Лидеры




Популярный контент
Показан контент с высокой репутацией 10.01.2019 во всех областях
-
Доброго времени,конечно же я использую фрезы,я даже сфотографировал в подтверждение свой рабочий стол с фрезами,но диски у меня почти каждый день,как основное,поэтому перед сваркой чтобы очистить от краски и грунта и не испортить и не сточить нужный метал и сохранить геометрию,использую в начале щетку.
 17 баллов
17 баллов -
@Schlosser, все мы, время от времени-в той, или иной мере-фигнёй страдаем. Иногда эта самая фигня очень плотно заполняет время... Обычно-ничего величавого, приходится разгребать чужие заморочки. В этом году мелкие заморочки посыпались, не дожидаясь окончания праздничного коматоза. Это как надо было "приварить" шарниры на гаражных воротах, чтобы отвалились все четыре сразу???!!! Ничего, все четыре приделал обратно. Электроды-"шарнирно-рымные" УОНИ. Выпускной коллектор с ДВС Детройт-Дизель.. Сварка-на горячую. Пожилой американский чугун с подогревом до 600 град. отлично варился ПАНЧем в аргоне. Такая лафа бывает далеко не всегда. Чаще приходится ГПНить. Крылышко с Мерседесика заштопал. На лобовине с какого-то GM-восстановил приливы под крепёж. Срубил старые лохмотья, наварил, ободрал, просверлил отверстия и снабдил их необходимой резьбой. Экскаватор Камацу ушёл под откос. Уткнулся мордой в мёрзлый грунт. Лопнула чугунная "маска". Пробовал варить ПАНЧем и БрКМц как РАДС, так и П/А. Не прокатило. Впервые с таким сталкиваюсь. Брызги, поры, копоть, короче-фигня, а не сварка. Победил покрытыми электродами ESAB NiCl. Варил в х-образную разделку на холодную. Получилось несколько неряшливо, но зачистка подправила дело. А вот и сам экскаватор. При падении техники экскаваторщик пытался уцепиться за что-то ковшом. Не помогло, но ослабило скорость падения. Облицовку это не спасло, но экскаватор сильно не пострадал. Исключая стрелу, которая треснула. Приехал на место. Вот он, красавЕц... Первым делом-осмотрел накладки, которые приваривал лет 8 назад прямо на объекте. Электроды-УОНИ пр-ва г. Омск, ф 4 мм. Накладки-из стали марки ХЗ. Накладки выдержали, стрела лопнула возле "локтя". Механоиды разделку не доделали по причине издыхания болгарки. Оно и к лучшему, сам разделал, сам и заварил. Разделка и корень (ОК-53.70, ф 3,2 мм). Зачистил корень, залил ОК-74.70,ф 4 мм, зачистил.
16 баллов
-
Я валяюсь....хранили воду, но пахнет ГСМ. У меня бак, который 3!! года открытый стоял на улице, бахнул!! Бак с катера, промытый водой, под напором стоял 3! часа превратился в развертку бака. Хозяин сииильно был удивлен, гарантия, говорит, поджигай.
14 баллов
-
Запускаем рессивер в коцмас и страдаем прочей фигнёй.Канистру и рессивер варил с поддувом коргон18,но всё- равно очко играло.
13 баллов
-
Антон , как то вот по этой осени , холод , дождь , привозят бак АЛ от самосвала на такси , водилы и их двое пробили-прорезали дырищу его арматуриной или еще чем в карьере . В общем вся соляра вытекла , они сами с Братской Белоруссии на подработках да и живут в своем самосвале (кабина позволяет да и деньги не надо платить ) , так вот задрогшие , бородатые машина имеет один бак и наняли такси и ко мне 100км из Киржача (не знаю где мой тел. раздобыли) , ну и ради бога помоги а в баке соляры литра два три плещется . И конечно в мыслях но и выручить надо, помрут на холоде да в дали от Родины (такси стоит деньги бегут) , закачал я в него СО2 сколь влезло да и при сварке качал . Мысли худые прочь , водил выгнал из гаража , заварил и пока варил они сгоняли на такси в Пятерочку , пива притащили , какой то рыбы ну и вместе мы обмыли это дело . Уехали и потом дня два СМС присылали и благодарили. P.S. ну а лучше конечно так не делать и просто пожалел людей продрогших , да и денег и это верно замечено , всех не заработаешь.11 баллов
-
Вот это тройка под 90, одни пластинки сваривались условно в лодочку, другие внешним углом. Резалось болгаркой поэтому местами присутствует зазор, где зазор, там не большой пережог, можно току чутка меньше сделать.
11 баллов
-
@Вад11,А я просто не берусь.Всех денег не заработать.Вообще раньше за все хватался- сейчас стал чаще болеть,а больницы мне не по карману.Приходится выбирать.9 баллов
-
@serga01net, Вот сегодня снял видео, правда в первом нажал стоп во время съемки, начал второе, неудобно, в общем финал снял на фото. Длинный шов варил в линейном режиме без пульса 75 А в отрыв, на пульсе идет прожег. Правда если два часа возится как американец то может что то дельное и получилось бы. Но в работе это надо чтобы технолог написал параметры, частоту , скважность, долго и бессмысленно. Это мое мнение, а вот что на это скажут Алексей Колыма и Weldermen? https://www.youtube.com/watch?v=gpoxLxP7ANM&t=1s https://www.youtube.com/watch?v=fy5Pd4Tnl-https://www.youtube.com/watch?v=gpoxLxP7ANM&t=1sc https://www.youtube.com/watch?v=fy5Pd4Tnl-c
8 баллов
-
@БекасЧе, Тиг, тут не разбежаться. Троешные железки. Па я такой цвет на внешнем угле еще не делал, у меня хорошо получается тавр, там газ задерживается, ПА надо колхозить, режимы чётко подбирать или в импульс переходить. Завтра еще попробую, тут 1,2мм присадок. может 1,6 лучше себя покажет, но это не точно, сначала больше хотел поэкспериментировать, потом ко мне пришли, помог, потом обед уже и голова чет болела, домой уехал на попутке. Это еще не очень, можно режим и скорость подстроить, тут условно две железки отрезал сварил без ,скажем так, первичного привыкания к сварке. Хорошо бы в начале рабочего процесса тигом поработать минут 10-15 "в холостую", для красоты, чтобы глаза и руки привыкли. ИМХО конечно, по себе сужу.8 баллов
-
ВСе верно, теперь можно варить развертку не опасаясь!))7 баллов
-
Доброго времени суток. Доделал ворота. Повесить не успел краска не досохла. Уехал в поисках работы Екатеринбург.7 баллов
-
Делал я раньше портсигары с нержи, и розы делал, роза примерно час делов, портсигары пару дней. Продано роз 2, 3 подарено знакомым портсигары 6 шт, 5 продано за символическую плату знакомым, один оставил себе.
6 баллов
-
... лучше перебздеть , чем не добздеть . , так , на всякий случай, край трещины-разделку делал чуть больше , кромку заплавлял с легким усилением и сразу проковывал ( как чугунину ) . Конец трещины как положено засверливал чуть большем диаметром и заплавлял как электрозаклепку с выходом на шов . П.С. считайте что это просто моя заморочка , но не подводило . @AMBIVERT42, С днем варенья !5 баллов
-
@Schlosser, А кто сказал, что я смеюсь? Тут не до шуток. Я ВСЕ баки проверяю горелкой или дикая цена и задувка СО2. И то принимаю меры предосторожности. У нас в городе за последнее время несколько человек погибло в схожих ситуациях. Не за себя волнуюсь, за близких, за самых близких.5 баллов
-
5 баллов
-
@VIG, ММА варить сложнее всего.5 баллов
-
Наоборот, РДС самое трудное.5 баллов
-
а я и не говорю, что шов будет. Я про работу аппарата и понимание, что работает или нет. Для проверки после ремонта или перед ремонтом мне достаточно подключить аппарат и без газа проверить. Если каждый раз газ подключать, то надо повышать стоимость ремонта. Многим клиентам показывал, когда отдавал с ремонта. Не верили, подключал газ, показываю на тех же параметрах. Разница только в наличии или отсутствии пор. И дыма больше без газа. По звуку дуги, я привык диагностировать. Но если есть сомнения, это встречается на не качественном аппарате, то там и с газом не могу настроить и без газа ... Когда дуга жесткая и стреляющая. Газ подключаю только для само успокоения. Что действительно все хорошо и правильно работает. Я к тому, что проверить адекватность регулировки напряжения, скорости подачи проволоки и работу инвертора или выпрямителя, достаточно поискрить и без газа. Если аппарат с рождения дефектный, с жесткой дугой, то газ не скроет проблему и не проявит. да, некоторые не видят или специально не хотят видеть. Проведя время с болгаркой и тратя на диски, он потом оправдывает свою стоимость работ. Хотя можно быстрее и качественнее сделать. Но он стоит на своем. Бывает такое и часто. если аппарат реально рабочий, т.е. его братья, ну по названию (модель). То достаточно приехать и посмотреть как подается проволока, в каком состоянии ролики, замерить напряжение тестером и как оно регулируется. Ну и клапан проверить, как работает и работает ли. Я обычно дуну в шлаг и нажимаю на кнопку. В общем, дуга не панацея. Бывает дефект, что через 5-10 минут проявляется и появляется разбрызгивание или т.п. Но это секундной проверкой все равно не проверить. В любом случае, не перестраховаться на все 100. Так или иначе есть шанс нарваться. Хотя вот, перед новым годом, попросили проверить аппарат, сварог 500. Так он на панели тупо режимы не переключал. Тут и до сварки дело не дошло . Позвонил в сервис, официалы. Так они толком не могли сказать, что проверить и как. Вот так официальный сервис, сварога.5 баллов
-
@MinersМолодец, нечего добавить. Еще в начале 90х ездили в ваши края резину наваривать и как то заехал врезать люк в 41м москвиче, был поражен аккуратностью и тщательным подходом к работе, это у вас там в крови. Больше нужно твоих постов с фотками в качестве примера и пособия по организации труда. Попутный вопрос - как на ютубе не блокируют из-за авторских прав музыку?5 баллов
-
Сильно знакомо. Когда я с 500-кой тренировался, то дошел до главного в Питерском свароге. Он был так удивлен, что настройка в попугаях, которые еще с ветки на ветку летают.... шумел на своих подчиненных... Но потом быстренько затих. это сварог.... Для профи - да, возможно достаточно. НО, тут тема вроде как для новичков... Сорри.4 балла
-
@Вад11,Рессивер воздушный,на стенках остатки масла,дымились при сварке Канистра промытая( в ней воду хранили видимо) но все равно чуть с запашком .Задувка чисто для страховки,но все равно стрёмно,я таким ну очень редко занимаюсь.Бензобаки например и колеса принципиально не варю .Оно б короче и так практически точно не жахнуло,но я форум почитал и на всякий,на случай решил задуть)4 балла
-
https://www.youtube.com/watch?v=HDGywObSirA4 балла
-
Вы уверены в правильности написания давления? Это примерное 2 Атм- кг/см2 и выдержит даже резиновый шланг для поливки огорода. Среднее давление гидросистем 17 Мпа.4 балла
-
Похоже что это Авитовский развод на деньги... Аппарат сына, но телефон не даст, подавал муж, но телефон тоже не даст... Нормальные люди технически сложный товар так не продают...4 балла
-
@Учусь,купите 4047 да и все,он нужен регулярно,поддоны из него есть,может еще чего,да и когда варится плохо,поры лезут,тоже помогает.4 балла
-
Полностью согласен , всегда надо думать о себе , потому как кроме своей семьи ты не кому не нужен ... Мой случай сварки топливного бака, кинул шланг с Со2 , кислота шла , но потом закончилась . А я не проверил , посмотрел по времени давно должен заполнится с избытком. Сварка - взрыв , бак выдержал , только круглым стал , внутри все перегородки поотрывало . Трещину которую я заваривал разорвало и оттуда как плазма пламя вырывалось . В итоге разбитые колени , легкая контузия и на руках лохмотья перчаток и кожи . Доолго заживало. Хозяин бака сначала , слава богу что так обошлось , в рубашке родился, а потом плавно начал объяснять что за бак мне надо расчитатся. Его тоже можно понять , но с тех пор я в первую очередь думаю только о себе. Приступил к работе, несешь какую -то ответственность , так что до этого надо исключить все риски . Удачи всем и разумного подхода к работе.3 балла
-
@selco,Валерий,случаи конечно разные бывают,согласен,однако я циник и пессимист.Понял одно- большинство людей,с кем я общался,в случае чего на мои похороны не придут и матери пятерку на гроб не подкинут,случись что плохое и смерть тут не самое страшное кстати.На производстве вообще напишут,что сам полез и семья останется без компенсации.Примеры видел.Ну не будем о плохом) Погода отличная ,около ноля ,но вот сапожник без сапог- свои санки сломались только что и в том-же месте.ХВЗ такое ХВЗ.Надо сварщика знакомого искать)
3 балла
-
@serga01net,Да, УОНИ, но пульс позиционируют как облегчение при проходе корневого шва, вообще если варить корень ЛБ, то пульс и так не нужен, если опыта в сварке нет то и пульс не сделает за сварщика того что приходит только с опытом работы. Вот выкладывал уже без всяких пульсов, правда в нижнем положении. УОНИ СЗСМ.
3 балла
-
Не надо такого допускать!! Ты должен быть уверен в своей (и не только) безопасности. Я это дело бросил, только пропарка и проверка горелкой резака. Не тот это риск.3 балла
-
@Шурпет,Саша, дружище извини, вчера не смог выложить. Нашёл замену механизму регулировки.
3 балла
-
Сейчас уже спросить не у кого.... вполне возможно, многолетняя привычка с тех времен, когда работал на источниках без в/ч поджига. Еще часто пользовался медяхой.3 балла
-
@Kondor416,Изменяется.Выше тов.Моргмаил уже показал.Смысл- избежать вольфрамовых включений в шве,продлить жизнь электроду.Кроме того в некоторых условиях не допускается применение ВЧ поджига.Ну и как по мне в бюджетных источниках маркетинговый ход- типо наш сварочник и ТИГом варит.Для не шарящего человека звучит заманчиво .3 балла
-
Я не помню, есть это в данном ролике или нет, но на боле-менее приличных аппаратах переключается ещё и ВАХ -3 балла
-
Нормальные - не продают. Бывает, что продают ненормальные . Конечно, с такими лучше дел не иметь, никаких. Но если очень хочется, можно и посмотреть аппарат. Желательно, вдвоём. На всякий случай, дабы свидетель факта покупки и передачи денег был, если уж с аппаратом всё в порядке окажется.3 балла
-
@tager03,Доброго дня,откройте нормативный документ ПБ 03-585-03 "Правила устройства и безопасной эксплуатации технологических трубопроводов".Правда сейчас это документ отменен,в замен ему рекомендуют ГОСТ 32569-2013 "Трубопроводы технологические стальные".Там все требования прописаны.3 балла
-
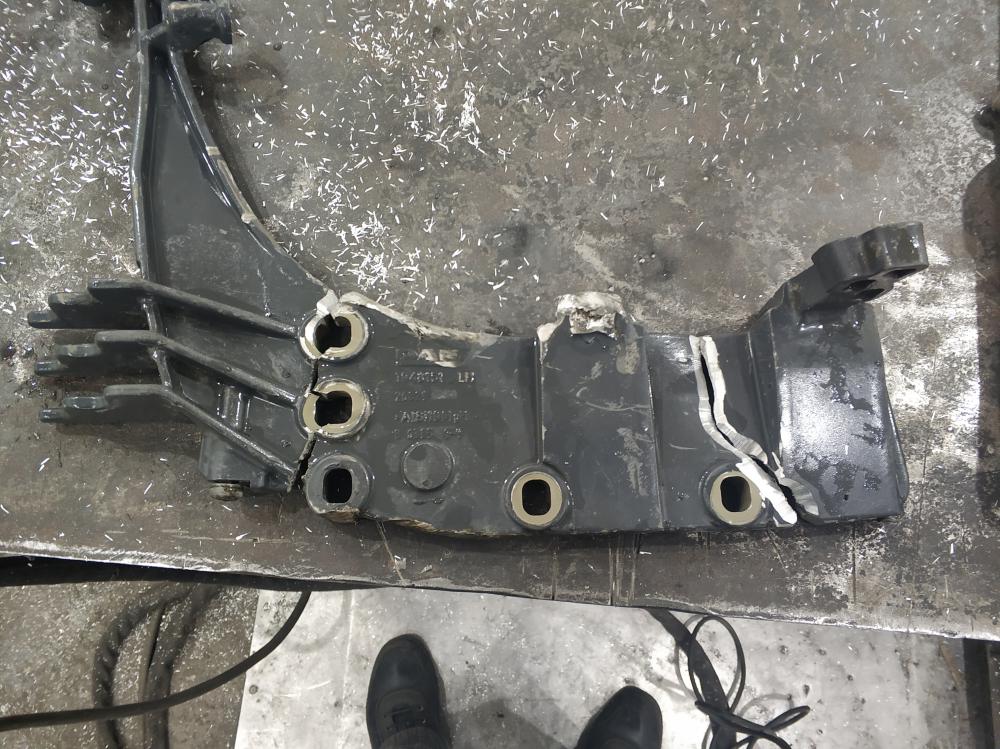
Вечер добрый.Лихо закрученный текст вышел. А можно немного проще, доступным языком пояснить? р.с. Неужели те,кто отказался от возни в позиционировании осколков в эти праздничные дни осознают ответственность в сварке именной этой детали?3 балла
-
@Учусь,многие даже не в курсе,что есть присадки всякие разные,а циферки для них-это номер телефона?Варят проводянками-отсюда проблемы с качеством шва,про зачистку промолчу,дай бог от грязи вытрут.Не берут еще потому,что нужно собирать-это ключевое,куда проще и надежней трещину на диске или поддоне заварить.То что вы взялись-это большой плюс вам,потому что понимаете последовательность действий и уверены в своей сварке,а конкуренты не понимают этого.3 балла
-
... работая в элитных домах на финише когда завозят всякую утварь частенько наблюдаю надписи = ручная работа из италии = , иногда ( на мой рабоче\крестьянский взгляд ) мягко сказать не впечатляет .3 балла
-
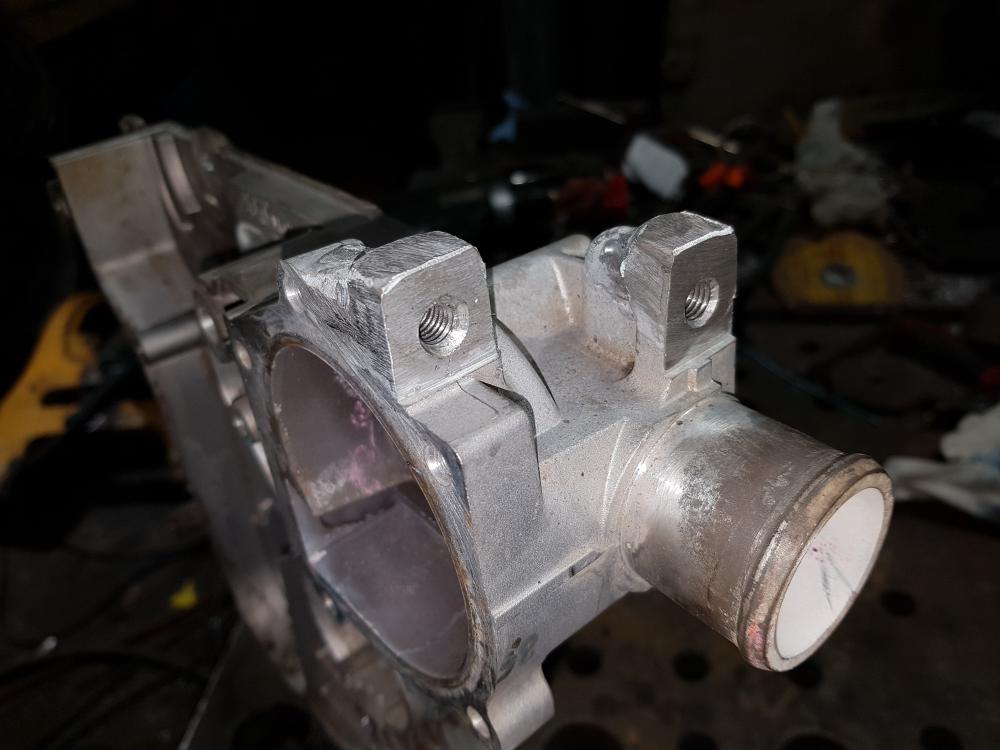
3 кусочка стали целым + ухо. Четыре с половиной часа времени. Сплав AlSi10MgMn, по хорошему надо сваривать 4047, но у меня 4043. Почему-то человека другие сварщики отфутболили, изумительно сваривается. На фотку отдельных кусочков на подготовку внимание не обращать, это самое начало.
3 балла
-
к сожалению может и не быть так все радужно. На бумаге и сервисы есть и красиво говорят. А как с проблемой сталкиваешься, то начинают гонять ... то к одним, то к другим. Или так делают, что лучше бы и не обращался и еще по срокам все максимально затянуто. 1. Чем ниже бюджет тем веселее игра становится (рулетка выбора счастья). 2. Задача вроде бы схожая и работают, выполняя однотипное. Но у одного может и 10 лет отпахать, а у другого и год не протянет. Отношение к оборудованию важный момент. 3. Одного вполне устраивает, пол дня ручку крутить, режим подбирать и искры разлетом в метров пять, другому все по фен шую должно быть. 4. Сборка Россия или сборка Китай, одной ценовой политики, то скажу, что в Китае скорее всего лучше соберут. У них цена меньше на выходе получается из-за объема. У нас же нет такого оборота, следовательно качество будет страдать. Если бы реальный русский был, то еще можно подумать. Но с поддержкой (технической) как и китайский, НИ ЧЕГО НЕТ. Вот и очередной попадос. Пока год, два, еще может и сделают, потом плата всборе и то не факт, что будет. Ну и цена в итоге не рубль и не два. Так что, единого решения нет в выборе. Можно нарваться всегда, если выбор из нижней бюджетной линейки. Достаточно призадуматься, "сколько стоит по отдельности, а теперь еще все собрать в единый корпус". Могу сказать из личного: что китайское, что "Русское", если бюджетное, то из деталей китайских. Следовательно обычно самое бюджетное. Оно сделано не стандартное и ущербное и делается разово, большой партией. Партия заканчивается, запускается уже следующее. Но к первому уже не подходит. Следовательно прикрутить к первому не возможно. И аналогов иногда даже не подобрать. Это и с моторами и с платами и ... Все что призвано упростить нашу жизнь по окончанию срока гарантии будет напрягать. Но если известные бренды и крупные гарантии пекутся за свое имя, то одноразовые имена созданы только на разовую продажу и не рассчитывают на повторную покупку того же покупателя. вот именно. Если качество лучше, то и цена выше. Чудеса китаяны еще не научились делать.3 балла
-
Апгрейд однако.
3 балла
-
Дельные электроды,тоже такими рамы и стрелы варю.2 балла
-
2 балла
-
@AMBIVERT42,2 балла
-
@и30л07ь89я,2 балла
-
Полностью поддерживаю, 90% сварных особо не заморачиваются составами сплавов. @Точмаш 23, я перед сваркой всегда интересуюсь где стоит и какая нагрузка. ВСЕГДА предупреждаю что сваренная деталь имеет меньшую прочность чем новая. НИКОГДА не занимаюсь сваркой деталей ходовой части, хотя раньше просили регулярно.2 балла
-
2 балла
-
Сын вчера несколько часов потратил на сию урну....попросили сделать. Посмотрел-что-то есть в этом изделии.От ресивера старого компрессора отрезан кусок,несколько штампованных элементов,немного времени и руки.Потом красится,отделывается.Стоимость материала в пределах 900 - 1000р.
2 балла
-
Ребята, с Днем Рождения! Здоровья побольше!2 балла
-
Спортсмены активизировались .Раму поправил.Техничку недавно приобретённую просматривал, на предмет восстановления.
2 балла












































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)