Лидеры




Популярный контент
Показан контент с высокой репутацией 14.02.2019 во всех областях
-
12Х18Н10Т, D = 325, стенка трубы s=8. РАДС, РДС.
 18 баллов
18 баллов -
кпп калина. одна проблема у всех
9 баллов
-
Когда "сапожки" в сторонке,гоним брак
9 баллов
-
в моем понятии не стоит, о чем был проинформирован клиент, и он думал над этим сутки, а потом решил делать. причины такого решения мне не известны, да и не интересны.7 баллов
-
чем-то долго терли, протерев замазали холодной сваркой после очистки трубки сразу заглушил проверил на керосин заварил донью обработал посадочное под бачек собрал
7 баллов
-
кулер мерс, после поцелуя. крайнюю трубку заглушил, сразу проверка на керосин пайка мелких дырок кастолин 190 ну и все
7 баллов
-
Доброго дня всем.Очередные трудовые будни.6 баллов
-
Коробка от гранты
6 баллов
-
дело в том что бы достойно варить надо конечно заточенный аппарат а если достойно варить картера и тем более скутеров то даже достойный аппарат не поможет и даже если купите ТИГ умаляю вас не притрагивайтесь к таким деталям, научитесь сперва варить чистый алюминий, спалив несколько баллонов аргона и несколько килограмм присадки, и тогда что то получится. и убивает в этой фразе "не очень дешево", а вы знаете что иногда приходится выкидывать деньги на ветер если попадается некачественный аргон, не всегда его заменят, а вы хотите не вкладывая денег тут же заработать? не правильным путем идете товарищ...5 баллов
-
Не лето,но жена поймала бабочку-"валентинку".
5 баллов
-
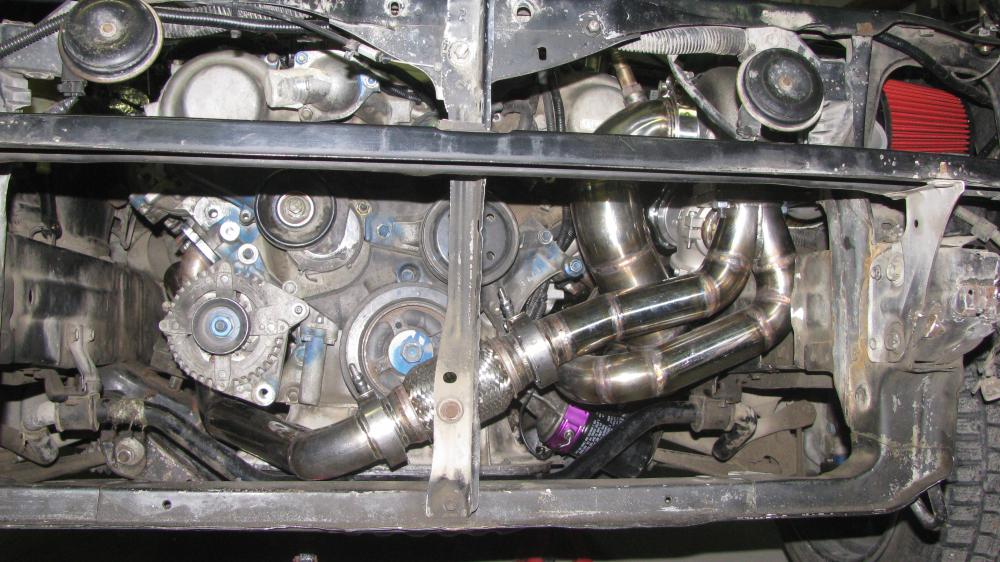
Делал я тут Турбоколлектор на дрифт Чайзер. Писать, извините не буду, в видео почти всё рассказано, а писать долго. Так и на работу опоздаю))) Фотографий на самом деле очень много, эти то с трудом отобрал. Критикуйте!
5 баллов
-
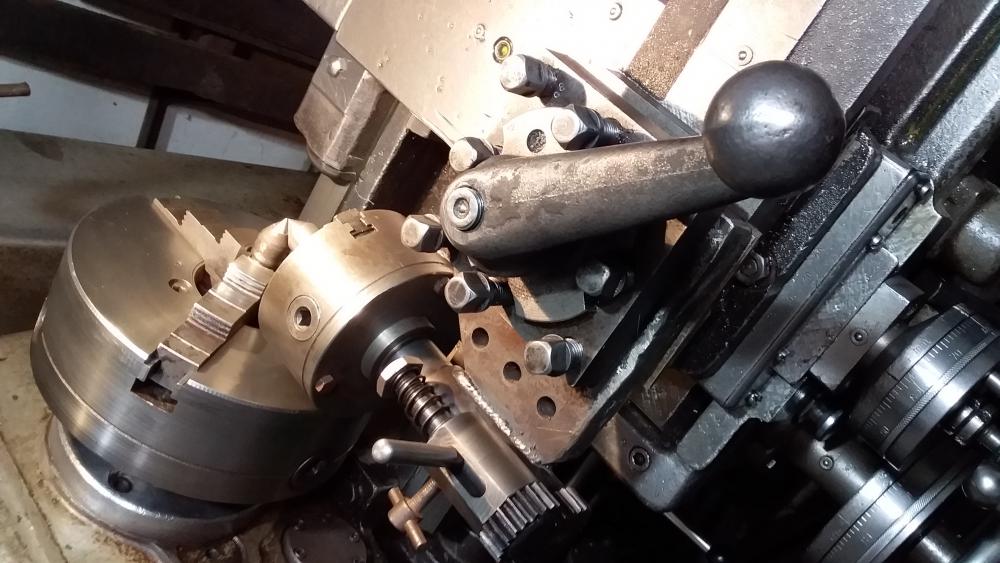
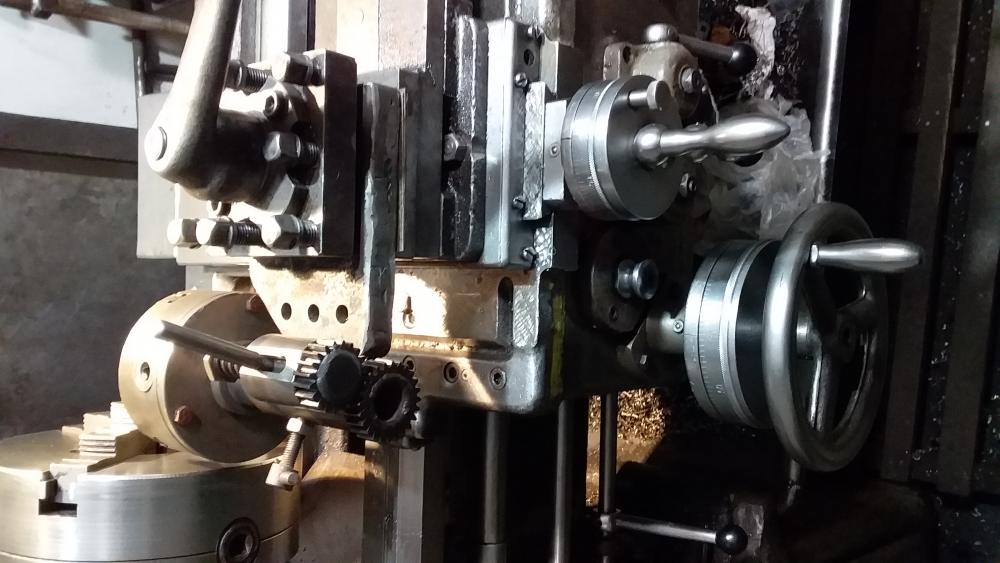
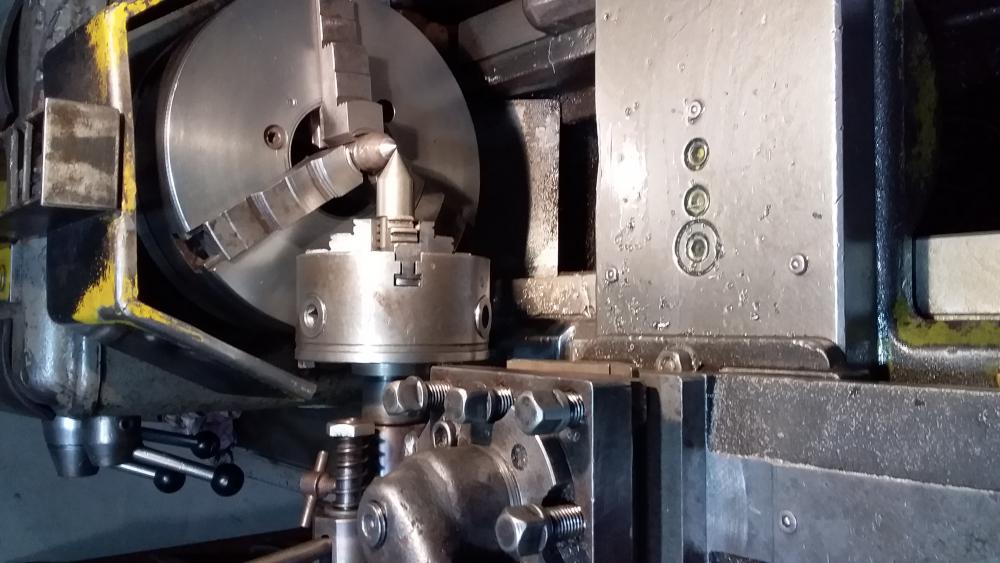
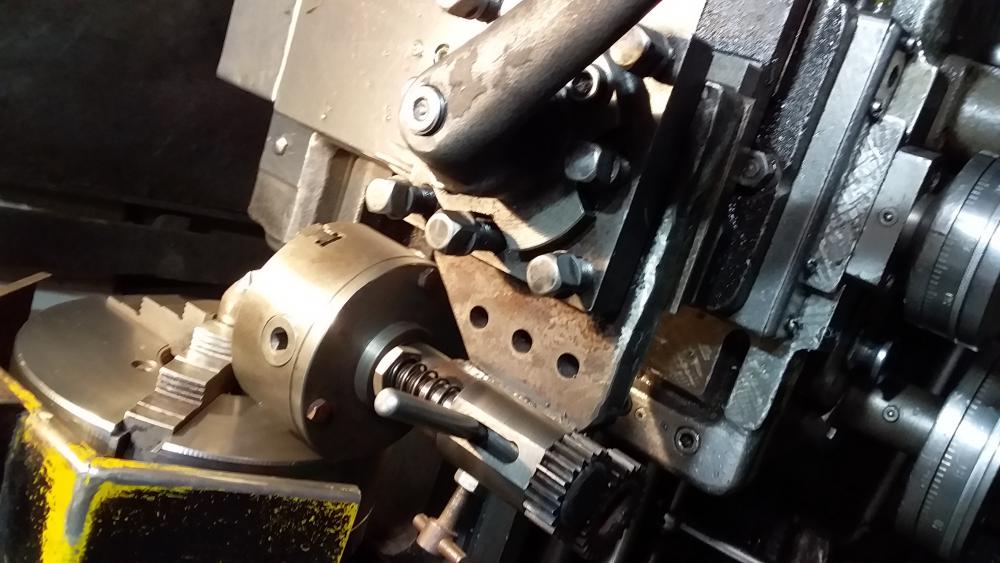
Здравствуйте, коллеги! Сия поделка совсем не в эту тему, а в какую - не знаю, поэтому затолкаю её сюда. Отступление: сварка присутствует в изделии. Делительная головка для токарного станка. Фрезерного станка у меня нет, а фрезеровать иногда позарез надо, то сделал такое приспособление. Зажим осуществляется в резцедержателе, фрезеруемая деталь - в патроне головки. Шаг деления (поворота детали) -15о, так как зубчатое колесо шпинделя головки имеет 24 зуба (нижняя шестерня на фото). Верхняя шестерня использована для фиксации и точки отсчёта. В патрон станка зажимается фреза и получается почти горизонтально-фрезерный! Все фото повернулись... Добавил ещё фотографий по делительной головке. Ну почему ворочаются фотки?
4 балла
-
@aleks 555, Стоит оно того??4 балла
-
Папа Римский прибыл с визитом в Варшаву. Подбегают к нему журналисты и первый задаёт вопрос: - Каково Ваше мнение о наличии публичных домов в Варшаве? - В Варшаве есть публичные дома? Я никогда не думал об этом... Вечером все газеты вышли с крупными заголовками на первых страницах: "Первые слова понтифика на польской земле: «В Варшаве есть публичные дома?»".4 балла
-
- Папа, купи мне новый ранец! - Ты еще старый не сносил ...
4 балла
-
П/а хорош на погонаж. Для картеров-поддонов, где узоры трещин проходят порой по разным толщинам, нужен полный контроль над ванной, что достигается (качественно) ТИГом, а с педалью, так вообще сказка4 балла
-
Драгобрат.
4 балла
-
Раскроили мы сегодня для тисов кафтанчик-кольчугу 5мм и осталось на завтра усе это сшить во едино .
3 балла
-
Начали монтаж плазменной установки...Мощща!!! Не угадали малость с вытяжкой , переделать присоединение придётся..
3 балла
-
@Anton VL, если надо, на видео сниму. Замкнул электрод на металл, кнопку нажал и поднимаешь горелку на комфортную высоту от ванны, в этот момент происходит Мягкий быстрый аккуратный поджиг.3 балла
-
Думаю что все добавленне в ПАНЧ это от бедности и реалий того времени, ответственные конструкции чаще варят под флюсом, хотя мог и справиться ПА с смесью но... Вадим соглашусь с тобой, не зря ЕСАБ делает проволоку с флюсом и проковывать по их рекомендации не надо и варить на холодную и толщины большие но есть маленький минус цена и надо заказывать, и если нас заказчиков наберется на 20кг то привезут- цена 1кг/4750р, дороже ПАНЧа но думаю того стоит если его использовать не на колхозном тракторе. http://elektrod.ru/esab/?page=wire&category=castiron&name=Nicore%20553 балла
-
по рукам сильно не нужно бить.... А то так и сами бы ни чему не научились. Нас терпели и нам терпеть и рассказывать Браться можно, но что из этого получится ... А вот аппарат, конечно не первую роль играет в результате но и не последнюю. И тут полностью согласен, чем там варили и чем тут ... может оказаться решающим. @Bolikostmen, чтобы попробовать, надо предварительно собрать всю информации. На форуме ее полно выложено и с видео и фото. Поэтому надо понять нюансы, понять требования к результату и знать, что имеется. Тогда будет очевидно, что для этого нужно. Из опыта могу сказать, что иногда я пользуюсь П\А, быстрее и проще. Иногда ТИГ, т.к. нужно аккуратно и нежно. Но выбор делаю от поступившей задачи. П\А грубый. Но иногда в трудные места, только он сможет дотянуться. Но не каждый П\А справится с этой задачей. О чем уже говорили.3 балла
-
Друзья говорили - перестань парковаться задом к тротуару, ты же перекрываешь его! Ну хорошо... запарковался передом... http://cdn-tn.fishki.net/26/upload/post/2019/02/13/2875070/a5ae4da7054a54a045f1ced55d655a78.jpg3 балла
-
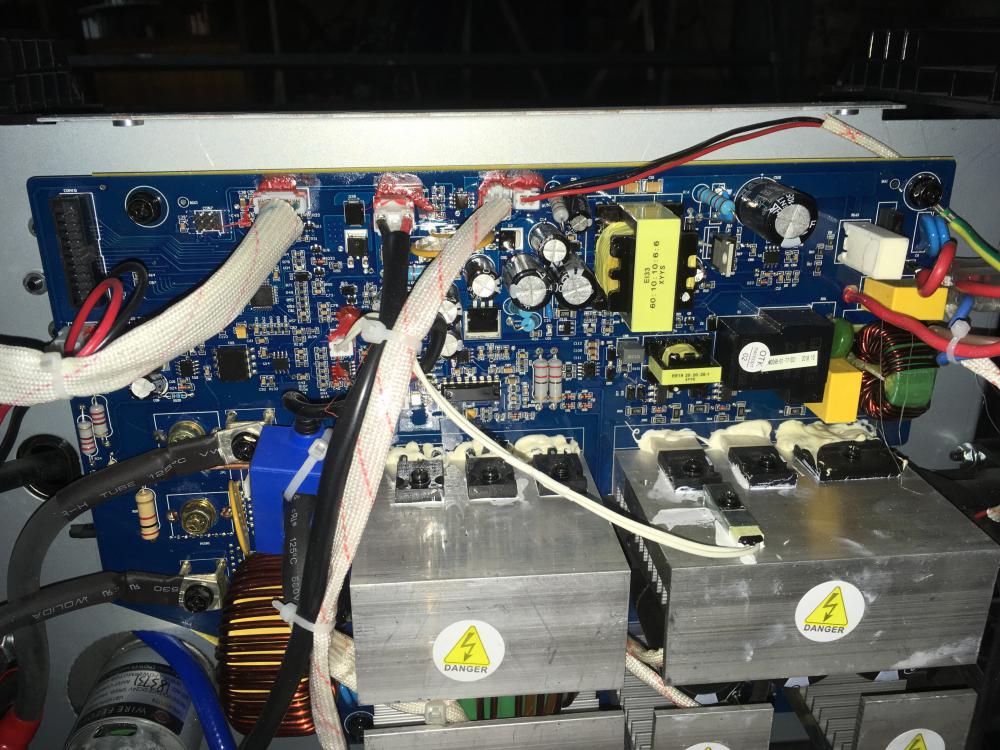
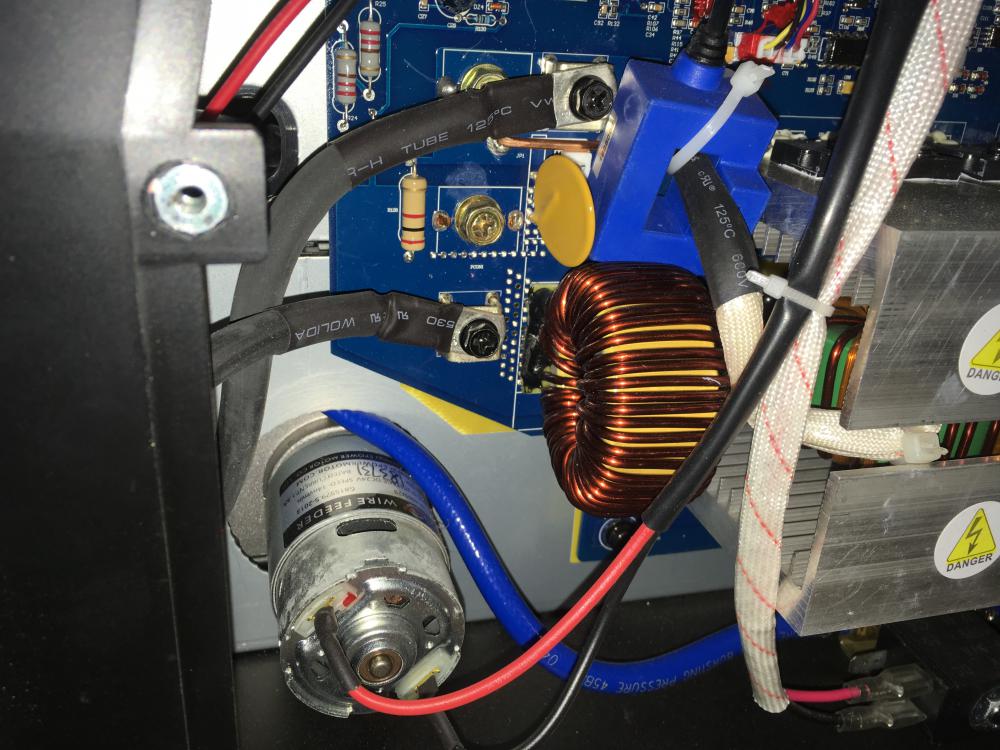
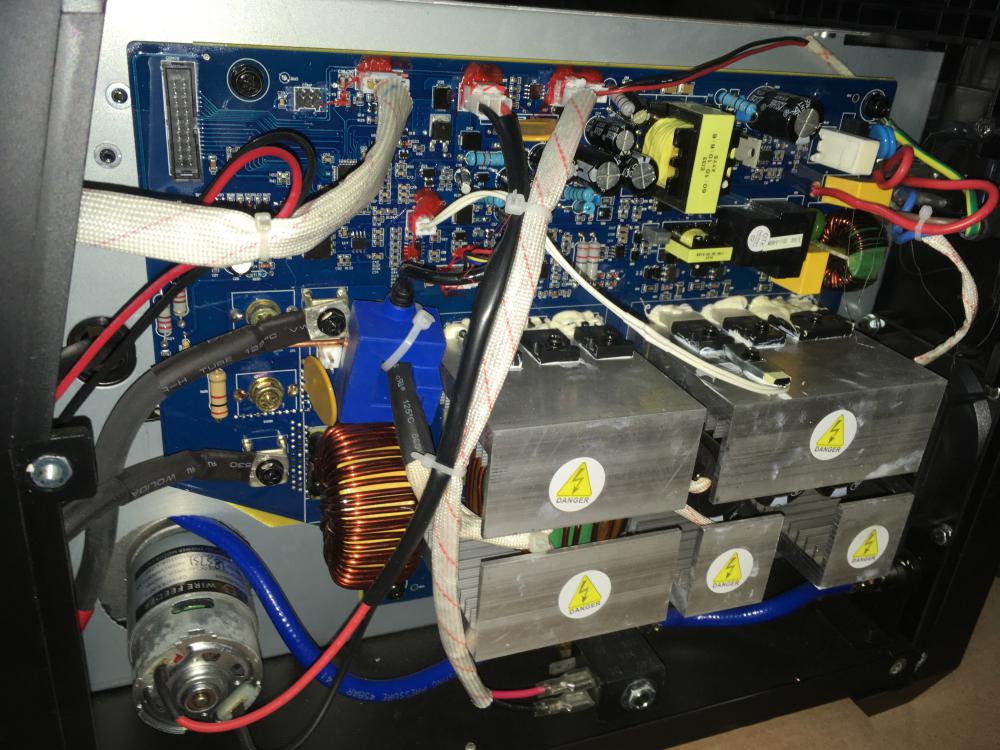
@Виталий С 31, я не «шарю» в электронике, вот сегодня вскрыл Динамику, знакомьтесь! @selco, Invertapuls ip 8 (Merkle PU) под брендом Меркле не завозился в Россию, это мне в 15 году Александр Фреунд говорил на выставке (представитель Merkle), потому этот аппарат не попадает под ответственность дилеров и оф. сервисов. Такие вот пироги. Но думаю хорошего мало и непосредственно с самими аппаратами Merkle, попробуй отремонтируй в случае чего.
3 балла
-
3 балла
-
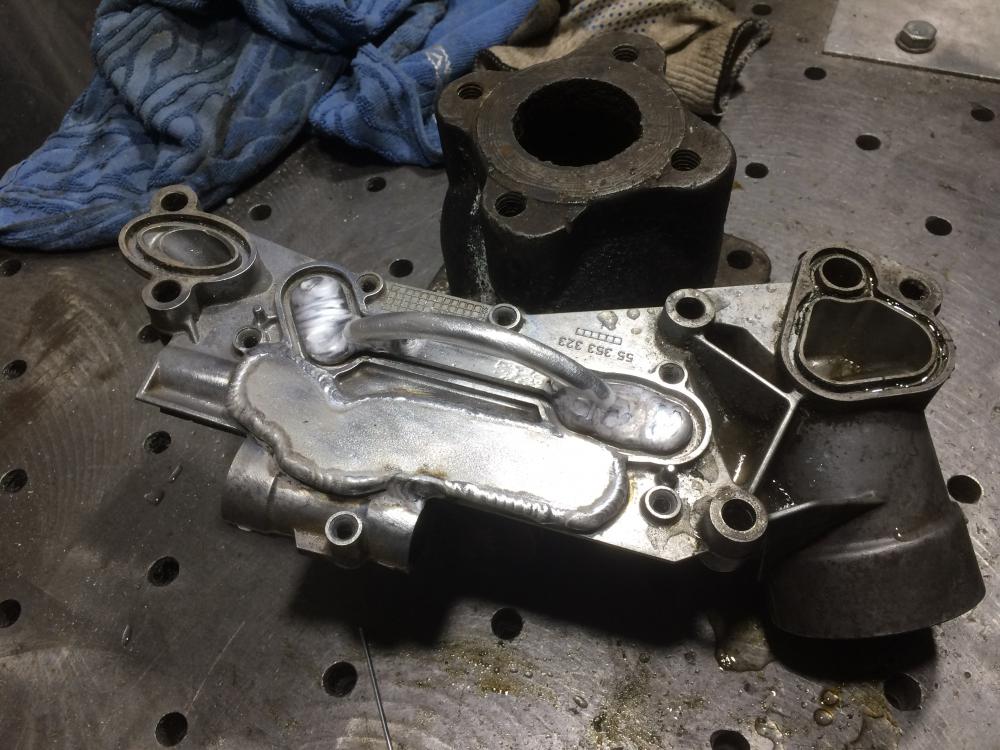
Вот тут: http://websvarka.ru/talk/topic/11726-svarka-detalej-dvigatelia-transmissii-i-podves/?p=366865 -я выкладывал "трепанацию" ГБЦ Пежо-208. По моей просьбе-токарь перекинул мне фотку после мехобработки. А владелец авто сообщил, что машина уже на ходу и благополучно пережила сорокаградусные морозы.
3 балла
-
@Bolikostmen, Вы ведёте речь о сварке сплавов с высоким содержанием кремния. Они даже TIGом не всегда нормально варятся. Много пор. Есть ряд ухищрений - подогрев, размазанная дуга ( частота 25 герц и синус или пила) , которые позволяют получать достаточно качественные швы. Смысл в том, чтобы уменьшить скорость охлаждения сварочной ванны, чтобы пузыри успевали выходить. Полуавтомат даёт маленькую и быстро застывающую ванну ( в этом его достоинство во многих случаях), но в данном случае , ничего хорошего из этого не выйдет. Хоть с импульсом, хоть без. Полуавтомат выручает только при сборке обломков - прихватки ставить. С учётом того, что они будут переплавлены TIGом. Всё это уже многократно пробовали - не вариант. Чистый алюминий или АМГ варить полуавтоматом - это пожалуйста. Свечные отверстия заплавлять более или менее получается. И то - не всегда с первого раза. Но тонкий АК варить без пор - не вариант.2 балла
-
Откопала в старой теме2 балла
-
Теоретически, любым полуавтоматом можно сваривать алюминий. Но практически, настроить его на приемлемый результат, получается крайне редко. А для ваших деталей, этот вид сварки 100% не годится.2 балла
-
1,6 МПа = 16,315 Кгс/см2. или 16 bar. Обратите внимание на манометр, там должны быть указаны единицы измерения. Вероятнее всего у вас 3,1 кгс/см2 или bar.2 балла
-
Проволока разрабатывалась в СССР для ремонтных работ по чугуну в колхозно - полевых условиях. Ключевым является не качество сварки, а возможность хоть что то сделать в отсутствия практически всего - нужна только болгарка и полуавтомат.2 балла
-
Прикольно! Расстояние между сварочнымии постами огромное,а применение спрея "тютелька в тютельку".
2 балла
-
Это специальные соединения для выхлопных систем V-band. Прокладки там нет.2 балла
-
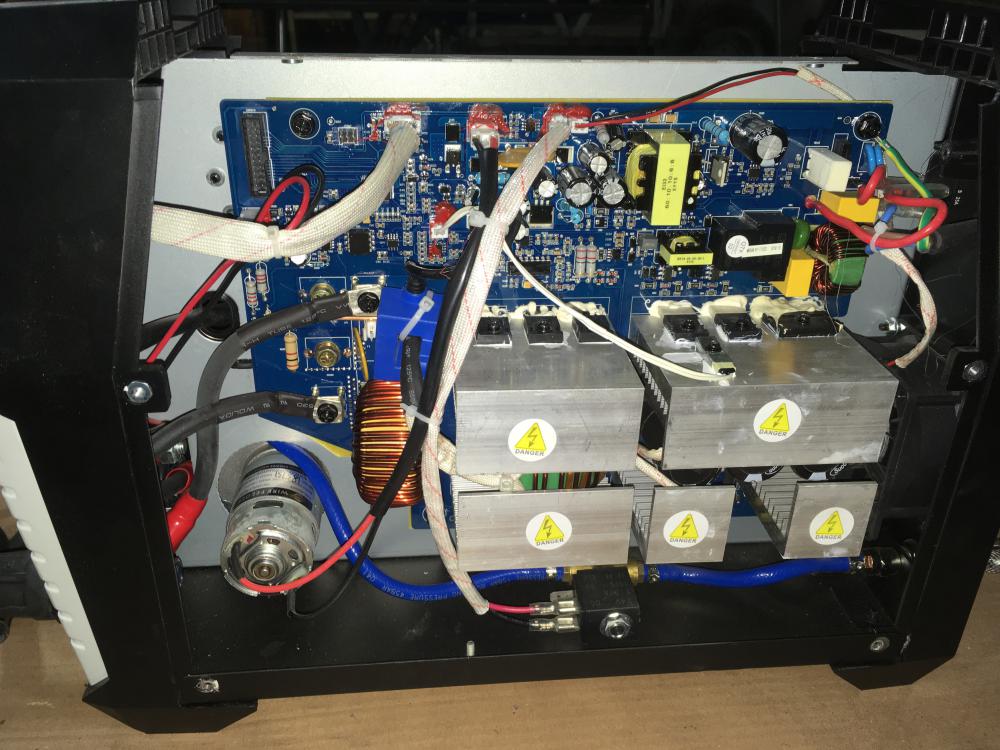
@Hlorofos, ну в этом хоть фильтр на входе (зелёное кольцо) и выходе (желтое кольцо) не вырезали! Аппарат для сварщика и сети в отличии от других Аврор можно считать безопасен. Выходной дроссель достаточен для мма и тига, а для мига маленький. Видно три конденсатора, если они по 560 мкФ, то это как у Ресанты 190, говорят она урезанная, не ну Аврора с тремя конденсаторами не урезаная! Это если они по 560 поставили, а может и по 470. То-то у них и характеристики на сайте плавают. Тиг и ММА заявлены одинаково 160 ампер, что маловероятно, напряжение ведь у этих видов сварки разное. У ММА при 160 амперах 26,4 вольта, а у тига поменьше. То есть, опять брехня. В характеристиках указан диапазон проволоки 0,6-1, а комплектруется 0,8 - 1. В хвастливом описании указан шим контроллер UC3846, но производитель этой микросхемы обещает работу только при плюсовой температуре! Ну это конечно не катастрофа, у Ресанты тоже экономят пару рублей на теплолюбивом сердце инвертора шим контроллере. И Ресанты почему-то работают по морозу, а вот Интерсколы отказывают чуть ниже ноля. Например у ШИМ Форсажей, Микрош штатный режим до минус 40. И вот у них можно в документации посмотреть какие детали установлены.2 балла
-
Повторюсь: резину-можно. Просто сейчас в продаже есть прокладки из мягкого полимера, очень похожего на резину. При нагреве зажигалкой плавятся. В соединении со временем сильно садятся, появляется утечка. А нормальную резину поджечь трудно, а если и загорелась, то форму всё равно держит. Наберите в сети- техпластина МБС, почитайте.2 балла
-
@Kondor416,вот оно чё... а я то и не в курсах ....работаем.. вышли почти на расчётную производительность, дожали сегодня кромкорез, как-то сначала не очень было качественно, и мануал о причинах -молчок,компрессор запустили, 1/2 линии собрали,до плазмы...дальше делать -барамбосы кончились... , обещали завтра профинансировать , и тогда продолжим, заготовки для конкурса привезли, разложили, обработали... Курсанты-вечерники РАДС/РДС-обе мастерские загружены по полной.. Многое не попало в кадр-металлообработку позже покажу-бежать далеко, и через улицу,..холодно... - Ну и экскурсия по старой мастерской-2 балла
-
2 балла
-
Однажды физики обрисовали математику сэру Гарольду Джеффрису почти нерешаемую задачу, с которой, как они надеялись, он мог бы помочь им разобраться. Джеффрис терпеливо слушал, не произнося ни слова. Когда все уже было сказано, установилась гробовая тишина, и затем сэр Гарольд произнес: — Как славно, что это ваша проблема, а не моя — и быстро удалился.2 балла
-
Ковка-Перильца. Пайка.
2 балла
-
При наличии предложений о продаже, нужного нет. Собираю внутреннюю часть глушителя.
2 балла
-
Больно не серьезно так. Что он может показать за 4000 год рождения их императора.1 балл
-
Вентиль всегда открываю на все обороты, иногда попадаются баллоны, на которых открытый наполовину вентиль травит. И в инструкциях к газовым редукторам читал, что открывать полностью необходимо.1 балл
-
Ну рассмешили, слов нет как.... Вся политика компании АВРОРА с момента создания строится на честном и уважительном отношении к покупателю, прежде всего. Именно поэтому, часто в ущерб сиюминутной прибыли, оборудование АВРОРА значительно отличается качеством от подавляющего большинства техники, представленной в России. С самого начала, еще в 2014 году, на веб.сварке, когда мы отправляли наши сварочники на тест, мы всех просили честно и открыто писать отзывы про нашу технику. Проблемы встречаются и мы их решаем. В 2017 году, к нам приезжали форумчане на тестирование техники разных брендов, в том числе, чтобы увидеть воочию, как мы работаем. Мы как раз изучаем различные бренды и открыто демонстрируем на нашем ютуб канале сравнения разных производителей и выпускаем ролики, показывающие, как обманывают неподготовленного покупателя: Мы стремимся создавать и продавать технику, востребованную и качественную. На каждом русском аппарате АВРОРА написано: «ЧЕСТНЫЕ ХАРАКТЕРИСТИКИ» - именно потому, что мы видим в этом главное преимущество нашей компании и нашего бренда и в этом видим своё будущее! Что касается аппаратов INTER. Вы не правы в каждом слове: в аппарате имеется входящий EMC фильтр п-образного типа; имеется накопительный выходной дроссель; ёмкостные характеристики абсолютно достаточны для работы с заявленными характеристиками. Ни разу в аппаратах INTER не сэкономлено на внутренних компонентах, всё необходимое там есть; это довольно простой и надёжный аппарат, собранный по давней надежной схеме, все необходимые фильтра и защиты есть, и аналогам не уступает. Фотографии внутренностей последней модели INTER 200 TUBE, пожалуйста: http://aurora-online.ru/files/INTER-200-TUBE-inside.jpg Фотография разобранного Динамика 200, пожалуйста: http://aurora-online.ru/files/Dynamika200-inside-2019-02.jpg У кого появляются вопросы по аппаратам - пожалуйста, спрашивайте, объясним и покажем более подробно тут: http://websvarka.ru/talk/topic/3923-svarochnaia-tekhnika-aurora-i-aurorapro-voprosy-proizvoditeliu/ По примеру наших первых партнеров из Италии и Германии, ремонтом техники предпочитаем заниматься самостоятельно. Это политика компании. Для этого занимаемся оптовой поставкой запчастей, обучаем собственных специалистов и открываем сервисные центры по всей стране.1 балл
-
Есть электроды с большим содержанием никеля. Лучше, чем ПАНЧ. У нас продают по 200 рублей за штуку. Когда Михалыч с выставки вернулся, рассказал, как он с представителями Esab пообщался. Он мужик въедливый, много чего спрашивал, о чём мало кто спрашивает. В том числе и про ПАНЧ, в сравнении с их электродами. Ничего собеседник ему не ответил, только ехидно ухмыльнулся. Нет у них аналога ПАНЧ, потому, что он им нафиг не нужен. У них хорошие электроды для этого есть. @Kurt1, может и должна, по идее. Но ни фига не выделяет.1 балл
-
Это не отжиг. Это высокий отпуск.1 балл
-
5 декабря полетел в свое первое самостоятельное путешествие без турфирм и прочих посредников. К сожалению, по определенным обстоятельствам полетел один. Вьетнам - Малайзия - Тайланд. Три недели. До этого три года не был за границей. Как бальзам на душу Фоток почти не делал, в основном видео записывал, выложу немножко ) Вдогонку Сварог на последней фотке во Вьетнаме запечатлел )
1 балл
-
@nik633, Коля, это пятое поколение добротного мотора. Если помню правильно, там что-то около 200сил, две фазовращалки в 4м поколении фазовращалка была только на впуске, да и если трофисты, то наверно на автомате ее и оставили. Он(а) и на механике была. А если спринт, то наверно на механике )) А вообще суть энтого мотора в ниве, его малый вес при надежности.1 балл
-
А про мото выхлоп можно? Очень длинное видео. А сварка показана мало(( https://www.youtube.com/watch?v=VORF_Vav1bM
1 балл





























































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)