Лидеры




Популярный контент
Показан контент с высокой репутацией 01.03.2019 во всех областях
-
Давненько ничего не фоткал. То некогда, то лень. А работы вагон, как перед любой сдачей объекта. Делали гриб поганку на тонкой ножке. Ну типа навесик для кафе. Размер шляпки девять метров с копейками. Высота ножки три с лишним метра. Варили все дома, а полуфабрикатами сточали на месте. Весь цимус в том что этим всем хозяйством обвернута колонна здания. Без жесткого крепления к ней. Это шляпка на земле. На земле варить удобней, на земле варить быстрей. Вся в кадр с земли не влезала. Было много вопросов о том как поднимать будем. А че там поднимать, тонна профтрубы на две двухтонных цепных тали - тьфу. Закинули, приварили, фсе.
 18 баллов
18 баллов -
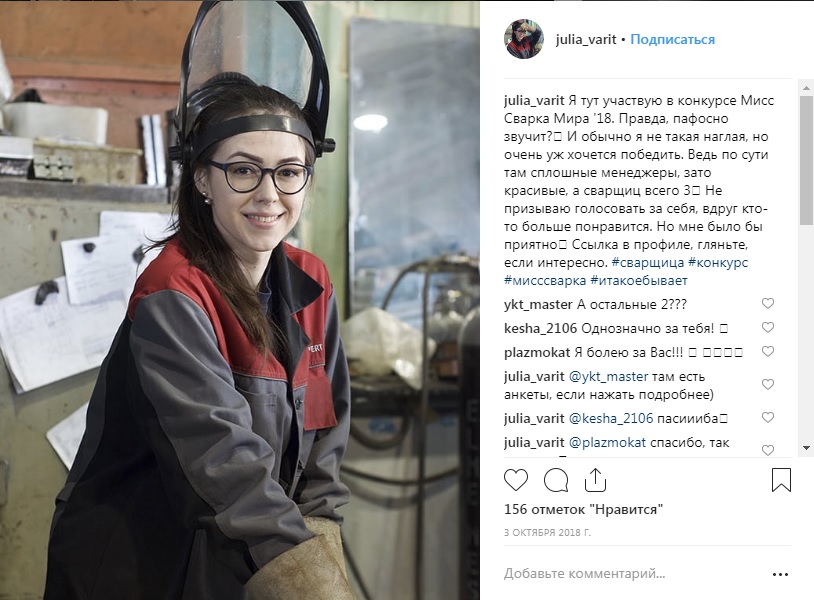
Неделька выдалась убойной.Делали шо тока можна и не можна,все запечатлеть не удалось,иногда горячее из рук вырывали.Короче - все как всегда.Кто куда,а я в отпуск!!!
17 баллов
-
собираем по тихоньку лестницу дальше ) работа с электродами временно закончилась . пошел в работу ПА . седня выставили на ребра боковины . выверили геометрию и плоскости . теперь задача вставить все ступени в замки . поперечные ребра жесткости и прихватить все . уйдет еще пара дней длина 9700 . ширина 1500
10 баллов
-
Когда Терминатор приехал к бабушке на каникулы... и она решила угостить его котлетками.9 баллов
-
Ну и ради шутки во что творит7 баллов
-
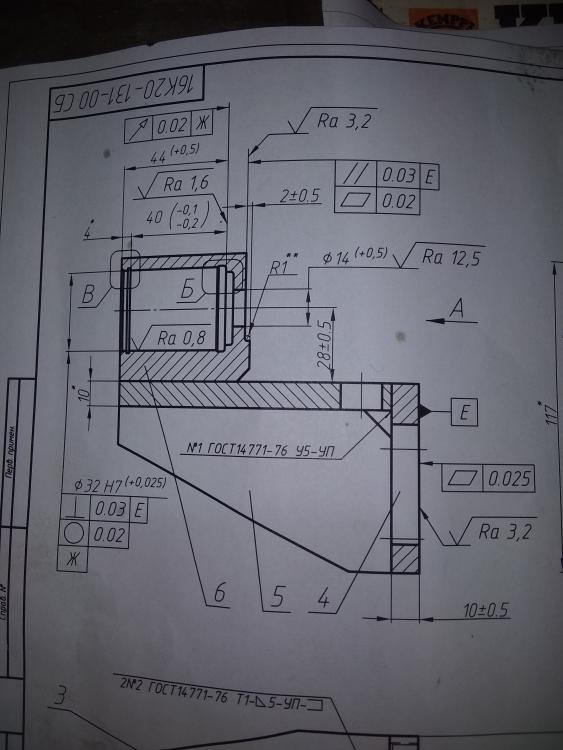
Короче проба пера.Поиздевались над чугунякой,сварка никелем,сверху для интереса МНЖКТ.Проба молотком на излом.Вроде ничо,ломается по чугуну,отбела вроде нет.В конце шва единственное боялся провалить и на фото видно непровар.Как- то так ..
6 баллов
-
Видно любит загорать А в этом случае двойной загар
6 баллов
-
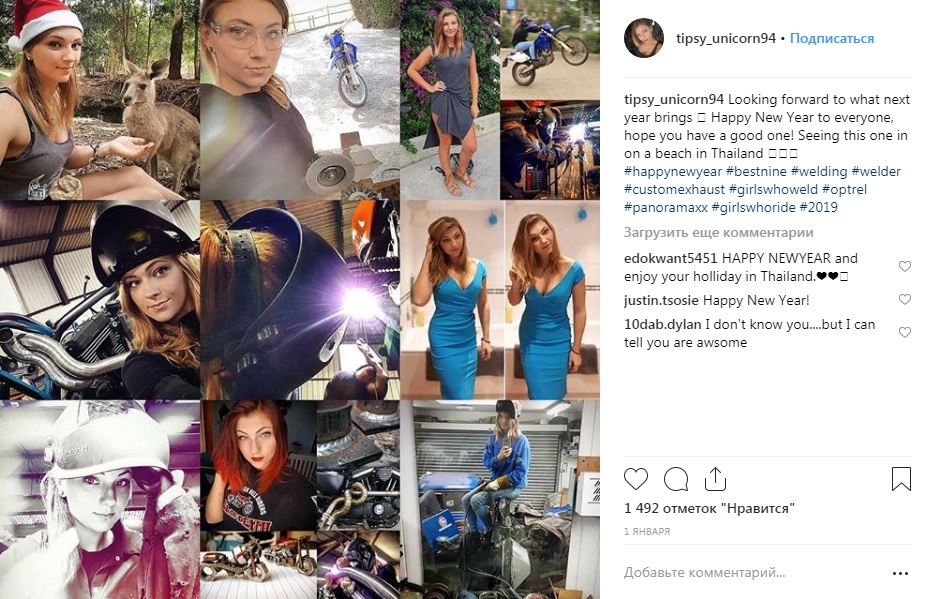
Все же хорошая тема получилась, позитивная Вот еще сварщица. Там в комментах еще один форумчанин засветился Иностранцам тоже есть чем похвалиться!
6 баллов
-
Поделюсь небольшим секретом. Пользуюсь данным аппаратом уже лет 5, варю много алюминия и нержавейки. Сварка работает, все варит вплоть до максимального тока. Сегодня впервые открыл сварку с целью замены разьема для педали (Д/У) ответной части в наличии я нигде не нашел и решил заменить на подобный, но более распространенный. Первое что я увидел внутри - часть от радиоэлектронного компонента на дне сварки. После замены разьема начал изучать откуда он отвалился, нашел, так понимаю это варистор в цепи фильтра, его просто разорвало пополам. Продолжил осмотр этой цепи, которая вела к силовым соединениям с платами. Жила между трансформатором и платой имела повреждения изоляции и следы перегрева, защитный рукав обмотки трансформатора тоже потемнел. Видно было, что была нагрузка. Она действительно была, частенько варю токами 150-200А по несколько часов. Индикатор перегрева ни разу не загорался. Затем я обнаружил, что одна из силовых жил, которая прикручивается болтом М6 к плате, не лежит плотно на контактной площадке платы. Разобрал соединения этой цепи и выяснил, что медные проводники (4 жилы 3мм диаметром), которые идут по плате и подходят к контактной площадке, выходят слишком глубоко с обратной стороны платы и не позволяют прикручиваемой шине иметь хороший контакт с платой. Я пропаял все контактные площадки этой цепи, подрезал шину, чтобы она ложилась хорошо на контактную площадку и залудил заново площадки на самой шине. Все надежно прикрутил и проверил все силовые соединения внутри аппарата. Когда запустил сварку на тест, был сильно удивлен. В режиме АС при сварке алюминия на 165А шов стал получаться глянцевым и ровным. Сделал еще несколько швов - качество один к одному. Алюминий шва блестит как полированный. Труба грязная без подготовки и чистки. Баланс АС 30%. Удивление в том, что я несколько лет пытался добиться такого качества шва и это очень редко получалось. Варил с большой газовой линзой, игрался с подачей аргона и настройками, но стабильности не было. Буквально вчера варил алюминий и все швы были матовые, хотя поверхность была подготовлена и доведена до идеала. Если какие-то еще изменения замечу - отпишусь.5 баллов
-
Бухыч, или, как я его называю-"МЕЧТА". Так сказать-велдинг кар=). Первый полноценный выезд и проба пера в бою. Стало понятно, в какую сторону модифицировать. https://www.instagram.com/p/BuJOu9ighvQ Нефтяники-они такие нефтяники... Посадочные седла не могли вытащить https://www.instagram.com/p/BuBFhqNAOAL5 баллов
-
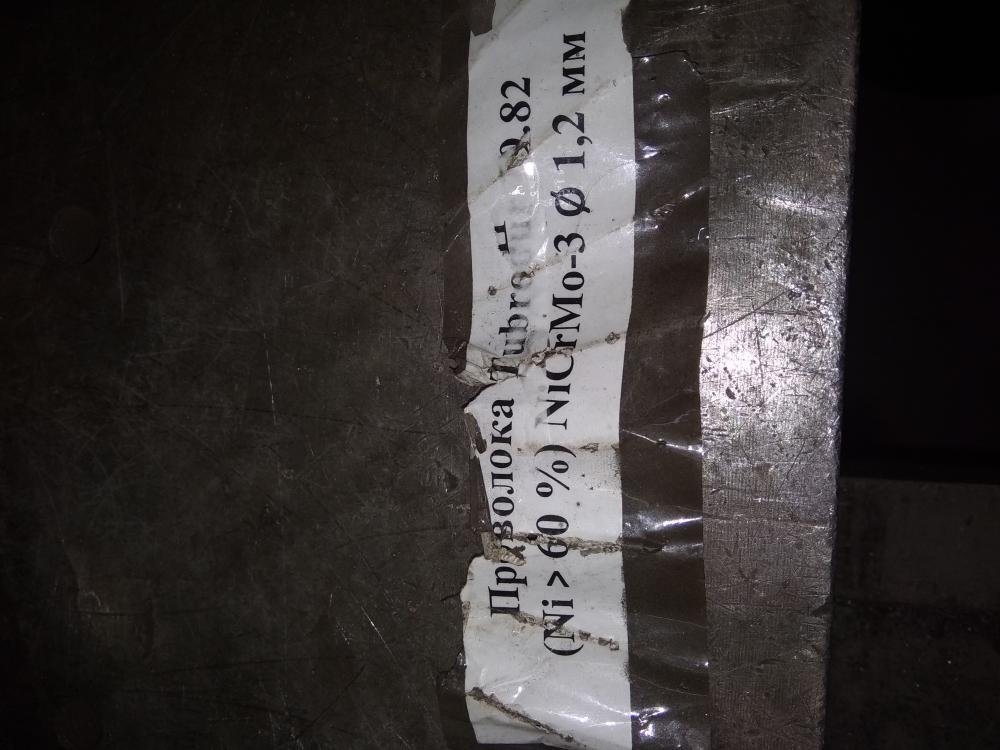
Было дело тоже мучался с ЦАМ. Если детали больше 3мм толщины то все без проблем, если меньше, то беда. Где то даже на форуме извезда описывал какие выводы сделал из сварки данного сплава. А потом форумчанин поделился немножко проволокой для сварки ЦАМ. Марку уже не помню. Первое время пробовал работать с ней, но не выходило. Ф1,6 быстро скатывался в шарик и не возможно было работать. А потом привык - зажигаю дугу, жду ванночку и быстрым движением делаю туда "тык" и сразу же тушу дугу. Через секунду запаливаю снова, и повторяю процесс. Если дуга не загорелать, а просто прострелила - сразу все в копоти. Если чуть передержал си паузой то. Такая же картинакак. В итоге получается шов по прочности примерно такой же как основной металл, по цвету отличий вообще нет. Если сравнивать шов с 4043, то околошовная зона без пор @круазик, делись маркой присадка. Уже не помню Верхний шов 4043, остальные неизвестным присадком. Даже видно что лучше растекается
4 балла
-
... движения\действия таки осмысленные , инструмент-далеко ни у каждого мужика такой имеется ., а вот прическу с крутящими механизмами следовало бы припрятать .4 балла
-
Вот! И довольно-таки всё всё интересно. https://www.youtube.com/channel/UCc1qBgwey6cTuwBUVPnvQZg/videos?disable_polymer=14 балла
-
@Лепило, Судя по видео -- нет. https://youtu.be/GhGJ3Ojelug4 балла
-
Принесли на работу листок с описанием несчастного случая. Ситуация вкратце... 19 февраля, едет по степи мобильная группа ЧОП. Видит в степи стоит на скважине блок-бокс (примерно 2*3 метра или чуть больше, у нас) с автоматикой и струйка дыма из под крыши. Подбегают все втроём, открывают дверь... бахнуло. Всех троих увезли в больницу с ожогами. А теперь расследование. Там же в описании. В укромном месте в овраге, рядом с блок-боксом были обнаружены пластиковае кеги с бензином а в самом блок боксе те же кеги но пустые. По расчётам экспертов горючего вещества в блок-боксе было не достаточно для такого хлопка... Ответственные за блок-бокс лица естественно не в курсе что так могло бабахнуть. Виновные в случившимся знаете кто? Вот хоть конкурс объявляй на правильный ответ. Виновные группа ЧОП. Потому что дверь открыли. Загадка зимы 19 года прям.4 балла
-
Weldline Spraymig H2O . от бинзеля давно отказался . с этим горелкой от руку стукнул и вся тырса повылетала . а с бинзелем все это превращается в какую-то субстанцию . которая в итоге закорачивает изолятор сопла и надо тщательно вычищать потом3 балла
-
@ВлаДон,Тогда все че хошь может быть А так, в моей практике был случай, очень сильной неоднородности листа по составу, был участок который не смачивался латунью при попытке запаять, а весь остальной периметр - без вопросов. Если появляется не завариваемая пора, то - "резать к чертовой бабушке, не дожидаясь перитонитов" (С)3 балла
-
Вот почему Земсков лысый.3 балла
-
Это ящик в бытовке на время отпуска?
3 балла
-
https://youtu.be/GhGJ3Ojelug @MaryWood, позвольте настойчиво посоветовать прибирать волосы при работе вращающимся электроинструментом. Для наглядности есть немало роликов где демонстрируется плачевный результат подобной халатности.3 балла
-
У чувака творческий подход и нормальное отношение к производству. Я стараюсь быть таким же. Если надо делать, то это надо делать правильно, а не на коленке. А если нет денег на приобретение, то кооперироваться с другими. Но чтобы каждый был мастером. А то в большей степени, пытаются делать на коленке и абы как. Поэтому кооперироваться сложно и приходится утягивать поясок, но приобретать качественное и чтобы было свое. А насчет свободного времени ... Я гляжу на иностранцев ... Блин, но они не загнанные лошади. В отличии от нашего брата, который и с работы не уходит, а богаче не становится.3 балла
-
@Шурпет, ну красиво же?! Когда чешуйка к чешуйке! Сама идея улыбнула! Особенно когда шлепнул сверху бруском.3 балла
-
Закончилась эпопея с техничкой. Слесарный стол сегодня сделал. Осталась мелочёвка, крепления разные сделать, каркасы, на передвижение не влияет, можно спокойно изготавливать. На "базе" появился такая техника, собираются "допиливать".
3 балла
-
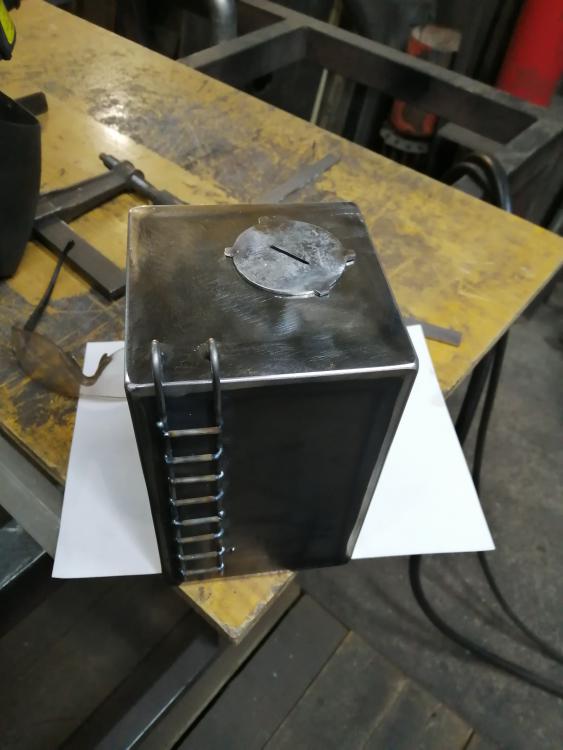
Рождение очередной копилки. 120х120х200мм, 1.5мм.
2 балла
-
Попадалась тоже такая дрянь на кухонных котлах из больницы. Умаялся за трещинами гоняться. Чуть подогрел и все - трещина бежит. Так и сваривал - коротко и быстро.2 балла
-
@Георгий 11,@vovalist, Если Вы работаете в организации,то аттестация делается за счет работодателя.От Вас только хорошо выполнить сварные швы.2 балла
-
@ЛехаКолыма,на фото не наксовское удостоверения,это типа как раньше на заводах давали,внутризаводское хождение у них.Я в свое время повышал разряд в училище,все по серьезному,курсы,практика,теория,экзамен и выдавали дипломы кому с 4-ым,кому с 5-ым.Если в дипломе указан допустим 5 разряд,то при приеме на работу не могли понизить,брали по 5-му.Потом уже накс создали и все верх дном перевернулось и разряды теперь не катируются,на военке только,может еще где то,типа газпрома,не знаю.2 балла
-
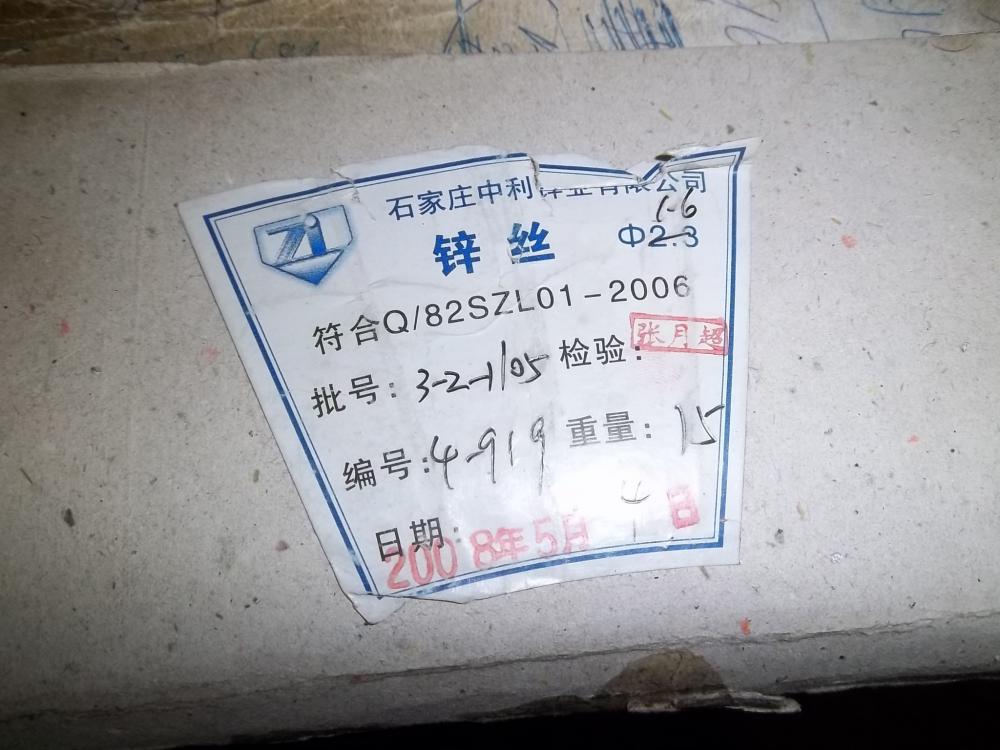
@selco,конечно проверял-не магнитит,430-я есть на работе,периодически варю ее,даже 201-ю уже по цвету дуги определяю,хотя она тоже не магнитится,но не пригодна под пищевые дела,ржавеет тоже.В полотенцесушителе че то другое было,клиент говорит два года отстоял и потек по швам.2 балла
-
@МассаТом,Вы думаете в Красноярске этого хватит на нормальную жизнь? По секрету, тут все дороже, только жилье дешевле, да и то не намного. Что и впрямь дешевле, так это рабсила.2 балла
-
Георгий , магнитиком пробовал его? Скорее магнитится и типа 430 и когды тонкая она да еще подгнившая то сие и выходит . Вот и я с баком намаялся , и лучше да и быстрее новый сварганить. http://websvarka.ru/talk/topic/11770-budni-svarschika-s-illiustratciiami/?p=3661732 балла
-
@AskerKo,Не,это мужики где-то ШР спёрли и попросили петли переварить и полки приделать,для инструмента ящик будет.А на старой работе бывало да,заваривал перед отпуском)2 балла
-
@copich, мне тоже понравилось. Частенько его смотрю. Сделал вывод - у чувака явно много свободного времени, материалов, оборудования и денег, чтобы так изгаляться))))2 балла
-
@G_Kar, это не совсем блогер))) 6061.com, какой-то амер постоянно делает видео о сварке алюминия. У него чешуйчатость - во главе угла)))) http://www.6061.com2 балла
-
Я обещал сделать сравнительный тест масок FoxWeld со светофильтром 9100V и Speedglas FX со светофильтром 9100X. Последнюю неделю работал в спидгласе и китайскую маску даже не трогал. Вчера варил алюминиевый корпус КПП током 165А. Сегодня решил провести тест. Первой была китайская маска, настройки аппарата не менял со вчерашнего дня, с первой вспышки стало ясно, что маска толком не работает, дуга слепит, хотя фильтр стоял на максимальной настройке. Сварочную ванну толком не видно. Варить крайне неприятно, потому что дуга слепит. Взял спидглас, настройка фильтра была на 11, все видно и до и во время сварки, никаких проблем. Можно контролировать сварку, а не "тыкать" присадку наугад. Сделал несколько швов - никаких претензий. Снова взял китайский FoxWeld - снова первая вспышка и хочется выбросить эту маску. Сделал 3 попытки зажечь дугу и завершил тест преждевременно. Пожалел, что не хватило мозгов купить нормальную маску раньше. Так же хочу отметить, что спидглас на настройке чувствительности 2 закрывается даже от микроразрядов, еще до момента розжига дуги. После начала работы в спидгласе швы на нержавейке и алюминии при сварке TIG стали в разы лучше, даже швы полуавтоматом стали приличными и ровными, а весь секрет в том, что видно куда вести сварочный шов и видно что происходит в сварочной ванне.2 балла
-
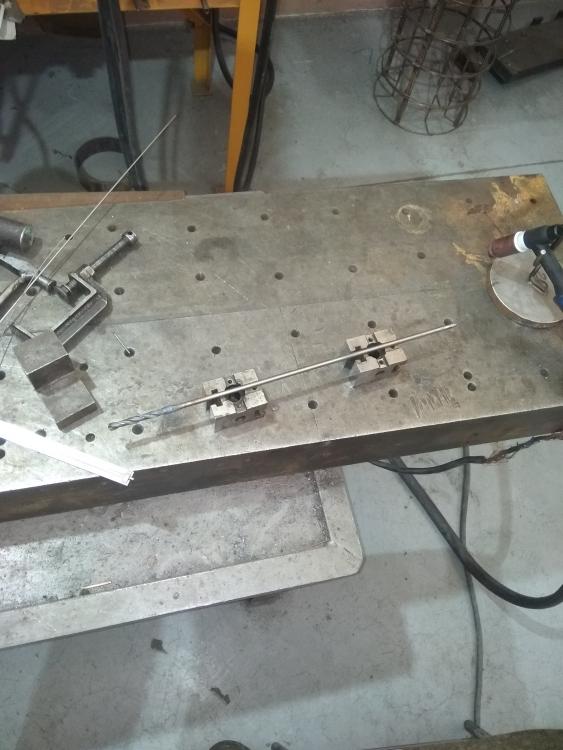
Я наверное тонкости такой проверки упустил. Сегодня пробовал, фото прилагаю. Сложностей не было. Профильная труба 15*15, стенка 1.5мм Электрод 2мм, ок46
2 балла
-
Нет, пострадает ещо металлический лист, шпала, грунт и ядро земли... Зря боитесь. Просто ещо время это не наступило. То время, это постапокалипсис. Это будет одно из самых надёжных соединений для техники. Да посмотрите на них!!! Не как не угомонятся, а! Хоть кровью пиши ТБ хоть чернилами. Это я не вам saper24. Это всем жаждущим ответа на вопрос типа нужен ли кожух болгарке и в какую сторону вращать...! Если уж совсем страшно нате вам... http://armo99.ru/products?id=148 или чего покрепче. На всю жизнь хватит, пака не сопрут! Или шлем Алтын, для фанатов без кожуха.2 балла
-
@ANRI, кстати, вспомнил где есть на 2 мм вся расходка... http://svarog-rf.ru/consumables/for-torch-tig2 балла
-
@morgmail,Доброго дня,я думою стоит обратится к Николаеву "Сварка в машиностроении" том 2 раздел разнородных сталей и сплавов стр.358 "Сварка титановых сплавов со сталью"2 балла
-
@Ganimed,Сочувствую ,Вам не повезло с проектировщиками. Что-то очень странно чтобы от полуавтомата коробления были больше чем от рдс. Не правильная последовательность наложения сварных швов тогда я еще поверю.У этих двух видов сварки разные плотности тока соответственно и разные тепловложения.2 балла
-
Вот настоящая сварщица. Статья. Елена Обвинцева, сварщица четвертого разряда, https://ekburg.tv/articles/gorodskie_istorii/2019-01-16/ljubov_k_svarke2 балла
-
@ВлаДон,А марка нержи то какая?1 балл
-
Отлично всё горит, перестаньте придумывать.1 балл
-
@Luza, Егор , привет ! Я с твоего позволения ссылку дам , а то не найдет . https://www.chipmaker.ru/topic/46424/?page=751 балл
-
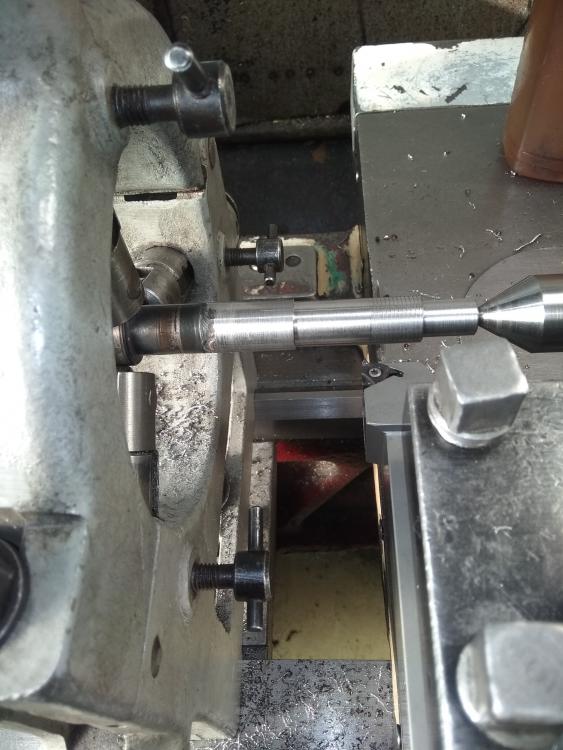
Приветствую! Сергей, вот пример работы, Труба 1.5мм, 51мм внешний размер, трубогиб с дорном.
1 балл
-
Ну и кто там у нас сварщик 4 го разряда, который на ушко Александре шептал))))? https://daily.afisha.ru/relationship/11374-moi-deti-i-muzhya-eto-raboty-i-komanda-istoriya-aleksandry-weld-queen-korolevy-svarki/1 балл
-
Не обязательно. О чём я ранее и говорил-к сожалению, развитие сварщиков-зачастую процесс не постоянный. Получив некоторые знания-на этом останавливаются. И отказываются как от новых технологий, так и даже от другого цвета оборудования Технологи на заводах задают такие вопросы, что начинаешь сомневаться в их знаниях, опыте и остальном. Поэтому многим-многие параметры просто не нужны. Ибо ручка тока-это всё!1 балл
-
1 балл
-
@tig, Это интересная тема-не надо ее оставлять в забвении.Довольно часто встречается этот вид работ.1 балл
-
Усе , это мое последний ответ вам и похоже вы самому себе что то хотите доказать , но..... Вот я знаю что на Селко да и у многих других стоят хорошие комплектующие и отсюда нет ограничений , а у тех у кого ограничения и это не их прихоть а скорее беда ,комплектующие не те чтобы не иметь ограничений .Так же думаю и вес и тоже усе от сюда и конструкции . Вот например "холодильники " для силовых транзисторов и они разные у одних корявые и большие + в добавок не продумана схема обдува и алгоритм вентилятора , у других усе просчитано и выбрано лучшее что есть на рынке ну и конечно цена будет выше. P.S. Я вот думаю вам сюды надо и тут полно всего , изучайте что и как , тут и Селко и Меркле с ЕВМ и полно Китая. http://websvarka.ru/talk/topic/4229-vnutrennosti-liubykh-svarochnykh-apparatov-inver/?hl=%2Bвнутренности+%2Bаппаратов1 балл
















































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)