Лидеры




Популярный контент
Показан контент с высокой репутацией 28.02.2020 во всех областях
-
Всем привет!
 9 баллов
9 баллов -
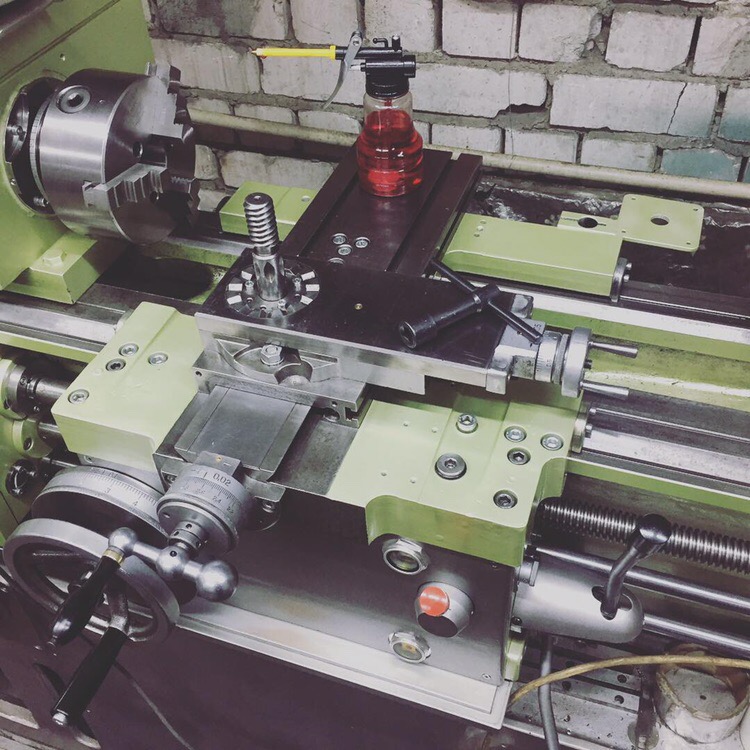
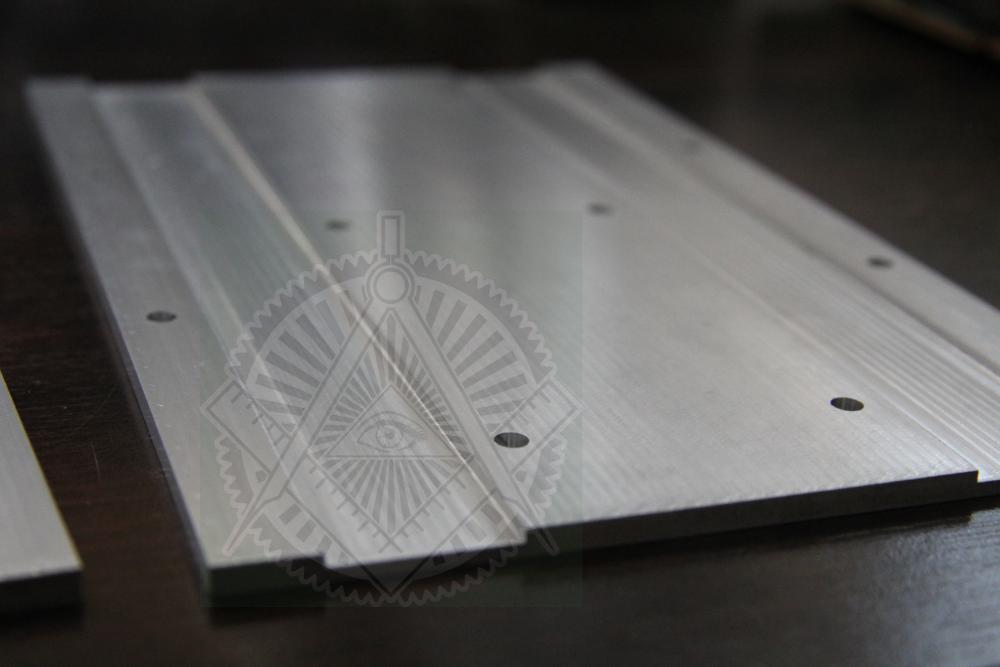
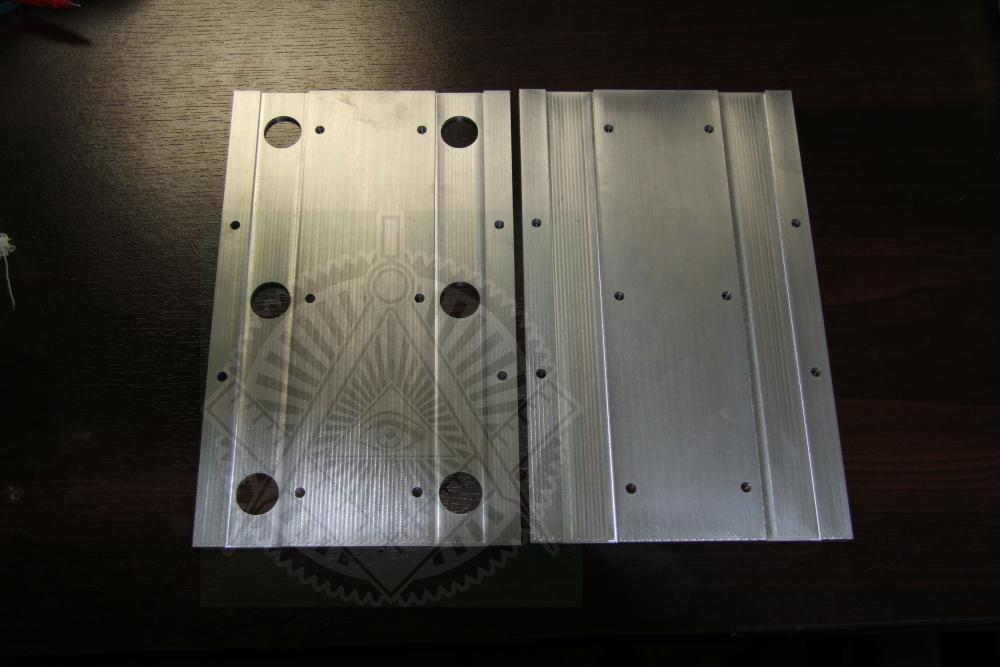
Сегодня наконец-то выдался несильно загруженный день и я смог поработать на своём любимом станочке. Растачивал посадки под болты, так как во время проектирования этого узла были допущены конструкторские ошибки. Блестящая деталька - штатная крышка неподвижной опоры станка который мы мастерим, Материал ст45, твердость 40 HRC. Матовая крышка - основание для установки энкодера, обычная ст3-5пс из обрезков плазменного раскроя. Задача максимально точная соосность деталей. 1)Обкатываем дырдочку продолбленную буром от перфоратора, чтобы превратить её с помощью фрезы в отверстие нужного диаметра: 2)Ковыряем дырдочку фрезой Ф12мм для достижения нужного результата: https://youtu.be/qrgJoIq766c 3)Другой монолитной фрезой Ф20мм разворачиваем потай для головки болта (фото нет, забыл сфотать) и получаем блестящий результат: На последнем отверстии я решил ускорить процесс и докрутил подачи...В результате фрезу отогнуло, финишное отверстие стало меньше из-за отгиба и фреза на практике показала мне что такое сварка трением.... Выковыривать намертво приваренную к каленой железке фрезу неприятно и неудобно. Всё это измерялось новым штангелем из предыдущих постов. Штангель показал себя достойно, повторяемость результата измерений 100% из 100, возвращение в ноль - чистый ноль. Потом фрезернул выточки под ключ на гайках вала, а то как их круглые закручивать и затягивать? Газовым ключом некошерно как-то.. https://youtu.be/HEvGwJ4c1fc Ну и на этом день почти закончился, чуток пофрезеровал кубики из кругляка - будущие призмы, но доделывать буду их уже завтра. Еще получил посылку. Наконец-то дождался комплектующих для переделки пневмосистемы и системы смазки "на новый лад", осталось дождаться электронику, клапана и датчики. После чего можно будет перетряхнуть станок и собрать его так как мне хочется.
8 баллов
-
Привет всем. Фото сварочных швов на общий суд сюда выкладывать? Интересует мнение. Сталь 3, 6мм, 210А, 3.2 ,аргон, газ линза, сопло 7, расход 6л/м.
8 баллов
-
После длительного нецелевого использования столярка превращается ... превращается опять в спаленку . Доделал наконец. Ещё две комнаты на следующую зиму, и всё... Марлезонский балет закончится. Ну, ещё помелочи, дверь входную деревом обшить осталось.
8 баллов
-
С другого форума, но показалось очень знакомым и близким6 баллов
-
Легкие пятничные будни, товарищ сломал ногу на штативе Собираю в струбцине Прихватываю Глубже разделываю бормашинкой Вот такой Получилось немного грубовато, но очень грязное литье, так чернота изнутри и лезла.
6 баллов
-
6 баллов
-
@Calma,Ок.Хотя нет-Родина должна знать героев.Вытяжка Совплимовская.В принципе со своими задачами справляется хорошо,без нее в пролете можно было бы топор вешать.Принцип действия- улитка протягивает воздух через фильтр,напоминающий воздушный от грузовика конструктивно.Внутри вытяжки рессивер,наполняемый сжатым воздухом.В режиме очистки воздух толчками струшивает гарь в корыто.Все просто.По недостаткам- пришла на поддоне без обрешётки,одно колесо не прикручено вообще,половины болтов снизу нет.Болты на гусак под плоскую отвёртку,я не смогу их затянуть,поменял под ВШ .Провод питания- ПВС( вытяжка на 220), жёстко дубеет даже при плюсовой температуре.Внутри очень небрежно выполнены уплотнения воздушных магистралей.И что само интересное - при очистке( толчках) слетают разъемы электросхемы.Вроде и не существенные недостатки,но не за такую цену.Ну а так- сосет хорошо).5 баллов
-
Рено Магнум тягач, механизм тормозов, . Наплавка сильно не стараюсь главное чтоб пор не было все равно под резец и проточка.
4 балла
-
Если уже вы точно знаете, что заражены коронавирусом - не торопитесь в больницу. Зайдите сначала в полицию, в администрацию города, в контору ЖКХ, поговорите с людьми о насущных проблемах. B вот только потом - в больницу... – Папа, папа, дай денег.– На ркоманные расходы?4 балла
-
Тут не в стали дело, тут термист грамотный нужен. Был у меня такой знакомый. Детали, которые он калил, до сих пор работают. После того, как он работать перестал, я перестал и думать о том, чтобы что либо, требующее термообработки сделать. Или мягкое, или колется или, как Вы говорите, в дулю . Там нюансов очень много, нагреть до температуры по справочнику и сунуть в о. ж. , а потом отпустить, этого не достаточно. Он все эти нюансы знал, остальные - не знают.4 балла
-
Надо понимать задачи, чтобы рекомендовать выбор стали. Есть в природе холоднодеформированная сталь 316L, уплотняется прессованием до 36 единиц по Роквеллу. Можно получить данную твердость термообработкой. А есть нержавеющие стали типа 30Х13, 40Х13, которые без ТО имеют твердость больше 40.4 балла
-
4 балла
-
Не знаю насчет оклонения дуги, но сидеть и варить что либо при ветре 22 м\сек удовольствие сомнительное.А если еще в зимнее время-ващпе мазохизм! )))3 балла
-
Отвечу в стиле капитана очевидность. Такая чтобы вы сформировали качественный и правильный шов согласно вашего представления или чертежа (выпуклость/вогнутость;катет;отсутствие подрезов/непровара/перегрева...). По существу. На первой фотке все перегрето в усмерть и я не удивлюсь если внутри шва будут поры. По второй фотке. Я вижу не равномерное ведение горелки, возможно из-за слишком горячей ванны (это видно по форме застывших волн, они слишком вытянутые). Но перегрев значительно меньше. Уменьшите не много напряжение (в районе 1в), для начала. Визуально: при сварке в углекислоте шов зачастую более матово-серый, чем при работе в смеси, как будто покрыт полупрозрачной плёнкой.3 балла
-
Нагревательный бачок от кулера для воды, оставили на морозе с водой, маленький отверстие получился, нержавейка, стенка 0.5 мм, варить побоялся, запаял медносеребряным 30%.3 балла
-
Добрый день! Во-первых хочу принести свои глубочайшие извинения за доставленные неудобства! К сожалению, из-за сезона гриппа в нашем городе, у нас с понедельника по сегодняшний день работал только один менеджер ( 2-е других были на больничном ). Из-за большой загруженности он пропустил Ваш заказ. Я не в коем случае его не оправдываю, просто хотел объяснить из-за чего сложилась такая ситуация! Мы лишь надеемся, что сможем исправить Ваше впечатление о нашем магазине! И если Вы дадите нам шанс, то Ваш заказ уедет сегодня и мы сделаем Вам ещё скидку в качестве извинения! Ещё раз прошу прощения за доставленные неудобства, надеемся нам удастся все исправить!)3 балла
-
Это распостраненная проблема, сам сталкивался не раз. Как правило у каждого исполнителя есть свои допуски и он делает согласно них, не взирая на чертеж. Чем меньше поле допуска тем больше нужно тратить времени, а если " и так сойдет", то зачем тратить лишнее время. Но в то же время есть и дотошные и грамотные ребята, которые все делают все отлично, с первого раза и без всяких проблем, просто нужно потратить время и ресурсы на их поиск. Я когда запускал один проект, посетил около 50 предприятий, от гаражей до оборонных заводов. В определенный момент возникло мнение что запустить просто не реально, или просто рукожопы, или цены не адекватные, а порой и то и другое. В итоге нашел кого искал, до сих пор нормально работаем. И так с каждым новым тех процессом на аутсорсинге….3 балла
-
не немного. На самом деле, вот если присмотреться, то в машине у некоторых чистота как в операционной, а у других как весь двор вместо туалета использует машину. Так же и с инструментом и оборудованием. Поэтому свое не даю. Дашь, а потом оттирать приходится. Я понимаю, что это инструмент, но он должен быть чистым и приятным на тактильные прикосновения. Отвертка со сгрызанными шлицами, ручка пластиковая с отвалившимися кусками ... И ни чЁ, такими работают. А потом шлицы на болтах, шурупах и т.п. все сорвано, что потом не возможно ни закрутить ни открутить. Мне однажды делали сход\развал на авто. Там закис рычаг. Как я делаю: откручиваю полностью, очищаю от ржавчины и потом смазочкой стойкой к воде все смазываю и потом только собираю. Как сделал балбес, открутил подогревая ацетиленом, поправил схождение и все. Я его спросил, а потом? Потом же не открутить, еще же больше закиснет. На что услышал: это проблема будет другого мастера. Ну как понимаете, больше в этот сервис я ни ногой, ни колесом. Вот так, отношение у каждого свое и понимание, что плохо, что хорошо, так же свое. И не переубедить, если так привык с давних пор. Как вместо термоусадки применять изоленту. И таких примеров мильон. По теме, ближе... О станке. Люди сделали токарку, так потом переделывать их же просили, раза этак три и наконец они сделали то что требовалось, согласно чертежа. Вопрос, а что с первого раза сложно было сделать как положено?3 балла
-
Наклеп и нагартовка металловНагартовкаНагартовка или деформационное упрочнение – это важный технологический процесс, которые применяют для увеличения прочности и/или твердости металлов и сплавов, которые не могут быть упрочнены термической обработкой. Эта технологическая обработка включает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии [1]. В результате этой обработки металл становится прочнее тверже, но теряет пластичность, как показано на рисунке 1. Рисунок 1 – Влияние степени нагартовки на прочность, твердость и пластичность металлов [1] Наклеп и нагартовкаВ русскоязычной технической литературе наблюдается определенная путаница в определении и применении терминов «наклеп» и «нагартовка». Чаще всего эти термины отождествляются, применяются один вместо другого или оба сразу. Обычно наклепом (нагартовкой) называют как сам физический процесс изменения кристаллической структуры металла при его пластическом деформировании, так и результат этого процесса, то есть повышение прочности и твердости металла. Предел текучести и наклепОдной из характеристик любого металла, в том числе, алюминия, является его предел текучести. Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически. При напряжениях ниже этого предела текучести материал деформируется упруго. Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений. Обычно нагружение металла выше предела текучести является для него вредным. Недопущение напряжений выше предела текучести является главным требованием при проектировании деталей, изделий и сооружений. Однако изучение изменения микроструктуры металла после деформации показывают, что механические свойства этого металла также изменяются. В частности, испытание на растяжение показывает, что металлический образец, который нагружался выше предела текучести обычно получает деформационное упрочнение или наклеп (рисунок 2). Рисунок 2 – Увеличение предела текучести металла после его нагружения выше предела текучести Что такое наклеп металла Атомы, решетка, дислокацииМеталлы и их сплавы, в том числе, алюминий и его сплавы, имеют кристаллическую структуру и состоят из большого количества зерен. Эти зерна имеют неправильную форму и различные размеры. В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга. В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки. Когда материал подвергается механическому нагружению, в его кристаллической структуре образуются микроскопические дефекты, которые известны как дислокации. Если нагрузки продолжают увеличиваться, эти дислокации начинают продвигаться и взаимодействовать между собой. Таким образом они образуют новую внутреннюю структуру, которая сопротивляется дальнейшей пластической деформации. Эта структура повышает предел текучести материала, то есть его способность сопротивляться прилагаемым усилиям. При этом пластические свойства материала снижаются. Одним из наиболее известных путей намеренного создания наклепа является холодная пластическая формовка деталей и изделий – холодная обработка металлов давлением. Типичными процессами холодной обработки металлов давлением являются: холодная ковка (рисунок 2)холодная прокатка (рисунок 3)холодное прессование (экструзия) (рисунок 4)волочение (рисунок 5)Рисунок 3 – Ковка металла Рисунок 4 – Прокатка металла Рисунок 5 – Прессование металла Рисунок 6 – Волочение металла Уменьшение плотности металлаПри наклепе металла его плотность уменьшается. Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы. Остаточные напряженияНаружный наклёпанный слой стремится расшириться, а внутренние слои его «не пускают» – в нем возникают сжимающие остаточные напряжения. Эти напряжения бывают очень полезными, так как способны замедлять зарождение и рост поверхностных усталостных трещин. Полезный наклепНаклеп может быть желательным и нежелательным, полезным и вредным. Если наклеп металла является полезным, то при его изготовлении стремятся применять операции холодного пластического деформирования: холодную прокатку, волочение, обработку дробью, галтовку, накатку и тому подобное. Это особенно важно для металлов и сплавов, которые не способны упрочнятся термически. К этим материалам относятся низкоуглеродистые стали, некоторые алюминиевые сплавы, а также чистая медь. Когда эти материалы подвергаются сжатию, волочению, гибке или ковке, то напряжения, которые при этом возникают, приводят к возникновению в кристаллической структуре дислокаций, которые упрочняют металл. В этом случае применяют оба термина: и наклеп, и нагартовка. Стандарты о наклепе и нагартовкеОтечественные, еще советские, стандарты – ГОСТы – применяют к полезно «наклепанным» металлическим изделиям, например, листам алюминиевых сплавов только термин «нагартованные» и совершенно не употребляют слова «наклеп» или «наклепанные». Можно видеть это, например, в ГОСТ 21631 на листы из алюминия и алюминиевых сплавов: «листы нагартованные», «листы полунагартованные». Вредный наклепНежелательный, вредный наклеп возникает, например, когда пластичные и мягкие металлы и сплавы подвергаются механической обработке резанием. Чрезмерно глубокие резы за один проход приводят с большой скоростью могут приводить к возникновению интенсивного наклепа с нежелательным увеличением прочности металла и его охрупчиванию. Это препятствует дальнейшей механической обработке детали, а может привести и к повреждению режущих инструментов. Другим примером вредного наклепа может служить повторяющееся нагружение детали с превышением предела текучести материала. При таком нагружении материал в критических сечениях может быстро наклепываться, терять свою пластичность и разрушаться. В подобных случаях явление деформационного упрочнения называют наклепом, но никогда не называют нагартовкой. Когда «наклеп», а когда «нагартовка»?Учитывая выше изложенное, делаем два «смелых», но естественных вывода. Наклепом называется любое проявление деформационного упрочнения кристаллических материалов – полезное и вредное, умышленное и неумышленное. Нагартовкой называется только полезное деформационное упрочнение изделий, которое умышленно применяют к изделиям с целью повышения их прочностных свойств. Иногда, может быть, и не умышленно, но всегда осознанно. Что такое холодная деформацияХолодной пластической деформацией металлов считают пластическую деформацию при определенной температуре, после которой в металле возникает наклеп и он сохраняется неизменным неограниченно длительное время. По-научному это звучит так: температура холодной деформации для достижения эффекта нагартовки (наклепа) металла должна быть ниже температуры его рекристаллизации, то есть температуры, при которой на месте старых, деформированных и вытянутых, зерен металла начинают возникать и расти новые, недеформированные и округлые зерна. Обычно эта температура составляет половину от абсолютной температуры плавления этого металла или сплава. Однако на практике нагартовка металлов производится при комнатной температуре или при температуре не выше трети температуры плавления. Что такое горячая деформацияВ отличие от холодной деформации горячая деформация металлов и сплавов происходит при температуре, величина которой достаточна для того, чтобы рекристаллизация деформированной структуры металла происходила одновременно с пластическим деформированием. Обычно горячую деформационную обработку (обработку давлением) производят при температуре выше температуры рекристаллизации металла (обычно от 70 до 90 % абсолютной температуры плавления). После такой горячей обработки получают металл с благоприятной мелкозернистой рекристаллизованной структурой. Деформируемые алюминиевых сплавовС металлургической точки зрения все серии деформируемых алюминиевых сплавов разбиваются на две большие группы: деформационно-упрочняемые сплавысплавы, упрочняемые термической обработки (старением).Строго говоря, все металлы и сплавы могут деформационно упрочняться. Однако, в области металлургии алюминия, это наименование относится к сплавам только тех серий, которые не могут упрочняться термической обработкой, то есть старением. Нагартовка деформационно-упрочняемых сплавов Модификация структурыК этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом. Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п., но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях. Рисунок 6.1 – Кривые нагартовки алюминиевого сплава 5083 [4] Механические свойстваДеформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6). Рисунок 6.2 – Влияние деформационного упрочнения на механические свойства: предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение [3] Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх. В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной. В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом. Cмягчающий отжигУпрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7): частичным: это – cмягчающий или неполный отжиг;полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8). Рисунок 7 – Изотермические кривые отжига сплава 5754 [3] Рисунок 8 – Изменение твердости и структуры при отжиге [3] Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом. Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок а35). Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна. Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка». Рисунок 9.1 – Изменение размера зерна при отжиге в зависимости от степени нагартовки [3] Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным). Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (H2X), чем в «чисто» нагартованном металле (H1X) (рисунок 9.2). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке [3]. Рисунок 9.2- Различие нагартованных состояний H14 и H24 [5] Нагартовка термически упрочняемых сплавовДля термически упрочняемых сплавов нагартовка может быть дополнением к уровню прочности, которое достигается путем упрочнения за счет выделения упрочняющей фазы при их термической обработке. В случае полностью полностью упрочненных термической обработкой сплавов увеличение их прочности путем дополнительно холодной деформации после старения сравнительно невелико, кроме очень высоких степеней нагартовки. Часто эта возможность ограничена низкой способностью. сплавов в этом состоянии к пластической деформации. Основное применение этой технологии относится к некоторым прессованным и холоднотянутым изделиям, таким как проволока, прутки и трубы, которые подвергаются холодному волочению после термической обработки для увеличения прочности и повышения качества поверхности [2]. Влияние температуры нагартовкиХарактеристики нагартовки алюминиевых сплавов сильно зависят от температуры. Деформационное упрочнение значительно сильнее происходит при криогенных температурах, чем при комнатной температуре. При повышенных температурах характеристики нагартовки зависят как температуры, так и от скорости деформации. Деформационное упрочнение снижается с повышением температуры обработки до тех пор, пока температура не достигнет величины, выше которой не происходит нагартовки из-за динамического возврата и рекристаллизации. Динамический возврат приводит к формированию зубзеренной структуры, которая аналогична той, которая возникает при нагреве предварительно наклепанного металла. Субзеренная структура также до некоторой степени повышает прочность алюминиевых сплавов [2]. Источники: 1. The welding of aluminium and its alloys / Gene Mathers – Woodhead Publishing Ltd, 2002 2. Designing with Aluminum Alloys / Nack J. Kim – Handbook of Mechanical Alloy Design // ed. E. Totten & others, 2004 – pp. 441-486. 3. Corrosion of Aluminium / Christian Vargel – ELSEVIER, 2004. https://aluminium-guide.com/naklep-i-nagartovka/3 балла
-
А расход газа не маловат? Я при 7ке ГЛ и до 150А ставлю от 9 до 11 л/мин. Более цветные получаются.3 балла
-
О ветровой нагрузке речи нет, но при среднем ветре если варить электродом с основным покрытием, то реально сдувает защиту газовую и электрод начинает липнуть и шов пузырится, даже рутил и тот с ветром не справляется. Но не удобнее всего, когда ветер попадает в незакрытый торец трубы и поддувает изнутри, тогда растет такой пузырь, что не у каждого из мыла получится выдуть.3 балла
-
...А че у него погоняло Спикер?Дык он с пикой ходит!... Долго я мял сиськи ,но вот свершилось,трясущимися руками распаковываю,обмываю баночкой пивандрия и сразу на форум!Долго мониторил рынок и вроде лучше за такие деньги не нашел.Такой источник есть у форумчанина Сергей 09, пообщались с ним- говорит годная машина .Итак начнем по комплектухе- упаковка нормальная,в комплекте горелка WP- 26, масса,держак,жменя расходки на горелку,толстая инструкция отксеренная и газовый шланг.БРСом на газ увы не комплектуется.Горелка нормального качества в этом сегменте,средней мягкости,кнопка семная ,разъем дофигапиновый- видимо на горелку может устанавливаться кнопка с регулировкой тока.Масса и держак- фуфло,а кабеля медные однако.Кабель питания источника хорошего качества.Газовый шланг- фуфло.
2 балла
-
Вечерний кинозал. и2 балла
-
@devastator,Товарищ сей достоин уваженья, свой бизнес он с нуля построил и людям там работу дал, за деньги приличные ...и ученья не чурается и пашет как студиозус и даже хлеще.... видать закваска инженерная советская достойная...2 балла
-
@Ganimed, в смеси не варил, в аргоне , да и в углекислоте с пульсом перенос получше. Но и брызг побольше. Без пульса капли крупно ляпает. И я того же мнения. Потому и варю в углекислоте, и никаких проблем от этого не возникает. Ещё ничего не заржавело и не отвалилось. Есть принцип разумной достаточности, стараюсь его придерживаться. Чтобы не стрелять из пушки по воробьям .2 балла
-
Может цуникремпель, всё таки? Вы бы хоть название правильное узнали сначала.2 балла
-
@IRBISS,будет дефект шва,без разницы,что будет с дугой,рентген покажет поры и шов на вырезку,был один,станет два.2 балла
-
Я когда то тоже хотел купить цунекримпель...2 балла
-
Капля УШМ в цистерну УШМ... Да я бы не показал, не чего удивительного для вас, не REHM же. Но получился конфуз. ТК у нас нет (да, бывает такое ). До ближайшей точки примерно 130 км. Пришла смс что можете забрать такого то там то. Ага, поехал. Приехал. Сказали грузовая газель попала в аварию (все живы) позвоните вечером... Позвонил, девушка милашка сказала машина пришла, разгружают, приезжайте завтра. Приехал. Оказалось это пришли более ранние заказы людей. Извинились, сказали сообщим когда привезут. Поехал третий раз. Мне уже даже интересно стало... Привезли, всё вроде ок. Хотя теперь уже не знаю... . 2000 р к цене, 3 дня и 750 км дороги. Эт короче мужики или я или год високосный.
2 балла
-
на том же Авито за 50 000р за ТВ-4!!!! Вы купите подготовленный станок, без дополнительных вложений, кроме пересылки. А улучшения ... Дело каждого. Если задачи меняются, то не удивительно, что хочется другое. Когда человек идет покупать инструмент, он же не земноводным руководствуется?! Есть задача, есть предложение, а дальше, да, хочешь с золотой каемкой, то доплачивай. Хочешь бюджетнее, то терпи и не фыркай. Но прежде задача. А если без задачи ... это утопия. это для предложенного предложения. И выше я писал, что можно и не заморачиваться, а сразу приступить к работе. Станок за 30 000 он работает, но как раз мои личные заморочки, не доставляли удовольствия в работе. Это как в драном работать или нормальный комбез одеть. Дело каждого. Что в том что в другом можно и для себя дело делать и для заработка.2 балла
-
@Fossil,Все гуд,кроме поры.Режим и присадка лично для меня большеватые.Такие кстати соединения классно обкатывать американкой.Расход тоже думаю,что мал.2 балла
-
А к тому за 50тыс. еще 20-30тыс. плюс покраска...(да, станок на уровень круче)... можно рассматривать уже за 90тыс. ... и так до бесконечности. Очень сложно определиться со своими минимальными хотелками, силами, возможностями, и договориться со своей земноводной.2 балла
-
@Kurt1, Михаил, тут видишь ли такое дело, есть люди, которые только новое берут. И то что б\у но может быть лучше, они не рассматривают. Если уж о машине говорить, то это немного другая ситуация. Новую берут, пусть и китайскую, чтобы не лазить сами, только ТО и гарантия. А это все не своими руками. Да и гараж не нужен. Да и куча инструмента не нужна. А если еще спец инструмент... так просто в глазах темнеет. Со станком тут не все так однозначно. Станочники бывают и узко квалифицированные. Я токарь и точка. Но это же хобийного уровня станок, значит человек должен не только выточить но где то что-то собрать и может приварить ... В общем, я думаю, что этот человек должен руками обладать, а не культяпками. Плюс если по металлу станок, то и мастерская соответствующая. А это ключи, тиски, болгарки и прочее и прочее. Но опять же, дело каждого. У каждого свой подход и отношение к делу. На какой бы машине я не ездил, но набор с ключами у меня всегда в багажнике. А у некоторых и буксировочного троса нет. А есть товарищи, которые с плохим аккумулятором ездят и стреляют каждый раз кабель для прикуривания, вместо того, чтобы пойти и купить. То что ссылку кинул, надо учесть, задняя бабка 10 000 плюсом будет. И на покраску его и еще ревизию. Следовательно, может сразу за 50 000 стоит рассматривать? 35 000 + 10 000 да еще тумб нет и надо стол городить и крепление мотора ...2 балла
-
Я Вас не собираюсь ни в чем убеждать, если бы вы изучили хотя бы основы, то сами себя бы убедили. 1. Сварочная дуга 2. Газовая защита 3. Покрытие электрода 4. Электрод 5. Стержень электрода 6. Сварочная ванна 7. Шлак 8. Свариваемая деталь2 балла
-
@saper24,Серега, думаю согласишься со мной - наверное (если не отмороженный патриот) возьмешь не новую чери тиго а таету рав 4 старую, хоть и надо будет поменять подшипники подкрасить, пару дырок заварить, вот так и со станками, будь он хоть трижды новый китайский хобийный по цене старого нашего станка, все же лучше для работы наш, приложив руки. Сравнение электроники ни как не вяжется сюда по той причине, что большая часть из нас не в силах ее лечить не говоря про ее модернизацию а с железом это наша стихия при чем для некоторых не в плане на станках как стахановец пахать день и ночь а просто для душевного помощника, который избавит по мелкой нужде отнимать время и деньги для похода к токарю. Ну чем не помощник? http://directlot.ru/lot.php?id=494266это как купить хороший потрепанный сварочный аппарат без горелки отломлена крутилка да и поцарапан но рабочий.... по такой цене сварочники не особо продвинутые бывают да и не новые так же...2 балла
-
@ВлаДон,Ну тогда ориентируйтесь на заводскую конструкцию.Вести все равно будет.Труба даёт бОльшую жесткость при одинаковой массе со швеллером.2 балла
-
Вам обязательно принимать инженерные решения? В случае чего, стрелочника быстро назначают. Пусть "экономисты" экономят. В смысле, чего дадут из того и собирайте.2 балла
-
От обилия циферок и значков заболел моск,но пока из плюх выяснил следующее- может комплектоваться как обычной,так и блюпуп педалью.На переменке есть возможность выбора формы- квадрат или синус.Есть 9 ячеек памяти( джобов).Пока усе,будем мучать зверушку.Сбылась мечта идиота!!!2 балла
-
зажигание внутри сопла это практически не возможное если туда даже воздуха задувать. На ПЯТНЕ должно сказаться только - чернота пятна и пятно может быть с неровными краями, а на поверхности отшелушивание даже может возникнуть, отслоения окисленного метала и продуктов горения (воздействия высокой температуры) Возгорание внутри сопла: нужно проверять состояние самого сопла, оно должно быть без трещин и других дефектов, а так же наростов в виде брызг металла и другое. От этих наростов и прочих дефектов, будет завихрение газа, что может не спасти и газовая линза. Следовательно даже при наличии качественного газа и при отсутствии подсоса воздуха, может ПЯТНО быть вовсе не пятном, а кляксой. Но таких сопле, я не встречал со времен СССР, когда новое в карман, а работали тем что работает до самого последнего. Все же в нынешнее время расходка стала более доступная чем было раньше и выкинуть ее не так слезно жалко как раньше. Думаю, что начать с малого надо, как всегда с замены всей расходки. Так же, конечно качество вольфрамового электрода может сказаться на поверхностном состоянии пятна от его равномерности до его цвета. А это связано не только с лигирующими компонентами или их отсутствием, а не адекватности их внутри вольфрама, когда вроде бы вольфрам, а может гнуться как гвоздь. И как не защищай, сколько газа не давай, а он после остывания чернеет. Надеюсь все обрисовал, что вас смущало и что могло бы повлиять на результат. Поэтому, проверку на ПЯТНО, надо делать когда во всем остальном уверен но что-то смущает. Желательно подкреплять фотографиями, чтобы потом не было, а я не считал, а я не думал ... У всех понятие состояния расходки и других элементов, относительное и относится к собственным убеждениям. И для одного - "да оно как новое", для другого - "это в утиль, однозначно". А да, забыл. Поэтому если дуга загорается внутри, то надо смотреть состояние сопла, состояние горелки в целом и расходки. Т.к. в целом, сопло - керамика и она может проводить ток только если состояние керамики плачевное. А если дуга горит не с острия электрода, это опять же не воздействие воздуха, а состояние электрода, его качество, качество расходки и если уж сосем не герметичное соединение керамического сопла и тела аргоновой горелки, что создает поддувание внутрь горелки воздуха. Но это проверяется затыкание горелки со стороны сопла и проверка расхода по расходомеру. Если расход не падает, значит где-то пропускает. Расход газа (шарик) должен упасть, если расхода фактического нет, при наличии давления в системе шлангов и горелки. @Kondor416, если к теме не относится или много лишнего, прошу отредактировать или удалить. Я не обижусь. честное слово!2 балла
-
Приходилось и не раз такое делать. Резьба прямая, и 24 и 22 может быть. Герметичность будет, там под форсункой медная прокладка стоит. Ее обязательно отжечь нужно. Сам двигатели не ремонтирую, но от мотористов слышал что затягивать нужно в два приема-8 кг по динамометру и через 10-15 мин усилие затяжки довести до 13 кг Ну а если тянуть будут со всей дури ... Оторвут в другом месте- и такое в моей практике бывало.2 балла
-
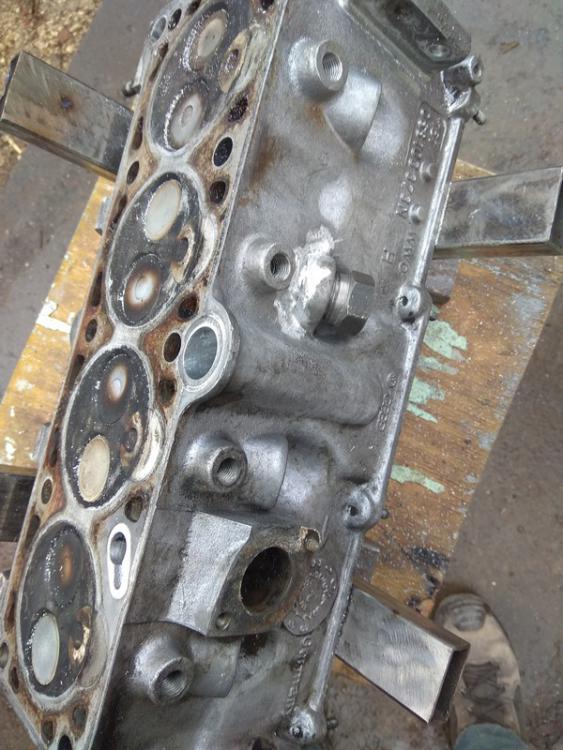
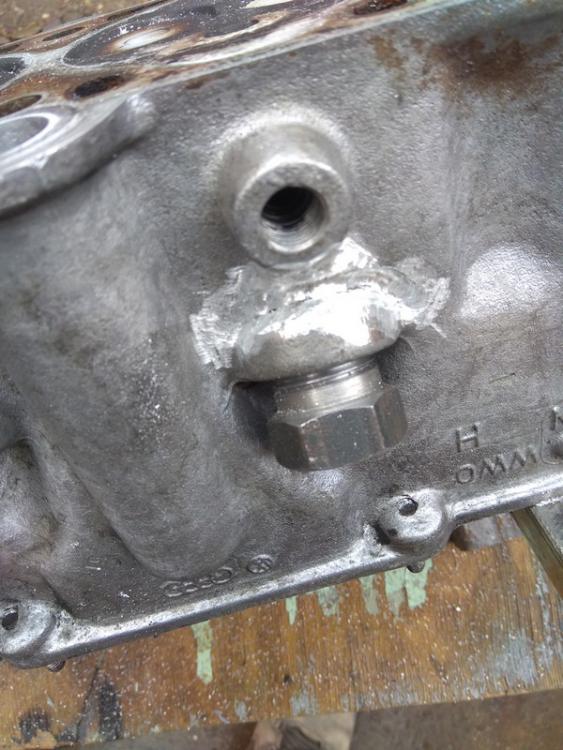
Обратился сегодня знакомый с соседней фирмы с просьбой о помощи. Ситуация противная, плотно вошел в полосу невезения — проблемы личного характера (ушел от жены), сломал ногу перед самым Новым Годом, остались "долги" в плане не выполненных заказов, поломана одна машина, взял на подмену другую, старенькую... и та тоже поломалась (прогорела прокладка ГБЦ) Загнал в ремонт для замены, а "мастера", откручивая форсунку "уграли" гнездо. Короче говоря трещина на резьбе около половины диаметра. БУ головка стоит 200 $ и еще не понятно в каком состоянии. Просит помочь, заварить. Не очень люблю такие авнтюрные работы с удачной перспективой — 50% на 50%, но исходя из ситуации решил помочь. Одно лишь попросил выточить просаженную необходимую резьбу и найти метчик для возможной поправки. Рассчитывал, что при сварке диаметр немного стянет, а после остужения можно будет прогнать резьбу до нужной. Работал, сразу предупредив о возможных негативных последствиях, ввиду того, что именно таким еще не занимался. Подготовил место сварки разделав борфрезами (сразу извиняюсь за качество, снимал на телефон по-быстрому) Ну и поприхватывав поочередно в крайних местах и по средине, заварил. Откручивали ввертыш уже без меня. Хозяин говорил, что вывернулся нормально, поправлять резьбу почти не надо было и родная форсунка встала на место хорошо. Завтра повезут головку для опресовки на герметичность. Хотелось бы спросить выполнял ли кто подобную работу с положительным результатом ? А то чего то уж больно гладко все прошло....
2 балла
-
А можно спросить, вы кем и в какой отрасли работаете?1 балл
-
вот это да. Без комментариев! Сделал скрин. Буду перечитывать когда что-то беспокоит в сварочной процессе. Спасибо огромное. Лишний раз убеждаюсь что не зря регистрировался именно на этом форуме.1 балл
-
@Calma,Ничего тут сказать не могу,да и поставщик не всегда продавец.Обижаться тут не за что.Что могу сказать точно,что в моем ПА Эдон,который я покупал в магазине в Мариуполе,т.е совсем у других людей точно такие же держак и масса.Правда кабеля люминь,держак латунь и маленькие байонеты.Такие дела.
1 балл
-
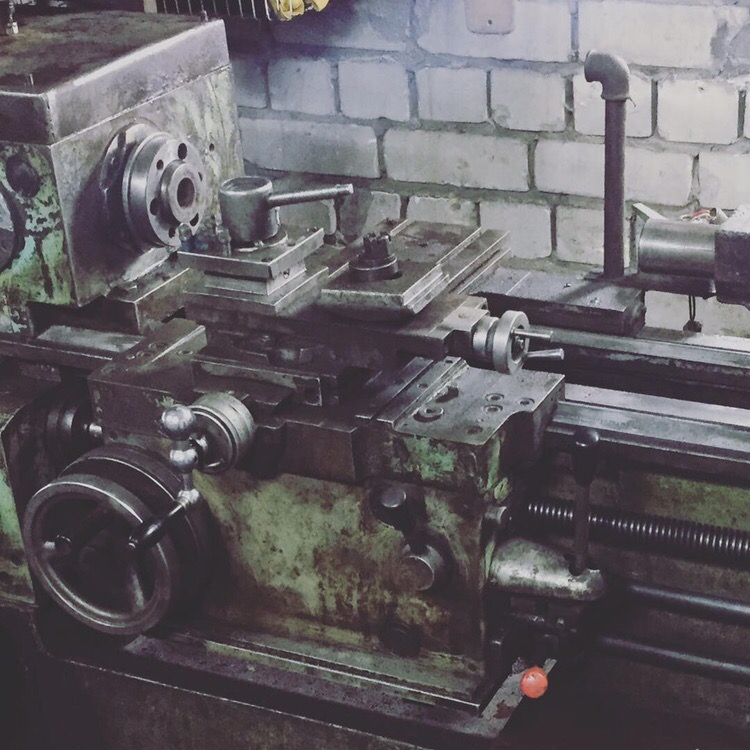
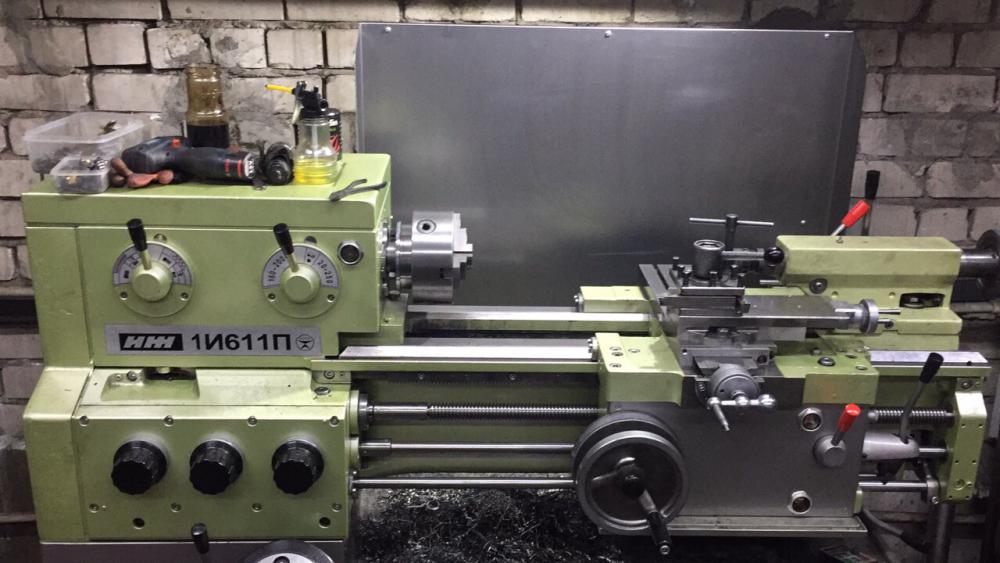
В поддержку пара фото, "до" и "после" Направляющие у станка были практически без износа, после восстановления появились практически паспортные нормы точности. Станок был куплен за 70 т.р. На восстановление затрачено около 100 т.р.
1 балл
-
Примеры работ на станке: ООО "Центр Технической Помощи", г.Южно-Сахалинск.
1 балл
-
http://cdn.fishki.net/upload/post/2020/02/19/3234821/c36f0658934ff2183beec75ba2723d06.jpg1 балл
-
Отопление, если только обвязка котла... А так технологии сотня лет, немцы, итальянцы,англы, амеры у поляков тож завод есть...применение, вода, газ, отопление. Припой олово медный, про какую чуму вы тут фантазируете... 15 труба 70 атм по талмуту, уверен что пайка выдержит не меньше, над будет давануть ради интереса, по крайней мере 20ку, я давил на регулярной основе. Вон освежил в памяти: Трубы Wieland Cuprotherm CTX - медные трубы с PERT-оболочкой для систем питьевого водоснабжения, отопления (в том числе и напольного), а также для радиаторной обвязки с допустимыми рабочими давлениями свыше 30 бар А с пастой проблемма не то что высыхает, а видно оловянная пудра, в активном флюсе разлагается на окислы.1 балл
-
Немного фоток. Для скептиков - Рым на резьбе, сварка - доп фиксация.
1 балл