Лидеры




Популярный контент
Показан контент с высокой репутацией 06.02.2018 во всех областях
-
Снегу навалило и инет вчера слетел во всей деревне и только сейчас включили . Все прочитал что написали в мое отсутствие. Спорить не с кем не буду да и не нужно мне это. У меня все работает на 500ке и я им просто работаю . Да и кстати электрод WZ8-4мм поджиг в норме. https://www.youtube.com/watch?v=HlAw78Nfj3c P.S. Вы думаете на фирменных глюков нет , есть и аппарат от аппарата одной же фирмы может здорово отличаться и хотите без глюков ну тогды вам такой или такой и он десятилетиями выпускается а надежности его позавидует Мерседес http://www.el-mech.ru/products/svarka/svarka_2.html
 10 баллов
10 баллов -
Ура ура.Привезли сегодня призы от Есаб. Первое впечатление от маски как сидит на голове. Спедглас удобнее и немного легче.Варить не пробовал.
6 баллов
-
Получится и на тонком. Но только если схитрить: шов немного сошлифовать, выставить пульс-режим и без присадки пройти - шикарная мелкая чешуя обеспечена. Но это уже из серии когда коту делать не чего... Кстати, этот приём почерпнул после просмотра ролика на ютубе от уважаемого 6061.5 баллов
-
Мое личное ИМХО, в этой стране одиночкам не место. Что бы что то продвинуть надо в участники взять кого-то из думы или кабинета министров. Этих козлов еще и убедить надо, что им это финансово выгодно офигенно. Это я про власть...4 балла
-
4 балла
-
насчет правки валов не знаю. А вот коронки для бурения больших диаметров (с одной стороны крышка с резьбой, со второй стороны твердосплавы), имел дело. правят так же нагревом. После сварки идет долгая калибровка по диаметру. Биение на диаметре не более 0.8мм, а лучше и меньше. Длина пол метра и длиннее. Так вот, когда приваривается крышка, то в трех местах идет проверка по биению. И если выше предела, а обычно это так, то подогревают. Где греют и как ... это не мое. Но вот что интересное!!! Потом когда деталь полностью готовая лежит и ждет своего часа, то в течении одного дня она вся изгибается. Бывает в течении недели, а может и дольше. Т.е. пока лежит, то внутренние напряжения ее могут как в лучшую сторону выгнуть (уменьшатся биения) так и в худшую. Поэтому несчет термической деформации для правки, тема очень интересная но и не простая. Нужен огромный опыт, где греть, как греть и что потом делать, сразу остужать или плавно.4 балла
-
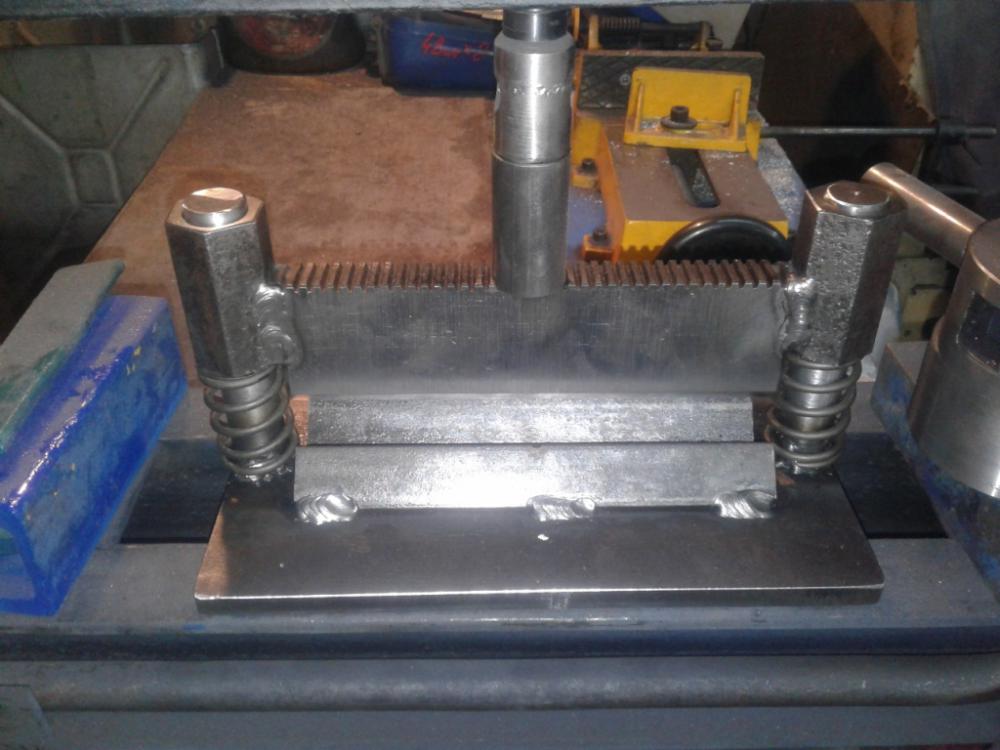
Иногда нужно гнуть вот такие кронштейны: Собираем подверстачный металлолом: Плита 10мм, два штыря, две втулки, две пружины от 08-й, и ригель от старого замка. Все это свариваем в кучу и гнем
4 балла
-
Сам лист 1,8мм, по рисунку 2,5. Это само собой, сегодня легче пошло, ток поменьше поставил. 80А Красота да и шов жирный. Но мне кажется первое из за второго, а второе из-за диаметра присадки. Ну и опыт естественно нулевой правда теперь уже не совсем, метров 5 имею Вообщем почти закончил, осталось обрамление по кругу сделать сего изделия. Сегодняшняя лепнина Вроде получше видно.
3 балла
-
https://youtu.be/0NOO4VBNmHM Снял сегодня видео, нарастание тока, и поджигать электрода после макания ,т.е грязнущего. Без опирания сопла. Не знаю, у меня даже масса на стол подключена проблем вроде нет, или просто мне попал нормальный аппарат?3 балла
-
И через месяц получаем изогнутый в произвольных направлениях вал, так как отпуск всего изделия после правки не производится. Но этого уже никто не увидит, так как деталь стоит внутри изделия а клиент это изделие эксплуатирует... Всё так должно и быть. Так как деталь лежит в напряженном состоянии. 40Х вообще расколоться может на части самопроизвольно от таких правок без отпуска через какое-то время. С этими валами будет тоже самое. Только этого никто не узнает.... Просто замена лопнувшего вала за счет клиента по окончании гарантийного срока, а то и во время, плюс постоянно разлетающиеся почему-то подшипники и шлицевые.... Ну гудеть погромче будет аль вибрировать... Я не совсем понимаю, как и откуда взялся этот вал, но у меня возникло несколько вопросов: Если логически разложить схему изготовления и процессы обработки, то в стартовом топике - что-то не так описано. 1) конец вала зажатый в патроне по цвету никак термообработку не проходил. 2) Если у вас биение вала 3,5мм перед операцией правки, то как вы ободрали вал "как чисто" перед правкой? Ведь если обратить внимание на цвет вала он однозначно был ободран после термообработки. 3) Учитывая то, что валы с припуском вышли из печи и для попадание в припуск нужно 0,3мм нужно его править... То вал должен быть цвета "закаленной детали" (от воды цвет - один, полимеры -другой, масло - вообще черный) 4) Если вал каленый, то почему он "белого цвета", вы ведь согласно п.2 и п.3 - с биением 3,5мм его никак на станке ободрать не могли??? 5) Характерные следы от резца на валу заставляют сомневаться. Складывается ощущение, что вал закалку не проходил вообще. Такие следы резец оставляет по сырому металлу. След от резца по каленке выглядит по другому. Вот пример обработанной закаленной детали(шайбы снизу приварные не каленые):
3 балла
-
http://s00.yaplakal.com/pics/pics_preview/0/3/8/11006830.jpg3 балла
-
Периодически возникает необходимость в термической правке вала после термообработки.На снимках вал 2200 / 50 мм ст 40Х.Термообработка таких валов,в данном случае - улучшение,производится в печах шахтного типа.Многое зависит от правильности завеса детали,охлаждения и т.д. В результате прогиб вала на 3,5 мм и притом не в одной плоскости.Производится термическая правка точечным нагревом.После правки биение 3 десятки,что вполне достаточно для дальнейшей токарной обработки.Для достижения большей точности нужно больше времени,что в данном случае не оправдано .За счет припуска удается уложится в допуски.Такую работу должен выполнять сварщик.
3 балла
-
https://youtu.be/8BwVF4fhaT03 балла
-
такая у нее судьба,если кому интересно..
3 балла
-
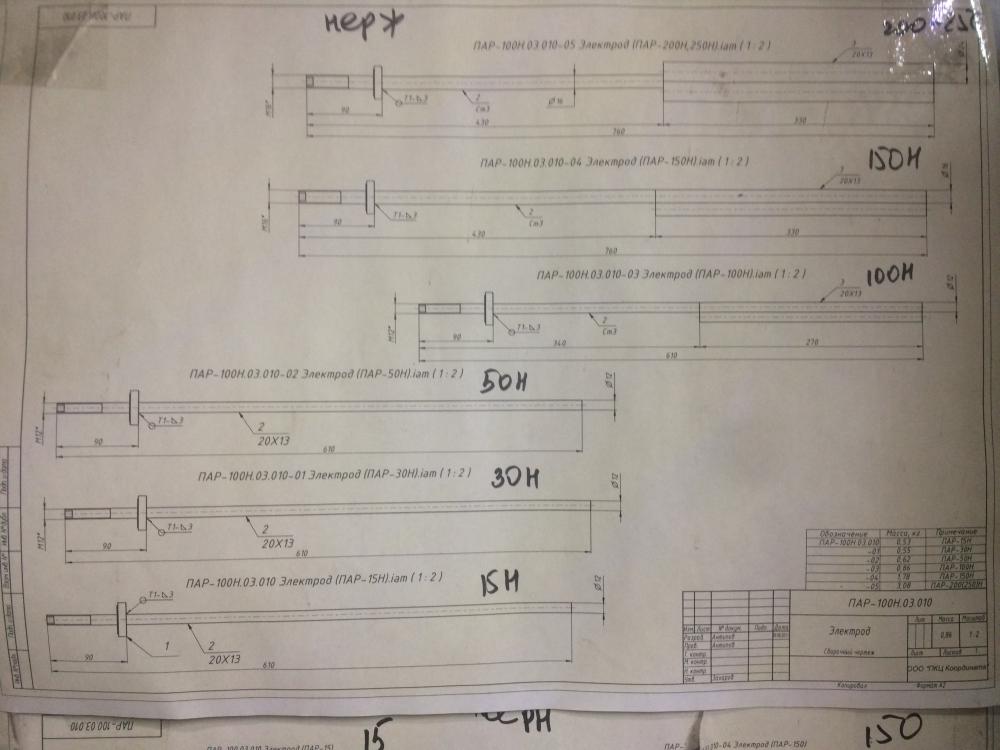
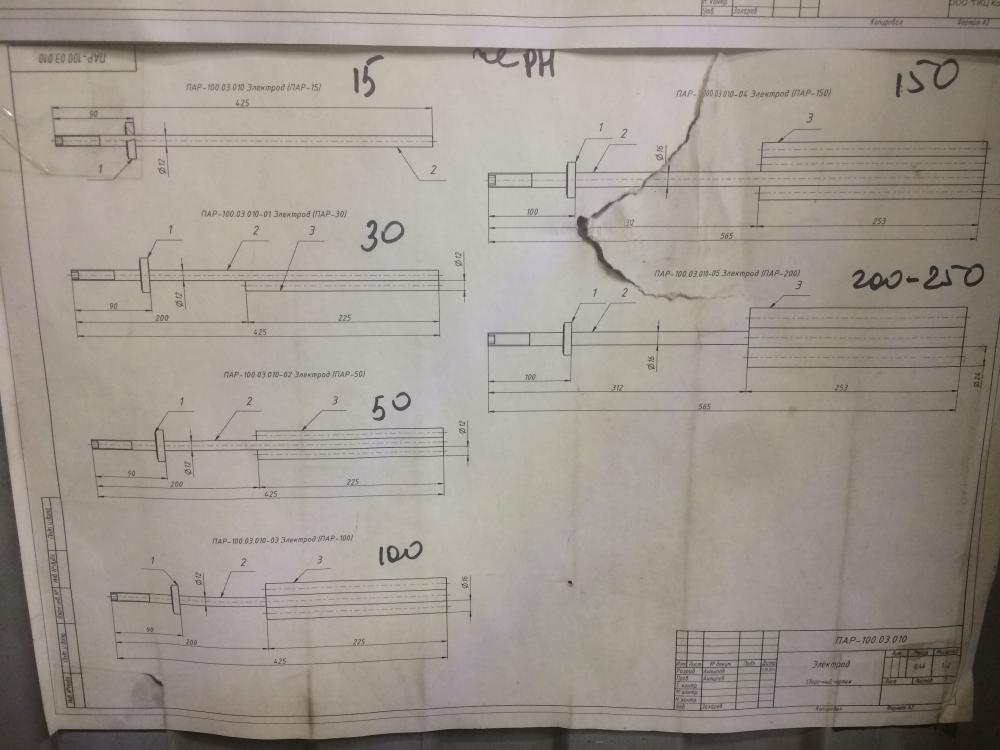
Предприятие очень хорошее, работаю с июля прошлого года,зовут меня Георгий.Производство паровых и водогрейных котлов,парогенераторов и упаковочного оборудования.Фото буду выкладывать поэтапно,потому как плановое производство и заготовок еще практически нет,логотип вставить на все фото не получится,поэтому заранее прошу прощения у организаторов и администрации форума. Электроды для парогенераторов,чертежи прилагаются,ну и небольшой образец для понимания как они выглядят вживую. Это мое рабочее место,так сказать «уголок безопасности»,кругом камеры,таким способом решил две проблемы:не мешаю сваркой другим и скрылся от камер. Аппарат,которым работаю тигом и мма. А это святая святых-шкапчик,в котором хранится расходка,маски ну и конечно чайник.
2 балла
-
Не могу обобщать.Но в целом общение стало трудное со всеми регионами...Вчера Москвичи отправили не те комплектующие,долго пытались меня отшить(хотели бросить трубку после слов :у нас 500 отгрузок в день)не приятно.Челябинск тоже подпортил настроение -деньги приняли,обещали отправить заказ неделю назад ,а отправили сегодня.И так каждый раз...Когда ты заказываешь и готов оплатить с тобой мило общаются.Но после оплаты будь готов попасть в другой мир...2 балла
-
@TZYus,раз стоял,значит нужен наверное.2 балла
-
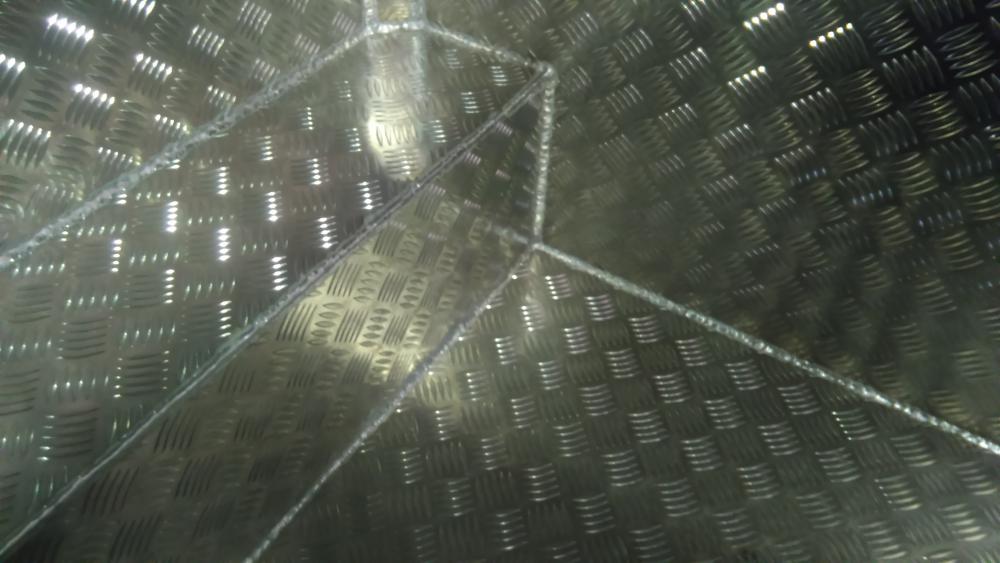
Тоже начал делать тележку из отходов нержи Еще крепления для баллона, тубусы для присадок надо сделать.
2 балла
-
Один из выходов в этой ситуации видится такой... дилерский сервис лечит косяки по указанию с завода. Быстро и все довольны.... Еще бы желание на эт было...2 балла
-
@Учусь,смотрите,вы покупаете 1 сорт,они вас разводят на ВЧ,но есть еще высший сорт,который я указал.Спросите у них про высший,он дороже конечно,но зато без проблем.2 балла
-
Это первая ошибка, алюм не нержа, не так все критично . Чешуя, как раз и формируется подачей присадка в ванну.2 балла
-
У меня время тоже слетело, НО аппарат как ни в чем не бывало РАБОТАЕТ! Я лично ДОВОЛЕН аппаратом! И это не реклама, это лично мое мнение!!!!2 балла
-
Игорян дай бог тебе здоровья !!!!!!!!!!!!!!!!!!!!2 балла
-
Нда...ПЕТИЦИЮ надо собирать на ГРПЗ!!!Хватит болтать что все хорошо. @Luza,Напишет тебе гарантийный отдел опять что все ок..Аппарат исправен-дабы статистику не гадить.А через месяц два жди еще позитифчик... Сплюнь три раза.2 балла
-
месяц за месяцем... новогодние каникулы все гуляют? Где 200 и остальные новости????2 балла
-
@Luza, " Жесть".2 балла
-
2 балла
-
Походу капут моему Форсажу пришел. Выключение вкл. ничего не дало, как вспомню их сервис так настроение на ноль падает. Ладно, унывать не буду, аппарат ещё на гарантии, думаю что слетела прошивка, и что то я с большой ностальгией свой "Удар" вспомнил.
2 балла
-
Угу. Напоминает историю АвтоВАЗ. Они тож 70 лет по одной методе работали, которую техотдел выпускал. Что ни модель, то Г... на выходе. Так, что наличие, как и отсутствие техотдела нифига не показатель. А вот Ваши фотографии и описание процесса - показатель. Как качества полученного на выходе изделия, так и "профессионализма" техотдела вашего предприятия. И даже мне сварщику-сантехнику 2го разряда это понятно. PS: Вы бы фотки убрали... А то можно по шапке получить от руководства Вашего завода. Я бы как руководитель за подобный фото материал выложенный в сеть , да еще и с комментами "всегда так делаем" по голове точно настучал. По вашим фото весь техпроцесс налицо... И это лицо я бы показывать не стал.2 балла
-
Продам лепестковый круг Lukas для нержавейки, зерно 40, цена 80 рублей. Телефон: 8950-647-12-72.
2 балла
-
Не вяжется. После улучшения цвет был бы другой. А вал белый. И правили уже белый вал судя по следам горелки.А если правили от +-3,5 до +-0,3, чтобы попасть в припуск для обработки, то как ободрали корку после улучшения? Видится мне, что пруток из поставки просто проточен без ТО. В любом случае деталь необходимо отпускать после такой правки.2 балла
-
Антон! Пропустил, каюсь! С Днем Рождения! Ну, конечно же, желаю самого наилучшего!2 балла
-
@selco,Валера приветища!Как всегда позитив))) Такой уже сейчас не современно...Но я (думаю многие тоже) брал форсаж с чувством патриотизма и гордости именно за свою продукцию и цепляет меня вот эта надпись Сделано в России.Вот не хочу я китай и др забугорные.Не хочу. Да, мы тут иногда пишем про наболевшие глюки...Ну на то он и форум и люди тут отзывчивые и готовы помочь советом. А штаб ГРПЗ должен знать отзывы о своей продукция.И исправлять дефекты.Тем более положительных и удачных решений в новой линейки сварочного оборудования ГРПЗ предостаточно .2 балла
-
@Kondor416, точнее- Copaslip производитель Molyslip Atlantic Ltd http://www.molyslip.co.uk/copaslip.php2 балла
-
@МассаТом, У меня родственник сертифицирован по каттерпилларовским движкам, вот что он тебе передал: "значит так ---все это .... чем они контакт смазывали пусть больше вообще не используют по одной простой причине---все эти смазки являются диэлектриками ----не знаю приходилось ли тебе работать со смазкой под названием КАПАСЛИП -- на вид как солидол только медного цвета ее термостойкость до 1000 градусов и токопроводимость исключительная ---смазываешь контакт и обтягиваешь а потом еще и сверху смазываешь чтобы не окислялась и шпилька и гайка --так же делаешь и на клеммах аккумулятора ----контакт изумительный и даже если сильный перегрев эта смазка превращается в порошок как мел и гайка легко отдается--мы ей смазываем все соединения выхлопного коллектора а электроны все контакты---проверенно --работает отлично---если надо могу фото банки со смазкой прислать в продаже она давно уже,на вид как порошковая медь размешанная в солидоле и цвет медный"2 балла
-
Нет нигде присадка 5356 1,2мм, только 2 и 2,4мм. Поэтому сваривал тем что есть у меня в наличии 2,4. На фотках очень плохо видно то что получилось, это я про геометрию шва, завтра дальше работать и попробую получше сфотографировать. Вот такое вот изделие (Прекрасно понимаю что ПА было бы в 100500 раз быстрее и проще, нету нигде катушек у нас в городе): И примерно так выглядят швы, может кто что увидит, покритикуйте PS. В импульсе мне не понравилось, режим линейный ток 85-95А, С частотой играл, остановился на 50Гц, Электроды Е3 не очень себя показывают, попробую WL-20 (WL-20 вообще единственная марка вольфрама, которые продаются у нас ). присадок всегда в ванне, по скольку присадок толстый приходится шов размазывать дабы не было большого усиления.
2 балла
-
Конструктора «думу думают»,участок эксперементальный,собрали комплект для розлива,газирования и конвеер для наклейки этикеток,но что то не идет.Хорошо,когда по сварке вопросов и претензий нет. Листогиб,на котором катают обечайки Немного полуфабриката, «головы» для парогенераторов.
2 балла
-
Сегодня попробовал нержу 0.5
2 балла
-
А что спираль из арматурины в бочке с водой не подходит? для чего электроды то? Нормально нагрузить можно только так. Если на бросок тестить, то контакт из медной шины с длинной ручкой в цепь между аппаратом и арматурой в бочке.. Вам же на ПН\ПВ тестить. 500А совсем не востребованы, если только переключалку на жесткую вольтамперную харак-ку сделаете, тогда можно будет строгать и полуавтоматить..2 балла
-
" Сузуки" . Диаметр увеличен с 38мм. до 51мм.Катализатор программно "заглушен".
2 балла
-
Про прихватки https://youtu.be/VA68yTjbm_k2 балла
-
https://youtu.be/PLYtnExquB42 балла
-
Продам щетки по нержавейки (сделано в Германии), цена 100 рублей. Телефон 8950-647-12-72. Продам лепестковый диск фирмы 3M, CUBITRON 2, зерно 40, цена 80 рублей. Телефон: 8950-647-12-72.
2 балла
-
Ссылка на первоисточник http://otvaga2004.ru/fotoreportazhi/vystavki-vooruzheniya/bmp-3-s-pricelom-sodema-fotodetalizaciya-chast-3/там фотка кликабельная, можно рассмотреть подробно. И это выставочный образец2 балла
-
Это не так, я, Селко, Луза и т.д., тут много владельцев найдется которые довольны Форсажем. Не совсем понимаю проблему. На поджиге аппарат выдает 315А? Так? Дай пож фото табло.2 балла
-
Очень было бы хорошо, если бы Вы сделали небольшой обзор с фото и описанием как происходит у Вас этот процесс. Виктор Леонтьев о внутренних напряжениях в металлах. Очень четко, с примерами и иллюстрациями. Содержание ролика: 00:55 - Кристаллическое строение металлов и сплавов 06:00 - Внутренние напряжения 07:00 - Внутренние напряжения в отливках 09:24 - Процесс отжига 10:43 - Горячая деформация металлосплавов 13:18 - Упрочнение металла при холодной обработке давлением 17:18 - Внутренние напряжения в холоднодеформированных заготовках 19:25 - Изменения структуры металлосплавов при закалке 21:80 - Влияние закалки на форму деталей 24:36 - Изменения размеров после закалки 28:13 - Местное изменение структуры https://youtu.be/7CKqPeWcpbg2 балла
-
Это либо время розжига стоит большое как на старых прошивках или что-то в аппарате. Сейчас на этих же настройках проверил у меня максимум 0.25 можно поставить шипения не наблюдаю разжигание идёт в штатном режиме. У меня так было на старой прошивке, с низким временем розжига дуга чрез раз разжигалась, приходилось увеличивать время и ток, сейчас всегда ну или почти всегда 0.08-0.1 а ток 30а1 балл
-
(...блатные, хороводные... ) Эка, вас торкнуло... Если в городе нет ПЭ ОК46, берете ЕСАБ. Другого выхода-то у вас нет. В чем вообще вопрос? ЕСАБ лучше, если это вас интересует. Стабильнее. А ПЭ сегодня- одно, завтра - другое... Потом, любые китайские Е6013 - тоже аналог ОК46.1 балл
-
Прочитав и посмотрев , решил сие опробовать . Для начинающих определиться со многими параметрами всегда проблема - то одно не так , то другое , крутишь регуляторы туда-сюда , а проблема не решается толком . Это я про себя . В лучшем случае , по нулям стоит ( в тех редких , эпизодичных "сварках" ) , а так - в плюс . Электрод - без слёз смотреть нельзя . В минусе как то пробовал - не пошло . Попробовал ради интереса и для самообучения . Электрод (2,4мм) был загажен после DC , не стал перетачивать , но покатил , как новый ( это взгляд дилетанта ) и очередная монетка в копилке опыта заняла достойное место .
1 балл
-
Шикарный подход,есть с кого учиться.Мои поздравления.1 балл