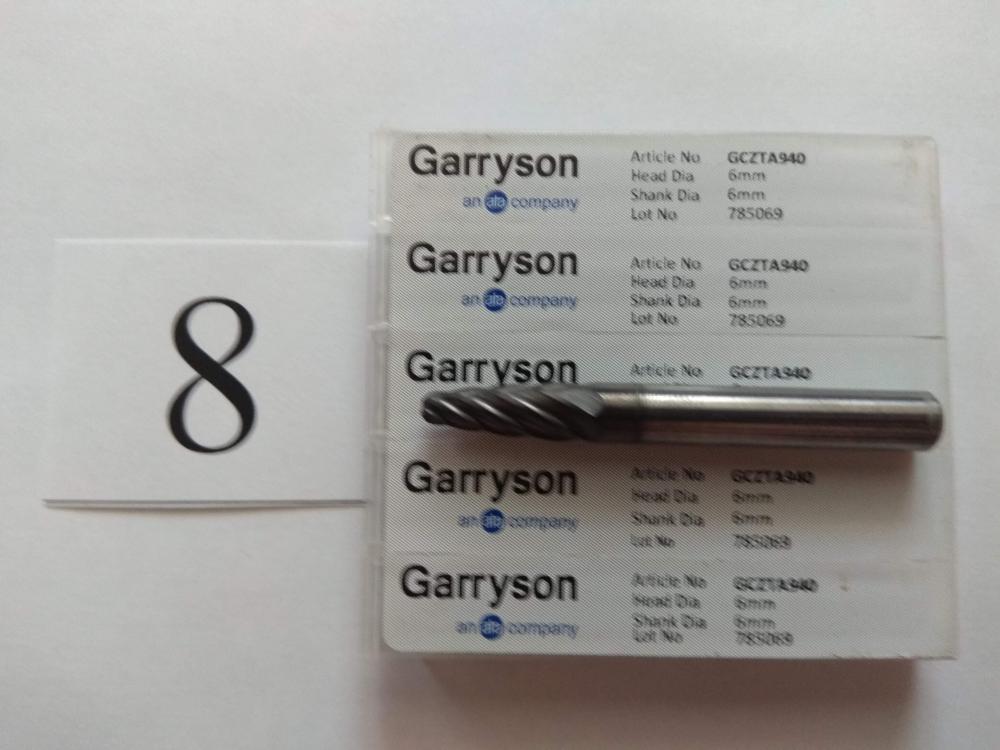
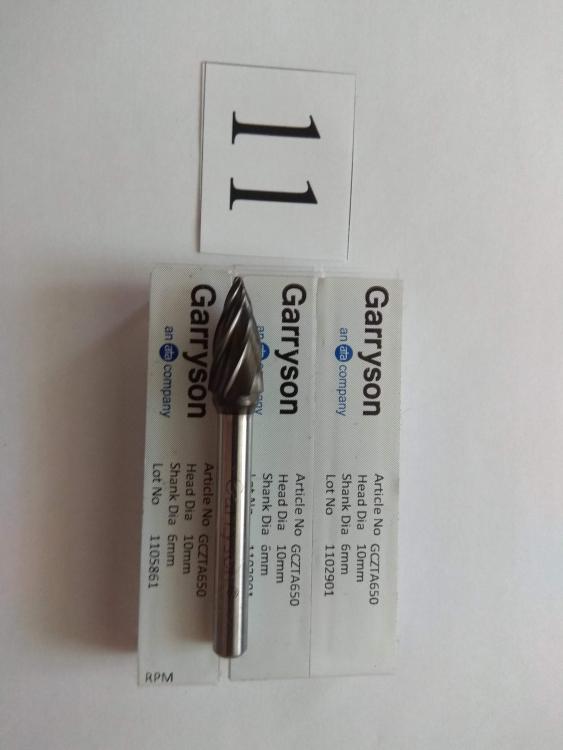
Продам фрезы по аллюминию фирмы Pferd, Maykestag, Garryson. Цанга на 6 мм. Цена 350 рублей. Телефон: 8950-647-12-72.
5 баллов
-
По ходу забухали, ооооооо не то - зазвездились, оооооо не то - заработались!!! Извините, ответили..5 баллов
-
И так, что такое модуль шестерни? Как вычисляется модуль шестерни и чем он обусловлен? На этот вопрос нам помог учебник — Техническое черчение, изданный еще в 1972 году (как ни странно, на просторах современного интернета не так уж и много информации по данному вопросу). Шестерни (на техническом языке — зубчатые колеса) служат для передачи движения от одного элемента машины к другому. Зубчатые колеса в зависимости от характера зацепления (внешнее или внутреннее), взаимного расположения вращающихся валов, способа передачи и т.д. могут быть самой различной конструкции. Наиболее распространенными являются цилиндрические и конические шестерни. http://slotcar-dz.com/wp-content/uploads/2012/01/modul-shesterni-risunok-1-420.jpg Рисунок 1 - Элементы зубчатого колеса (шестерни) И так, из каких же элементов состоит шестерня (зубчатое колесо) изображенная на рисунке 1, а. Основным элементом шестерни является зуб (рисунок 1, б) — выступ определенной формы, предназначенный для передачи движения посредством воздействия на выступ другого элемента зубчатой передачи. Часть зубчатого колеса, в которую не входят зубья, называется телом зубчатого колеса (рисунок 1, в). Часть зубчатого колеса, состоящая из всех его зубьев и некоторой связывающей их части тела колеса, называется зубчатым венцом. Впадиной называется пространство, заключенное между боковыми поверхностями соседних зубьев и поверхностями вершин и оснований впадин (рисунок 1, г). Начальной поверхностью зубчатого колеса (рисунок 1, д) называется соосная поверхность, по которой катится без скольжения такая же поверхность друого колеа, находящегося в зацеплении с первым. Начальная поверхность колеса делит зуб на две части — головку и ножку. На рисунке 1, е показано изображение на чертеже некоторых основных элементов зуба. Проекция поверхности выступв на плоскость, перпендикулярную оси зубчатого колеса, называется окружностью выступов, поверхность впадин — окружностью впадин, поверхность делительной поверхности — делительной окружностью. На этом чертеже обозначены высота зуба — h, головки зуба — h' и ножки зуба - h''. Торцовым шагом t3 называется расстояние по делительной окружности между одноименными профилями смежных зубьев. Диаметр делительной окружности — dд, диаметр окружности выступов — Dе, впадин — Di. Модулем шестерни m называется отношение диаметра делительной окружности к числу зубьев Z: m= dд/Z. Модуль шестерни (зубчатого колеса) можно выразить еще и как отношение торцового шага к числу π: m= tз/π Высота головки зуба нормального зубчатого колеса примерно равна модулю h'=m, а высота ножки h''≈1,25 m. В соответствии с этими соотношениями можно установить следующую зависимость диаметра выступов De от модуля m и числа зубьев Z зубчатого колеса: De = m (z + 2). http://slotcar-dz.com/wp-content/uploads/2012/01/modul-shesterni-risunok-2-300x180.jpg Рисунок 2 - Условное изображение конического зубчатого колеса (шестерни) Для передачи движения между валами, оси которых пересекаются, применяются конические зубчатые колеса. Условное изображение конического зубчатого колеса показано на рисунке 2. В разрезе плоскостью, проходящей через ось колеса, зубья изображаются незаштрихованными. На виде, полученном проецированием на плоскость, перпендикулярную оси колеса, сплошными линиями изображаются окружности, соответствующие большому и малому выступу зубьев и штрих-пунктирной линией — окружность большого основания делительного конуса. У конического зубчатого колеса имеются свои специфические элементы и соответствующие обозначения и размеры, отсутствующие у цилиндрического колеса: Φ — угол делительного конуса; Φе — угол конуса выступов; Φi — угол конуса впадин; L — конусное расстояние; ν — угол внешнего дополнительного конуса. Основные размеры некоррегированных конических зубчатых колес могут быть определены по следующим формулам. Диаметр начальной окружности: dд = m z. Диаметр окружности выступов: Dе = m (z + 2cos Φ). Диаметр окружности впадин: Di = m (z — 2,4cos Φ). Конусное расстояние: L= dд/(2cos Φ) По материалам учебника «Техническое черчение» Авторы: Е.И Годик, В.М. Лысянский, В.Е. Михайленко, А.М. Пономарев. Киев. 1972г Информация взята с сайта: http://slotcar-dz.com/chto-takoe-slotcar/modul-shesterni5 баллов
-
читеры. )5 баллов
-
Порошковая покраска. ООО "Центр Технической Помощи", г.Южно-Сахалинск.
4 балла
-
Давно это было.Сейчас оборудование заброшено,но кое-что вспомнить стоит.В свое время, возникла производственная необходимость в изготовлении винтов и валов диаметром от 100мм и длинною 10 000мм. Что было сделано?Взят серийный станок и к нему на фундаменте была установлена дополнительная станина.Удавалось изготавливать детали приемлемого качества.
4 балла
-
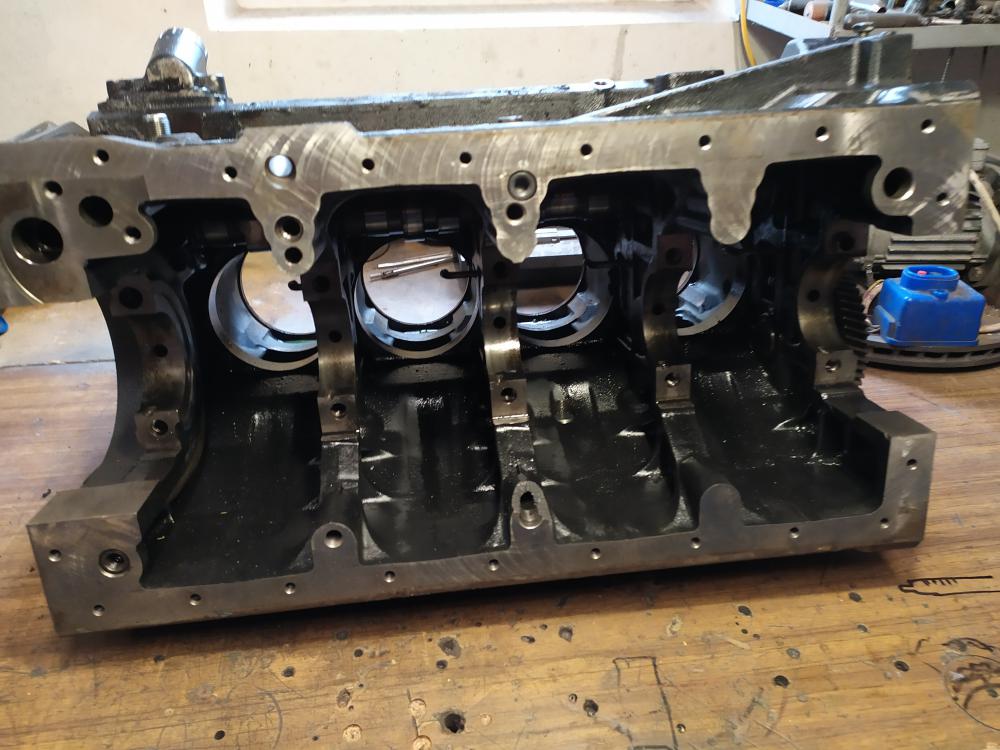
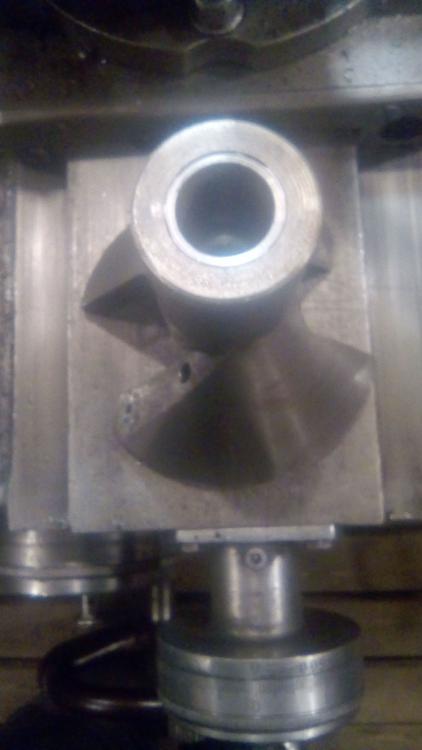
У блока выломали кусок резьбы. Было предложено вваривать втулку\бобышку глухую и потом нарезать и выводить,второй вариант вварить шпильку из нержавейки, и третий вариант - наплавлять для последующей обработки у станочников. Моторист скомандовал - наплавлять. Станочник попросил +5\6мм в обьему и не до дури по плоскости поддона (+3\4мм) "Александровский" Панч-11 нового розлива лег в плакировку очень ладно, в два слоя. Далее пруток СВ-08ГС, 3.2мм. WZ-8, горелка WP-20, сопло №6, педаль, предел 0-210 ампер. Вывод на плоскость поддона - тоже "панч". Каждый валик с проковкой,без ажиотажа и перегрева,пирометр в помощь.
4 балла
-
Нет, на постоянке. И подготовку любит хорошую.3 балла
-
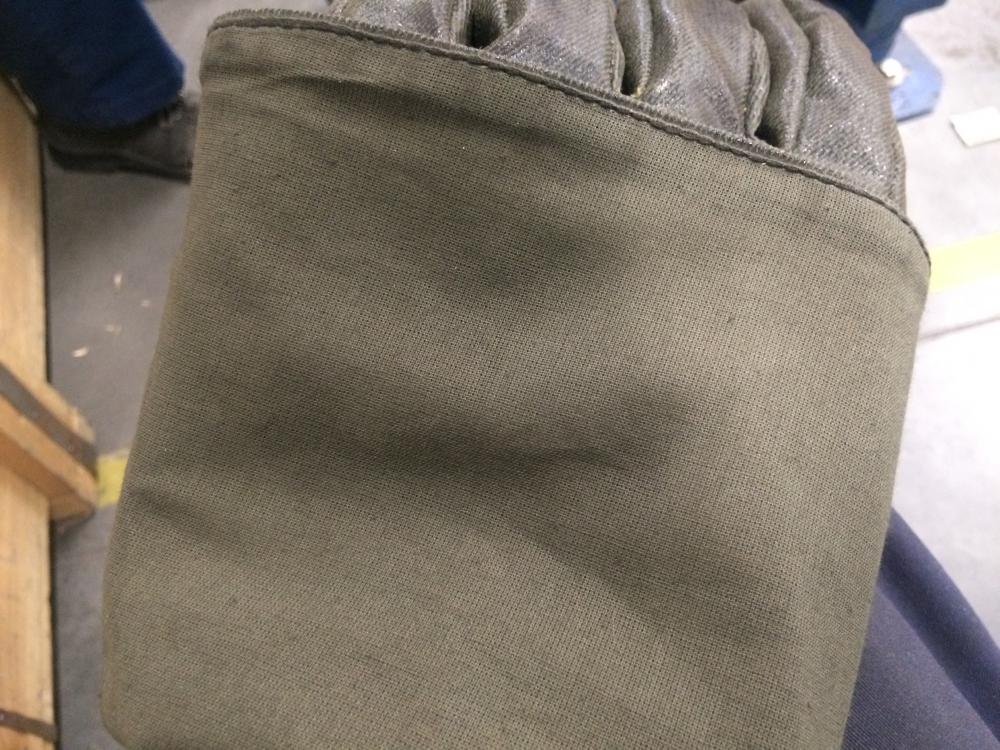
Спасибо за развёрнутый ответ) видимо покрытие и даёт этот странный запах. А я продолжу отчёт) Так вот при 2 полных днях загрузки рукавички стали гораздо мягче и не теряют своих защитных свойст, увеличения потертостей не заметил после первого дня (хотя крутил горячие железки больше чем вчера) неудобство хвата осталось только из-за размера (но и краги всегда велики, но более цепкие), за прошедшие полноценные два с половиной дня немного левая рукавица начала темнеть но не терять стойкости при том что не стесняюсь в удобстве держания горелки (припекает, но вполне терпимо. В обычных крагах рука секунд за 10 начинает гореть и можно скидывать подальше чтоб не сгорела рука). За два дня делаю вывод если ОЧЕНЬ не аккуратно использовать тогилен и ОЧЕНЬ аккуратно спилк, первый выигрывает раз в 5 минимум за 2 дня ( я смело при такой загрузке выкидываю пар 7-10 спилка за это время), ну и обещанное фото подкладки))
3 балла
-
Если заказываете горелку в интернете, не поленитесь, и напишите продавцу о ваших "хотелках" ,какой разъём нужен, какое подсоединение к аппарату и БВО,могут получится небольшие казусы. Я заменю байонет, на более удобный, для пользователей иногда такое составляет проблему. Не пытаюсь "очернить" производителя, с его стороны все пункты соблюдены.
3 балла
-
Смотрю, разобрался, как добавлять ссылки. Прошёлся лайками по нескольким постам, пока было время свободное. Турники у тебя - огонь! Мой, дык, вообще, смешным выглядит)) В комментариях показал3 балла
-
@Дмитрий54, надо залезть внутрь да посмотреть. Не думаю что там отбортовка есть, не помню таких бочек. Расскажу как делали вкратце... На бочку монтировали консольно балку с ручной талью, к донышку приваривали петлю за которую цеплялись, потом вырезали сектор болгарками, прихватывали на бочку пластины-направляющие по диаметру, по балке ставили торец на место.3 балла
-
Абалдеть,были же люди МАСТЕРА,ГИГАНТЫ ,и всё практически на энтузиазме.Так порой хочется вернутся в ту эпоху,всё крутилось и вертелось.Сейчас одна тоска от созерцания происходящего.3 балла
-
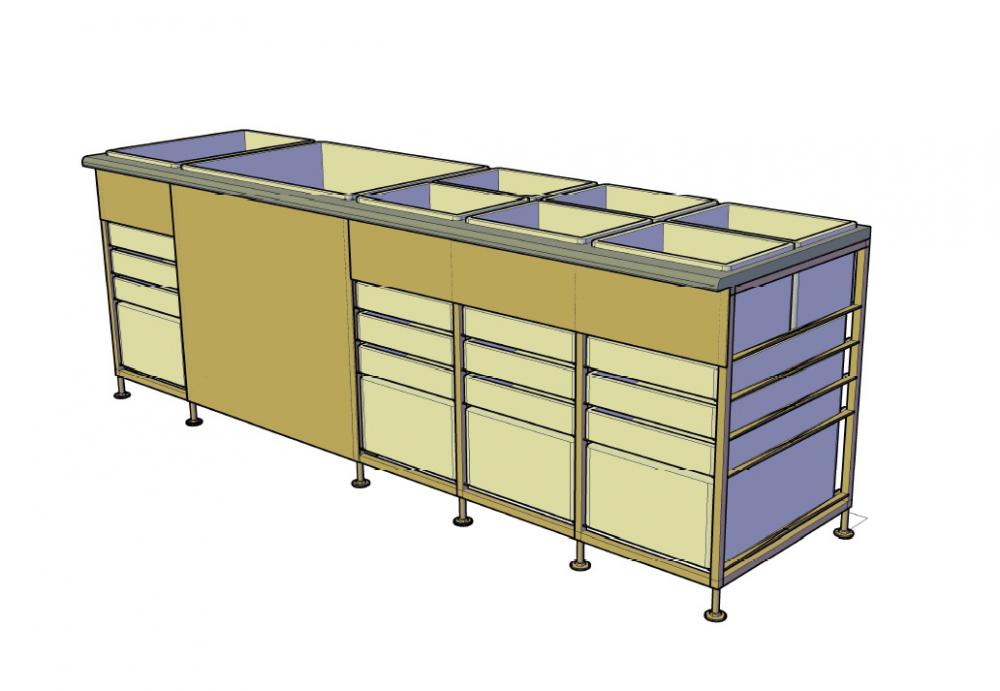
Ну что, еще немного раскроем тему нашего прибамбасинга... Проект так же не свежий, собирался несколько лет назад. Активно занимались изготовлением всяких водолазных аксессуаров, почти все нержавейка и сплавы алюминия, была потребность в анодировании. Без всякого опыта, на справочниках и интернете собирали установку для холодного/твердого анодирования алюминия, рабочая температура элетролита -5....-10. Рама из профильной трубы 40х20. Как показало время, трубу нужно было брать из нержавейки, черняжку прилично по ели реактивы. Испаритель/змеевик из титановой трубы, варил сам. Это был вообще первый опыт сварки титана, об этом можно отдельное повествование делать... Все наполнение из евро ящиков, ящик с электролитом обложен полистиролом. Стены около ванны и часть самой ванны закрыли АБС-пластиком. Компрессорная установка достаточно примитивная, бытового уровня, все элементы покупались отдельно, обиралось все самостоятельно. Вместо источника использовали по началу "НЕОН" ВД-201 АД, потом заказали у данного производителя специализированный блок с управлением через мод-бас. Ванна работает уже около 4 лет, температуру держит, серьезных проблем нет. Качество покрытия получается весьма не плохое, учитывая что ванна обошлась в более чем скромный бюджет...
3 балла
-
На основе лучших мировых разработок!Из того,что было.Пока ещё не совсем доделал,но функции свои выполняет.А то не те уже годы таскать все,четвертый десяток пошел как ни как.
2 балла
-
Вот взглянул я на их плазморез и скупая мужская слеза скатилось на небритую щеку. Мысли унеслись куда то далеко далеко в беззаботное детство. Я стою на стройке, жую гудрик и катая меж пальцев липучку смотрю на сварщика. Из за его спины летят искры, а под ногами, словно две черных змеи лежат кабеля. Они идут от здоровенного ящика из которого торчат две клемы. На которые хитрыми сварочными узлами примотаны кабеля змеи. Хорошо что кто то еще чтит традиции и выпускает такое оборудование.2 балла
-
Дают размазанную дугу, особенно в сочетании с синусоидальной или треугольной формой сварочного тока. Это позволяет варить сплавы с высоким содержанием кремния ( в народе именуемые "говносплавами) , без предварительного подогрева и без образования пор. Если работать с АМГ или чистым алюминием, то ничего. Там зачастую надо дугу сжать, герц 200 -250 на прямоугольнике.2 балла
-
Потребляет он только на пуске столько,когда работает он немного потребляет(эта тема уже на металлическом форуме пережована не раз)На станке стоит амперметр и видно сколько он потребляет.У меня от чайника счётчик быстрее моргает чем от станка.Никаких школьников,только 1к 62.Самый простой и надёжный станок.А запчастей на диреклоте на него хоть отбавляй,любые.Притом это как долгосрочное вложение,они только дорожать будут.Это не автомобиль а средство производства и весьма серьёзное.2 балла
-
Ребята, хочу сказать спасибо всем, кто вступил. Вместе - мы сила. Так может и до профсоюза дорастем2 балла
-
Но ощущают: https://www.youtube.com/watch?v=6zJdGT5HDZQ2 балла
-
Это называется не ЧИТЫ, а ВЗАИМОПИАР))2 балла
-
Данные перчатки состоят из 3-х слоев: наружный слой - ткань арамидная с полимерным покрытием "Тогилен ТП-300"; утеплитель - иглопробивное нетканное полотно из параарамидных волокон; внутренний слой - подкладочная ткань "Бязь" 100% ХЛ ГОСТ2 балла
-
@Kondor416, вот насчет поддержки друг друга - я "за"! Инструкция не помешала бы ) Также огромная благодарность всем, кто помог развитию моей группы!2 балла
-
@Олег TIG, мы связались с сервисом. Сейчас подскажем мастерам в чем проблема. И посодействуем гарантийному ремонту.2 балла
-
Не могу сказать, что всем будет интересно, посмотрел "обзорные экскурсии", много разного, просто для расширения кругозора, когда деньги идут не на яхты и мраморные зáмки, а на разные "технические игрушки". И про майнинг, и про электроподстанцию на участке, и про тепловые насосы, и про лазер на 1,5кВт, и про бионическую руку с ТБ, и про разные мелочи... Вроде близко к техническому уклону форума и многих здесь присутствующих. Не рекламы ради и продвижения каналов, мне с этого ни тепло не холодно, попало в рекомендации одно видео, а с него перешёл на сопутствующие. https://www.youtube.com/watch?v=LZJzF2-mueA https://www.youtube.com/watch?v=PZjCGWJg_6s https://www.youtube.com/watch?v=74PcNFCtUH42 балла
-
Да норм всё. Покупка любой вещи начинается с предварительной оценки хотелок, возможностей,перспектив. Возможности не только материальные стоит брать в рассчет но и интеллектуальные. То есть возможность изучения для последующей работы. Ни для кого не секрет что сейчас можно подкупить мозгов, если нет времени на изучение, или желания нет забивать голову. Потому я например взял пикомиг с синергетикой. Ибо разбираться в таинствах и тонкостях полуавтоматической сварки времени и желания не было. Включил и работай. Но цена... Точно так же я не горю желанием влезать в тонкости ремонта бу станков. Я не ленивый. Моя голова основной работой забита выше крыши. А сварка и прочая металлобработка это хобби и дополнительный зароботок. И необходимости обработки крупных заготовок нет. Как собственно и постоянной потребности. Потому станок должен быть новый, при этом не дорогой в своем классе. Кроме китая нет ничего удовлетворяющего этим требованиям. Да он дороже бу советских, но опыт восстановления за бабки не купишь. Доверять сие кому то, не зная лично никого, то же не мой путь. Да и тонны чермета в мастерской мне не нужны. Все это пока на уровне подбора инструментария для расширения возможностей в перспекииве. Не более. Теория, без практики и интереса на уровне взял деньги и пошел. Но уже столько узнал полезного))))2 балла
-
Кран воздушного компрессора тормозной системы Вольво. Варил CuSi-3 импульс 200А и пауза 30А. Пульс 0,20с пауза 0,50с. В линейном режиме такие вещи на мой взгляд не вариант варить. в Пульсе без проблем. Опрессовал 13 атмосфер все четко, рабочее 9.
2 балла
-
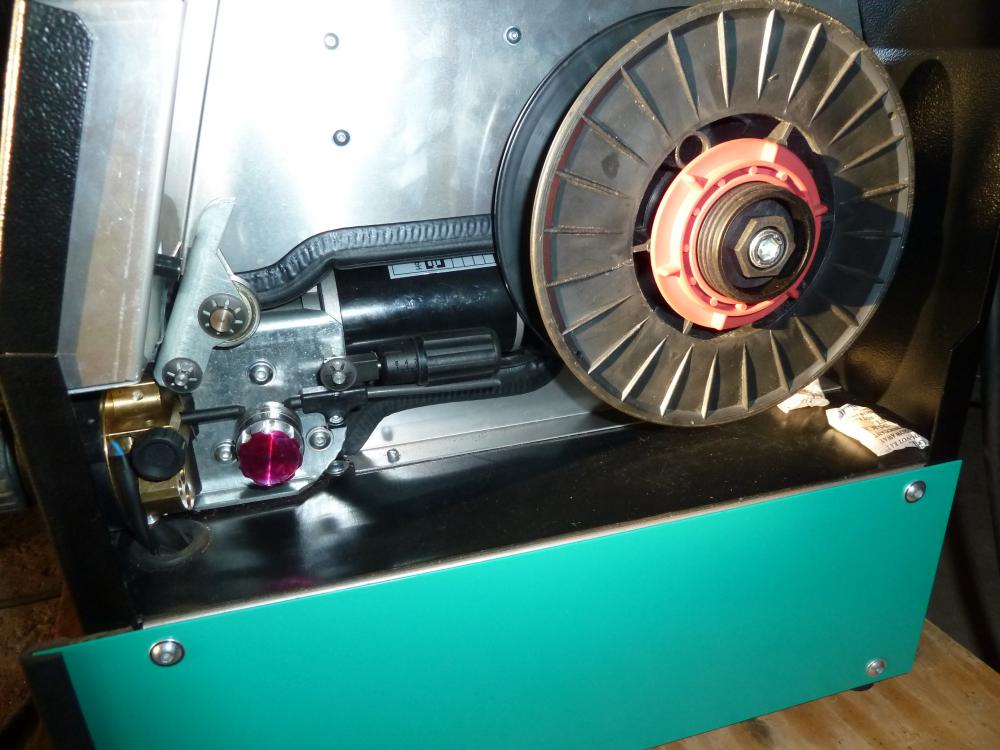
Перепрошили аппарат,бво не вмешивается теперь в работу.Через какое то время отключается,при нажатии на кнопку горелки включается автоматом.
2 балла
-
Подрастающее поколение наступает на пятки Короновирус не пройдет Жгем электроды и отрабатывам навыки швы Результат, кубик изготовленный самостоятельно Ну и пока доча варила. Папа занимался вот такой чепухой. Это клон. Связано с деревяшками. Дали образец и надо было сделать точно такую же. Но посадку на вал я сделал как оригинала, а надо было меньше(меня не предупредили) то пришлось втулить.
2 балла
-
По началу работал итальянским(первое фото). Потом перешёл на "Шервин" и пока менять его не собираюсь.Высылают любыми компаниями по России,любыми рейсовыми маршрутками и и автобусами международных направлений. В процессе пользования вычислил один момент - лучшее хранение белого флакона вверх ногами(второе фото). р.с. краситель в осадке находится "почти на выходе"- уменьшается расход ввиду того,что сразу происходит окрашивание. А при стандартном хранении надо достаточно долго трясти.,иначе просто выдувает не перемешанную эмульсию.
2 балла
-
Я себе делал иначе. Отлично подходит для этого кусочек автомобильной медной тормозной трубки 4,75Х0,9 коих полно на каждом шагу. Один конец затачиваю плоско на осто, чтоб подходил в плотную к роликам и обрезаю общую длину так, чтобы трубка выступала примерно на два миллиметра в гнезде KZ-2 со стороны рукава. Прижим регулируется дотяжкой рукава и можно не снимая варить как черной проволокой, так и алюминиевой, переставляя лишь рукав, т.е не надо на рукаве с тефлоновым боуденом оставлять лишний, выступающий поводок тефлона/1 балл
-
А горелка родная или не родная?. Все дело в том что гайки на евроразъеме которые поджимают канал у разных горелок разные у кого короче у кого длиннее и по сему трубочки требуются разные и всяки . Вот у меркле довольно большое расстояние до ролика и у них пластиковая трубка кою можно двигать и поджимать винтом , удобно , но с другой стороны подогнав ее в плотную у ролику образуется некий зазор между трубкой и горелкой внутри самого разъема и тоже не хорошо так как и там может проволочка прогнуться и встать. Что делать? , да все просто и делаем трубочку и я ее не точил подошла по диаметрам от какой то приблуды и она алюминий отрезаем необходимую длину ну и в нее кусочек тефлон канала и усе готово . Кстати тут на выходе из ролика самое проблемное место и латунная трубочка не правильное решение так как вот она и шкрябает проволоку и загонят стружку в канал , тефлон сего не делает . Кстати с зади где заходит проволока в подающий , там тоже лучше заменить пружинный канал-хвостик на тефлон, пять минут работы на все про все . Хелви и гайка горелки еще не закручена на евроразъеме и когда закручиваю тефлон в плотную к ролику хвостик заменен на тефлон и пружина тут не у местная вовсе
1 балл
-
У нас с китайцами одна ментальность. Немножко плохо - это хорошо. Иногда мне кажется что они выпускают изделия не понимая его назначения. Вроде похоже, а как работает непонятно. Из дешака только трофимет был и есть безпроблемный. Остальное вечно нужно допиливать и перепиливать.1 балл
-
Вот поэтому у меня Форсажи. Там все адекватно заявленному, хотя говна лилось немерено.1 балл
-
tig max xt 6000 Смотреть без звука.1 балл
-
если честно без понятия по цене))) сам на пытки попросил и не отказали, я так понял новая модель. Материал какой-то другой, да и на внешней стороне из-за жесткости таких складок не образуется, плюс они сами не скользкие а скорее очень гладкие. Подкладку сфотографирую завтра1 балл
-
@Aseamaster,по постгазу не вводите в заблуждение,это настройка ни как не связана с ценой аппарата.Аврора система 200 пульс,которая стоит 20 т,имеет 60 сек постгаза,тоже сравнивать с эсабом?Я против ваших аппаратов ничего не имею против,просто хочу донести,что аналоговые настройки-это прошлый век и даже недорогие китайские бренды переходят на цифровое управление.Поэтому если есть выбор по цифре или аналогу,то потенциальный покупатель выберет цифру.1 балл
-
Хорошие игрушки! По первому аппарату: если правильно поженили аппарат и подающий, то по функциям можно варить и алюминий проволокой- варится прекрасно. С большим подающим vr3300 можно настроить и пульс. При переключении тока он на дисплее показывает циферку от 1 до 3- это в какойразъем должен быть подключен обратный провод. При сварке алюминия можно варить и без программы на диап.А и вращением ручки подачи проволоки на подающем. Это одна из самых простых и надежных моделей. По БВО слишком капризны- вода или родная, или дистиллированая, но обязательно добавляю немного спирта- не закисает насос и не цветет летом в жару.1 балл
-
Кислотный акриловым перекрывается.1 балл
-
ГЦБ от трактора. Как всегда забыли слить водичку. Поиск окончания трещин,разделка,прогрев в массе,сварка. Что интересно головки Д-240 варяться намного лучше,не так газят. А вот это ГЦБ от Д-245. Панч-11, горелка Wp-20, сопло №6, WZ-8 "в иглу", педаль. р.с. локтевой сустав гудит,намахался молоточком.
1 балл
-
В общем зашито програмно,свяжутся с заводом что можно сделать.Как вариант запитать отдельно,не через аппарат,опять же 24В,нужен блок,чтоб через 220В запитать.1 балл
-
Непонятный момент с бво,не дает повторно зажечь дугу пока не кончится постгаз,при отключении бво все нормально работать начинает,т.е.проблема явно в нем или в прошивке.Вопрос представителям задан,жду ответа.1 балл
-
Хто накуренный сормайтом баловался?
1 балл
-
@Дед мазай, думаю, если делать полку наружу, как вы предложили, то надо проварить сначала боковину рамы, обязательно насквозь с 100% проваром, потом засверлить отверстие побольше (на 16-20 мм) чуть ниже верхней полки, чтобы в полку усилителя не попасть. И потом уже приваривать новую полку снаружи, не перекрывая швом трещину и отверстие. Иначе трещина выйдет либо на шов, либо на новую полку.1 балл
-
@Isperyanc, сталь 10-15кп. нагрев до оранжевого. 950 примерно. гидроклепальник, похож на большую струбцину. (работает по принципу перфоратора) ps. есть поцы, клепающие "на холодную". я бы таких кастрировал расстреливал. можно. но болты должны входить в отверстия очень плотно и только сплошное тело (башмачный/карданный болт)1 балл
-
Контейнеровоз, очень сгнил.
1 балл
-
Друг мне преподнес " Сюрприз" в виде лодки клепанной и скорее всего Д16 , да и возраст у нее солидный , помладше меня лет на 7-8. Купил за бесценок валялась у забора в глухой деревеньке. Заплаты стояли на ней уже варенные но как то небрежно. Попросил переварить , да задача еще та . Но потихоньку и не спеша вроде все получилось и последки присадки " советской по дюрали" израсходовал и даже не хватило и доваривал 4043 , 5356 не терпит Д16 вовсе и трещит сразу. Советская присадка вообще не каких проблем , 4043 вроде тоже не трещит и пока все в норме, но друг был предупрежден о " последствиях" и предпримет контр меры еще до выхода в "море" , поставит общую заплату на вваренные заплаты на сырую резину и заклепки. Вот такая она Д16.
1 балл