Лидеры




Популярный контент
Показан контент с высокой репутацией 31.10.2018 во всех областях
-
На выставку не получилось приехать. Не успевал всё. Съездил отдохнул, поправил здоровье , по квоте реабилитации, восстановления здоровья сварщиков.
 14 баллов
14 баллов -
добрый день всем форумчане ! вчера опять привозили туже рампу но уже были надломаны места пайки двух новых так называемых колодцев , хорошенько подготовил все , и паял в дс режиме но уже Бркмц проволокой
13 баллов
-
- Женщины - самые скрытные и подозрительные существа. - Это почему же? - Ну вот взять хотя бы их постоянное желание проживать под чужими фамилиями....6 баллов
-
Как правило, они уже надорваны, но не до конца, при нагреве их дорывает. Как пишет Дима, грей перед проверкой градусов до 300-400.6 баллов
-
Не уверен. За один проход, или за три, количество наплавленного металла не меняется (не должно меняться) то есть не меняя режим, вы не меняете скорость наваливания этого количества металла. Есть некая граница, например после 16 мм катета есть реальная возможность заузить шов делая его в один проход. Есть реальная возможность получить наплыв -- то есть угловой шов, металл в большой ванне будет отекать вниз, и горбик валика будет у вас не посередине, а внизу -- ближе к нижней детали. Тут же следует что этого металла будет не хватать возле зоны сплавления с верхней деталью. Вы получите вот такую картинку: Это однозначно брак. Называется это нарушением геометрии шва. То есть повторюсь -- не обязательно, а есть риск получить такую картинку, и с ростом катета этот риск растёт. Я понимаю что всем пофиг какая там геометрия... пока ничего не оторвалось по шву... но если чонить произойдёт, то начальство может свалить вину на вас. Теперь второе кошмарное в широких однопроходных швах -- кратер в конце шва -- думаю об этом и разговаривать не стоит. Ну и нормативы -- существуют чёткие ограничения на, емнип, площадь сечения одного прохода для диаметра проволоки, или может это как-то по другому описывается, я так с налёту не нашёл. Буду щас созывать сюда наших инженеров. @Георгий 11, @welderman, @ЛехаКолыма, помогите.
6 баллов
-
Как бороться? Грейте деталь,чтобы увеличить время существования ванны в жидком состоянии для того,чтобы произошла дегазация.Проблема в чем?6 баллов
-
Я тоже из секты! Правда у меня на одного синего приходится еще 5 красных.5 баллов
-
Не секта.Вы спросили аппарат по приемлемой цене и качеству, вам и ответили.Если "Гроверс" по этим параметрам многим подходит, почему не рассказать.Я также являюсь владельцем аппаратов данной марки, и доволен ими. Вы сможете определить, например конденсаторы от Epcos-a и силовые модули от Infinion, какая цена будет если собрать на них, или на менее качественных?5 баллов
-
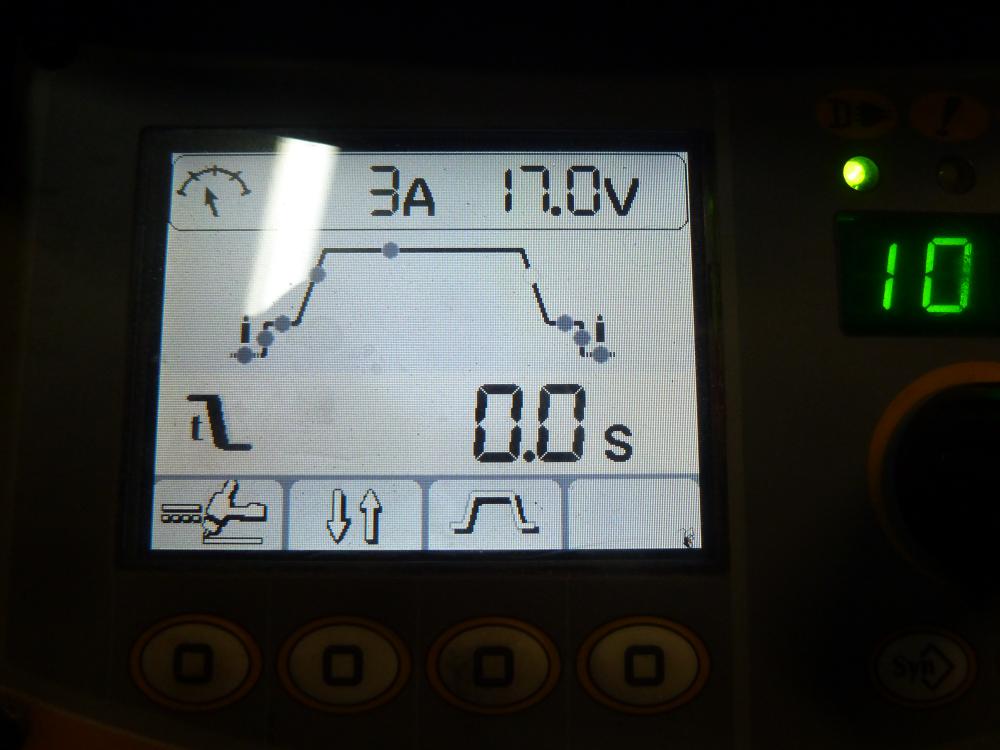
@Георгий 11, да это понятно и логично, но это 4Т. Сундук в 2Т, по мимо спада с мгновенным провалом, даёт быстрый, но плавный подъем, (если нажать кнопку снова) примерно 0.3 сек и все это гармонично сбалансированно и регулируется одной крутилкой. Мое, сугубо личное мнение, включить в 2Т: старт, подъем, конечный ток до 10А в секундах, и все можно легко настроить, под любую голову и руки. Кто вообще сказал, что 2Т нужно урезать по функционалу? Какой, простите .удак? И все, как под копирку лишают 2Т режим, его изюмин!5 баллов
-
Я так понимаю, что спад желательно должен начинаться с провала на 50 % основного тока, затем настраиваемый по времени пологий спад?5 баллов
-
@Абдулла,просто сначала прогревайте потом опрессовывайте , после нагрева видно все подводные камни или большую их часть . И только после этого пайка , кастолин вообще не любит повторных нагревов .5 баллов
-
А как на счёт на гаке прокатиться от первого лица. Места строго ограничены https://www.youtube.com/watch?v=9lkZK4-Rr8U&t=239s5 баллов
-
@Абдулла,когда паяете, паяйте 1 или 2 трубки соседних, которые будто-бы целые, и будет сюрпризов меньше.4 балла
-
Всё управление в цифре. Им по барабану, какую ВАХ формировать. Памяти больше понадобится, под программу полуавтомата, только и всего. Вопрос в целесообразности данного действа. Для использования на производстве это не нужно, а для кустаря - одиночки цена, в среднем по России и так не подъёмная. Тут впору про упрощённый вариант подумать, ампер на 300, без дисплея, чтобы он сотни в полторы, ну в 180 уместился.4 балла
-
@Глобул,катет конечно навалить можно за один проход максимально возможный,но будет перегрев и подрез в верхней точке шва.Обычная ошибка новичков,думают чего там дедок мучается,по несколько раз проходит,щас я дам стране угля),но получается только хуже.Был один такой,все за проваром гнался,току навалит на п/а,10-ку чуть не прожигает,сверху электродом потом зальет для близиру,но металл в околошовной зоне-труха.4 балла
-
@tehsvar, Лёха, я тебе футболочку сделал:
4 балла
-
катет 10. Обязательно три прохода: корень и два облицовочных. Только так. Срун занижает подачу и напряжение и насирает катет. За один проход. Провара нет само-собой. Я за три прохода заварю быстрее, с проваром и без перегрева. Нормальной дугой, без брызг и понтов. Правильно сварить и красиво присрать- это абсолютно разные вещи.( предполагается 1.2)4 балла
-
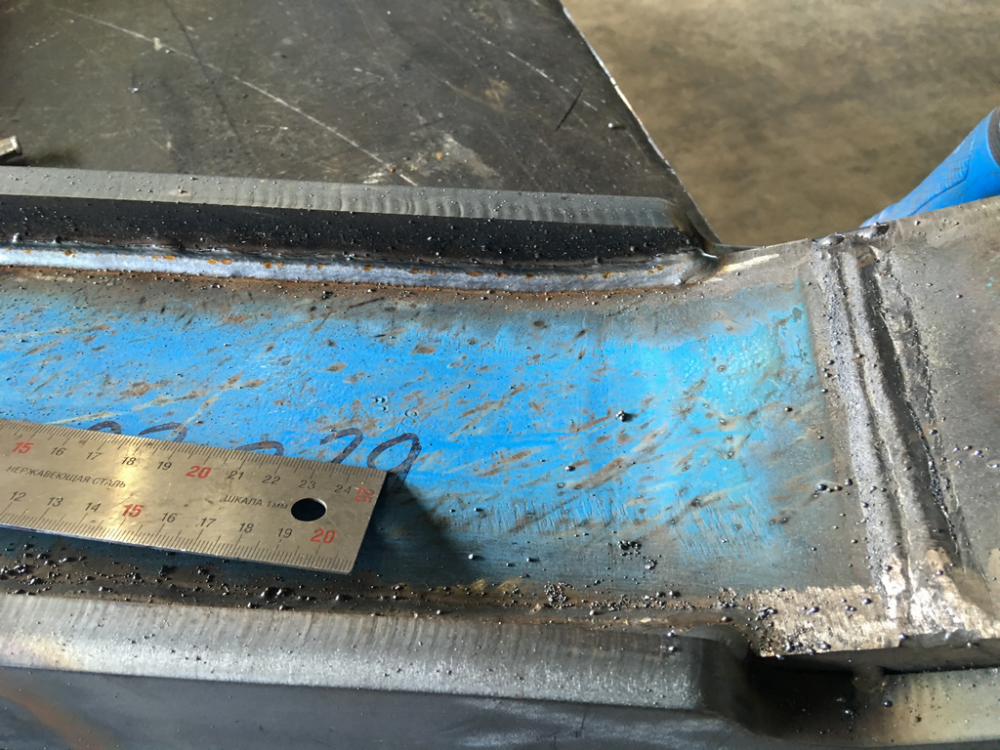
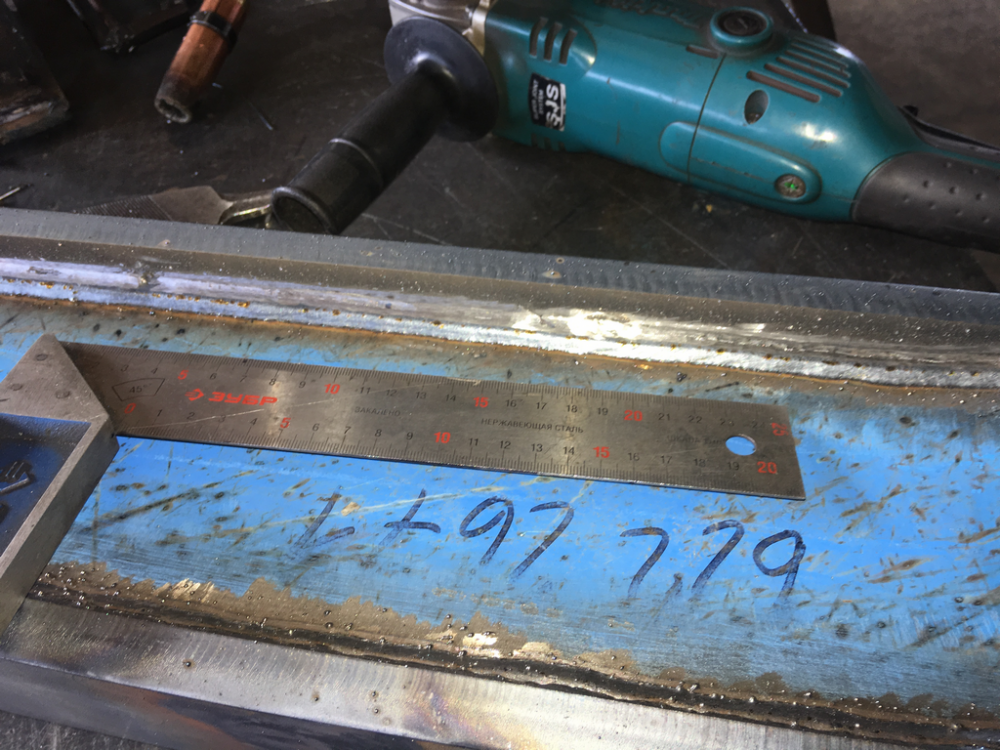
@Сусанин, да -- один горбатенький получился. @G_Kar, брызг от этого аппарата реально многовато -- такой уж он есть. Вот это сразу после второго прохода: http://websvarka.ru/talk/uploads/monthly_10_2018/post-14762-0-77849800-1540870565.png Вот это то же самое место но подготовленное болгаркой под третий проход: http://websvarka.ru/talk/uploads/monthly_10_2018/post-14762-0-61984300-1540870583.png4 балла
-
@Абдулла, примите за правило: крайние к надорванным трубки паяются всегда, не зависимо от того, что показала опрессовка перед пайкой. И в расчёт при обосновании цены их тоже сразу включайте. Если два надрыва по разным краям, то и дополнительных трубок, которые пока не текут, но находятся по краям надрыва, то же вдвое больше и они тоже учитываются при формировании цены. Как правило клиент понимает, если ему объяснить. Если не понимает и демонстрировать лень, то это не ваш клиент и пусть он идёт лесом.3 балла
-
@Серега_Z,он тоже красный хочет взять,будет в твоей цветовой секте).3 балла
-
Не, ну сразу их и не хто не забивает и на это столь времени убить можно вот на Меркле 260 с хвостиком ячеек . Обычно это происходит так , что то варили и поймали и бывает даже случайно "супер режим" ,,,, ага и это надо сохранить нажимаем память и забиваем в машину режим , то есть он сам запишется ну и усе готово . В следующий раз когда вызовите программу - аппарат воспроизведет все с большой точностью , да и если надо откорректировать записанное то и это можно сделать. Но без тетрадки все равно не обойтись и поясню в тетради № программы и короткое описание программы найти намного легче и быстрее , на аппарате будете искать пол дня 100 программ перелистывая , а если 260 то здесь совсем засада.3 балла
-
@SergDemin, тем более, ждать чудес от Фубага! Если не ошибаюсь, все самое унылое гавно, собрал этот Бренд. А в уши надувают, что немцы!!!! Ну-ну!!!3 балла
-
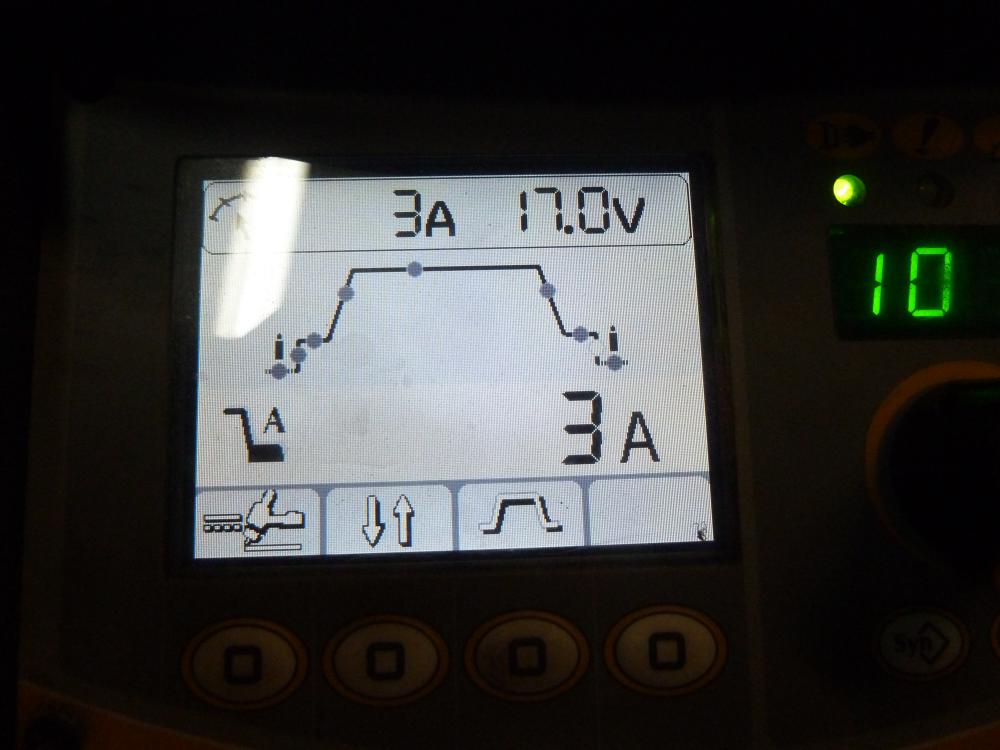
@Vanguard, больше скажу, практически всё регулируется и отображается на циклограмме, ну и голову разобью, будет на циклограмме ВСЁ!!!!! Ещё приятный момент, на выставке общался с дядькой, пока «пульт» прошивали и проверяли. Спрашивает: - как тебе машина после двух лет эксплуатации? Отлично, сообщаю, правда изменили ее вдоль и поперёк, что по фишкам, что по кишкам. Он: - а представь, что будет с ней, ещё через 2!!!!!! Я в курсе многих хотелок, что предлагают к модернизации! В общем память машины необходимо расширять, все хотелки внедряют, но уже не вмещается!3 балла
-
Первая же строчка под аппаратом заставила иронично улыбнуться. «Красивые чешуйчатые швы обеспечены.» о, как!3 балла
-
Наткнулся на сайт в котором есть несколько инженерных калькуляторов для расчета на прочность/прогиб конструкций в том числе из металла (фермы, балки и т.д.). Первый сайт на котором калькуляторы довольно понятны. Сайт: https://prostobuild.ru/ Может кому пригодится.3 балла
-
-есть 12Х18Н10Т, дам самому здоровому студенту кувалду-пускай плющит, с 4до 3 мм уменьшает... а потом на магнитик её...3 балла
-
@Ivan56,если забрали доп.дни к отпуску,значит убрали вредность,выводы делать вам.3 балла
-
так тут подстава какая то..какое соглашение вы сами и подписали что лишили...я работаю 3 год теплосети..я сварщик, только от тэц мы бюджетники ..если есть вредность,платят молоко, по условиям труда по спец оценке то и отдыхать должны с доп.отпуском..но это по сварщикам знаю...не какого закона не было...у нас даже слесаря в ктц в цеху по вредности в отпуска ходят... Уменьшение продолжительности дополнительного отпуска за работу во вредных условиях возможно только по результатам специальной оценки условий труда. По своей воле он уменьшить продолжительность отпуска не имеет права. Подробнее на Правовед.ru: https://pravoved.ru/question/935124/3 балла
-
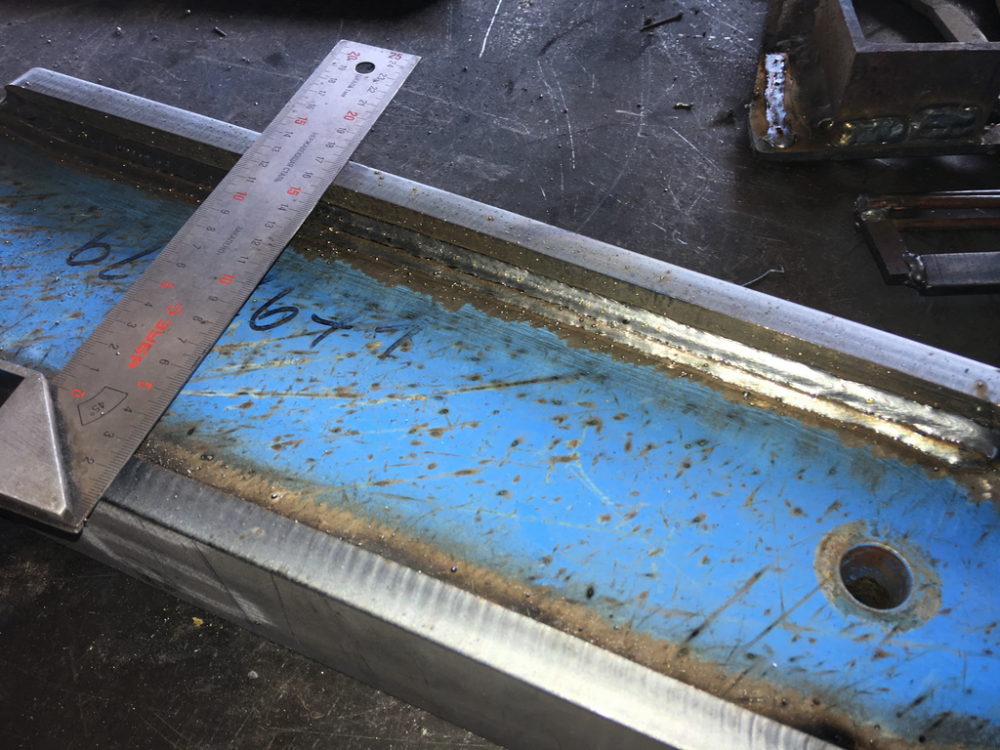
Вот я выкладывал в сварочных швах три прохода простым п/а: http://websvarka.ru/talk/topic/4810-svarochnye-shvy/?p=353937 Там наименьшей толщины металл 16 мм. То есть и катет шва должен быть такой же. Теперь в чём фишка. Я кладу нитку с катетом миллиметров 8 -- узенький шов на большом токе и с большой скоростью (он потому то и кривой получается у меня). Таким образом я получаю и зону термического влияния небольшую -- именно соответствующую тоненькому шву. И напряжения которые создаёт этот шов невелики. Затем по зоне термического влияния, то есть прямо по зоне сплавления первого прохода с основным металлом я протягиваю ещё одну такую же нитку. При этом первый проход переплавляется чуть не наполовину, следовательно напряжения созданные первым проходом у нас практически исчезают. Зона термического воздействия остаётся такая же небольшая, просто сдвигается на один проход. Затем повторяем эту процедуру с другой стороны первого прохода и там все процессы повторяются -- металл напряжённый при остывании первого прохода вытягивается при воздействии сварочной дуги, напряжения пропадают, и возникают вновь при остывании крайнего шва. Но это напряжения приложенные ниткой с катетом 8 мм, а не целиком наваленным 16 мм. То же и с зоной термического влияния -- околошовная зона там соответствует тоненькому шву, а не колбасе которую наваливали там сразу постепенно двигаясь вперёд, и прогревая сантиметры в сторону. Если что непонятно -- переспросите. Укажите пожалуйста, на всякий случай марку стали и проволоки. Мало ли что -- может и там у вас не очень правильно. Да -- примерно так.Кислота или смесь?3 балла
-
Ну получается не шире, а трёхпроходной. Helvi Silvermig 499, никаких пульсов в нём нет -- кондовый п/а, правда с синергетикой. Регулятора индуктивности нет. Aristorod 69; 1.2 mm; 29 вольт; 226-270 A; смесь.
3 балла
-
Валера, ну тебе то в чудеса верить уже по статусу не положено . Что Гроверс, что Фубаг - это всего лишь бренды. Делает один завод. Получается, или правообладатели бренда "Гроверс" очень жадные или владельцы "Фубага" благотворительностью занимаются. За столько лет первое уже стало бы очевидным. Никто бы Гроверс за эту цену не брал. Рынок насыщен и достаточно сбалансирован. Ты цены глянь, вроде одни и те же ,по параметрам, конденсаторы. А разница в цене 30- 50%. То же и силовых полупроводников касается. С чего вдруг? Ты как думаешь, в Селко подешевле или подороже стоят? С таким же успехом можно рассуждать о цене на какой нибудь хороший автомобиль и его китайский клон. На вид, ну очень похожи. Но с автомобилями вроде все всё понимают. А с электроникой как то не очень.2 балла
-
@krech, чет совсем худой. пьеш пиво-ешь мясо! сварщик должен быть солидным,толстым упитанным и ленивым2 балла
-
Сергей , как как это так.???? Вот на Селко поставь плюс пилу а минус синусоиду и он выдаст максимум если ручка выкручена на это то есть 220А . Да синусоида помягче , пила меньше тепловложения в ед. времени , но амплитуда у них в 220А если таковы выставлены и заявлены заводом, так должно и быть и не каких средних у Селко. Средний ток может быть только в импульсе и микс токе . Так должно и у Гроверс да и остальных,, и усе остальное означает изначальный обман покупателя прямо с завода.2 балла
-
@SergDemin,я не представляю как на 10Гц варить?Мне Виктор телвин присылал,на нем от 10Гц переменка,как в этом режиме варить я так и не понял.2 балла
-
Ага, почётный Бывают академики, а бывают почётные академики. Что то типа того. . Фубаг я даже не видел. Вы спросили - в чём может быть разница, я ответил. По своему разумению, исходя из своего опыта. Если мой ответ не логичен, и Вас не убедил, покупайте Фубаг. В чём проблема? Понравится - может народ за Вами потянется. Свою секту откроете . Это надо переписать бренды всех комплектующих, ну хотя бы основных. Потом цены на них сравнить. Рынок сбалансированный, цены адекватны качеству.2 балла
-
@ГОРЫЧ,возьмите фубаг,заодно внутрянку посмотрим и сравним.2 балла
-
Да никак не легче. Китайцы этим заниматься желанием не горят. Исходник программы они вряд ли дадут. Алексею с этим разбираться просто не когда. Это реально не так просто сделать, как кажется. Тому, кто программу писал, не знаю, какие то параметры поменять может и часа хватит, если фрагменты программы переписывать - может день, может неделя, даже не представляю сколько. А Алексею - в разы больше времени понадобится. А он же не доработчик конкретного Гроверса, он начальник сервиса. И головных болей, окромя 315 , у него выше головы. Так что, особо не обольщайтесь. В сундуке это не от большого ума сделали. Делали, как можно проще. Спад, нарастание формируется RC цепочкой. Очень удобно получилось случайно. А аппарате с цифровым управлением линейный спад задать гораздо проще. Об этом даже никто не подумал, что экспонента будет удобнее линейного. Спад есть? Регулируемый? Какие ещё вопросы?2 балла
-
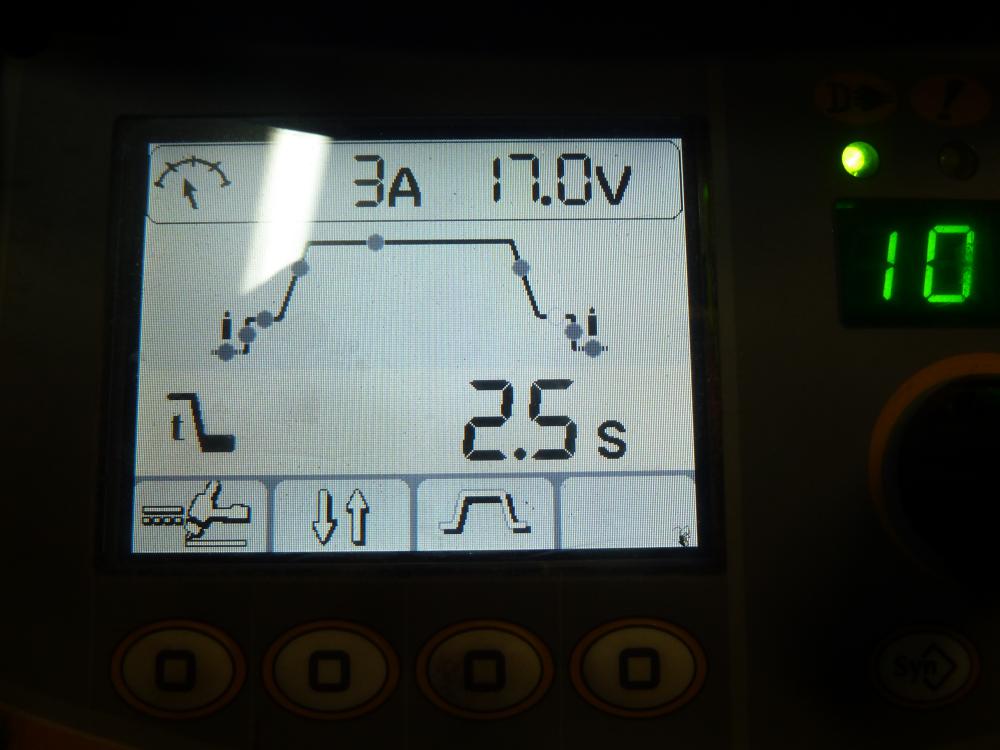
@Серега_Z, педаль в зубы, я тыщу раз уже об этом думал! @nik633, попробуй время спада уменьшать, по идее 2-1 сек, должно комфортно спадать, останется только дольше время тока заварки кратера задать, как-то.2 балла
-
@selco, мой друг, в свежей прошивке Меркле 999 ячеек, это так, к сведению. Только пользоваться ими, смысла нет для меня. Работы ремонтные, каждый раз репетирую процесс под конкретную задачу. Легче, проще. А вот к ТИГу ac/dc податчик, да исполнить как mig, хотя бы начального уровня, это конечно мысль. Но тут уже ВАХ и хрен знает, возможно ли? Хотя братья-украинцы, с ssva mma, состряпали успешный п/а, почему нам не подумать?2 балла
-
@ГОРЫЧ,можно один и тот же аппарат собрать из комплектующих разных производителей. Цена будет существенно разной. Производителю, который не под своим брендом товар выставляет, это абсолютно без разницы. Что правообладатель бренда закажет, то и сделают. Тем более, им для этого ничего в конструкции и технологии менять не надо. Чудес не бывает.2 балла
-
Виктор , ну да так оно и есть. Вот на Селко можно спад по времени в ноль поставить и тогда сразу упадет на ток заварки кратера коей можно любым поставить и время от 0 до 99.9сек , в общем есть где разогнаться . Ну и подъем до рабочего тоже можно от 0 до 99.9сек , то есть если клацать то будет мгновенный спад и подъем или настроить спад мгновенный подъем относительно плавный.
2 балла
-
@Anton VL, мне спад нужен только для неожиданных нюансов всплывающих во время ремонтных работ. А ток всегда заведомо выше, спадом клацаю и скорость ещё возрастает ну и провар соответственно. Тот же плавный импульс, только без заморочек и всегда контролируемый.2 балла
-
Продолжение дискуссии в http://websvarka.ru/talk/topic/11668-kontrol-svarochnoj-dugi-u-raznyj-proizvoditel/2 балла
-
@Anton VL, все это ерунда! Канает или полноценная педаль или адекватный спад.2 балла
-
@Котя,особенно на или в емкости,или на выезде,очень удобно.2 балла
-
Алексей это @tehsvar, начальник сервиса Техносварки (Гроверс). Последняя инстанция, если какие проблемы с электроникой.2 балла
-
@Абдулла, причины как минимум две - нагрев и деформация металла (пайка тоже создает напряжения), ну и не факт, что этих течей небыло. При опрессовке у вас воздух выходит там - где ему проще, вполне вероятно, что если бы дали большее давление, то и соседние сразу показало.2 балла
-
-очень жаль,так как теория без практики мертва, а практика без теории-слепа... Стандартный вариант-общение по телефону-Вы обучаете сварке? -Да , что Вас интересует? -Всё!!! -базовый курс"Электрогазосварщик"-12000 -а трубы я смогу варить? -Возможно, смотря где... -На ГАЗАПРОВОДЕ/НЕФТЕПРОВОДЕ/ВОДОПРОВОДЕ!!! -в пределах курса-маловероятно, так как учебной практики для данной дисциплины выделено небольшое количество часов, но возможны индивидуальные занятия ..за отдельные деньги..- И за почем?.. -А чё так дорого, вы ОБЯЗАНЫ меня за 12000 научить всему!! Поэтому в группе я не люблю работать-ожидания завышены-а реализация хромает....я предпочитаю вести и теорию и практику нераздельно и индивидуально, тогда результат более выразителен...2 балла
-
- А теперь немного беспардонной рекламы-- у меня ближе. И дешевле.Но выбор всегда за Вами это неверное представление... -Киров тоже очень даже ничего посмотрите здесь-https://vk.com/club102795519 Общага есть... и магазин рядом, и до техникума 30 минут пешим ходом... на транспорте быстрее, ежели в пробку не воткнётесь....2 балла
-
Так как я являюсь владельцем данного аппарата и чинит его мне сосед регулярно, но в последний раз там что то сломалось и и без схемы он его починить не мог. Я связался с заводом, и они дали схему аппарата, думаю что такая проблема возникает у многих. BIS-0433-E3.pdfBPC-0412-E3.pdfBUV-0404-E3.pdfВДИ200P_30_00_000ЭЗ.pdf Может кому то поможет в ремонте. И спасибо производителю за предоставленную схему.2 балла