Лидеры




Популярный контент
Показан контент с высокой репутацией 15.05.2019 во всех областях
-
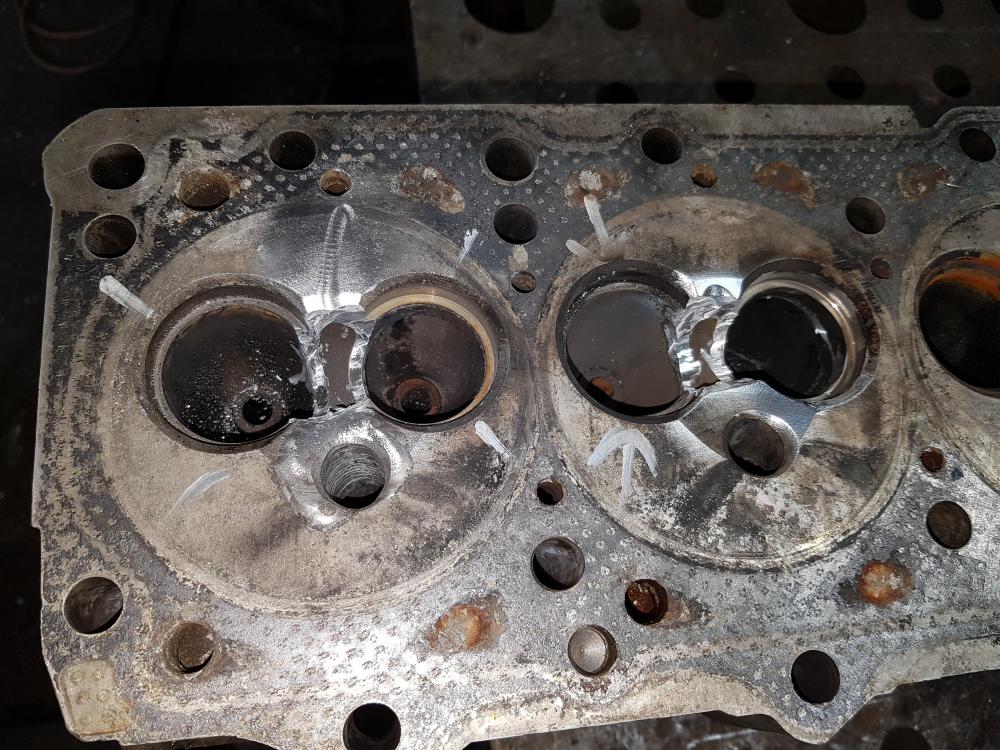
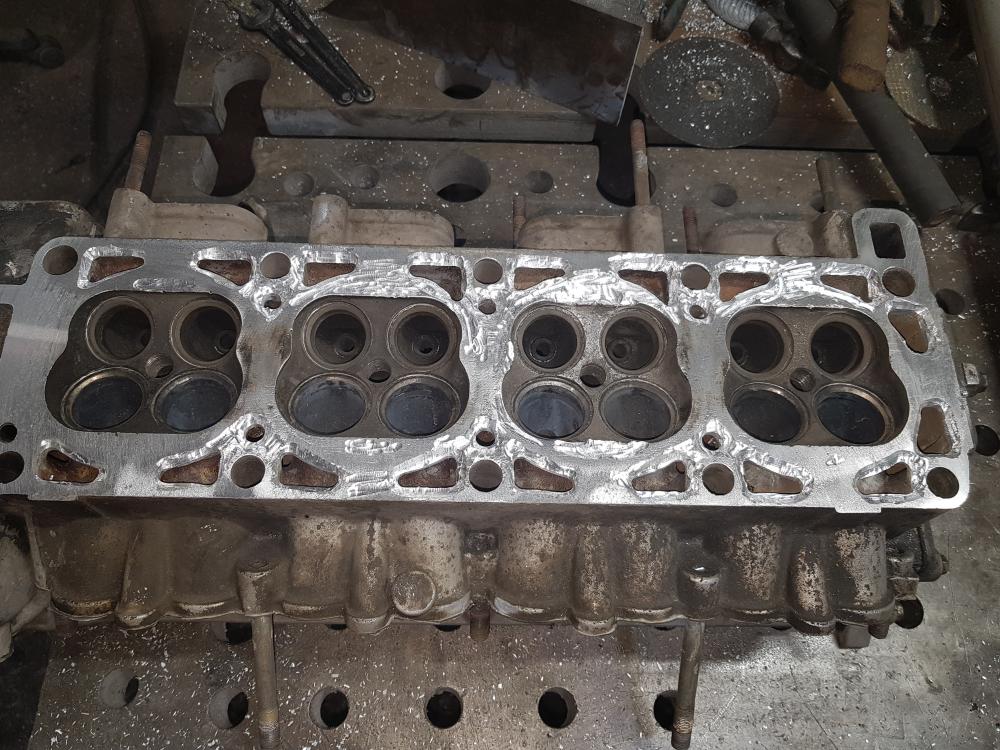
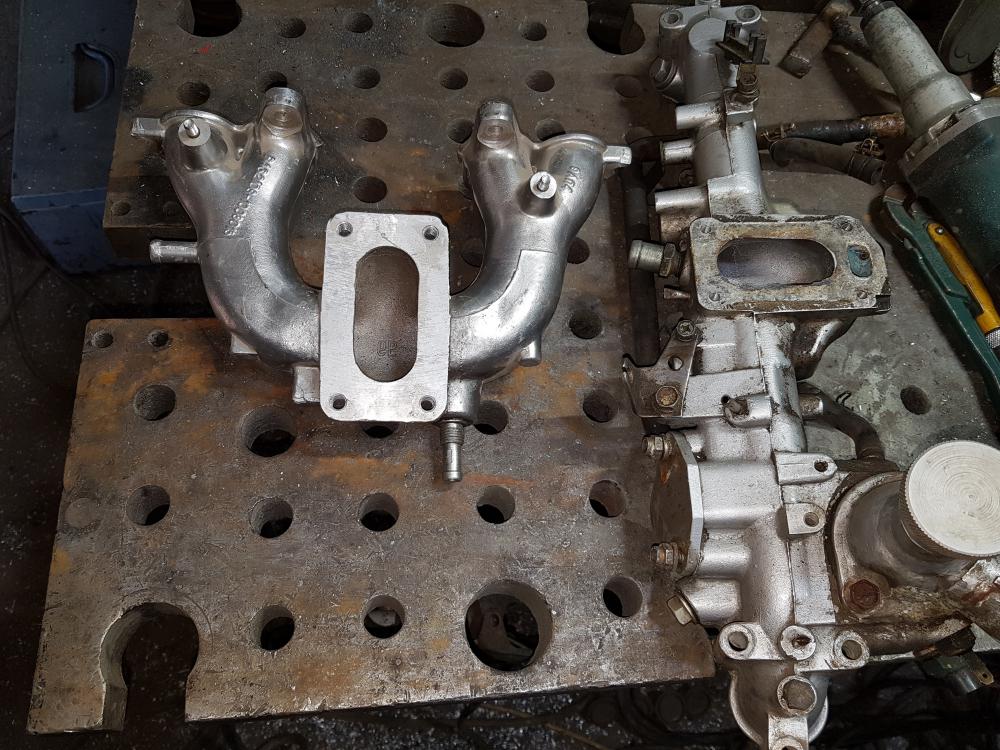
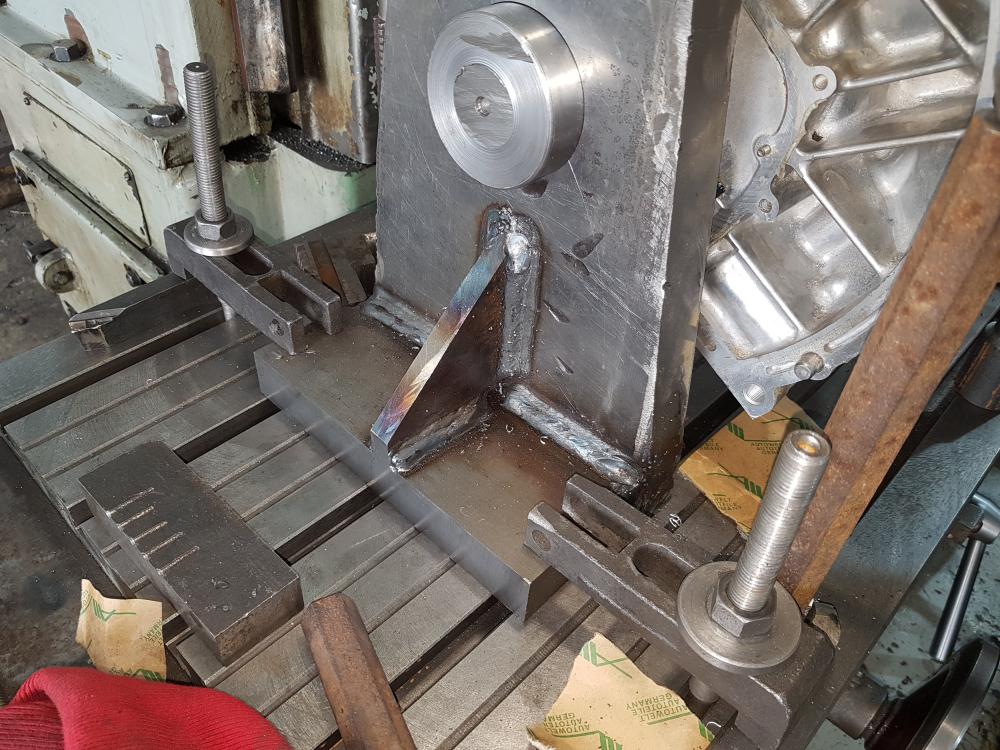
Автомобильное, автосервисное. Поеденные коррозией и треснувшие ГБЦ-превратились в почти что каждодневную рутину. Поддоны моторов-тоже частые пациенты. Коллекторы выпускные. Стальной. Чугунный. Разделка строгачом и ГПН. ГПНил за одну установку, то есть в нижнем, вертикальном и потолочном положении. Коллектор впускной алюминиевый. Порезать новый и сварить со старым-оказалось проще и дешевле, чем точить переходник. Парадоксально, но факт... Патрубки алюминиевые. Выходной патрубок с мотопомпы. Уронили помпу в траншею, получили трещину. Патрубок крышки термостата обглодала ненасытная тосольная крыса. Пересадил донорский патрубок аналогичного диаметра. Патрубки стальные. Гидравлисты пытались сами чего-то там сварить. Честно говоря, сальники менять у них получается лучше... Переделал. По просьбе расточников-сварил заготовки для механизма наклона v-образного блока для расточки/хонинговки.
 22 балла
22 балла -
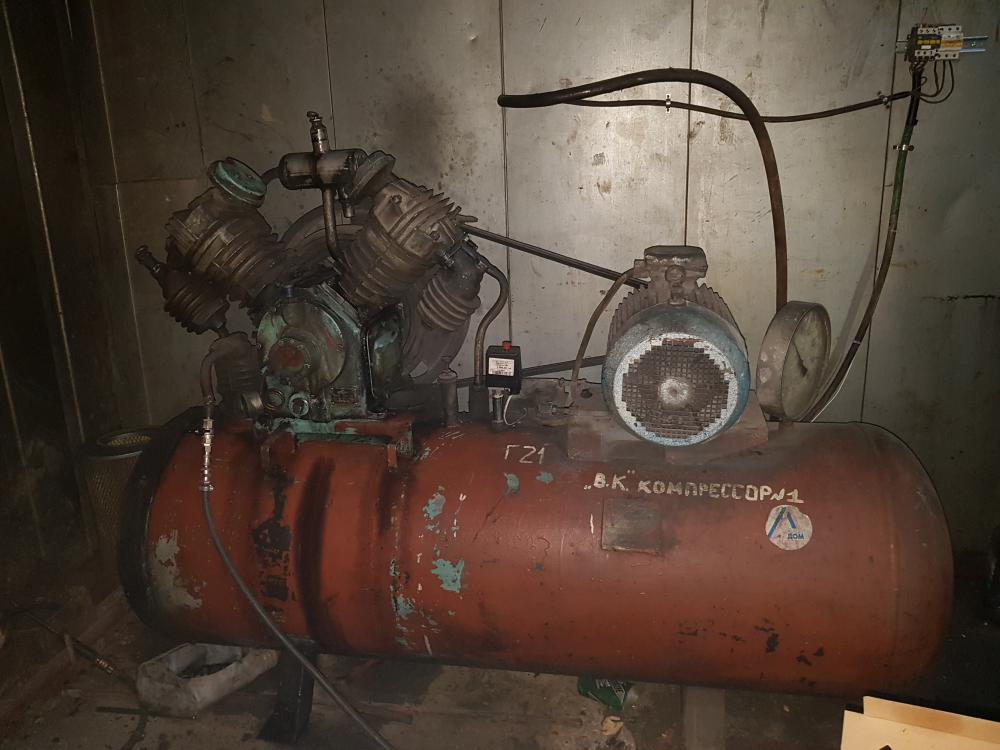
Позанимался мини-строжкой. Ради строжки газелячьей рамы было явно не охота тащить на выезд трёхфазное оборудование, да и не было в том гараже 380 В. Поэтому обошёлся компрессором и источником тока на 220 В. Чтобы познакомить малые байонеты с большими-наскоро изваял переходник. Для эпизодической работы электродом ф 4 мм двухсотамперного сварочника и компрессора производительностью 250 л/час на столитровом ресивере-вполне достаточно. Кстати, тема источников тока в этой теме освещена хоть и не очень подробно, но вполне достаточно. А вот второй компонент, компрессор-вскользь. Постараюсь немного развить этот аспект. Как уже упоминалось здесь неоднократно, для строжки оптимальный объём воздуха-около 1 куб./мин. Выдать такую производительность могут компрессорные головки типа С-416 и их импортные аналоги. Двигатель, способный вертеть шкив подобной головки-мощностью 11 кВт и более. И монтируются такие головки с моторами на 350-500-литровые ресиверы. Весит такой агрегат от 350 кг и более. В стационарных условиях такие массогабаритные показатели компрессора особых проблем не создают. В случае выездных работ лично мне оказалось проще иметь два более мобильных компрессора со столитровым ресивером, производительностью 800 л/мин. и мощностью мотора 5,5 кВт. Когда объём строжки невелик, можно воспользоваться одним-беру один. Для более объёмных и продолжительных работ-запараллеливаю компрессоры. В любом случае, что один компрессор+источник тока, что два-получается, что комплект вполне транспортабелен для одного человека.
11 баллов
-
Мы тоже не зря хлеб едим... Кто сказал что сварка печки порошком это извращение?? На станке деревообрабатывающем модернизацию затеяли. Вырезать часть и приварить профиль со специальным пазом. Анодирование пока не убрал-сварки не было от слова "вообще". Где лепестком, где фрезкой.... Подготовил.... И погнал в разбежку.
9 баллов
-
Я. Это слишком быстро, поэтому нет погружения в процесс, осознания единения с изделием посредством вложения частички своей души через пот, мат и кряхтение. Ведь тыж не сварил его, как это делают электродом в гараже, или во дворе, а ты его выплюнул, как это делают на заводе. Надож было посоветоваться, с друзьями-соседями, в каком магазине электродов купить, какой держатель лучше, и через недельку, потихоньку начинать. А ты... шарах и готово. Одним словом сварщик, вот и весь диагноз.8 баллов
-
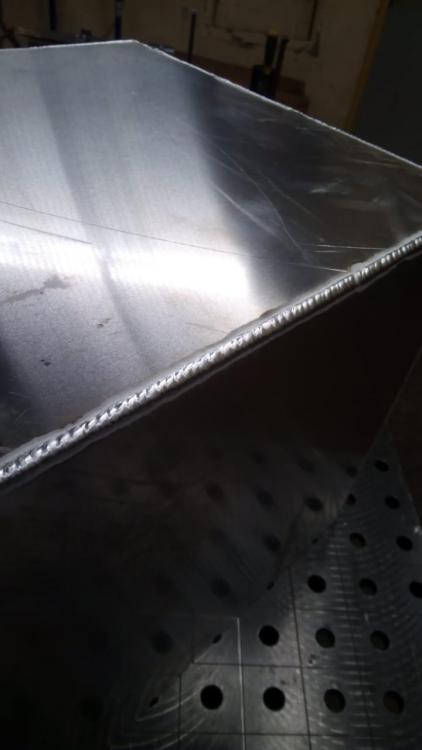
Доча с зятем столик компьютерный замутили, помог им каркас алюминиевый сварить, остальное сами:
6 баллов
-
Фото внутренностей и видео. Видео о работе аппаратом еще грузится, утром будет. https://www.youtube.com/watch?v=JIwAB2MdTTE
5 баллов
-
Ничего там не переборщили,если сделать кронштейны тоньше, то появится вибрация и дробление от резца.При расточках,чем жёстче закреплена деталь, тем чище поверхность обработки.4 балла
-
@Глобул, ваяли из того, что было под рукой, руководствуясь принципом "больше-можно, меньше-нет".4 балла
-
сначала проект утвердят печи, потом положена его обмывка.4 балла
-
Мелочь,но тем не менее кину в общую копилку.Сильно красиво не получилось- надо было и присадку 1,6 расплавить и трубку не прожечь .Пульс .Присадка CuSn.Вроде не текет)
4 балла
-
Добрый всем вечер. Прибыл на тест Российский аппарат "Мир" имя которому придумывали на форуме, победитель Павел разрешил тестирование мне, и "Промэлектроника" любезно предоставила аппарат на тест. Пока только приехал, выкладываю фото аппарата, сниму видео о работе им, внутренности. Все будет как у нас тут положено. Нет креплений для ремня, не принципиально, для меня, но кому то нужно. Резиновые ножки, скользить не будет, +. Завтра если не будет аврала то пойдем с ним на этого мамонта
3 балла
-
Жесткость и вибрации системы СПИД При обработке резанием различных материалов используемый для этого инструмент и приспособления, в которых он закрепляется, испытывают на себе достаточно серьезные статические и динамические механические нагрузки. Этими приспособлениями они транслируются на другие узлы и механизмы станочного оборудования, в результате чего образуется единая, замкнутая система СПИД. Это сокращение в технике расшифровывается как «станок-приспособление-инатрумент-деталь». Жесткость и вибрации системы СПИД При обработке резанием различных материалов используемый для этого инструмент и приспособления, в которых он закрепляется, испытывают на себе достаточно серьезные статические и динамические механические нагрузки. Этими приспособлениями они транслируются на другие узлы и механизмы станочного оборудования, в результате чего образуется единая, замкнутая система СПИД. Это сокращение в технике расшифровывается как «станок-приспособление-инатрумент-деталь».3 балла
-
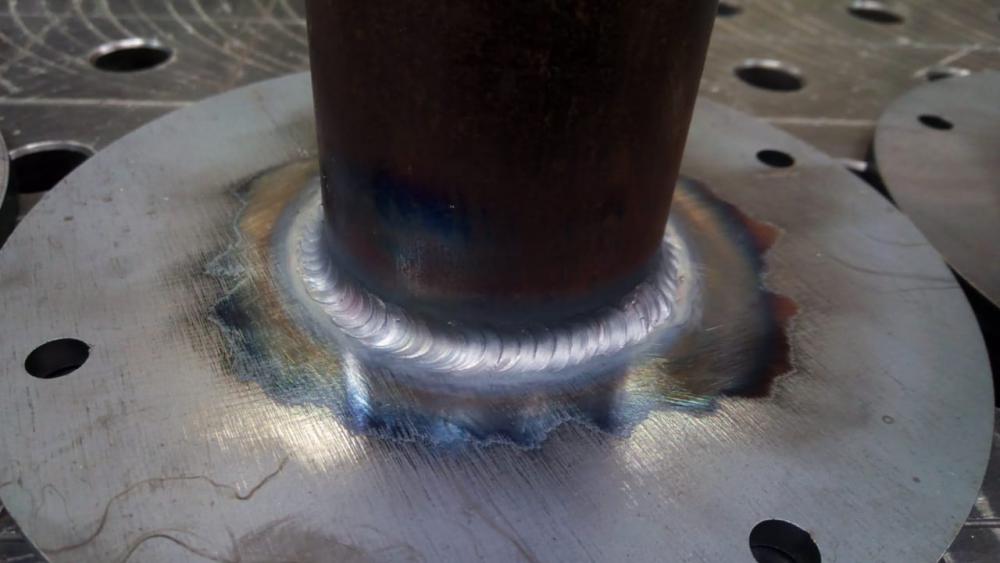
Эльдар,труба 12х18н10т, отводы 304.Толщина 1,5мм. Не всё своим телом можно сварить. Присадка 06х18н9т.3 балла
-
@Глобул,Она то выдержит конечно.Речь за поводки.Когда я крутил домкратики под станиной фрезерного станка( высота станины мне по грудь и длина метров 10), смотря на показания лазерного уровня,несколько иначе на все это смотреть стал.Станина просела посередке на 1,3 мм!А поводки на приспособах способны иногда мозг вынести напрочь.Но повторюсь- не более,чем мысли вслух.3 балла
-
@Георгий 11,Там много зависит от исполнения самих папы-мамы. Если сделано по настоящему, то работать будет, а если это подобие с допусками по миллиметру, то выгорают хоть ты его попкой затягивай.3 балла
-
Обычная фигня. В мое отсутствие, а очень сильно надо было, пригласили сварного к Еве. Тот потыркался-потыркался и говорит - у вас же китаец был, тащите его, заварю.3 балла
-
Сегодня с "Бокситов Тимана" звонили, спрашивали куда сварных отправить на РАДС поучиться... отправил именно сюда. С них можно и 2 цены брать, у дерипаски денег много... я б 3 взял. Со слов менегера они купили сварочный ценой под лям, но ни алё, "сварные" его не победили.... Сергей, с тебя коньяк.3 балла
-
Сделал новый выхлоп.
3 балла
-
Вобщем перепрошили аппарат сегодня. (Evotig AC\DC). Спасибо Andrey311. Что могу сказать: Варить стало гораздо легче! В настройках баланс AC теперь имеет диапазон регулировок от -95 до -45%. На фото должно быть видно. Аппарат теперь более капризен к вольфраму (поджиг дуги на лантановых электродах заметно легче чем на чистых) Дуга ведет себя наконец то адекватно и , что самое важное, ПРОПАЛИ ЭТИ ЧЕРТОВЫ ЮБКИ вокруг нее. Которые к слову сопутствовали подрезам и лишнему подогреву кромок свариваемых деталей. Вобщем фото прилагаю. Подписи напротив швов это значение баланса при котором они сварены. Пластинка без подписей просто швы на разных настройках. Кстати если поджиг поставить DC- и поковырять настройки то можно варить на переменке почти острым электродом. Всем спасибо кто учавствовал в обсуждении. Может кому то пригодится. На постоянке все без изменений. Прошивка РУЛИТ.
2 балла
-
@МассаТом, все супераустениты (ни разу не сталкивался и не столкнусь с этой экзотикой) не варят своим телом, дуплексные, а так же те, что попроще, но боятся повышенного тепловложения и склонны к холодному растрескиванию (их просто тяжело варить без присадки, но если приловчиться, то можно). Впрочем и дуплекс и супераустенит то же можно без присадки, но последствия могут замучать2 балла
-
@RWS87, Всем Здравствовать!!! Замотался)) завтра сниму фото, выложу обязательно!!2 балла
-
это 320 швов , рабочий день 8часов (если вместе с обедом и бех перекуров) и это 480мин . В общем на шов 1,5мин не реально даже ПА ,,,,, штук 20 -25 можно и ТИГ и ПА . ПА не намного и быстрее будет но "косяки" так и так будут на 15мм отводе . ТИГ помедленнее но зато усе четко . С присадкой варите и без нее 16кг может и не выдержать.
2 балла
-
@Kotun, без присадки, конечно, удобно+быстро+красиво. Но без зазора и "своим телом", да ещё и на черной стали - такие вещи, ну очень-да нежелательны. Очень.2 балла
-
@AMBIVERT42,Небольшое уточнение с дивана- станочные приспособы желательно отжигать.Но это конечно не везде возможно осуществить.И косынки желательно варить,чтобы их швы не пересекались с внутренним угловым швом- одна смотрю сторона приспособы вся обварена.А так,все как всегда на высшем уровне!Сугубо мысли вслух)2 балла
-
У нас то на работе байонеты все с Европы -- это посадка на скольжение -- его вставил и ещё не повернул, а он уже там не шевелится. Пробовал переставлять кабель массы с плазмореза в тиг -- одинаково плотненько входит. Правда они оба Хелви, но думаю что это просто стандарт с таким допуском идёт.2 балла
-
@Steelcar, я как бэ все понимаю, но бывает и не кидалово. Несколько раз везло, хотя я обычно настроен на кидняк ) Поэтому помощи и прошу ))2 балла
-
слишком сладкое обычно кидаловом горчит)2 балла
-
@ХАГ,все там нормально, прикручиваешь и работаешь.2 балла
-
вот такие, но не калибр. https://dostochka.com/dom-dacha-i-sad/ruchnoy-instrument/strubciny/filter/prochie-osobennosti-i-svoystva/16376611?sort=offers_count&direction=asc2 балла
-
Ок,Вадим,если срастётся- то обязательно проставлюсь,как в Кирове будешь-заходи2 балла
-
@Глобул,у торуса не выгорали,хотя работал и пятеркой,если соединение ослаблено,тогда есть вероятность,но это уже вина пользователя.2 балла
-
С чего ради? Их просто затягивать надо.2 балла
-
Ждём фотографий внутрянки2 балла
-
А по моему прекрасно!2 балла
-
@AKeeper, борт наростили - скоро приедут порваную раму варить! Народная примета2 балла
-
Вообщем понравилось мне работать "хелвиком". Работы на два дня, а сварки полчаса. Вообщем с ним быстро и хорошо...!!! Ну и приподняли борт на 32см.
2 балла
-
Одного выгонишь, другой приедет.
2 балла
-
Высотой крыши дома ограничен. Вернее высотой свеса крыши. А так уклон 10:1 примерно но сам снег не съедет , да. Но, будем живы не помрем2 балла
-
Привет рабочему классу !) Наша песня хороша , начинай сначала ) Должно в итоге получиться как-то так )
2 балла
-
А то и т ак должно быть. Смотрю панелька уже здорово изменилась от того что у меня был на тест. Ну и хорошо что оставили выбор поджига , у меня который был так я как поставил поджиг DC- , так его больше и не трогал и нормально поджигал претензий не было. чТО еще интересного в настройках "нащупаете" выкладывайте и интересно всегда.1 балл
-
Эта штука тонн двадцать выдержит. А если туда шов гостовский ввалить, то и тридцать наверное. С толщиной переборщили, и сильно.1 балл
-
г@Глобул,ну все же надеются,что сделано нормально,понятно,что если производители сами химичат,то ничего хорошего ждать не приходится.1 балл
-
В общем попал ко мне в руки нерабочий аппарат. Оборудования у меня для моих запросов хватает, но интересно попробовать именно этого производителя. Мастерская у меня небольшая. Аппарат конечно громадный и тяжёлый. Посчитал,что охладитель для моих интересов лишний. Снял его, сделал ревизию и продал. Как приеду буду потихоньку собирать дальше. Больше всех досталось протягу. Буду думать как восстановить или собрать аналог. Мотор протяга уже оживил. Пытаюсь определить диаметр роликов и передаточное отношение внешнего редуктора для сохранения правильности синергетики.1 балл
-
Это Рассея, от Москвы далеко...1 балл
-
Байонеты выгорят через месяц если на таких больших кидаться каждый день.1 балл
-
1 балл
-
https://www.youtube.com/c/tigmigevgeniilysenko1 балл
-
Если Хот Род раздеть, получишь багги! Ещё не всё проварено, ещё пару труб, замеры (в который раз!) и тогда уже проварю на совсем.
1 балл
-
Деталь машины точечной сварки.Потекла трубка.Вроде бы ничего необычного,а повозиться пришлось изрядно:большая теплоемкость,даже №5 прогреть очень тяжело. Вес кг. 15
1 балл
-
@devastator,так-то да, был бы студентом, отвесил бы волшебный подзатыльник/пинок... а тут пришлось горлом брать...охрип, блин, к концу курса... только Араспел и спас ...1 балл