Лидеры




Популярный контент
Показан контент с высокой репутацией 21.01.2019 во всех областях
-
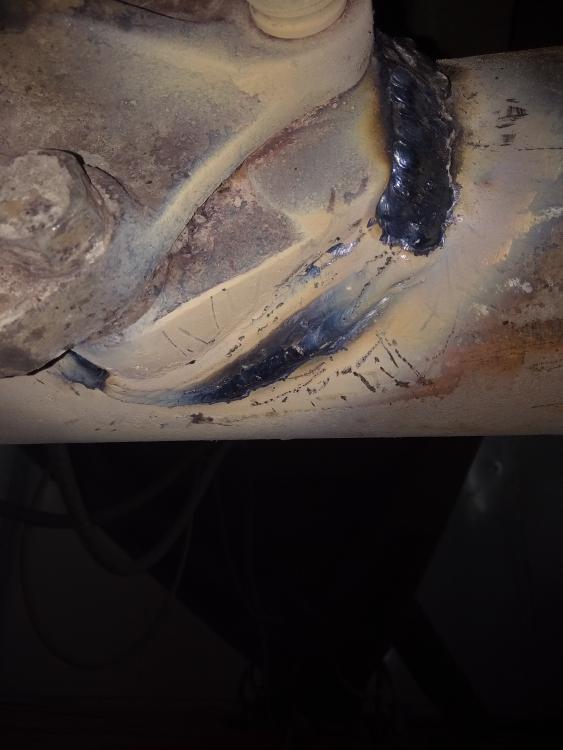
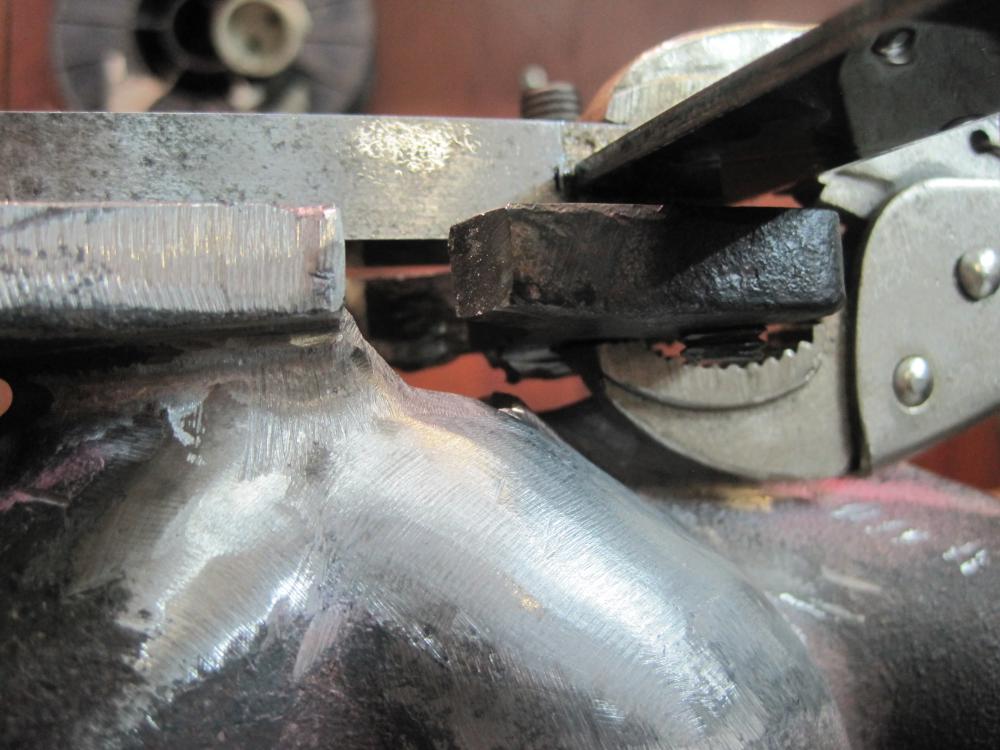
Скажу сразу- точно не знаю можно ли это вообще варить.Но я человек подневольный- сказали,заварил.Кронштейн тормозного ( пневмоцилиндра?),сорваны резьбы,был чутка приварен,оторвался.Получилось страшновастенько,ибо голова еле пролезает,но все таки тренировался не зря и хоть паскудно,но заварил). Электроды ОК-48, ф3,2 ,интересные электроды,ими до этого не варил.
 9 баллов
9 баллов -
Ещё один комплект доделываю.
9 баллов
-
Рацуха пробная для огрызков ,под короткую каппу.Есть мысля маленький сверлильный патрон применить.
8 баллов
-
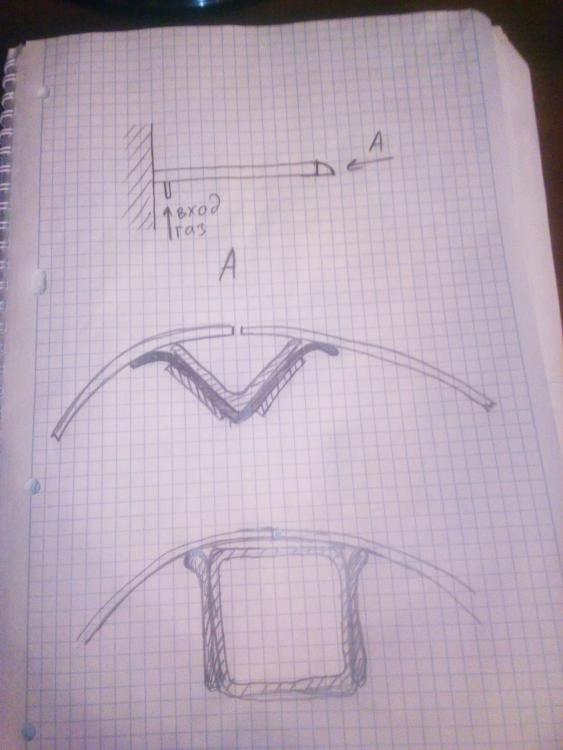
@Георгий 11, я так понял вы целиком заполняете емкость аргоном? Есть способы ускорить процесс. Первый вариант - одевать емкость на трубу гораздо меньшего диаметра с медной накладкой. Т.е. труба консольно торчит вбок. Я использую медную трубу на 35 (кажется), из которых водопровод паяют. Но это не очень хороший вариант в вашем случае, потому как сложно будет плотно прижать к шву по всей длине. На коротких обечайках прокатывает. Вариант второй - более практичный мне кажется... Так же консольно приваривается (крепится) уголок на 30 или даже 25, к полкам с выпуском небольшим клепается асбестовая ткань. Снизу в уголок штуцер вваривается для подачи аргона с одной стороны и перегородка, чтобы аргон шел вдоль уголка в другой конец. На другом конце - выходное отверстие гораздо меньше, чем входное. Еще лучше - вместо уголка взять профиль. Чем меньше объем для поддува - тем лучше. При такой системе можно не ждать заполнения полости, а варить практически сразу, если начинать от штуцера подачи аргона. Т.е. экономим время на заполнение и аргон.
7 баллов
-
@Вад11,палка о двух концах,я все понимаю,но хочется делать хорошо и самому поднатаскаться.Еще момент,режимы и технологию отработаю,кроме меня ее знать ни кто не будет,тоже плюс.По поводу лишнего не делать...еслиб ты знал куда и как меня хотели запрячь,но не стал лишний хомут себе на шею закидывать,поэтому не считаю,что много лишних движений делаю,можно и меньше конечно,но не хочется прослыть рукожопым.6 баллов
-
Окисленные прихватки мешают очень!!! Это как не обкусанный окисленный конец присадка.5 баллов
-
Я пирометром контролировал. Но можно и на глаз. Если при приглушенном свете чугун начинает слегка светиться красным, то отметка 500 прийдена. 600 это уже четкое свечение видимое и без приглушения света. Ваш коллектор притягивать к столу надо, если на горячую, иначе скрутит. Такие повреждения я бы на холодную делал. Если будет трещать или не смачиваться, то гпн.5 баллов
-
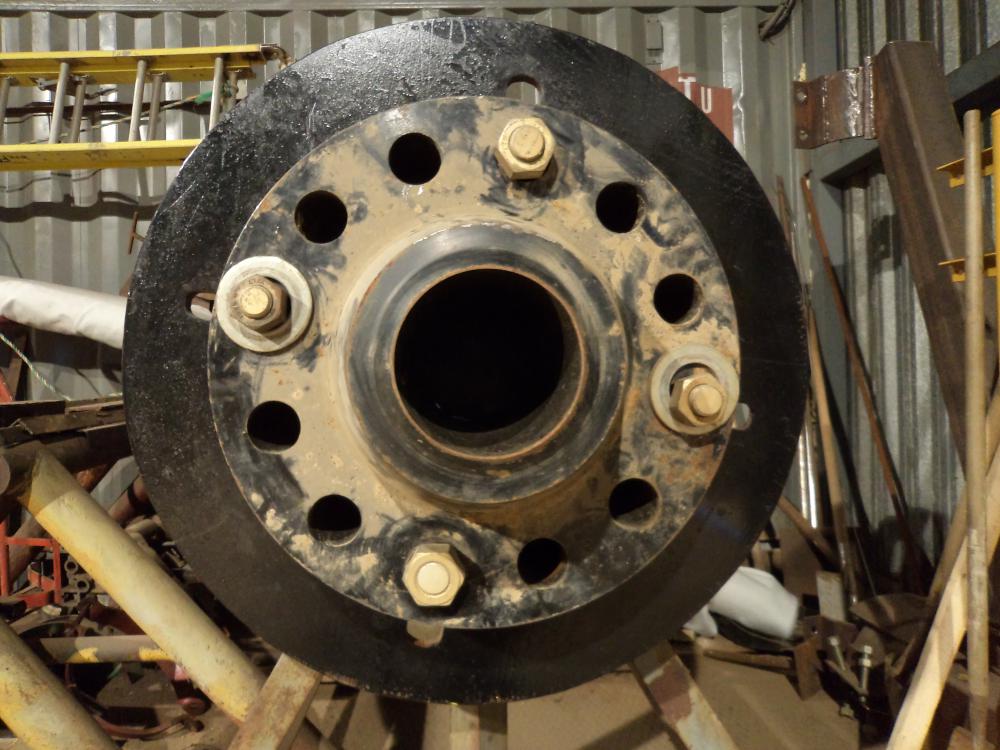
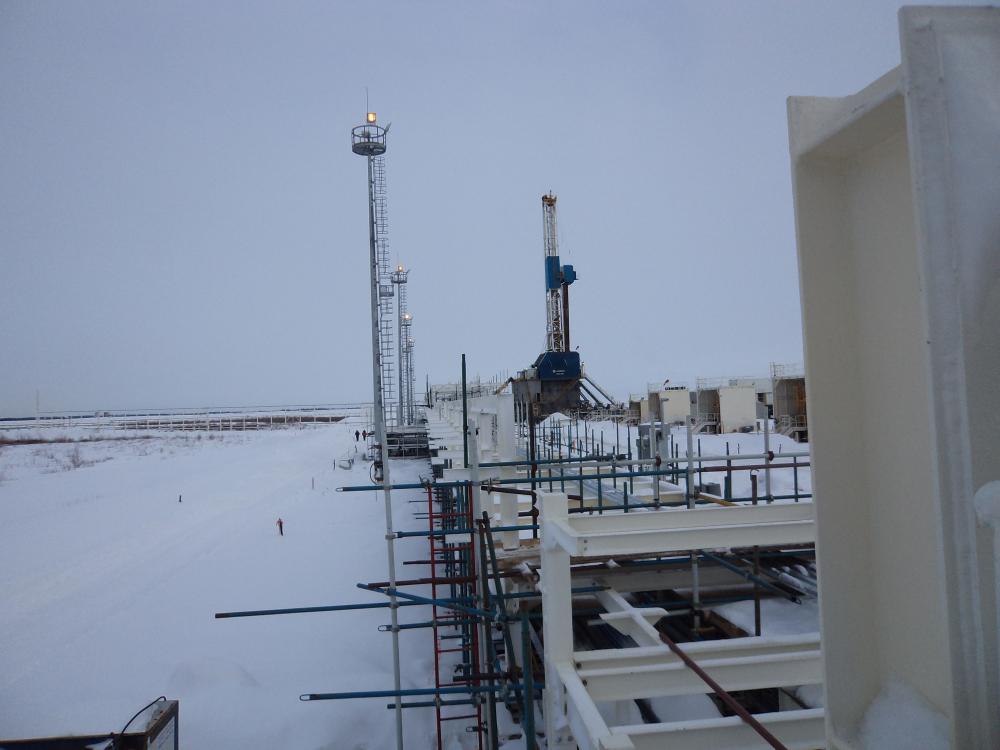
Ненецкий национальный округ, месторождение Харьяга. Фланец 219 труба толстостенка Нефтяные скважины Комар в Усинске Тундра Памятник нефтяннику
5 баллов
-
Похоже, что про эту тему не заслуженно забыли. Немного взбодрю её. Принесли коллектор от А4, тихий ужас. Предложил поискать б/у, но в ответ - машина должна ехать через день, а б/у не найти, т.к. двигло какое-то переходное (везёт мне на них). Пришлось попытаться делать, но заказчика предупредил, что без всяких гарантий и вот почему. Коллектор оказался уже варенный. Вдоль сварки и треснуло. Место не очень в плане разделки. Сверлом попробовал - отбела нет, и на том спасибо. Срезал, сделал дефектовку. Лишнее ампутирвал, ибо всё в мелких трещинах и варить там уже смысла нет. Вот такие получились зазоры, это только на горячую, на холодную порвёт. Разогрел, плакирнул и соединил, на всю сварку ушёл примерно час вместе с разогревом. После остывания удалил лишнее, т.к. полуавтоматчик я ещё тот - только учусь ПАНЧем работать и не приноровился.
5 баллов
-
Георгий , это точно,,,, кроме тебя не хто заморачиваться не будет. Но надо делать как положено и вот сегодня нет , а завтра я кое че нарисую да и так покажу и усе выйдет лучше некуды . Но тогда с начальства требуй повышения зарплаты в двое , так как они будут иметь с этого еще больше. Ну а пока вот смотри видео , парнишка просто супер 1мм не какого поддува и ежей нет на обратной стороне , он быстр и посему у него даже линейный режим и ток я так думаю в районе 100А , у тебя 70А на двойку мало и долго и ...... в общем завтра усе дорасскажу с картинками .4 балла
-
@Учусь, Правильные диоды, 6000кельвинов, меня полностью устраивают. Можно чуть потеплее. У меня в боксе раньше ДРЛки 400-ки висели. 4 шт. 1600Вт. Сейчас 4 х 100Вт диоды. 400 Вт. Для меня одни плюсы. Диоды они тоже ооочень разные.4 балла
-
Продолжаем понемногу, но каждый день-дело до электричества дошло...
4 балла
-
@Георгий 11, ок, тебе там виднее на месте. Но пережжёные прихватки - ну очень плохой звоночек. Линза, газ, расход, пост-газ...4 балла
-
Жора, хочешь бесплатный совет? НАХРЕНА ЭТО ТЕБЕ НАДО?? Ты наемный работник и делай только то, что входит в твои задачи. Все равно ты это производство не вытащишь туда куда хочешь, поэтому не трать свои нервы и силы. Вот когда пойдут рекламации и руководство за жопу возьмут, тогда они сами к тебе придут (приползут) умоляя наладить процесс. Лучше лишние силы семье отдай....4 балла
-
Эти машины и нас переживут .Мы правда стараемся поддерживать в нормальном состоянии,но им лет и лет. Головку лично варил)
4 балла
-
Я бы попробовал собрать все на прихватках все целиком, заклеил лентой из фольги все швы, заполнил аргоном, соорудил сапожок , отклеивал ленту по 10см и варил с полным проплавлением но в пульсе. Можно еще по краям проложить мокрую тряпку для теплоотвода. Емкости для чего?4 балла
-
@Георгий 11, за счет конвекции аргон сдувает быстрее, чем остывает металл. Попробуйте сделать борта с обеих сторон от шва, как можно ближе, чтобы аргон не скатывался. Можно взять уголок мелкий или просто две узкие пластины по 5 мм толщиной. Уверен, результат будет лучше гораздо.4 балла
-
Трактор. Сварочный. Фас - профиль - шов -
4 балла
-
Костя , да не стал я даже пробовать разбавлять ее никелем да и покрутив коллектор в руках решил и рубаху не снимать она очень даже живая и не стоит себе трудностей наживать лишним тем паче первая работа после Нового Года и должно усе красиво быть . Присадка 316LSi и усе как по маслу , правда чуток трудность была с одним отводом , мешался общий овод в глушитель но 9ка решила сею проблему , да и еще наваренное ПА пришлось срезать усе так как поры ползут ну и обварил стык в импульсе весь. 5Р с клиента и будет бегать Мерсик да и не хто не догадается что коллектор варен ремонтной сваркой и главное подготовка в нашем деле. --------------------------------------------------------------------------------------------------------------------------------------------------
4 балла
-
всю дорогу шуриком на алмазном круге затачиваю, только на самых малых оборотах, что бы риски были вдоль а не по спирали.3 балла
-
Вот у меня где то такое похожее валяется , для надфилей и можно точить от 1мм до 3.2мм пробовал и завтра отыщу . Конечно сейчас шурупик в ходу и с его помощью точу.
3 балла
-
@Schlosser, шурупник очень помогает.3 балла
-
@Георгий 11,Попробуй сделать из этого металла образец пластин по 100мм и сварить где срез просто отрезан болгаркой а вторую из под реза лазера со всеми вытекающими и покажи руководству, тем самым ты с себя снимешь лишние телодвижения со снятием гарда и отсюда грязный шов и брак, если и тут руководство не поймет то даже не знаю как тогда в такой конторе работать... если только одну емкость сварить правильно (срезать гард болгаркой, тщательно задуть изнутри) и оставить емкость возле себя как демонстрационный образец а план гнать как они хотят с вытекающими последствиями - черный и не герметичный шов и когда будет кипешь из-за рекламаций и претензии к тебе, покажешь как должно быть и если это не поможет я бы с таким руководством не сработался. К нам приезжай на вахтовую алюминь варить (точно не знаю есть вакансии или нет но если что уточню).3 балла
-
@Вад11,технолога по сварке нет.При чем тут Валера и Петр?Я думаю,что кроме меня ни кто морочиться не будет с режимами,на данном этапе взрываться перестали во время эксплуатации,уже прогресс,дальше может лучше будет.Присадок в аргоне держу при сварке,попробую по феншую прихватывать,посмотрю отличие.3 балла
-
@selco,Валерий доброго дня для таких сталей только er-309 .Со временем от нагрева и охлаждения при наличии мартенситной прослойки могут появится трещины.3 балла
-
Ой, едва ли... Скорее поднимется хай на тему того, что "мы тут такие все из себя", а вот сварщик - этот всегда виноват. Хотя, может и ошибаюсь.3 балла
-
В лесовозных прицепах эти кронштейны часто пнями отрывает.Я варю уонями ,сварка держит.Следующий раз его только пополам переламывает,но и после этого свариваю.3 балла
-
@vnuk,вот, нашел один из старых стыков, тут как раз видно, как продавилась какая то чернь на месте прихватки. На лицевой части я не продавливаю. Зажег, только-только склеилось и сразу же вдвухтактном режиме без затухания выключил. А вот при распиле внутри такое бывает встречается, бывает и покрупнее, как капельки. Кислотой не пробовал смывать, да и смыть можно на тестовом образце, а на рабочем шве, даже не увидишь, что внутри.
3 балла
-
3 балла
-
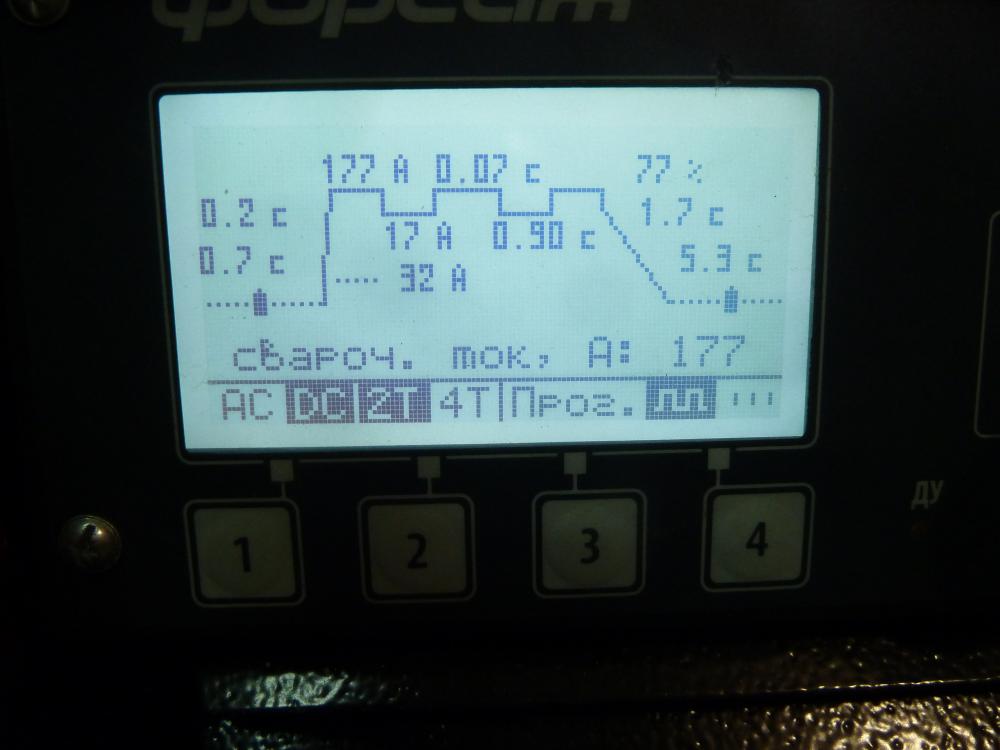
В общем вот такие вот швы получились. Смесь на корень 82/18; заполнение и катет 98/2, проволока 1мм, режим 26в/10+0,5м. Как и ожидал 26в в аккурат. А вот запчасти: У меня есть автокад, а чертежи в нём, хотя я бы не отказался от 3д модели и обозначением сварных швов на чертеже, окромя надписи "в соответствии с гост....". Разберемся @Hlorofos, @selco, @Schlosser, @Steelcar, Всех не прошедших мимо прошу прокомментировать
3 балла
-
Ну тогда ничего хорошего не будет , если сразу убрать горелку((3 балла
-
Видимо действительно проблема с газом. Как раз в субботу варил 321 2мм толщиной. И с пульсом и без, но с поддувом - все в норме. А тут или газ, или горелка, или рано убирается рука с горелкой. Ну и не равномерно шов до кучи.3 балла
-
Кромки плохо зачищены, НО прихватки то почему пережённые ??? Газа мало? Или горелку убираешь рано! Или газ плохой? Горелка травит? Что то тут не так!3 балла
-
@Kurt1,грат счищаю,но видимо не до конца,10 раз зачистным по торцу прохожу,время много на подготовку теряю,если еще больше проходить,то вообще ничего не успею и так по собственной инициативе заморачиваюсь поддувом и пр.,план не уменьшают.Варю на 70А в линейном,если вести быстрее,то возможен непровар (пробовал).По пульсу пока не получится,аппарат обещали новый,но не знаю когда купят,сапожок если только делать (времени нет пока).
3 балла
-
жаль не видно стыка до сварки. Два варианта 1. Гарт от реза 2. Топчешься на месте. Такую толщину варить только в импульсе с большим перепадом импульса, например 70А (1с) и 10А (1с) но это индивидуально. Если в линейном то сзади горелки хвост обязателен да и в любо случае не помешает, тем более прямые швы, быстрее процесс будет.3 балла
-
@Георгий 11, что это было? Варили изнутри, снаружи трубы обратный валик? Тогда вы его просто сожгли аки ведьму.3 балла
-
@Виталий78, не надо гадать, ответ на ваши вопросы дедушка Ом дал ещё в позапрошлом веке. Если лень считать вручную, есть онлайн калькуляторы. http://electe.blogspot.com/2012/11/blog-post_24.html 10 метров провода 26 квадратов имеют сопротивление примерно 0,01 ом . Соответственно при токе 160 ампер это 1,6 вольта падение. В работе это не заметно. Если надо больше, и Вы получите такое же падение на 15 метрах. Это общая длина, держак +масса.3 балла
-
Для себя я давно решил, что самое лучшее, для сенькиных реалий без газа, это - котёл + бак (аккумулятор тепла) + кирпичный выхлоп (ну и батарей в разных видах по вкусу). Причём котёл нужно затапливать поджигая топливо сзади, тогда в кирпичном выхлопе создаются условия для догорания дымовых газов (типа: горячая среда, избыток окислителя, запальное пламя и время на процесс) и исключаются условия для образования конденсата и зарастания выхлопа сажей. Вот только температуру уходящего дыма желательно обеспечить около 120 градусов (меньше ведёт к конденсату, а больше к уменьшению кпд), вопрос решается непринуждённо не нагибаясь - зольный ящик регулирует поддув (задвинув ящик ногой он меньше, а выдвинув он больше). Сделано несколько подобных решений людям и себе лично, дома дымоход не чистил ни разу с 2011 года. Правда в начале сезона сжигаю одну газету в последней прочистной дверце кирпичного дымохода - за зиму некоторое количество сажи нарастает на непрогретом кирпиче в начале растопки, и она от газеты выгорает.3 балла
-
3 балла
-
Ни разу не готовила котлеты в духовке, решила попробовать. И пюрешечка к ним
3 балла
-
@selco,че то слабо верится,что без ежей и нержа скорее всего 430-я,она цвет шва лучше дает,чем 304-я,при одинаковых режимах.У меня есть обечайки из 430-й,я без поддува,своим телом их варю,шов красивый.2 балла
-
Это вопрос в этот раздел: http://websvarka.ru/talk/forum/8-po-forumu-i-sajtu/ кстати там есть чего почитать для ознакомления с жизнью форума. Туда же, но уже отвечу вам здесь. Ботов и троллей тут почти не бывает, зато приходят иногда слишком самоуверенные товарищи, с завышенной самооценкой. Ограничения дают им возможность остыть, подумать, почитать ответы форумчан. Делать кому-то исключение я не вижу оснований.2 балла
-
@Шурпет,план на месяц,всегда разный,плюсом могут добавить,если оплачивают сразу,помимо этого еще с разных участков мелочеаку таскают.Обечайки хотели на меня повесить,но не получилось,много чего хотели на меня повесить,кромки да,сам чищу,потому что ни кто не будет этим заниматься,а по нечищенным варить невозможно,режут на лазере кислородом,представь какая там кромка.Комплектуху тоже сам собираю,в основном по кондукторам,несколько врезок только «на глаз» выставляю,мелочевку. @Шурпет,приходила рекламация по внутрянке,именно из за шва,поэтому и стал морочиться,хотя технолога нагрузил по деталям,которые выдают на сварку,пару дней шумиха была,суетились,потом все утихло и осталось как есть,гильотины нет у нас,по другому не подготовят,поэтому без вариантов.2 балла
-
@Дед мазай,Эти ОК тоже по сути типо УОНИ.2 балла
-
у нас года 2 как сняли 7 дней с доп отпуска Т+ наши будни-летние))) обвязка насоса)))
2 балла
-
Можете.Ss 130, 17.8, ф0,8 обратная полярность-аргон.Лучше с подогревом-дегазация ванны пройдет лучше.В зависимости от диаметра проволоки и защитного газа или открытой дугой,подкорректируйте напряжение в ручном режиме. @Александр ПАНЧ 11, Проволока 30%Fe и 70%Ni, как мне кажется, без введенения модификаторов ( церий) более капризна при сварке т.к будет образовываться отбел в наплавленном металле и как следствие - трудности с обработкой. панч 11 --- Присутствие модификаторов графита -это обязательное условие. Легирование РЗМ позволяет это сделать.2 балла
-
Есть вариант ПЩ засунуть в силиконовую трубку, как для TIG. Хотя бы метра 2 - 4, дальше можно и КГ пустить. Или через байонет или просто припаять. ПЩ кто то на форуме покупал у производителя, когда шланг -пакет делал.2 балла
-
- совершенно согласен от всех болезней панацеи нет, в зависимости от требований применяются и различные материалы и виды сварки. Где то достаточно есабовских электродов, где то достаточно сплавов на основе меди -брхцрмгб, мнжкт, кмц, ломна, лок, мнжмц, МРзКМцТ 0,3-0,3-0,1-0,3 0,3-0,3-1,0-0,3, где то достаточно панча (п/а или тиг). Проволока 30%Fe и 70%Ni, как мне кажется, без введенения модификаторов ( церий) более капризна при сварке т.к будет образовываться отбел в наплавленном металле и как следствие - трудности с обработкой. панч 11 при своих минусах (различие прочности наплавляемого и свариваемого металлов) более универсален при сварке обычных деталей а не специальных и высокопрочных чугунов.2 балла
-
@copich, большое спасибо, первая статья самое то,что нужно.2 балла
-
Не каждому дано...
2 балла