Лидеры




Популярный контент
Показан контент с высокой репутацией 06.02.2019 во всех областях
-
Будни своего тела.Летающая тарелка( Курт,простите,я реально не знаю как оно называется!) была когда то из нержавейки,хотя уже и не скажешь.Усердно лупил кувалдой,ровняя,румунская сварка полопалась( слащавый он какой-то ,румун одним словом. Брат 2).Подварил на всякий случай,хотя ей по ходу не долго осталось.Ключи для кручения из-за за угла,пыпки разные и корыто своим телом.Корыто как то...как-то лучше я думал получится.Но болгаркой я владею хорошо)
 15 баллов
15 баллов -
Ээй, пагадите, меня забыли... Это ремонт. Труба в трубе, обе приварены к втулке, после сварки райбер, но это когда остынет... через пару часов. А в оригинале втулку начало отрывать от трубы, поэтому мы решили отучить её от этого навсегда -- внутрь вставить кусочек трубы, и приварили обе трубы к втулке одним швом -- перед вами верх шва глубиной 20 мм. Ой, каток эт не я делал.
14 баллов
-
Добрый всем день. Хорошо нам здесь обсуждать что да как надо правильно сделать, а пришёл а тебе на твоё нихром надо говорят электроды купили завари ими и все будет держатся я 1000 раз видел как так делали. Ну рас так значит вперёд. Ухо которого нет взял пруток нарезал в нем резьбу выставил по насосу и обварил.
9 баллов
-
Немного про подготовку к пайке интеркулер TlC 200 утечка по трубкам подготовка пескоструем абразивом и интеркулер Range Rover поготовка пескоструем в качестве абразива пищевая сода соды конечно уходит больше чем абразива, но доступно практически в любом магазине и стоит копейки
8 баллов
-
@Вад11,за фото два с минусом, любой дырявый можно так показать и размахивать флагом... правда не причем...., скромность украшает извини но тоже правда брат .6 баллов
-
Неужели такое впечатление??? У меня достаточно тяжелые условия в мастерской, утром было -3С, вечером +2, завтра будет опять -3С.... + бардак полный, типа творческий. Черт бы не одну ногу сломал, а две. По делу. Ребята, никогда не обижайтесь на критику!!! Это (критика) значит - движение. А если вам тупо ставят +++++ и вы радуетесь и думаете что вы боги, вот это и есть пипец. Полный. Мы на этом форуме (по крайней мере я), для того чтобы учиться! А не для того что бы хвалиться, хотя это нормально, лично я замечен в этом. И еще.. друзья.... прошу ВСЕХ обращаться ко мне на ТЫ! Здесь я в кругу друзей, а значит - общаемся на ТЫ.5 баллов
-
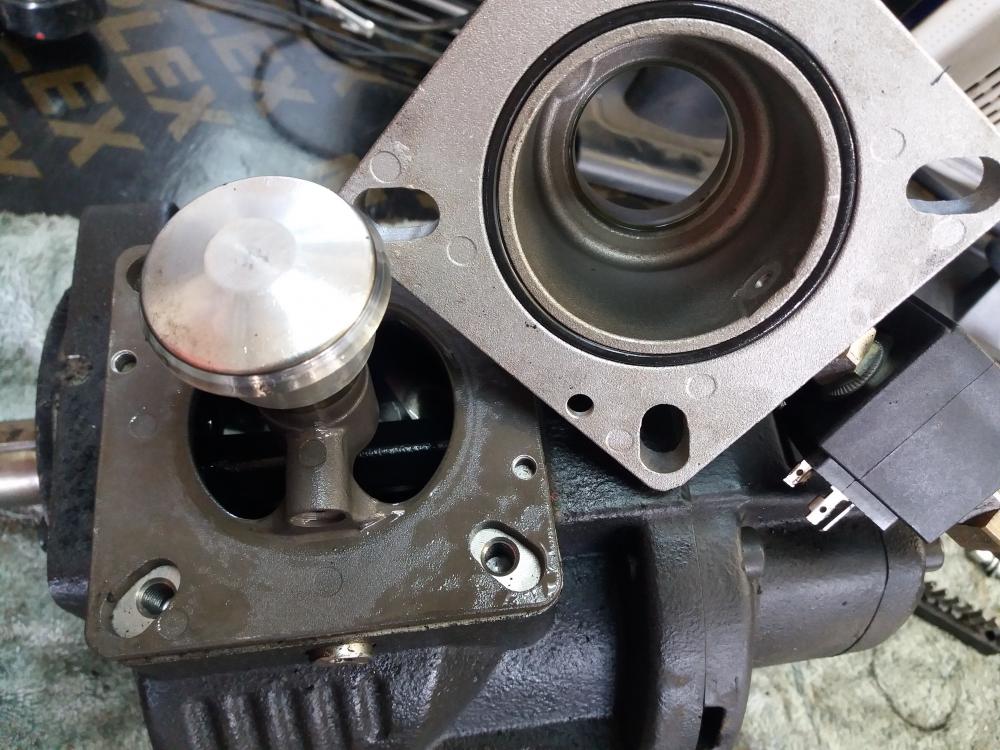
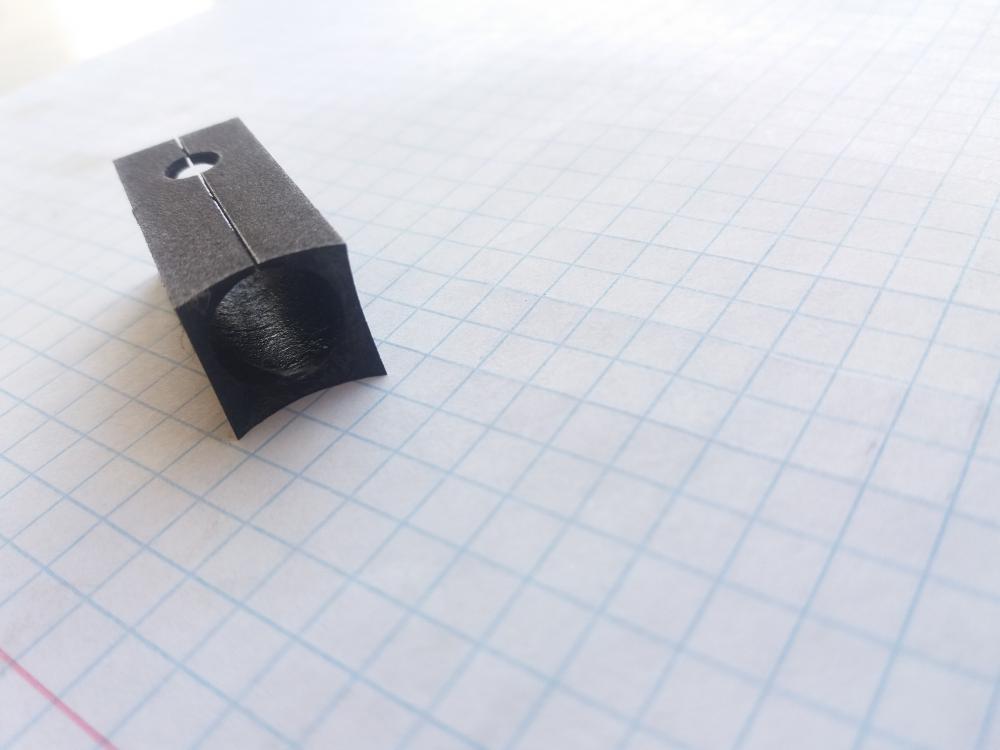
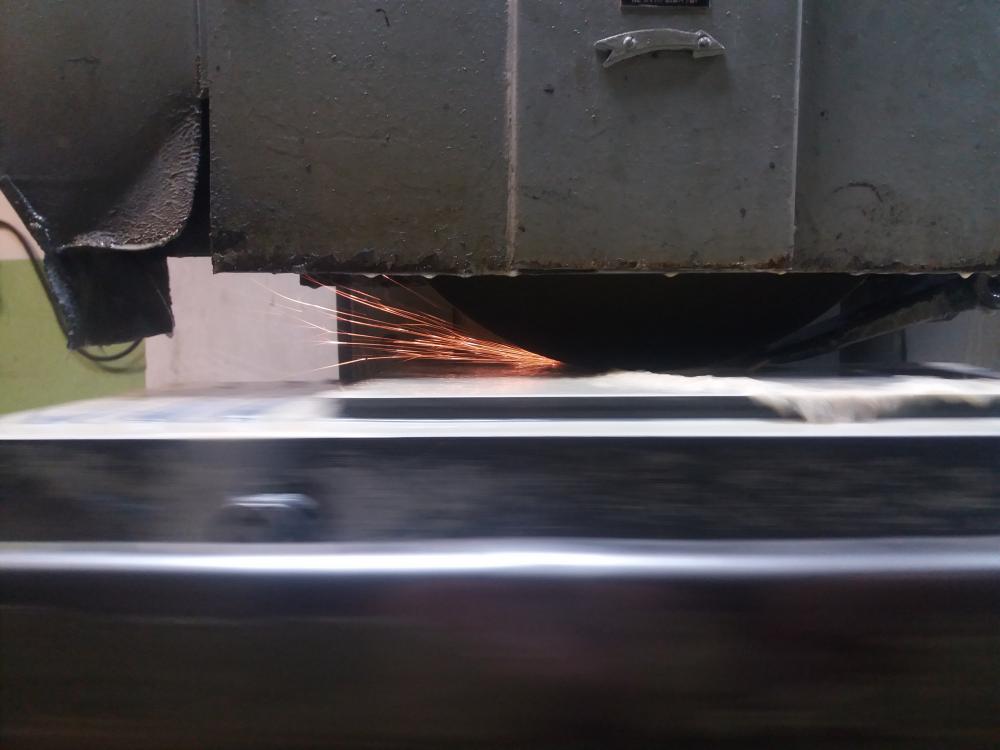
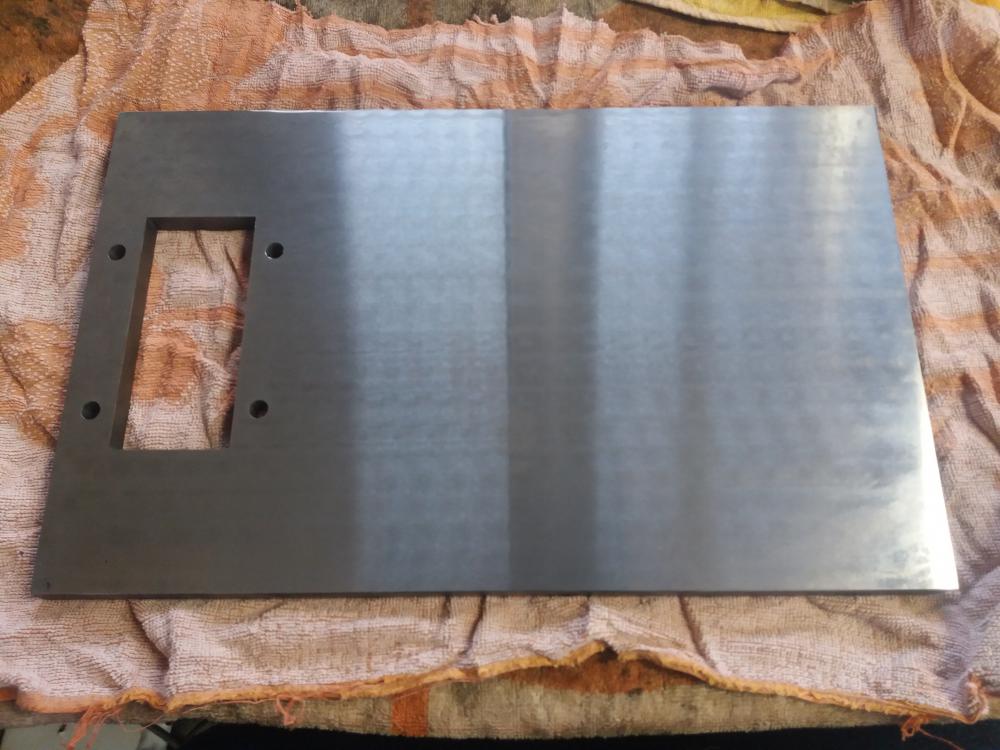
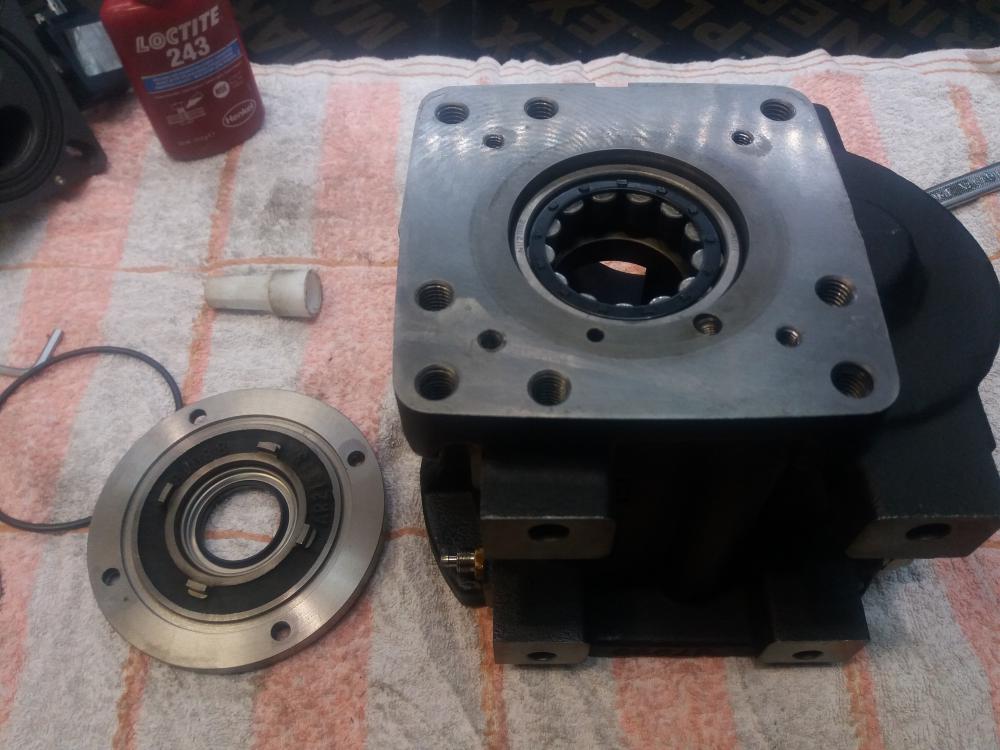
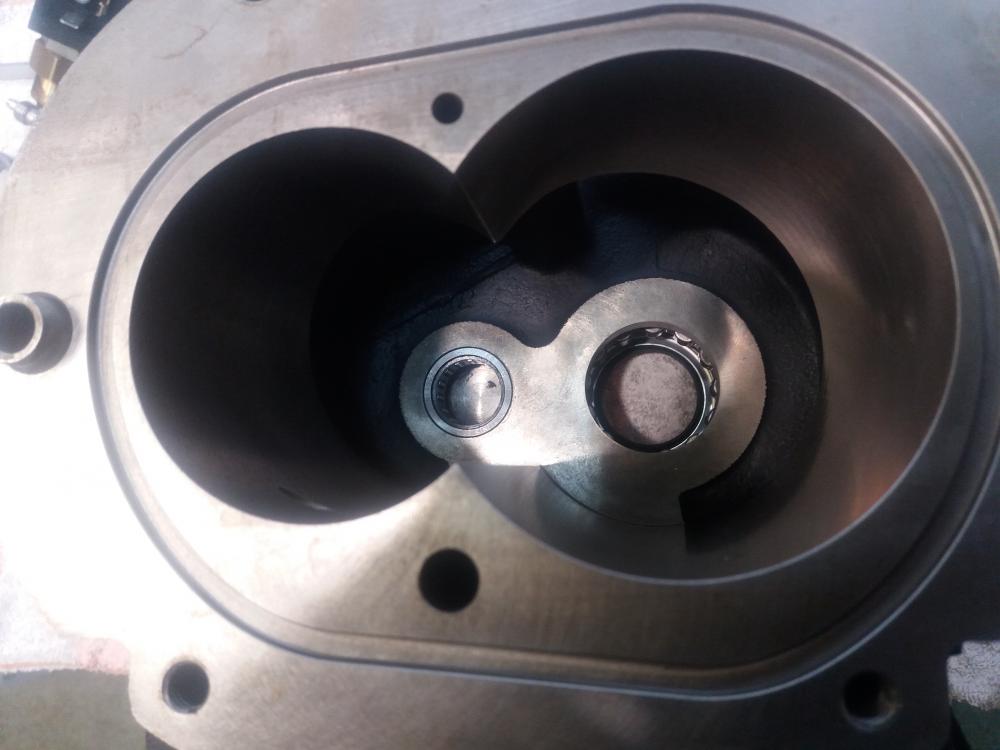
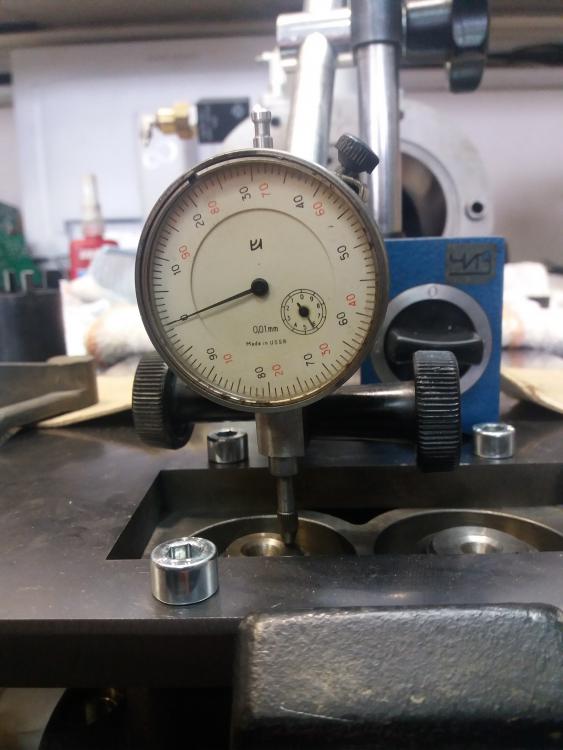
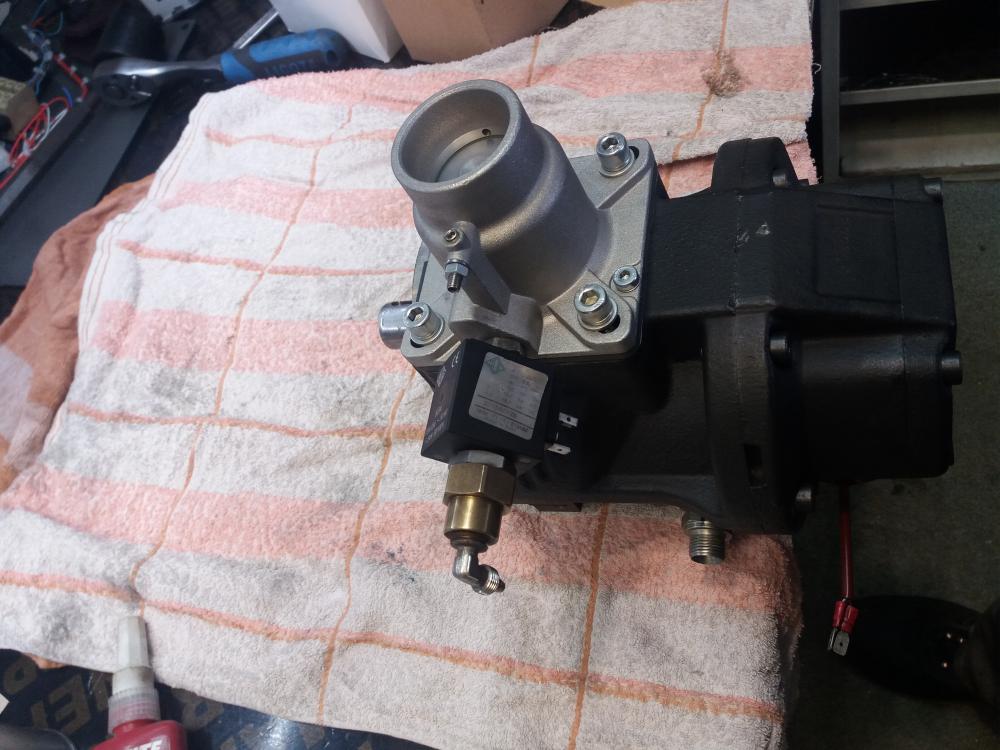
Но собственно, что мы все о машинах? Не из них одних ведь жизнь компании состоит, иногда бывает и такое... Данный пост описывает работы которые были проведены несколько месяцев назад, и несмотря на обилие фотографий и описаний может вызвать ощущение, что он неполный и несколько спутанный - это от того, что на первом этапе я не стремился к подробному документированию, а решал сугубо техническую проблему, причем срочную. Но потом решил, что из этого может получится содержательный пост. Незадолго до планового ТО начал уходить в перегрев винтовой компрессор. Стоит он в прохладном подвале, никого не трогает, снабжает воздухом всех кто нуждается (а больше всех нуждается пескоструйная установка, и в меньшей степени плазменный портал). Делать нечего, надо как-то решать проблему. Понятно что компрессор перегревается не просто так, на то должны быть причины, но надо проверить сначала самые базовые вещи: уровень масла в системе смазки и чистоту радиатора охлаждения. Простые вещи в норме... Ладно, может попробовать провести ТО немного раньше? Вряд ли причина в этом, но вреда точно не будет. Меняем воздушный фильтр: Потом масляный фильтр и сепаратор: Ну и масло разумеется: Красное... изменило цвет, возможно от перегрева? Проверяем ремни. Все в порядке, трещин нет и натяжение нормальное: Разумеется это не дало положительного результата (кто бы сомневался ). Нужно копать глубже, но перед этим решил посоветоваться с техподдержкой производителя. После уточнений про уровень масла и подобные вещи, посоветовали проверить термостат. Проверка термостата выявила его работоспособность, параллельно попробовал запустить компрессор без термостата - перегревается. Ни сам процесс, ни термостат, к сожалению не фотографировал. После этого закрались подозрения что просто так, эту проблему не решить. В ходе дальнейшего общения с техподдержкой мыло выдвинуто предположение что винтовой блок может быть изношен. Ну ладно, я уже и не сомневался что придется туда лезть... Тут стоит сделать небольшую врезку о том что же я все-таки творю (читать не обязательно, так как ничего ценного там нет)... Снял винтовой блок и отнес его в мастерскую: Разбираем все это хозяйство (процесс не слишком хорошо задокументирован, не до того было): Да, следы износа есть, но не драматичные. Однако я обратил ваше внимание на то, что общался с техподдержкой и на то что собирался разобрать блок сам. И специалист техподдержки снабдил меня информацией о предельном зазоре в задних подшипниках (они роликовые, конические) - нормальное значение до 0.05 мм. А у нас 0.09 мм... подшипникам конец. Значит замена и регулировка должна решить нашу проблему. Ну тогда приступим к подготовке к ремонту (да, не все так просто). Надо сказать, что я измерял зазор щупами, мне показалось что при сборке это будет не совсем правильно. И еще мне показалось неправильным крутить гайки роторов зубилом... Значит нам нужна оснастка для сборки, придется изготовить. Начнем с ключей. Токарный цех выточил заготовки по предоставленным размерам: Может излишне массивно, но у нас не массовое производство, экономия металла в данном случае не обязательна. Потом во фрезерном цеху фрезеровщик срежет лишнее, для того чтобы получились рабочие грани ключей: Не совсем понятно что там должно получится, фотограф из меня не очень. Потом закалка: Это же инструмент как-никак . Хоть и нужен он максимум пару тройку раз (надеюсь). Закалили: Потом очередь электроэрозии: Вырезка квадрата для воротка. На последнем фото, вырезанный кусочек. Так-же потребуется плита на которой при сборке будет базироваться стойка индикатора и крышка винтовой пары с роторами. С этим проще, саму заготовку вырежем на плазме, окно для доступа к гайкам вырежем на эрозии, просверлим отверстия для крепления крышки и отшлифуем. Все этапы не фотографировал, во время изготовления был занят другими делами, так что выкладываю то что есть. После плазмы и эрозии размечаем центры будущих отверстий и сверлим: Потом шлифуем, за шлифовальным стоял сам. Фотографий много, но все неудачные, станок слишком стремителен для телефона: Ну а теперь попробуем из этого собрать рабочий компрессор? Ох, ну и длиннота получается, наверное стоит перенести сборку в следующий пост... Продолжим собирать компрессор, а то резервному поршневому туго приходится, у него производительность меньше. Начнем с впускного узла, это просто: Обратите внимание как реализовали закрытие клапана при разгрузке нагнетателя (режим когда впуск перекрыт, но компрессор продолжает работать сохраняя циркуляцию масла для его охлаждения). грибок клапана поджат слабой пружиной к седлу, при запуске компрессора поток всасываемого воздуха легко открывает клапан, а когда надо его закрыть в стойку грибка (там где на втором фото стоит пружина) подается воздух и грибок прижимает к седлу с большим усилием, закрывая впуск. Продолжим передним подшипником ведущего вала: Передний подшипник ведомого вала: Задние подшипники: А теперь стоит показать зачем мне понадобились ключи из прошлого поста: Гайки сидят довольно глубоко, а ими еще сотки ловить... Ну ловить, так ловить (на фотографиях конечный результат, на деле сильно дольше). Первый ротор: Второй ротор: Да, по 0.03 мм, в порядке эксперимента, полагаю сразу после короткого периода обкатки будет уже 0.04 мм, а как я писал в прошлом сообщении нужно не больше 0.05 мм. Пусть будет так. А теперь просто берем и собираем: Все, на этом фотографии закончились. кофе тоже иссяк, ну и пост почти дописан. Осталось отметить что компрессор с того момента отработал уже несколько месяцев в штатном режиме. Это значит что ремонт возможен, осталось выяснить на сколько хватит этого комплекта подшипников... Разбить на два не удалось, форум приклеил второй пост к первому... извиняюсь за очень длинный пост .
5 баллов
-
Вот , я показывал обманывая синергию Хелви и работал 06 проволочкой . http://websvarka.ru/talk/topic/992-rezhimy-svarki-pa/?p=366373 Сегодня разрезал и протравил пастой Есаб для нерж , видно провар есть но для таких задач нормально да и на 100А 6мм железяку . А если корень разделать и его сперва а потом облицовку то вообще супер будет. Но не в этом дело и просто хотел показать что аппаратик позволяет со своей коррекцией работать проволочкой 06 в программе не предназначенной для 06 да еще черняга , а программа под нерж 08
4 балла
-
У меня 820, работал РАДС, нормально, взял 9100хх , на РДС, попробовал его и оставил на аргоне, Тикмен пошел на РДС, нормально, работать можно, но Спидглас все равно комфортнее. Не знаю как объяснить, но даже б\у 9002 лучше нового Тикмен. Как то вот так.4 балла
-
Если ты частник и объект не в категории опасных и у тебя не мостовой кран никакая пачка макулатуры не нужна и ростехнадзор посылается лесом. А если и припрется- оборудование не в работе, законсервированно. Все. Сам себе проблем придумал и побежал оформлять- смотрите, как мне балка оформить, а там и рады таким.4 балла
-
а вот от куда сомнения... Теперь понятно. Сварка тонкого алюминия проблемная часть любого аппарата. Я на ТР220 могу уверенно себя чувствовать на толщинах от 1.0. Ну мой опыт, мои знания. На 0.6-0.8 аппарат варит, но лучше не сплошняком (я не про проволоку, а по толщине материала). Точками. Нет нет, да прожиг. Или скорость надо убыстрять, вести горелку. ЕВМ, пико, я не гонял. Поэтому сказать не могу про его особенности. Но по нерже есть что с чем сравнить. Валерий, он же Селко, говорил... что говорил и я, режимами аппарата можно получить режим cold arc, что позиционируют в ЕВМ как особенность. Т.е. функционал ТР в этом плане полностью покрывает задачу. И я это сам сравнивал с пико и сам это проходил и получал. А вот по алюминию, то что я делал, многие оценили положительно. От многих я слышал, что если алюминий то проволока только от 1.0 и то магниевая. Т.к. более жесткая и с ней проще работать. Ну не путается. А вот я давно забыл об этом, что такое путается алюминиевая проволока и более чистая сварка получается на мягкой кремниевой проволоке. И использую 0.8 . И все стабильно и хорошо работает. В общем, аппарат есть, можно потренироваться. Есть и трехфазник. Его тоже можно для обзора попытать.4 балла
-
Был дракончик.Делал в 2015 году. А рыб мне просто нравиться делать.Это же хобби а оно должно доставлять радость.
4 балла
-
Так же, нарезав нужных размеров, можно ставить в любые фильтры, но не попутав стороной, на этом акцентирую особое внимание. https://youtu.be/imtoAfIv3vk4 балла
-
Один будень Сделал турник гнутый из кругляка 28 для силовой рамы, пришлось даже варить спец.оснастку - вилки кузнечные из 30 круга, греть резаком и гнуть )
4 балла
-
Для любителей ХХ я бы сделал версию с вольтдобавкой с подстроечником! Тогда каждый накручивал бы себе ХХ от оптимальных 60 до 120 или сколько там разрешено по ГОСТу. У американцев в своё время выпускался трансформаторный выпрямитель с регулировкой хх.3 балла
-
@Глобул, Интересная у тебя работа, очень разная, для мозгов опять же полезная. Желаю всем такой работы!!3 балла
-
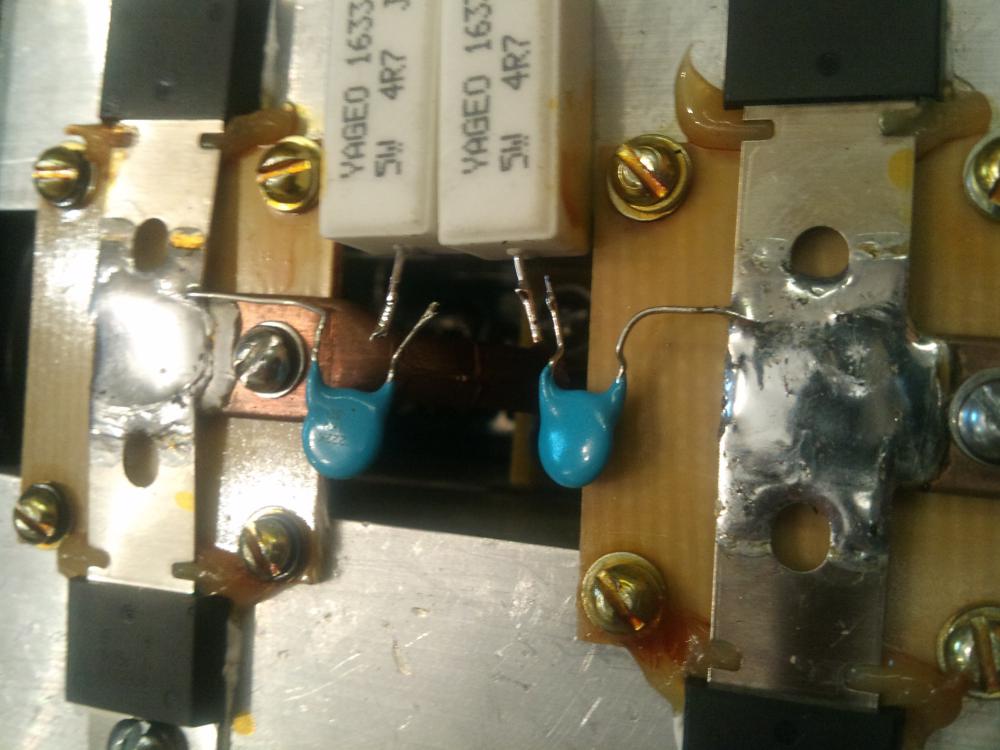
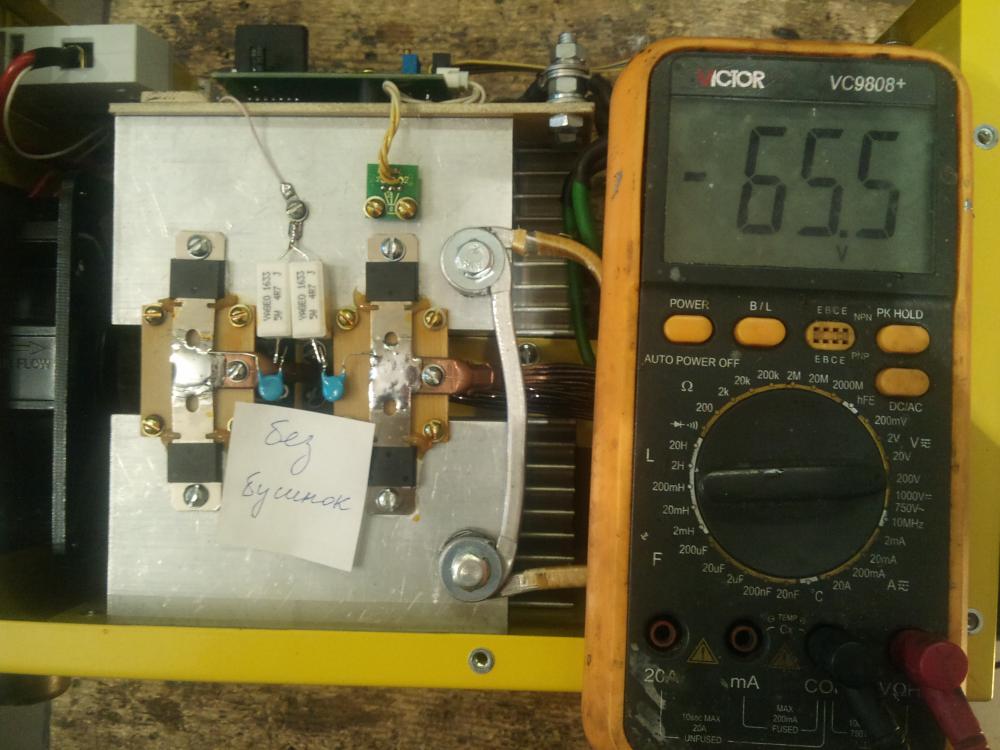
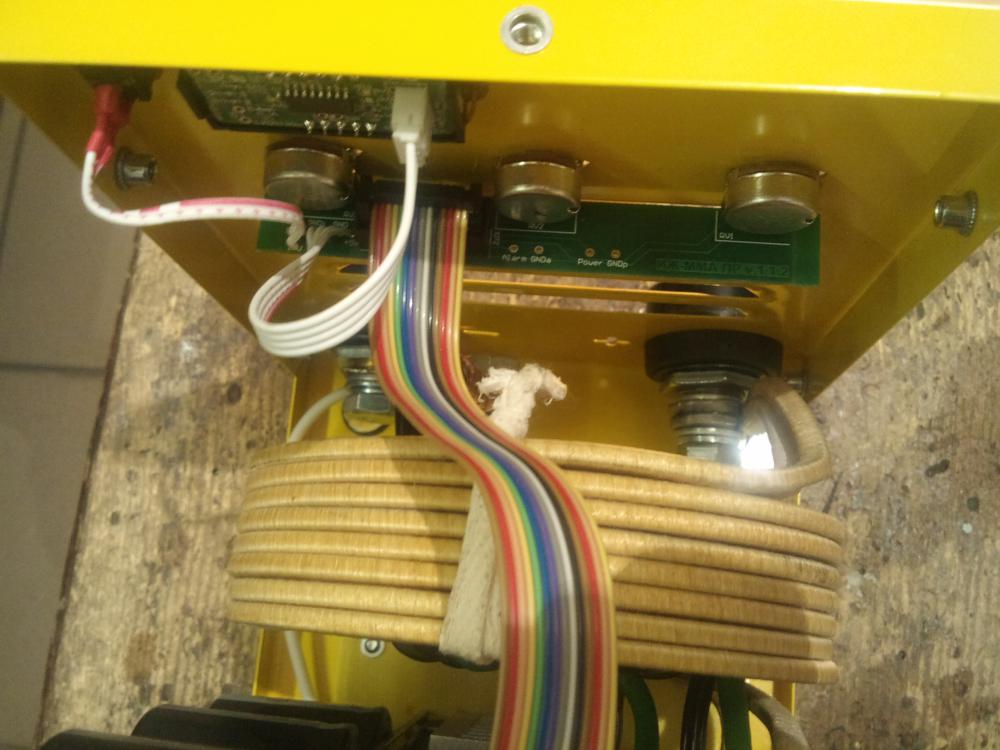
Привет всем. Чтобы закрыть споры о степени вклада синих бусинок в продвижение аппарата и успокоить присутствующих, отпаял их. Исходный ХХ ХХ с отключенными снабберами Раньше как-то не приходило в голову ставить такие эксперименты, и результат для меня стал неожиданностью. Предположу, что через реактивные сопротивления конденсаторов часть энергии вторички оказывается на байонетах, давая ранее измеренные 20-30 миллиампер тока на небольшой нагрузке. Обмана со стороны производителя не вижу: в задекларированную норму аппарат укладывается, электроды зажигает хорошо. Ранее я выражал пожелание увидеть в части аппаратов пульт ДУ, судя по накалу страстей, можно ввести и вольтодобавку, взвесив, стоит ли овчинка выделки. Только сегодня углядел, платка с крутилками предусматривает распайку индикаторов "сеть" и "перегрев". Задел на новые модели?
3 балла
-
Может это уже баян, и может даже обсуждали... https://www.ixbt.com/news/2019/02/05/bolshe-chasa-kitajskij-jelektromobil-ne-vypuskal-passazhirov-iz-salona-tak-kak-obnovljal-po.html Не могу не оставить это здесь. Вот только комментарии сильно "типичные" их можно и пропустить.3 балла
-
Дима, я не учитель, но как практикующий сварщик-пайщик ставлю тебе " два с +". Объясню. Подготовка на фото хорошая, но я понятия не имею что остается после соды, вообще сильно удивил этим продуктом для механической очистки. Главное, судя по фото, пайки кулера металл недогрет, и самое главное - 3 и 4 трубки вообще не пропаяны, то что на торцах есть немного припоя , так это вообще ни о чем. Наполнитель (соты) я обычно поднимаю на 2 - 3см, тем самым обеспечиваю доступ глазам, теплу и припою. Почему на вскрытом кулере более аккуратная пайка? Хотя тоже не сильно глубоко. Я готовлю только абразивом, ни в коем случае не песком. Вот фото кулера Ниссан, трубки обпаяны полностью, совсем полностью. Извини, но как есть. Сила в правде, брат.
3 балла
-
Байка такая есть, привезли на предприятие полуавтоматы, а сварщики на них плюются. Оказалось, что хорошо отлаженный синергетический процесс им не по вкусу, хоть и варит прекрасно, медленно видите ли. План не выполним, а оно нам надо? И наотрез отказались. Выходит, их больше устраивает скорость сварки, а качество, да гори оно огнём, план нужен!3 балла
-
У меня такое впечатление складывается, что Вам либо лень разобраться с сутью работы полуавтомата (что маловероятно) либо это просто флуд ( по русски - словоблудие). Бывает иногда скучно, когда заняться не чем.3 балла
-
С дядей Омом там все увы не так просто. Потому как сопротивление участка проволоки от наконечника до дуги одно, у дуги другое, а у ванны третье. Плюс еще при сварке коротким замыканием сопротивление постоянно скачет. Приводя к взрывному расплавлению проволоки, откуда и характерный треск. Так что сопротивление можно рассматривать только в момент времени, а на сам процесс это ужо надо график мулювать. А если еще про струйный перенос говорить и т.д. то вообще темный лес. Где то есть видео Миротворца. Он как раз на пикомиге показывал как корректируется напряжение при корректировке подачи или наоборот, не суть важно. В синергетике. С телефона не найду.3 балла
-
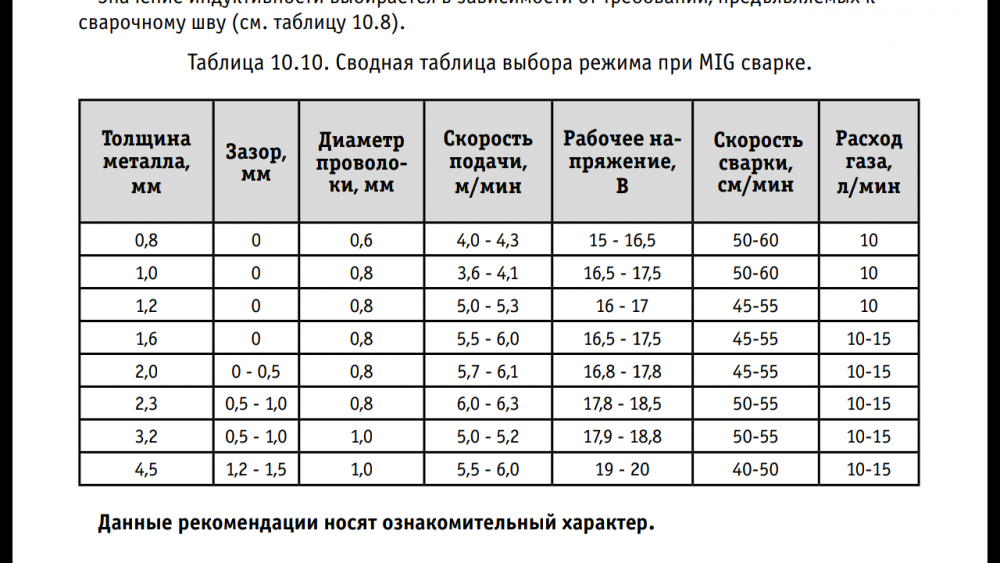
Если взять обычный полуавтомат без синергетики, где только две регулировки - ток( скорость подачи) и напряжение, то на каждый вольт от нижней границы до верхней вы можете выставить любое колличество ампер, опять же в рамках границ выдаваемых аппаратом. Только загвоздка в том, что сварка определенным диаметром проволоки, способна происходить в ограниченном диапазоне соотношения силы тока( скорости подачи) и напряжения. Опытный пользователь подстраивает эти параметры грубо на глаз и точно по дуге. Неопытный в двух регуляторах может потеряться. Ибо вариаций вообще куча, а рабочих вариаций не так много. Для облегчения выбора, производители стали оснащать бюджетные аппараты такими таблицами. Можете посмотреть, там есть ответы на ваш вопрос. Каждой толщине проволоки свой диапазон напряжения и скорости подачи( силы тока). Все что мимо не даст номально варить. В дорогих аппаратах подобные таблицы зашиты в мозги. И вы выбираете нужную программу исходя из газа, типа проволоки и толщин материала, а аппарат сам задает рабочий диапазон. В габаритах которого вы еще можете вносить корректировки по вкусу и ситуации. Потому нет необходимости писать в названии аппарата вольты вместо амперов. Они сами собой подразумеваются при определенной силе тока. По которой проще ориентироваться при выборе. И что до тонких материалов и мощных аппаратов -если в синергетическом списке они есть, то работа с ними само собой подразумевается.
3 балла
-
Нихром это сплав никеля 80% и хрома 20%. Покупается в хозтоварах в виде спиралей для нагревателей (электроплиты, ветродуйки и пр.) Для сварки берите новые (не б\у) спирали.3 балла
-
Дело не в оформлении,как таковом( это выкачка денег), а в инженерном подходе и здравом смысле .Рассчет и проверка должна быть для себя,а не для органов контроля.Это как таксисты дебилы- чё ты пристёгиваешься,тут ментов нет на дороге.А потом плачут всё- чеж мы так живём,этож не моя вина!?Сварщик сварил,дядя на которого он работает купил домой красной икры детишкам .Вот только потом в случае чего трупы в грязной робе на свалку вывозят не дядь и не проверяющих,а рабочих.Вот в чем смысл моих слов.А так пусть каждый делает как хочет, я не в праве кого-то учить....2 балла
-
2 балла
-
@мир,я подумал,что как говорили выше,эти деталюхи специально впаяны для обмана,что бы х.х.был выше по показаниям,может чего не так понял.@Виталий С 31,можно же разработать схемотехнику,которая скажем так была бы надежная и относительно недорогая,так сказать базовая,без всяких обманов,а от нее уже выстраивать различные плюшки.А то аппаратов при выборе много,а что взять не знаешь,а возьмешь-нет в нем того,что заявлено.Вот как двигатель внутреннего сгорания:уже все придумано,больше думать нечего,остальное обвес.2 балла
-
@BAN,лучше отдельной темой сделать.2 балла
-
Если случиться ЧП,тогда будет стремно,а так,..все эти механизмы без аттестации и переаттестации работают годами,да и ЧП тоже имеет свою цену)2 балла
-
Со слов Краева - немцам пофигу, хоть разбей я его кувалдой, они на данный момент сервис на нашей территории не поддерживают а это значит все те, кто имеет новые аппараты на продаже не могут гарантировать ремонт по гарантии и тем более вообще какой то ремонт. Так что для жаждущих купить данную марку играют в лотерею. Для себя сделал вывод - я лучше возьму китай, чем поддерживать европейских гомиков с их санкциями, будь их аппараты с тремя звездами во лбу. Слышал от фотографов, что талантливый фотограф сделает снимок хоть "ведром". Я даже жалею что свой сундук продал, начинал с него, да, есть неудобства, но ремонтируется на раз два и денег не надо мешок, Пробовал ПА авроровский варит не хуже меркле...2 балла
-
Немного итога - плата с рабочего аппарата варила так же как и две моих других. Дерия Графикс деньги вернули, аппарат продолжает неадекватно "работать". Константин Краев дал адрес в Москве https://rstp.ru/contacts пока жду их ответа.2 балла
-
ну от толщины свариваемых материалов зависит, если по 10 мм то одного или двух проходов проволокой 1,6 мне кажется вполне достаточно будет. Чуть позже ради интереса по экспериментирую и фотки выложу на суд коллег))2 балла
-
Тут вспомнил еще одну особенность при замене троса на подобных лебедках на синтетику - там без переделки передачи тросоукладчика можно заменить трос только на такой-же по диаметру. Каретка тросоукладчика движется влево-вправо принудительно и будет путать трос большего или меньшего диаметра.2 балла
-
@alekseyka77,Не хватает как раз вольт,если проволока утыкается.Мы должны либо снизить подачу,либо увеличить напряжение.2 балла
-
@Steelcar, прочтите эти золотые слова: У Вас вроде, ПА? Никогда, при увеличении подачи сверх меры, проволока не "толкалась"? Если да- то это и есть то "мимо", когда при вольтах не хватает ампер...2 балла
-
Амперы. Ток определяется скоростью подачи и диаметром проволоки. От напряжения тоже зависит. Но ток - вторичная величина для ПА. Задаётся только скорость подачи и напряжение. Даже если ПА с синергетикой и вроде как заранее ток показывает, он его не задаёт. Он показывает расчётную величину тока для заданной толщины проволоки, скорости подачи и напряжения. Универсальный . У него ВАХ под каждый вид сварки своя. Она цепью ООС определяется, менять не сложно.2 балла
-
Сделал сову на заказ.Размах крыльев 80см,высота 50см. Вот бывают работы от которых плюёшься.Получилось какое то авно.Заказчику сказал что больше в жизни не буду делать сов. Вот рыбы это другое дело.
2 балла
-
Ещё я смотрел что берут электроды цч4 отбивают обмазку и этим прутком TIGом варят как такой вариант? --- С таким же успехом можете оббить обмазку с МР3...получите точно такой же пруток)..там все дело в обмазке. То,что говорят "старые камазисты" -они правы. Аппарат аргоновой сварки у вас есть? Вы внимательно читали,что я написал:заглубить ниже резьбы на 4-5мм.2 балла
-
Спасибо , друзья , коллеги и "однополчане" огромное ! Я очень признателен ! Взаимно , всем добра и удачи !2 балла
-
А то! Обноски от 230-й УШМки заканчивают жизнь на малых УШМках, да и то- когда гайка по металлу скрести начинает... Ночные будни и выходные-со спецтехникой. Кислотовозы. Всё забавляются, тасуют сливные трубы. То отрезать попросят, то обратно приделать... Поддув. Температура в боксе -20 град. Сквозняки-в ассортименте. Так что за внешний вид швов-"миль пардон", как говорится... Обратный валик-плоский и блестящий (не фоткал,"смотрел выносным глазом"). Остальное-не столь важно. Две ёмкости-переоборудуют под перевозку эмульсий. Для того-надо расширить сливные прорези в перегородках. Плазморез и сварочник-разместились на бортах бочки, компрессор-багажника авто не покидал. Вытяжка на морозе замёрзла почти насмерть (шланг задубел, а мотор вентилятора-остановился). Поэтому РАДС отменил и обрамление прорезей приваривал РЭДС электродами ОК-61.30, надев на две балаклавы маску с "Эдфло". Абразивным образом зачистил. Ремонт адаптера быстросъёмного механизма на стреле экскаватора и разъёме гидромолота. С источником тока-едва не попал в просак... Недавно купленный, в качестве источника тока для строжки, аппарат-был ещё в пути, а 350-го Гроверса-в очередной раз спровадил в "стационар". Оттого строгач пришлось запитывать от последнего, что у меня осталось из трёхфазного и способного выдать хоть 300 А. Честно скажу, аппарат сей-меня не то, что не разочаровал, а прямо-таки приятно удивил! Вполне адекватно работал разными марками электродов. Вот-его "меню". И то-неполное. Всё скушал с удовольствием, ни разу не поперхнувшись. Для начала-наплавил электродами ОК-74.70 шпеньки адаптера. Потом-построгал нормально так. Диаметр электродов для строжки-5 и 6 мм. Что за артель мазала стыки швейцарским сыром??? Заготовки для усиления "головы" гидромолота-резал автогеном. Резак не брал в руки уж лет несколько. Толщина-30 мм. Вроде, ничего так вышло. Усиление приваривал электродами ТМУ-21.
2 балла
-
Тогда к копишу вопрос. Пусть возьмётся за дело. Такое ощущение, что дросселирование страдает, либо пульс включается когда не надо1 балл
-
Тот что у меня на фото 5кг - 1400 , сода 500 гр - 22 р . Авито хорошо ,но последнее время доставка убивает прелесть хорошего ценника1 балл
-
не могу однозначно ответить. Но как некоторые уже об этом писал, что более свежая модель и старая модель. Может ограничение в мозгах. В общем, что может ТР, можно посмотреть видео и попробовать в демозале. И с толстыми железяками тоже можно будет поиграться, если с собой привезти. если взять тупую синергетику, как в нынешних китайских аппаратах, то да. Ни чего сложного. А если синергетика не только связь параметров но еще и контроль, то это уже другое и более сложное в понимании. "синергетика" не так банальна как может показаться в первом приближении. Человеческая рука склонна к колебаниям в процессе сварки. Так вот, более продвинутый это когда идет отработка этих колебаний. А "тупая", не производит корректировку в процессе. P.S. "китай" было обобщение, а не в частном порядке. Наверное есть исключения. к сожалению в нынешнем мире нельзя просто по бумажке руководствоваться, т.е. ставить или не ставить галочки или прочерки. Есть то что не описано в бумаге, но имеет место в работе. Как еще это сказать, я не знаю. Ну такие критерии, как мягкая дуга или жесткая. Как ее определять? Чем замерять? Для одних стреляет аппарат, значит варит. А если дуга "шелестит", то уже плохо. Другим наоборот надо, чтобы не только шелестело, а пело... В ММА это очевидно. Да же в ТИГ, сварщики делят аппарат, на "мягкий" и "жесткий". И это не учитывая функции, крутилки и удобство расположения тех или иных кнопок.1 балл
-
функционал и возможности аппаратов. профи, товарищи получили опыт давно. На заводах, чтобы характеризовать процесс, точнее получать его и после, нужны параметры, которыми можно и нужно оперировать. В П\А основным является это напряжение. Его и регулируют. Если замерить на выходе источника, то при вращении ручки "тока" будет меняться напряжение. Оно изменяется в некоторых пределах. Вторым параметром мы регулируем скорость проволоки. И на выходе, в результате, получаем ток и напряжение дуги.Последние два параметра характеризуют: правильно выбранные параметры сварки, включая диаметр проволоки. Что прописано в технологической карте к изделию. А так же позволяет характеризовать положение сварочной горелки относительно детали (высота положения горелки). Т.к. более или менее торчащая проволока из наконечника до детали (место дуги), так же играет роль в процессе получения дуги. И это все без синергетики. Синергетика усложняет понимание процесса. А импульсная сварка еще больше бомбит по мозгам.1 балл
-
Если ручек не оставить, не останется режима свободного плавания. Именно в нем каждый способен переплюнуть синергетику на зло буржуинам. Зачем только тогда с синергетикой берут? Амперы вообще штука загадочная, у одних их 250А а проволоки 1.2 (сталь) в синергетике нет, у других еле 160А и она есть. Значит бывают амперы толстые и короткие и тонкие, но длинные)))1 балл
-
@mixasib, Это не кран-балка, это тельфер обыкновенный. На малые г\п не требуется. Просто так. Лучше б раскосы на ферму добавили.1 балл
-
Но если оно еще и добавляет денег, то тоже прибавляет радости!))1 балл
-
@Steelcar,Если в одном корпусе,ТИГ миг ММА( блюпуп,фрешка и т.д),то в источнике меняется ВАХ,т.е по сути это уже два источника.)В логической цепочке попробуйте метры в минуту заменить на омы)1 балл
-
Антон , да скорее не осцилляторе и его мощи дело , источник должон быть "заточенным" под гелий так как напряжение на дуге намного выше . На DC токе нет проблем в принципе а вот на АС токе не каждый справляется . Вот Ево да справляется но поджиг на - DC (минусе) на плюсе горит электрод , да и дуга в некоторых моментах уходит в какой то "ступор" и не плавит но горит . Сейчас уже усе поправили и адаптировали под чистый гелий . Форсаж тот вообще не смог зажечь и это не удивительно у него поджиг на + DC и ляктрод уже во время поджига в гелии горит. Селко , показал себя лучше всех с гелием дуга стабильна и делает свое дело , но поджиг (у него по диаметру ляктрода) лучше на меньшем диаметре ляктрода , а вот на 2,4мм уже с первого раза не зажег ну и это понятно пошел как и на фОРСАЖ подгорать ляктрод. Да конечно решает и уже смесь ГЕЛИЙ 75% - АРГОН25% работает отлично то есть мощная и проплавляющая дуга почти как в чистом гелии и нет проблем с поджигом и подгоранием ляктрода1 балл
-
Настоятельно просят сделать площадку под установку букв на крыше ТЦ, буквы весят три тоны, моя конструкция будет еще две. Рекламщик спросил кто будет считать потянет ли крыша. Я сказал что точно не я, и вероятнее всего вообще никто. Такова наша реальность - недоразвитого капитализма.1 балл