Лидеры




Популярный контент
Показан контент с высокой репутацией 06.12.2019 во всех областях
-
Ремонт бронзовой скульптуры --- художественное литьё
 13 баллов
13 баллов -
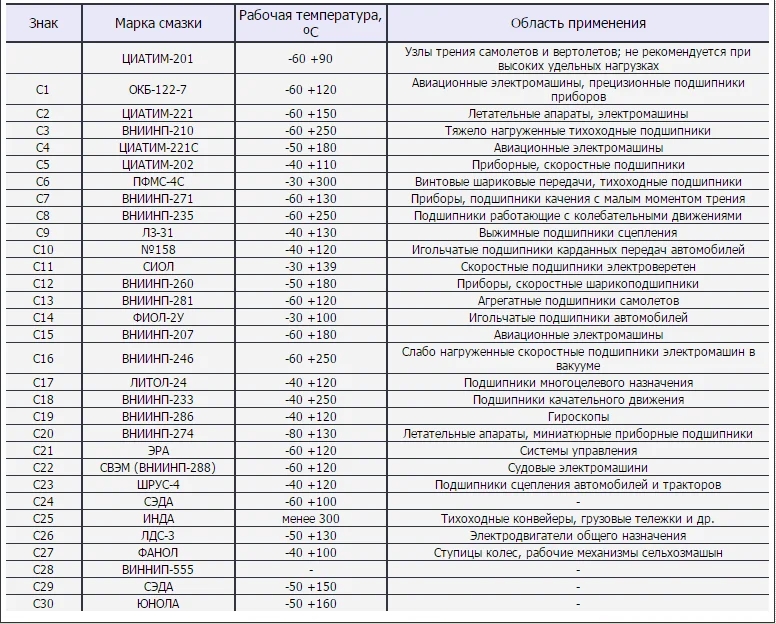
Не совсем так. Чуток информации: Разрушаем 10 мифов о подшипниках 1. В подшипнике не должно быть зазора. Если внешняя обойма шатается относительно внутренней, то это брак .На самом деле, такой зазор - это нормально. Он называется радиальным. Во-первых при температурном расширении, когда подшипник нагревается, зазор уменьшается. И если зазор изначально будет нулевым, то подшипник просто-напросто заклинит. Бывают, правда, подшипники с нулевым зазором. Они предназначены для особых случаев, когда конструктивно нагрев подшипника не допускается и нужна высокая точность. Но такие случаи очень редки и такие подшипники надо заказывать специально. Также бывают подшипники с увеличенным радиальным зазором. Эти подшипники предназначены для работы в условиях повышенных температур. Во-вторых, при установке подшипника внатяг радиальный зазор уменьшается. Это тоже следует учитывать при выборе подшипника. 2. В закрытый подшипник надо обязательно добавлять свою смазку, т.к. производитель почти никогда не закладывает смазку в достаточном количестве Производитель обязан закладывать смазку определенной марки и в определенном количестве согласно стандарта (в РФ обозначение смазки, заложенной в подшипник, нормируется ГОСТ 3189-89). Коды обозначений смазок отечественных подшипников. Отсутствующее обозначение означает смазку ЦИАТИМ-201 С17 в обозначении этого подшипника означает Литол-24. (зеленый цвет, нехарактерный для Литола, - это косяк производителя. Это тот редкий случай, когда смазку надо все-таки заменить. Смотрите видео на моем канале "4 случая, когда надо заменить смазку в закрытом подшипнике".) У зарубежных производителей существуют собственные внутренние стандарты. Как правило, обозначения смазок указаны в каталогах производителей. Например, у SKF и у NSK существуют собственные коды, обозначающие типы смазок и количество закладываемой смазки в закрытый подшипник (относительно общего объема). NAS7 - код смазки, S5 - код заполнения смазкой На коробке NSK (и только на ней), например, всегда указывают тип смазки и его заполненность смазкой (30%, 50% или 70%). Подробнее о смазке закрытых подшипников NSK смотрите видео на моем канале: "Почему не надо добавлять смазку в закрытые подшипники. Смазка закрытых подшипников NSK". 3. Смазку в закрытых подшипниках надо менять потому, что производителем закладывается только консервационная смазка на период хранения В закрытый подшипник всегда закладывается только рабочая смазка на весь период эксплуатации. Тип заложенной смазки можно узнать только по коду подшипника. Иногда коды смазки не проставляются на самом подшипнике, а присутствуют только на картонной коробке. 4. В закрытый подшипник забивать смазку следует плотно, по максимуму В высокооборотистые подшипники смазку закладывают на 50% или менее от внутреннего объема. Если подшипник тихоходный (меньше 1000 оборотов в минуту), то заполнять смазкой можно и на 100%. Если смазка будет заполнять 80-100% внутреннего объема подшипника и если подшипник работает на высоких оборотах, то неизбежным будет дополнительное повышение температуры из-за того, что излишки смазки будет усиленно "взбиваться" в подшипнике. Это нежелательно, т.к. при температурах выше 70 градусов смазка "стареет" с повышенной быстротой. Причем с каждым повышением на 10 градусов относительно этой отметки "старение" усиливается двукратно. Подробнее - читайте мой материал "Много смазки - тоже опасно". 5. Самая лучшая смазка - синяя. Синий цвет говорит о высоком содержании какого-то важного компонента Синий цвет, как правило, ни о чем не говорит. Правда, в известной автомобилистам "158" смазке синий цвет был обусловлен антиокислительной присадкой на основе медного соединения. Смазка была долговечной, применялась в шарнирах и в карданных соединениях автомобиля и пользовалась заслуженно высокой репутацией советских автомобилистов. Поэтому сейчас некоторые недобросовестные производители смазки добавляют синий краситель в смазку и продвигают ее как "ту самую синюю". Однако иногда цвет смазки все же несет некую информацию. Но это все, опять же, на совести производителей. Подробнее - читайте мой материал "Цвет смазки. Какую информацию он несет". 6. Смазка никогда не вытечет из закрытого подшипника, даже если уплотнение повреждено - ведь смазка прижимается к внешней обойме центробежными силами, а в состоянии покоя остается неподвижной Уплотнение в подшипнике существует не столько для того, чтобы удерживать смазку, сколько для защиты смазки и поверхностей качения от грязи, пыли и от абразивных продуктов износа соседних деталей. Соответственно, если уплотнение будет негерметичным, то смазка быстро загрязнится и подшипник долго не проработает. 7. Температура плавления смазки для подшипника не столь важна, т.к. подшипники почти никогда не нагреваются выше 90 градусов, а при такой температуре работает подавляющее большинство смазок Во-первых, высокий температурный порог работоспособности смазки говорит о том, что смазка будет дольше оставаться в рабочем состоянии. Дело в том, что при температурах выше 70 градусов начинается интенсивный процесс окисления смазки. При каждом повышении температуры выше этого порога на 10 градусов интенсивность окисления двукратно усиливается. Соответственно, смазка с высоким температурным пределом по определению будет лучше сопротивляться высокотемпературному окислению. Во-вторых, локально на рабочих поверхностях качения температура превышает среднюю по подшипнику и может достигать 150 и больше градусов. То же самое происходит и при экстремальных нагрузках или ударах. Если смазка выдержит такое испытание, то и подшипник, скорее всего, сохранит свою работоспособность. 8. Подшипники, маркированные ГПЗ, сохраняют высокие традиции качества, унаследованные от советских заводов Даже у советских заводов существовали определенные градации качества. В розницу шли самые низкокачественные подшипники, качеством получше - на автомобильные и машиностроительные заводы, самое высокое качество - для оборонки. Сейчас - примерно та же ситуация, даже похуже. Многие ГПЗ сдают основные свои площади в аренду, а чтобы формально сохранять производственный профиль, закупают комплектующие для сборки или вообще готовые подшипники в Китае и маркируют их своими обозначениями. Естественно, в таком случае о качестве говорить вообще не приходится. 9. В любой подшипник добавляй Литол-24 и он спокойно проходит 300 000 километров Во-первых, Литол-24, при всей его универсальности, имеет определенные недостатки. Он не рассчитан на экстремальные и ударные нагрузки из-за отсутствия в своем составе антизадирной присадки. Также он не рассчитан на высокоскоростные применения, т.к. имеет густую консистенцию, соответствующую NLGI 3 по общепринятой классификации густоты смазок. А для высоких оборотов рекомендуется NLGI 1 или 0. Во-вторых, температурный предел применения Литола составляет 120 градусов. При том, что это выше, чем обычная рабочая температура подшипников (80-90 градусов), на фоне современных смазок с температурными порогами в 140-160 градусов Литол-24 проигрывает, в первую очередь, по долговечности. А с небрежным отношением к превентивному обслуживанию и с сомнительным качеством запасных частей в России лучше перестраховываться и применять высококачественные долговечные смазки. Да, у Литола-24 есть и плюсы: это надежный и проверенный годами загуститель на литиевом мыле, имеющий хорошую водостойкость. Густота Литола делает удобным процесс набивания смазки в подшипники. Да и дешевизна тоже говорит сама за себя. Однако я бы рекомендовал применять только импортные смазки, имеющие обозначение в соответствии с классификацией NLGI: NLGI LA и NLGI LB - для подшипников и шарниров шасси автомобиля NLGI GA, NLGI GB и NLGI GC - для ступичных подшипников, как для наиболее ответственных узлов в автомобиле, отвечающих за безопасность водителя и пассажиров. Ну а тут есть вариант почему надо менять
10 баллов
-
Да пофиг руководству. Всего знать не могут, того кто знает не имеют. Наши вон сватали мне перила из нержи варить. Вари и всё. И слышать не хотят. Что:1. Нечем. 2. Не умею 3. Не горю желанием вообще этим заниматься. Вари говорят полуавтоматом( типа того сварога), мы тебе проволоки и газу купим. Нафиг, нафиг. Порнуха выйдет.9 баллов
-
Во многих сферах-пофигизм и дилетантство в высшей степени. Сегодня, например-буду работать с вентиляционщиками, которым надо делать отопление на заводе Хундай. Ну, не смогли они отказаться от заказа, хотя в отоплении опыта ноль.7 баллов
-
@ilnursvarka,Халтуру граждане гонят,или не знают технологию или руководству фиолетово до качества.7 баллов
-
@Kurt1,весьма лохматых лет, то что для тебя работает а для токаря (т.е. меня) требует реставрации, это если подходить на правильном уровне и делать детали с размером в 0,1мм хотя бы по всей длине Вот в своем прогнал скалку. Получил 0.06 мм. Чуть покрутил. И еще проход 0.02. это на станке лохматых годов. Да и я не токарь я больше механик. И 0.1 на метр для меня конус. Да и то что народ руками шлифует станину и шабрит если быть откровенным до конца это колхоз. Потому как в Норильске у нас на мех заводе стоял шлиф станок на котором шлифовали плоскости как раз при кап. Ремонте. Как можно отшлифовать в ручную на вылет 10 плоскостей (если мне память не изменяет) для меня вопрос. И под передней бабкой посадочные плоскости относительно остальных в одну плоскасть. Этот шлиф станок занимал весь цех. Работала целая бригада. А мать моего одноклассника была мастером в шлиф цеху. И микрометр по плоскости катает шлиф станок. А то что в интернете микрометр катают станком это тоже колхоз. Потому как вся фиговина которая катается (я ж не токарь не знаю как она называется правильно)по станку повторяет плоскость станка. В институте в Новосибирске когда учился был на заводе Искра был тоже шлиф на подобие был просто охрененых размеров с дом двух этажный. Там для вояк что-то шлифовали по 4 метра плита. Так одну плиту шлифовали два дня а там 6 плоскостей всего. Потом мне на проходной ставили и я дырдочки на 65 мм 4 метра сверлил и их потом тоже шлифовали. Но это было давно и не правда. Когда искал станок то при вопросе что делали со станком. 100/ говорили что все отшабрино. Этот станок с завода и акт проверки правда 90х годов. Но тем ни менее. Да внем есть косяки. Но я на нем работаю и треть его стоимости отбил. Как-то так.
5 баллов
-
Во время сотворения мира собрались внутренние органы и стали спорить: кто будет начальником? …. И сказал мозг: Я – тот, кто должен быть начальником, потому, что я руковожу работой всех внутренних органов! …. Возразили глаза: Мы должны руководить, потому, что мы указываем путь всем в этом мире! …. Сказало сердце: Если уж так, то мне полагается быть начальником – я распределяю кровь, дающую всем органам возможность функционировать! Желудок: … Я должен быть начальником, потому, что я кормлю всех! Ноги сказали: …. Мы должны быть начальником, потому, что мы носим всех! ….. вдруг вылазит говно и говорит: только я по праву должно быть начальником. Все органы взорвались от смеха…. …. И говно отказалось выходить 5 дней. Глаза вылезли из орбит…. Сердце в прединфарктном состоянии…. Желудок разрывается. Ноги отнялись… И тогда все закричали: пусть Говно будет начальником!!! И с тех пор…. Каждое Говно хочет быть начальником!♀5 баллов
-
@dentws,@Steelcar, Зря вы дивитесь шабрению- это метод самой точной подгонки деталей станков.Катают индикатор по скалке- это не колхоз,а метод по учебнику.
4 балла
-
не было компенсации температурных колебаний трубы. У знакомого рвало так трубу, пока не врезали компенсатор.4 балла
-
Смотря какой уровень хобби. У меня ТВ-4 окупился на пулелейках в своё время процентов на 300. ИТ-1М тоже уже не по одному кругу идёт. А хобби у меня так - "для поддержания штанов". Работа есть, по местным меркам относительно не плохая. Но всё равно каждый вечер я в своей мастерской.
4 балла
-
4 балла
-
Собрал 2 шкафа для одной газовой компании. Неделю назад ездил в Колпино, для компании Росгаз сварил 2 стыка 273 трубы, договорились об оплате после радиографического контроля. Неделю тянули с проверкой, теперь тянут с оплатой. Первый стык варил и после каждого электрода делал запил, второй стык варил без запилов. Экспериментировал, так сказать, потому что всю жизнь варил без запилов. На 2 стыка 1 дефект, пора размером 1,2 мм. Первый раз в жизни попались лицензионные электроды ЛБ 52. Брызгов намного больше по сравнению с обычными. На следующем фото оригинальные и лицензионные электроды. От конторы, для которой варил шкафы, ездил в Волхов. Там местные сварные ведут монтаж, варят нержавейку полуавтоматом. Стало интересно, что за газ. Оказывается, варят в углекислоте.
4 балла
-
А я тут на 4 разряд сдал3 балла
-
@dentws,@Steelcar, Уважаемые мастеровые, раз коснулись темы шабрения, чуток в двух словах сравнение - представьте разговор между токарем, имеющим сварочный ручник к тому же трансформаторный, и сварщика имеющего фрониус или подобный и слышит от токаря как он виртуозно с полным проваром приварил петлю забора и вам объясняет что совдепоский аппарат самый живучий и самый лучший а импульсы интерпульсы придумали что бы занять людей и выкачивать из них деньги.... что вы подумаете??? (таких примеров воз). Для затравки и понимающим (японцы вообще то придурки и живут в каменном веке) ... мне стыдно за вас... тем более если закончена "вышка" как ПТУШнику3 балла
-
Ну отечественные материалы в данном случае проволока не причем , а вот смесь надобно поменять и сия смесь не для многопроходных или чистить всеми методами. Я же написал что надо кардинально изменить технологию , и в вашем случае все таки придется раскошелиться начальству на оплату смеси HE90% x AR 7.5% x CO2 2.5% и вот именно она в мире №1 по многопроходной сварке нержавейки . И начальству усе равно "кошелиться " даже с 98\2 , на оплату зачистных кругов , щеток и слесарей + болгарки кои как семечки лететь будут и электроэнергия для них . Или что то переиначить и попробовать порошок проволоку.3 балла
-
@copich, покупайте фирменные подшипники и ничего снимать/набивать не надо. В китайские и всякие подделки хоть набивай, хоть не набивай итог один. Одна из главных проблем, это не количество смазки (речь про закрытые подшипники), а качество и исполнение самих уплотнителей. Обратите внимание (при покупке) как кромки прилегают к обоймам и все станет понятно (в большинстве случаев можно увидеть шарики через щели в уплотнителях. В частности наши подшипники этим грешат, сам подшипник делают видимо у нас, уплотнители заказывают на стороне, скорее всего Китай, отсюда и все проблемы).3 балла
-
Мой станочек в мастерскую- Heckert micromat dlz-315. Рмц 500, аналог иж-250. Только весит в два раза больше
3 балла
-
да, можно понимать как угодно. Например: все на месте и с точностью, как в аптеке. Мне все равно. Для меня главное не абы что и как, а как положено. Сейчас легко на нем сделаю посадку под подшипник "внатяг" или под "запресовку", хотя еще не все доведено и не все работает как положено. Но первые шаги можно уверенно делать.3 балла
-
Добрый день! Мои будни: Попросил знакомый смонтировать ему отопление сушильной камеры. Просьбу выполнил, работал один. Пилорамщики иногда что то тяжелое помогали на верх затащить, подержать. 2 котельных за 10 дней
3 балла
-
Здравствуйте! Новые фото тисков. И тиски из 18-ого швеллера.
3 балла
-
Потратил час и час на просмотр но нашел. После половины видео там и станок и шлифовальный. Хоть и на украинском но понятно объясняет. Вот что я имел в виду. Ютуб сила с интернетом.2 балла
-
Штаны зашей... --)) не надо никуда идти. Выключи свой импульс пока не научишься уверенно сваривать, а там уже он тебе в помощь будет, сейчас во вред.2 балла
-
@Kurt1, массивная холодная деталь и с присадкой лопаются прихватки. В местах прихваток глубже разделку лучше делать и дугу тушить в стороне от расплава, иногда очень помогает.2 балла
-
Вот фантазеры, только языками чесать, хлеб в рот не клади. Нержавейка как всегда не любит перегрев - это первое правило, потому для получения ярких швов, без окалины нужно иметь или высокую скорость, или пульсирующую дугу, с мощным коротким пиком и холодную преобладающую по времени паузу. НО, это все касается смеси 98%Ar/2%СО2. С кислородом корка окиси будет всегда, эти 2% служат только для стабилизации дуги и стабильного переноса материала, точно так же, как и с СО2. Но CO2 не окисляет настолько. Работаю со смесителем, год назад или чуть ранее пробовал переключать с CO2 на О2 (дело минутное) на уже отлаженном режиме. Процесс сварки одинаков совершенно, с кислородом немного грязней ванна, но все очень стабильно. Лично мое мнение, О2 используется только для правильного переноса материала и стабильного - четкого горения дуги, где к внешнему виду швов нет особых требований. В описании к видео, все вводные указаны.2 балла
-
@Kurt1,Кстати вот не могу видос найти,но видел станок нипонский- делают типо планшайбу прецезионную,лазер обкатывает,потом механическая рука с шабером шмурыгает.И так до полного аллеса.Технологии не стоят на месте.2 балла
-
@dentws,тоже дивлюсь, когда индикатор на каретке катают и смотрят отклонения, впрочем как и такой операции как "шабрение ручное" станины тоже дивлюсь)2 балла
-
В теории, горе- сварщик ,насыпавний гору шлака и грата в трубу,мог организовать локальное сужение в стояке ниже по горизонту,..но чтобы порвало трубу,надо,чтобы там,в стояке,концентрация напряжений от давления воды превысило предел прочности трубы...то есть по факту,там металла почти не было..2 балла
-
Михаил , вот я запомнил еще с мотокросса и как то человек (механик) с команды МАИ (Московский авиационный институт) говорил так и проводились у них исследования на сию тему ,,,,, в закрытый подшипник достаточно запустить 2 капли масла моторного и этих двух капель хватит на весь срок службы подшипника и они лучше чем консистентная смазка коя центробежными раскидывается и подстывает в таком положении и толку от нее уже нуль .2 балла
-
да вроде не сложно когда 2RS а вот 2ZZ чуток сложнее но можно. Думаю в такие дебри по вакууму не стоит лезть, во первых это все же пыльник а не сальник, во вторых сделать маленькую отвертку с закругленными гранями и загнутую как монтажку, то все остается целым. Тут главный принцип - доверяй но проверяй, даже импортные. Что бы купить импортный подшипник то надо искать официальных представителей (в СПБ FAG и INA -ООО" Барс гидравлик") про других не знаю но то что на рынке отличить подделку сложно а их просто немерено то это факт и есть информация (неподтвержденная) что сами фирмачи наткнувшись на подделку своей марки не смогли слету определить где оригинал а где фейк. Так что коробочка с знаменитым название только греет душу. Есть китайские подшипники приличного качества (только не тот что в видео фирмы KG) пример - CRAFT (есть отзывы по ним от постоянных пользователей что хорошо отхаживают). Ну а криворуким идиотам и фирменные кажутся подделкой, не раз сталкивался (это уже другая история).2 балла
-
@Kurt1, отличная статейка, на данный момент пока один вопрос: "а как снять без последствий пыльник?" Ну гуглом умею пользоваться и ... Вопрос по прежнему открыт. То что приводят как пример, у меня только негативные эмоции. Нужно что-то в виде вакуума применять... Пыльник по сути, без последствий не снять. Поэтому, вот тут для меня сюрприз, покупаешь подшипник и снимай с него пыльник. Производитель 10% смазки специально укладывает, чтобы ресурс был не безграничный и экономия. Так что ... Я не знаю, в любом случае в шоке, теперь зная, что надо обязательно подшипники разбирать.2 балла
-
первое это УЗК, второе рентген. А фрезеровка, может замазать дефекты.2 балла
-
Вообще-то есть период окупаемости оборудования.Что толку покупать аппарат за сотни тысяч,если для него нет нужного объема работ.Оборудование покупают под определенные задачи,а не для того, чтобы оно было в наличии....на всякий случай -мало ли что.Если купить аппарат стоимостью 500тыс. с периодом окупаемости 10лет,то лучше его не покупать,даже если это будет очень хороший аппарат. Другое дело,если такой аппарат попал в руки случайно по низкой цене...как здесь у многих.2 балла
-
Вот тут на форуме куча народа, но почти все кричат дорого даже на: Аврора, Гроверс, чунь-пунь и т.п. А по факту, что же не берут ФРОНИУС, ОТС (Дайхен) и т.п.? Потому!!! Дорого! Так что ... не надо. У каждого свой критерий, что ему брать и за какие деньги.2 балла
-
Денис, ты же покупал не новый станок а весьма лохматых лет, то что для тебя работает а для токаря (т.е. меня) требует реставрации, это если подходить на правильном уровне и делать детали с размером в 0,1мм хотя бы по всей длине, так что кто то и на лохматой копейки будет ездить пока едет, хоть тормоза на одном колесе и шаровые вот вот выявляться но она же едет и мешок картошки в багажнике везет хоть частично торчит из пола... Это я рассуждаю про станок по ссылке, мои пока могут работать и без шабрения но планы строю делать на двух станках по очереди.2 балла
-
Плёнка тонкая, а нам прошлых фотках корка была. Значит проблема в горелке , не было нормальной защиты. Валера был прав. При наличии кислорода в смеси окисная плёнка будет обязательно. Диаметр проволоки какой?2 балла
-
@Вад11, чем? у них сервис и ОТК точно так же косячит. да и ты сам говорил, что люди которые сварочными аппаратами занимались в промэлектронику ушли. разговоров куча была, что осциллятор поменяют, ЖК панель внедрят, ещё всяких плюшек завезут. где это всё? если уж хочется примеры привести что где-то что-то лучше работает, то явно не Форсаж нужно в пример ставить я понимаю, что у тебя Форсаж ванлав, но будь объективен. проблему с прошивкой решили. перепрошивают бесплатно. по поводу версий прошивки и что о них неправильно информируют - можно им хоть прям на сайт замечание написать (и его даже не удалят, в отличие от Форсажа ).2 балла
-
@ilnursvarka,@selco, Вы посмотрите чем они нержу сваривают (сварог) и все станет на места. По шву видно, что дрянь полная. А порошок, у меня 316 есть, дает золотой цвет шва при сварке в смеси.2 балла
-
Нигде не буду фрезеровать. Что-то суперточное отдам в работу тем у кого есть на чем это сделать. А тв с большим износом продам любителям шабрить ямы. То что Вы видите это каждый день не дает результатов, ваше (как и наше) станкостроение все ещё на уровне каменного века, как и поделки с выхода с этих станков (по большому счёту).1 балл
-
@Кустарь, Это люфт в зацеплении винт гайка. Не знаю как на 1м95, а на серьездных станках гайка состоит из двух полугаек, которые раздвигаются специальным клином. И таким образом выбирается люфт. На рисунке вместо клина стоит пружина 4, которая раздвигает полугайки1 балл
-
Шлифовать для чего? Выработка имеется на станине, яма? Я по станине что ездит, то тоже наверно выработку имеет?И как две детали, которые имеют выработку по прилигающим плоскостям в минус можно исправить шабрением (которое типа претензионно)? Возможно чего-то не догоняю.1 балл
-
@Леонов Сергей,Для стойки болгарки- хорош,для роликов- нет.Ваще литол не очень смазка.Лучше для подшипников брать т.н евролитол,например LMX.Но опять таки смотря для каких( система смазки,обороты и т.д).1 балл
-
@Леонов Сергей, А какой подшипник имеется ввиду? Подшипники шпинделя требуют жидкой смазки.1 балл
-
Это экономическая составляющая. А если брать ХОББИ сегмент. То какая там окупаемость? А если взять хороший инструмент, который просто приятно держать в руках? Какая тут окупаемость? Например, элементарные плоскогубцы, они есть и по 100р и по 1000 и дороже. Взять смазочные материалы, есть смазка и за 10р, а есть и за 1000. Я уже давно для себя решил, что даже новые подшипники надо вскрыть и заменить родную смазку на качественную ... В итоге получаем подшипник 10 лет без проблем в тяжелых условиях. А если ни чего не делать, 2-3 года и гудит. Одной и той же фирмы. А теперь сварочный аппарат. Для одних 20 000р, дорого, хотя заборы ими шпарят. А у других по 500 000р и стоят, раз в год используют. Еще раз, тут каждому свое. Но ставить станок в несколько тонн и габаритами с гараж ... Тут явно нужны под него заказы. Но это для меня явно. А есть заводы, где ЧПУ станок 5-ти координатник и стоит. Им, надо выполнить заказ, раз в год и они под этот заказ его купили. Окупаемость ... да ни какая. Данный заказ да перспектива. Деньги то ... бюджетные1 балл
-
И таки да, не удаляют, большой им +1 балл
-
Судя по шву у вас что то не то с режимами. Похоже сильный перегрев металла отсюда вся беда, пробуйте импульс менять больше паузу и между проходами дать остыть, что бы рука терпела.1 балл
-
@Вад11,при чем даже на фоне некоторых брендов,по крайней мере одного точно).1 балл
-
Вот сколько всяких косяков у Авроры. Форсаж явно выглядит предпочтительней... -))1 балл
-
Шоб диски лезли нада станок с гаппом.Впрочем видел людишек,делающих гапп болгаркой.1 балл
-
@AMBIVERT42, Еще.Хорошо бы сварить легкую подставку из профильной трубы 30/30мм;квадрат со стороной 500/500мм и ножкам такой же высоты-та же табуретка,только с открытым верхом). Горелки под подставку и деталь можно на ней подогревать с разных сторон,что немаловажно ...как на сковородке.Проверено годами.1 балл
-
-Что общего между сварщиком и мухой? -Оба могут наср@ть на потолке.1 балл