Лидеры




Популярный контент
Показан контент с высокой репутацией 16.04.2019 во всех областях
-
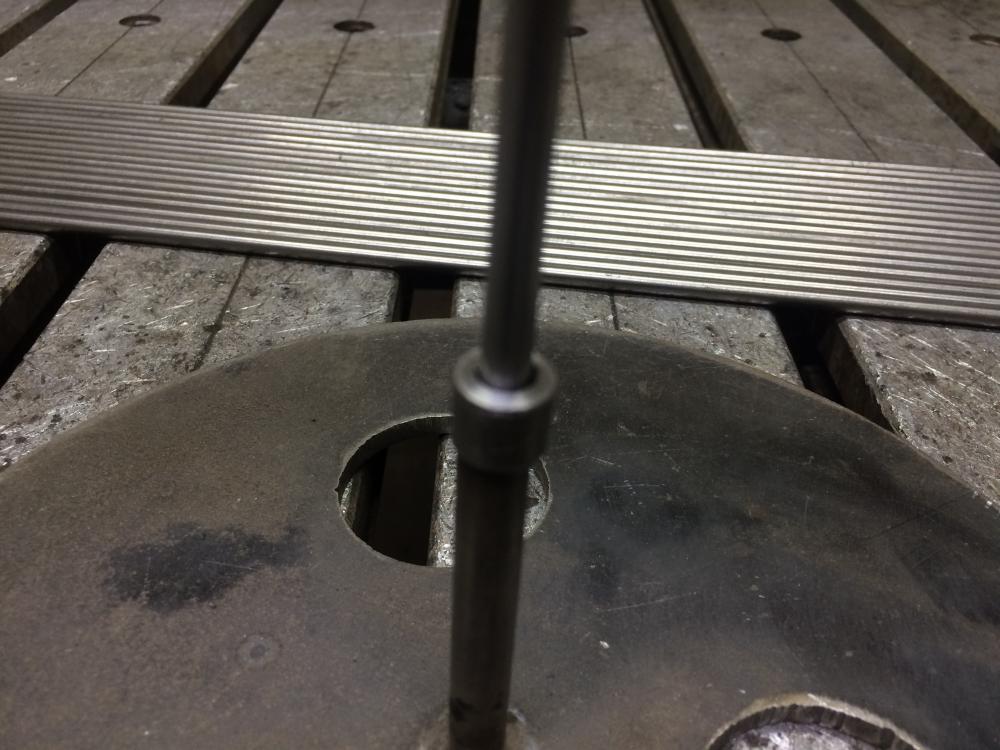
Сегодня мне притащили вот такую фиговину сделать. Трубка от тена 0,5мм, пластина 0,8. Отлично видны зазоры, мне кажется местами даже больше 0,3мм., прихватка также ставилась без присадка. Пульс был 120А/5%5А(или 10А, забыл)/2Гц. Ну тут правда не стыковое соединение, но и человек как бы тоже в тавре сваривает. С тавара на стык будет легче по уже сваренному металлу перейти.
 11 баллов
11 баллов -
Работа в мастерской есть, но в основном с хозяевами,и при них не фоткаю, но были крупные работы и вот одна из них, тут конечно не все, но большая часть, все варилось хелвиком, 219 варил первый раз,не пинайте за швы, все надо быстро и главное с гарантией, ну и если варить по гостам, то фиг заработаешь((
9 баллов
-
Работенку подкинули интеллектуальную,можно даже сказать творческую,с элементами художественными и немного извратными .Стенка с сеткой вроде наварена Сормайтом,фреза периодически искрила и прыгала при разделке,куча шлаковых включений,вольфрам задолбался точить -ванна плюет.Хотя точно не скажу,чем оно там наварено.Ну заляпал,как мог...
9 баллов
-
Вам наверное с теорией стоит ознакомится более подробно. Так же на форуме полно информации. Еще, не понятно, что у вас не получается, так же и то, каким методом сварки вы это делаете. Желательно, ваши не получахи подкрепить фото и может даже видео, режимы сварки и т.п.6 баллов
-
@selco, изюминка подогрева коллектора до 600 градусов-это не только улучшение свариваемости, но и борьба с деформациями, а также-полное отсутствие отбела. Как завещают хирурги? Хорошо зафиксированный пациент в анестезии не нуждается... Вот и здесь-то же самое. Зафиксировал по привалочной плоскости (если надо, то с обратным изгибом), прогрел хорошенько и вперёд. Или я такой "Щукарь", или карма такая...Но, мне в основном попадаются коллекторы с неважной свариваемостью. Всё же, Сибирь-не Европа, в коей вы проживаете, технику здесь эксплуатируют просто на убой. Да и наши соседи-азиаты (японцы, корейцы) чугун делают хуже, чем европейцы. Впрочем, европейский новодел-тоже не ампир... Поэтому всё чаще отказываюсь от РАДС в пользу ГПН и даже РЭДС.6 баллов
-
Первым делом скажу немного о вашей конструкции. Почему не "зарезали " профиль под рамку под 45 градусов и так бы деформации меньше было да и швов. Ножки сперва к одной боковине полностью приварить и потом проверить и может поправить чуток (но если все правильно и с импульсом или пусть линейный ток но не перегревая да и зазоры должны быть сведены к нолю то править на придется ) ну и потом второю боковину на стол и на нее уже сваренную и дальше по схеме. Вот смотрите до конца Поддержу и вот наверное уже этим надоел но покажу еще раз 0.8 и даже с зазором кое где .
6 баллов
-
Делаю себе печку для гаража, из того, что есть под рукой. Так-что не судите строго.))
5 баллов
-
Антон, если сеткой наварено-то это явно какой-то твердосплав. Соответственно, бор-фрезой его грызть не рационально. Воздушно-дуговая строжка и/или абразивная зачистка до чистого основного металла-наше всё.5 баллов
-
Ну так оно и есть , но не на всем чугунии. Вот обычно коллектора просто славно варятся и не надо их до 600г греть да и до 370 не к чему и хватит 100гр. Вот собрал коллекцию фоток коллекторов и все просто варятся как сталь 3 и даже испортил от своего Санг енга коллектор ЕГР пропилив его болгаркой и сварив на холодную и хто скажет что это не чугуний . Вот даже потрепанный временем янки и надо было мужикам добраться до дому за Урал , сварили и латку работает. @Serj55441, Сергей у тебя V Меркурий и думаю они усе качественное в том числе и чугун , ну и повторюсь прежде чем греть до 600 или чуть меньше , попытай дугой и две капли ПАНЧ и если не кипит (да не будет кипеть) то разделывай или отрежь вырванное (на усмотрение по месту и тебе там виднее ) ну и 100гр подогрев и вари и трещать не будет. Ну и коллекция коллекторов , пару часов собирал по компу усе раскидано . Ну и совсем старый Янки и казалось должно усе выгореть , но нет поддался сварке и даже не капризничал. испорченный (не я его могу в любой момент в строй поставить) собственный коллектор ,, искусство требует жертв
5 баллов
-
Георгий , частота понятно но он имел ввиду и скважность. Теперь немного о скважности и она больше нужна на низких частотах и в 200гц и даже в 500гц работать будет конечно но малозаметно так как аппарат в 200А и это мало , а вот в 500 А будет ощутимо и для сварщика. Например возьмем низкую частоту в 2гц или 10гц и ставим пиковый ток в 200А а базовый 30А и скважность пополам то есть 50% и получиться пик и пауза будут работать с равным временем действия на дугу. Теперь поставим скважность 15% и пик будет иметь 15% от общего цикла то есть пауза будет 85% времени , тепловложение в шов резко уменьшиться и усе конечно от детали зависит но с таким временем пика в 200А может и не хватить для сварки . Это просто пример и усе подбирается в первую очередь самим сварщиком по своему вкусу . Ну вот например лезвие к 5мм пластине и ставил на Селко так частота импульса 100гц , пик 220А пауза 3А , скважность 1% то есть время пика 1% остальное время в 99% действует пауза в 3А . Вот примерно так как то и зачем нужна скважность.4 балла
-
Без проблем. А вот сколь будет стоить тут зависит от региона , мастерства сварщика (должно усе красиво и прочно) ну и "жадности" клиента , впрочем жадности одной мало и если эта МКПП ему сильно нужна и не найти такой на разборе (на разборе все равно дороже выйдет) , то заплатит .4 балла
-
Я в день пишу около 20-30 писем. По разным вопросам. Представляете сколько там вопросов к ним приходит ? И я же говорю, что очень трудно в письмах объяснить. Делают они всё. И изменяют программы по просьбе, но долго получается. Это же её и отработать нужно, исправить косяки, понимаете. Тут они мне как то быстро прислали программу на 315W с изменённым спадом и что получилось ? Многие тут помнят, что на прямоугольнике она чётко работала, а на синусе и треугольнике ток вырастал до максимума. И только недели 3 назад они прислали доработанную версию, в которой устранены эти ошибки. Если бы они не шли навстречу, то и не было бы смысла лететь к ним на завод.4 балла
-
Я всё же прошу ещё раз проверить всё, прежде чем паниковать. Ту же настройку индуктивности. Наконечники и т.п. Мне 2 раза присылали на ремонт МИГ 250 или 315, не помню точно. Он был рабочий. Отправляли назад. Случайно это предприятие посетил ув. Роман (ромман). Узнав, что аппарат пришёл к ним и не работает, он позвонил мне. По симтомам я сказал, что очень похоже на отсутствие фазы. Через дня 4 он перезвонил и оказалось, что это так и есть. Не было фазы. Это не первый случай паники и спешки клиентов, встреченных мной за годы сервиса, потому и говорю, проверьте вначале всё. По поводу старта на 200Р и 200С я знаю. Попробую это решить. Китай отказался пока что либо менять, попросили по приезду к ним всё рассказать и возможно там и решим проблему. Разговаривать с людьми другого менталитета и языка (русский -китайский), через другой язык (английский) довольно сложно. Потому могут случаться недопонимания. Он про другой аппарат, на который я выбил другую прошивку.4 балла
-
С поджигом дуги нужно все таки что то решать,начинает раздражать на мелочевке.Датчик уровня,приносят по 30-50 шт.за раз.Свежим эл-м еще нормально прихватки ставить,чуть поработал-просит сменить эл-д.При чем то поджигает,то нет,расстояние между изделием и эл-м не влияет,как хочет так и издевается.Инициация 70А,ток 60А.
4 балла
-
@artem 1, Зольник тяжёлый будет, нужно эту крышку приварить и вырезать в ней отверстие под минизольник (совок) кочергой остальную золу смахнёшь на совок. Трубу можно вывести сзади или сбоку, тепла больше останется. К засову ещё привари сантиметров 7 пластину перпендикулярно, не так сильно нагреется.4 балла
-
Здравствуйте. Прошу прощения, программа была 9 часов на 19 минут видео загружена, далее зависла в работе и уже думал потерял весь труд. Так же был звук отрегулирован варавниванием и эти настройки сбились после восстановления ( Работал более 12 часов за компом до 2 ночи и чуть не потерял материал. Хорошо хоть так сохранилось. Не стану звуки разные внедрять, только по делу Сделаю об этом видео. Как раз просят многие, а так же про поддув. Если успею, то на неделе этой к концу.4 балла
-
Эту тему уже поднимали на соседнем форуме https://www.chipmaker.ru/topic/128203/ Добавил файлов для информации, может кому пригодится: микроплазменный аппараты (лабораторная работа).pdf ИЗУЧЕНИЕ КОНСТРУКЦИИ УСТАНОВКИ И ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МИКРОПЛАЗМЕННОЙ СВАРКИ.pdf и два познавательных пособия для общего кругозора: 1) о сварке металлов стр.156 , о плазменной сварке стр.172 учебное пособие Материаловедение.pdf4 балла
-
Недоделанные - это точно. Сейчас работают над изменениями (по крайней мере 2-й и 3-й уровни) - т.к. подтверждают свою квалификацию в среднем процентов 20!!! сварщиков. На счет денег - это погорячились. НАКСу денег за разработку стандартов не платили, на добровольной основе разрабатывали. Вот по остальным профессиям, там да, немало денег ушло. Кстати: многие ЦОКи (по другим направлениям) работают если не в полную силу, то в половину. Со сварщиками сложнее (хоть их и первыми исключили из ЕТКС) - дороговато обходится оценка квалификации, поэтому пока большинство ЦОКов работает за бесплатно, но и даже так желающих пока мало. Вот фотография с оценки квалификации. Дама, мастер производственного обучения колледжа (фазанки))), сварщица 5!!! разряда: Тогда десять человек было, подтвердил квалификацию только ОДИН...
4 балла
-
Валер, молю Бога, что бы тебе и дальше попадались славные коллектора. увы, но бывают и такие которые панчем даже не смачиваются, что на постоянке, что на переменке. От моего москвича как раз такой.4 балла
-
Можно задавать частоту и скважность, можно длительность пика и длительность базы. В Авроре частота и скважность. Тогда желательно даже не 5% минимально, а 2,5 %. Иначе при минимальной частоте невозможно получить импульс 50 миллисекунд. При низкой частоте импульса удобнее длительности задавать. При высокой - частоту. Нагляднее, воспринимать легче. По сути то, без разницы.3 балла
-
@Денис16i, Цены везде разные.Все зависит от модели и возможности найти деталь на разборке.Для вазовских моделей прмерно 800 - 1000 место.Прежде чем приступить к работе,сделайте необходимые замеры для последующей разметки отверстий.3 балла
-
Тогда вариант, который я сделал. У меня, кстати МЦР маленькое. миллиметров 57. Стандартный армейский бинокль на глаза не сходится . Иду в оптику, заказываю линзы. Если глаза разные, тогда на два раза придётся линзы брать.3 балла
-
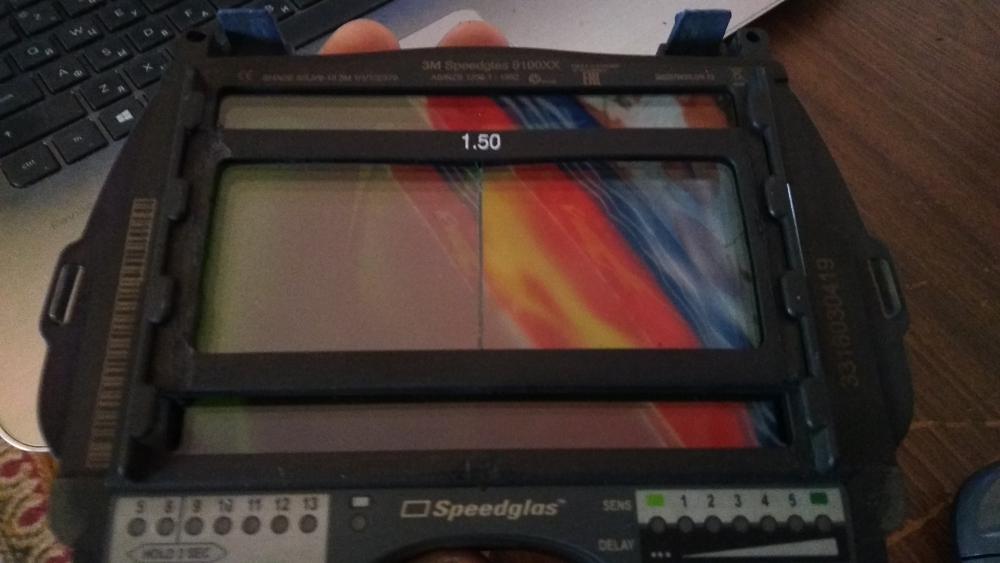
Валера , да , из двух половинок (можно комбинировать под разные глаза ) . Когда очки одеваешь , дискомфорт же чувствуешь , если они не по тебе ? Со сварочными диоптриями никто не будет подбирать и делать индивидуально - все эти вещи универсальны и оптимизированы , а уж хочешь их использовать или нет , дело сугубо личное . Если отношение предвзятое к таким вещам , то очки и через доктора . Пять минут ПШМ-кой и встали на место , как родные . Осталось на сварке опробовать .
3 балла
-
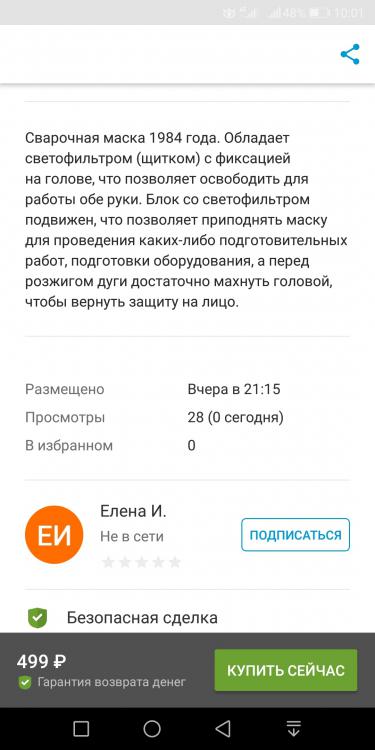
Года полтора-два , как диоптрические линзы стали неотъемлемой частью св. маски . При желании можно и без них , но присутствует дискомфорт , а уж если что серьёзное , не говоря о мелком , то без них никак . Выбор диоптрий , как и разброс цен , велик , но материал везде поликарбонат . В принципе , задачу свою они выполняют , но относительно недолго - даже при деликатном с ними обращении мелкие риски появляются неизбежно , что отрицательно сказывается на видимости . Вроде бы всем удобен поликарбонат ,но даже небольшие дефекты на нём ( а пыль в этих рисках постоянный гость ) все его плюсы сводят на "нет" , а с учётом его слоёв в хамелеоне , изогнутого профиля , да ещё и линзы . Короче , смысл пред*истории . Давно как то искал линзы из стекла , но результат поисков ничего не дал . Недавно , когда встал вопрос об очередной замене , ради интереса снова ударился в поиск . Оказывается есть . Наши братья на все руки молодцы , заполнят любую нишу , допускаю , что я раньше плохо искал . Через месяц ожидания получил долгожданный продукт . Каждая линза в "кейсе" , стекло (насколько хватает моих познаний - поцарапал гвоздём) , видимость отличная , но в деле ещё не применял (нет его пока) . Но , как всегда , есть и отрицательный , хоть и незначительный , момент . В гнездо на СФ не входит , надо немного подточить посадочное место на линзе ( толщина обоймы позволяет ) . О результатах отпишусь .
3 балла
-
@TIGER,В NICr-3 20% хрома,который является сильным карбидообразователем и отбел при сварке "на холодную" будет обеспечен.Грейте до 400С.3 балла
-
Вопрос в количестве. На многие замечания они отвечают - не хотим делать неунифицированную модель. Российский рынок маленький. Серьёзные конторы, вроде Газпрома, покупают брендовую технику. Китайскую в основном берут частники или мелкие организации. Китайских производителей на нашем рынке много. Доля каждого не велика. Я как то у Алексея насчёт схем поинтересовался, он ответил, китайцы говорят, будете брать вагонами, хотя бы контейнерами - будут схемы. Для них десятки - не количество, мы для них не основной рынок. Поэтому всё так туго. Брали бы тысячами, не Алексей бы к ним ездил, сами бы сюда приезжали вопросы решить.3 балла
-
Я не Господь БОг и не могу видеть будущее ! Но я сделаю всё возможное для решения этой проблемы. Тем паче что выставка в этом году в Шанхае. И я уже договорился с заводом о том, что эту проблему решать будем у них на месте.3 балла
-
2мм для нержи 0.8! Это очень много, тем более для серийных деталей, ИМХО для серии это катастрофа. При зазоре утянет в любом случае. Вот кубы перегонные без присадки часто сваривают... трещат по швам постоянно.3 балла
-
Валерий,у меня уже в голове "фен-шуй" сложился по температурному режиму и имея печь с размерами в длину 1 метр,я весь чугун грею от 320 и выше.Даже иной раз некоторые железячки замкнутого контура не кую,хоть и помню наставления Сергея (krech) :- "Не ждать!Ковать!Ковать!". Всё рассказал человеку и предложил ему сделать выбор родная железяка или латка.3 балла
-
@misha88, Проволока, режимы, помнишь?2 балла
-
Валера, дружище, это ТВОИ параметры. Можно тоже самое сделать на других установках? Все относительно, рук, головы, опыта. Я с Форсажем временем пульса привык работать, все просто, никаких процентов.2 балла
-
Алексей , ну азиаты тоже не лыком шиты да и вот мой "испорченный" патрубок ЕГР чистый кореец а вариться дай бог так любой стали варится . Впрочем я его завтра попробую заварить с показом дуги и конечно греть не буду и даже ковать не стану , звук будет и будем слухать "хреснет" али нет. Сергей , ну если есть печь то ноу проблем . Но вот вы меня не "слухаете" и прежде попытать дугой пока он холодный и может печь будет лишней тратой энергии и т.д и т.п. Вот смотрите , янки очень удивлен ,,,,, присадок не знает какой но доволен . Признавайтесь хто ему наш ПАНЧ посылал https://www.youtube.com/watch?v=cEy9j8ucsdo2 балла
-
У меня такие же - проблем нет, а без них уже фигово.2 балла
-
На ОЛХ продают.https://m.olx.ua/obyavlenie/zvaryuvalniy-aparat-kemppi-IDo4cY2.html#position=6&page=2Люблю Кемппи)
2 балла
-
@taras8114, про полярность не забывайте. Рутиловыми лучше на прямой полярности варить, + на детали. Дуга лучше шлак разгоняет. И попробуйте с основным покрытием, хотя бы УОНИ 13/55. Но тогда на обратной. Я понимаю, у вас там не густо, но что нибудь из основных поищите. Ванну видно гораздо лучше.2 балла
-
@Вячеслав164, вот выше на этой странице отписался techsvar, вот он и есть Алексей, который в сервисе в Нижнем в Гроверсе работает. Он и прошивает. "Главный по тарелочкам", так сказать. )2 балла
-
Все познается в сравнении ....2 балла
-
Так а им нечем прошивать. Все косяки со стартом могут быть исправлены только в новой прошивке, которую обещают летом. И то неизвестно, получится ли. Т.к. глааная проблема это получить сам файл прошивки. Китайцы оную не дают. А объяснять им и просить, чтобы сами сделали - те еще вилы.На тиг аппарат у Алексея файл есть и он там сам там его копал. Как-то удалось наверное потянуть прошивку и китайцев. А с мигом че-то не прокатило пока. @Vosmerkin, к Алексею не обращались?2 балла
-
morgmail, у отверстие в стене 100 мм(кусок трубы чугунной канализационной вставлен), так что думаю 89-ой ограничусь. спасибо за советы!2 балла
-
Проверил как варит мой 200С проволокой 1мм и на смеси и на кислоте. Действительно эффект первого касания выглядит проблематичнее на 1мм ,чем на 0.8 мм проволоке, и на кислоте усугубляется и увеличивается время выхода на рабочий режим на кислоте до 2-3 секунд и брызг больше. Варить конечно в итоге можно, но за такую цену аппарата иметь такие косяки очень не хочется. В Москве сервисные гарантийные центры есть, но прошивками они не занимаются. Ремонтируют только железо. Для смены прошивки надо отправлять аппарат в Нижний Новгород. Гарантии по существенному улучшению качества они не дают. Говорят-присылайте , попробуем перепрошить. Такая у меня информация.2 балла
-
@Schlosser, Электроды для строжки? Нееее, только воздушно дуговая графитовым электродом дает чистый металл на резе.2 балла
-
@Глобул,Насколько я понял- корпус редуктора с какого- то шахтного оборудования,ремонтный.То- ли с комбайна,то ли с бурильной установки.Точно не знаю. @AMBIVERT42,Алексей,я согласен с Вами,но с ТС не совсем понятно,сетка мне так кажется просто ПА наварена,под ней да,были твердые включения .У меня на участке есть покрытые электроды для строжки,но я решил их не применять,т.к стояла задача чутка подварить,чтоб просто обеспечить герметичность и сильно это дупло не хотелось расшивать.Но вот такие были у меня соображения.Конечно более обширные дефекты- только строгач .)2 балла
-
ВИК-ВИКом, а с просветом могут быть "сурпризы". Ещё АВН про этот момент рассказывал. Да и я лично-так попадал... Не шибко опытный "светила" может посчитать следы шлака по краям шва за несплавления по переходу к основному металлу, или по корню. Со всеми "вытекающими", как говорится... Более того, иной раз встречаются "светилы-коммерсы", что в случае чего-могут и стык зарезать и пересветить одно и то же по нескольку раз. За вашу денежку, разумеется... Вот-вот, подстраховка чистейшей воды.2 балла
-
Ну это как сказать. Красиво заварить мелочевку (или гнилую трубу ) бывает сложнее, чем "МК, которую чел поднять не может". Тонкое может и сгореть, и прогореть быстрее. Испортить легче. Другое дело, что за сваренную "гнилую трубу" платят меньше- это уже отдельный разговор. Сейчас кругом кризис.2 балла
-
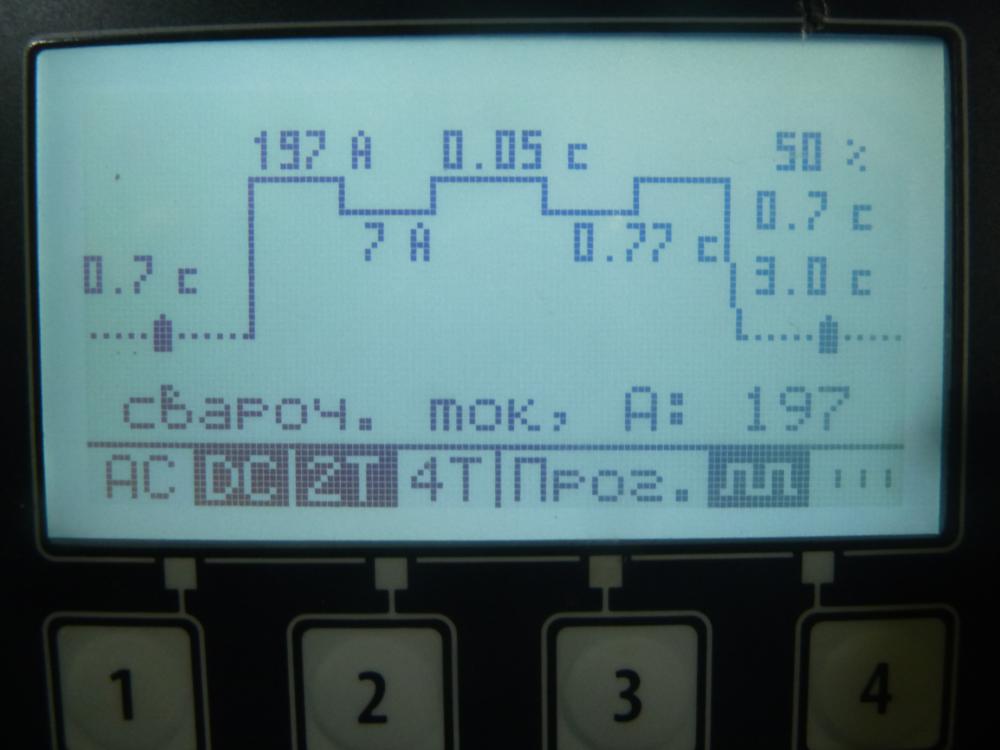
И панелька прям очень похожая Режимы
2 балла
-
@Etalon, База в районе 10А, длительность импульса минимальная, ток импульса - достижение необходимого результата, вроде 100-110А для 0,8 - проплавление на 90%, если ежи не критичны можно и полное, зазор порядка 0,3мм перекрывается, больший не желателен. Частота импульса зависит от ваших навыков. Чем выше частота тем выше ток импульса, попробуйте 2-2,5Гц если без присадка. Ширина шва должна получится около 1,5мм.2 балла
-
Будут. Предупреждать надо просто заранее, и тогда можно пропустить платёж без пени и штрафов. Стоит, но не много. Опыт в этом деле даёт опыт только в этом деле, и к сварке почти не имеет отношения. Это они, эти мелкие мастерские по изготовлению калиток, называют свою деятельность метало-конструкциями, а когда приходишь сдавать НАКС МК там с тебя требуют шов шириной два сантиметра, причём вертикальный, и ровный. Так что метало-конструкции, это обычно сварка деталек которые человек поднять не в состоянии. Вот туда надо смотреть. http://websvarka.ru/talk/blog/19/entry-238-fermy/ http://websvarka.ru/talk/uploads/monthly_07_2017/blogentry-13416-0-09096200-1500396289_thumb.jpg2 балла
-
@nik633,ну как, победил?2 балла
-
из нашей группы ВК ..Отличное описание ), или руководство пользователя, от дамы...
2 балла
-
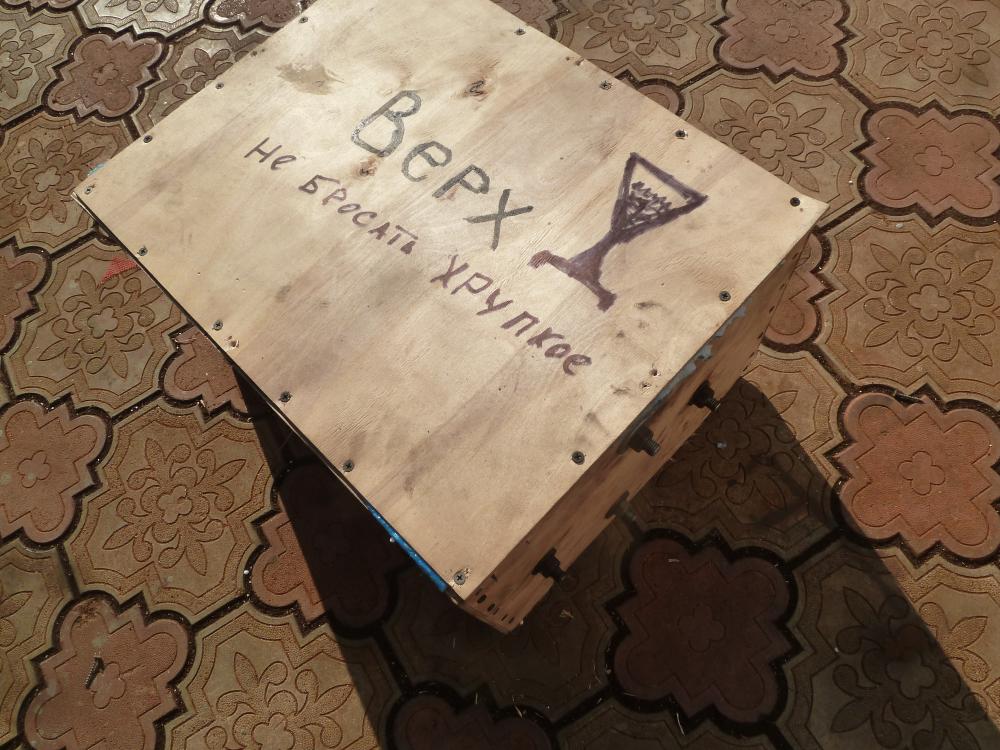
Самый малый "штрих " отрисован и что было и что стало . Упаковка и завтра в ТК , везет чугуняке поедет в Сочи а там наверное уже совсем тепло.
2 балла






































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)