Лидеры




Популярный контент
Показан контент с высокой репутацией 21.12.2017 в Сообщения
-
Горелка Фрониус, по-моему, TTW 3000. С водяным охлаждением, многофункциональная: с двумя переключателями, маленьким дисплеем , НО в ладонь не помещается... великовата, тяжеловата, сами это признаём! Он сам иной раз говорит, что рука подустаёт... А руки у него сильные, горелку держит, как я его учил когда то: крепко, но нежно, как птичку, чтобы не улетела и что бы не задушить.9 баллов
-
Что-то всё собирались тему отдельную открыть, да так и затихло. С недавних пор пользуюсь маской Temen 815s (тестовый экземпляр). Маска да Маска, все устраивает! Цветопередача реальная, картинка очень чёткая, оттенок немного теплей и белей, чем у старшей модели 820s (Viking 3350 4c), и главное синевы нет, присущей 820-му фильтру и 3350 4с. Чередую с SG 9100XX, с удовольствием работаю в обеих. Главный на мой взгляд недостаток такого оттенка, нет фонового цвета у фильтра. И вот при сварке алюминия TIG, когда процесс близок к идеальному, ванна видится в этот фильтр как жидкое зеркало. Как объяснить ощущения не знаю, но когда смотришь на стык под неудобным углом, я краев не вижу, отражение что ли мешает. Тут же одеваю СГ и его зелень придаёт ванне оттенок и ее границы становится лучше видно. С другими материалами все ок! Так что думаю не стоит гнаться за оттенком 4с и XXi. Красиво конечно смотреть, но недостатки как видите есть. Очень часто работать приходится под рамами автоцистерн, а там очень тесно и постоянно что-нибудь мешает и перекрывает обзор, иногда СГ мне сюрпризы преподносит, не закрывается. Хотя стык я вижу нормально, а вот датчики похоже нет, перекрыты. С tecmen таких проблем нет, ни разу ещё не подвела, и уже для себя определился, там где клоака, туда только в ней. В общем, что для меня лучше Speedglas или Tecmen, даже думать не хочу. Обе нужны и важны, FX тоже выручает и без flexview с адфло уже копыта бы откинул.8 баллов
-
Мой сегодняшний будень, вечор точнее. Ставил ёлку, для всех, чтоб красиво. Для модеров, там сани есть, там сварка была. Все по чесноку! Это моя 2-х этажная квартирка. Стараюсь украсить и зимой и летом...
 8 баллов
8 баллов -
6 баллов
-
Не плохая статейка тем, кто интересовался техникой сварки (американка или бабочка) полезно https://ngm-lab.ru/tag/tig/6 баллов
-
Вадим, после Мазовских, эти делать одно удовольствие. Вот она редкостная дрянь:
6 баллов
-
http://s19.rimg.info/6d18de007ff7f837e97c4d67ed5544bd.gif
4 балла
-
На фото прихватки не имеют никакого значения. Что надо сделать с нержей что бы края завернулись как у алюма? Вот мой шов на точно такой же детали. Фото внутри нет. Тест на соль прошел. Клиент въедливый попался, в соляном тумане проверял. Прихватки
4 балла
-
Согласен: я не любитель этого способа, хотя иногда практикую. За то сын (а он сейчас варит больше меня, разгрузил по проектам) "руку поставил" и у него получается довольно быстро. При чём швы визуально плотные, а не декоративные. Проходили и через Рентген, и тесты давлением (трубы).4 балла
-
@Учусь,Так никто не утверждает , что способ перекатыванием универсальный и под каждую операцию сварщик сам выбирает оптимальный способ сварки . Дело в том , что есть такие места , где бабочка не оставляет шансов иным способам , а где то проигрывает . Плюсов у всех способов , как и минусов , достаточно , но реально оценить достоинство каждого можно лишь овладев каждым из них в достаточной мере .4 балла
-
@Steelcar, а трубу шпарят стык в стык! Если технику освоить, можно применять повсеместно. Горелка играет главную роль, должна быть легкой, с очень мягкими шлангами (шлейфом), удобной. И лучше без кнопки, что бы неудобств не создавать.4 балла
-
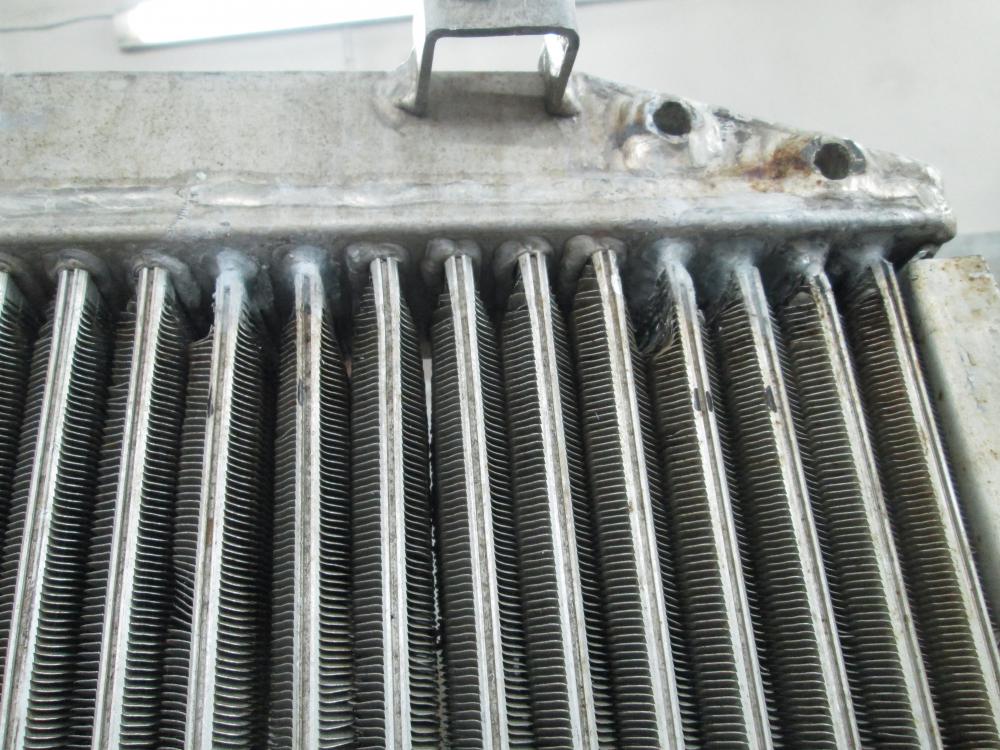
Вот такие не крашеные как на фото вполне ремонтопригодны и ходибельны, не помню чьего они завода но сплав у них хорош и не сравнить с крашеными. Вчера попался вот такой Интер, опресовал, смотрю угловая сота бежит, как обычно открываю глушу на всякий случай по две соты с каждой стороны, собираю проверяю, шипит из того же угла, внимательно присмотрелись трещина по опорной пластине под резинкой и уходит вовнутрь, первый раз такое вижу, пришлось опять открыть, проварить, сошлифовать наплывы, вот к чему приводит невнимательность, сам себе работы наделал.
4 балла
-
4 балла
-
Фиг его знает, работает в какой-то лаборатории видимо. В соляном тумане (т.е. высокое содержание в воздухе солей) , камера такая есть, ржа сразу за часы проявляется. Проверка сварных у него была. Я со второго раза прошел, не думал, что так проверять будет. Во второй раз на поддув аргона не пожалел, как в первый...... .3 балла
-
Горелка WP-12, водянка,500 ампер https://www.ebay.com/itm/WP-12-TIG-welding-machine-torch-Head-body-500Amp-water-Cooled/161661558675?epid=1656548040&hash=item25a3c79f93:g:koMAAOSwrklVHq36 https://www.ebay.com/itm/WP-12-TIG-weld-Torch-14N59-6-Alumina-Nozzle-Cup-1-1-4-Pkg10/322717590032?hash=item4b2377a210:g:06wAAOSwN8FZr2xo https://www.ebay.com/sch/i.html?_from=R40&_trksid=p2050601.m570.l1313.TR0.TRC0.H0.Xtig+wp-12.TRS0&_nkw=tig+wp-12&_sacat=03 балла
-
Для начала,в принципе, не плохо. Внешний шов симпатичный . Даже с этой силой тока Вы могли бы внутренний шов (провар) улучшить! Поясню: у Вас очень короткие швы, по фото видно. Это и отражается на внутреннем проваре, в данном случае непроваре, к сожалению. Делайте сварной шов длиннее и вы увидите разницу! Ну и перекрывайте началом каждого нового шва 10-15мм от предыдущего шва (это, думаю Вам знакомо). Это что? И как?3 балла
-
Спорный вопрос . При достаточном умении - легче и быстрее .3 балла
-
Красиво но медленно, руки устают быстро (лично у меня,когда я иногда пытаюсь это воспроизвести, хотя скорее всего просто излишне напряжён, нет автоматизма), да и оценил бы кто ещё. 90% швов, сваренных тигом, нормальных, где чешуйка к чешуйке, на рядового обывателя, коих опять же процентов 90 и привыкших видеть везде кучу сварочных соплей и так производят чуть ли не "вау-эффект".3 балла
-
@Mikhailsvarka,Чтож так боишься?Если закраины целые,а разбита середина,то это самый изумительный диск для сварки.Всё ломанное вырезаешь,измеряешь,вырезаешь с другово диска и всталяешь.Если закраина разбита,то вырезаешь вместе с закраиной.3 балла
-
зазор добавить , проплавление метала 1 мм на 101 А ,смесь вам не нужна она требовательна к подготовке метала.индуктивность в минус. горелку углом в перед и немного в верх.попробуйте добавьте напряжение.3 балла
-
Слабал на досуге. 12Х18Н10Т, советиш запасэн. Сосед по гаражам попросил. Варил в угол, герцовый пульс, присадку 0,8мм иногда добавлял, но чаще телом. 321-я как всегда на высоте. Поддув делал ставшими уже привычными поддувами из алюминиевой профильной трубы с множеством отверстий. Дно варилось просто в пульсе, ежей удалось избежать.
3 балла
-
крепление рычага выжима сцепления,уже вареное,пришлось срезать и заново наплавлять.Выточил втулку по диаметру руля и по ней подгонял посадочное место.
2 балла
-
@PecToPaH, облегает в 4 точках, но непривычно после СГ. Лоб и височная часть мягкая.
2 балла
-
думаю это еще не все. при опресовке появятся еще. старость однако.2 балла
-
читайте сто 00220368-011-2007 http://files.stroyinf.ru/Data1/59/59752/2 балла
-
Старость с ними приключилась, просто сами по себе лопаются в местах изгибов, частое явление с тракторными бачками2 балла
-
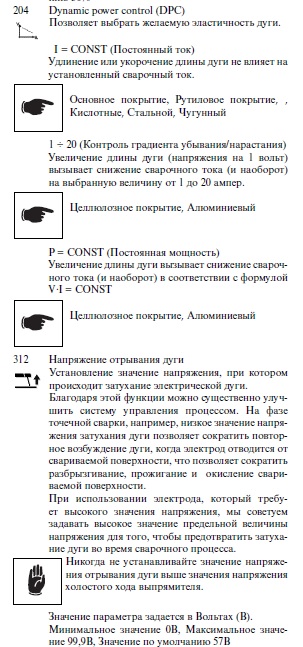
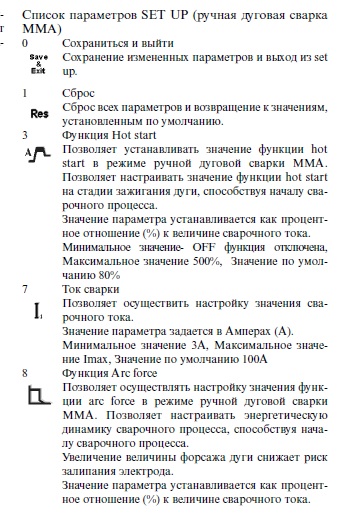
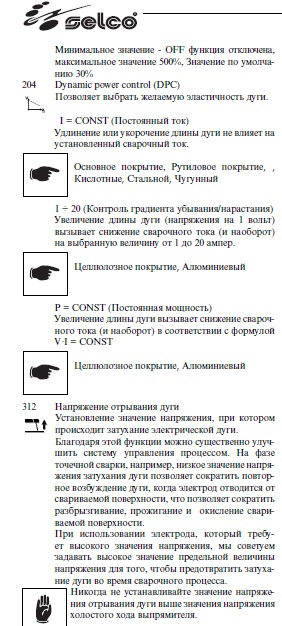
Ну дак я читать умею; Пико - длинная дуга, и маленький ПН. Форсаж - маленький ПН, и бооольшая ветка за ремонт. Мне этого достаточно, чтоб с экономить деньги, и не покупать данные экземпляры сваркостроения.2 балла
-
Сиреневым электрокорундом работаю уже 2 года, проблем вообще нет. После обычного песка паять действительно сложно, особенно оловом.2 балла
-
Начала пропадать дуга и плюсом-неуверенный поджиг. Посоветовавшись с Алексеем (Техсвар), взялся за горелку. При нажатии на кнопку строго сверху-контакт есть, а когда нажимаешь на край-сигнал на тестере неуверенный. Начал искать, какие концевики стоят на брендовых аппаратах-не нашел не одной. Но, вспомнил про Агни, как раз встретил знакомого. который недавно таки менял данный концевик. Новую завалявшуюся отдал мне МП -2-2 (кажется). Разобрал горелку SR-26, концевик оказался большеват, купил два МП 1-1. Обрезал ножки, сделал пропил болгаркой под потай, залудил контакты и кабеля впаял. Примерил по ручке, взял пруток ф 2.0 мм, наметил через кнопку, просверлил с обеих сторон под фиксаторы (с одной стороны один фиксатор, мешает провод), забил холодной сваркой, затем эпоксидкой. Кнопку ваял из капролона, было желание 3Д забацать (ждать лень). Настроил сверлильный (понадобятся фрезы 6 и 8 мм или переточенные сверла). Фрезеровал, выбирая по 1 мм, добавляя подкладки. Размеры, если нужны кнопки, добавлю. Примерил-цепляет, снял бандаж, склеил боковину, обточил с обоих сторон, вставил. Гуд. Спаял, собрал. Кнопка получилась с "изюмом". При нажатии в середину-работает, как обычная кнопка. При нажатии в начале-её подклинивает и дуга не прерывается, но нажав на конец отпускает ( получается как-бы режим 4Т), проверял не раз. В общем, доволен.
2 балла
-
Алексей , уважаю твое мнение , но здесь не соглашусь . Тут где то тема и знаменитый EWM пачками выдает "блох" в виде ошибок и самое печальное то что не кто даже производитель пока не определил что это за "блоха" да и ловить ее они ух как не хотят по настоящему и одни отговорки. EWM и на чистом не зажигает. http://websvarka.ru/talk/topic/4130-otkliuchenie-vrd-na-ewm-pico-300-cel/?do=findComment&comment=308564 Вот на EWM вряд ли получилось отключить так просто не Форсаж . Впрочем и Форсаж я так понял требует определенного навыка и понимания стоит отключать или нет и чем это обернется , впрочем мы уже знаем чем. Ну а здесь если такой капризный заказчик, я вам могу только посоветовать для таких целей покупать обдумано технику и думаю Форсаж 200 не дорос пока к сожалению до таких работ и по сему надо смотреть в сторону тех фирм которые десятилетиями делают аппараты под ММА ну например Миллер или Ленкольн . Можно и Selco , у него нет "страшного" VRD, да и настроить можно все вплоть до ХХ .
2 балла
-
Уазовский бачок порвало по углам паял латунью Уазовская печка чистил С комбайна пропаял 41 соту
2 балла
-
@Tuborg, смотрю, а заказчики у tecmen на свой лад наряжают маски, что по комплектующим, что по корпусам и расцветке. Дело в том, что акцент ведется именно на оригинальный tecmen, esva твердят что только они торгуют самым что ни на есть оригиналом. Маска должна быть черная и не иначе, ну и оголовье только у таких масок с подкладками у висков. Синяя маска (товарищ поиграться давал) 820s куплена в Рутектор на оголовье только налобная накладка. Потому путь видимо только один, заказывать через Есву. Терпи, завтра узнаю.
1 балл
-
@ДенисМ,можете донести мой вопрос до тех,кто этим занимается?Присадок OK Tigrod 347Si,диам.1,2 мм. магнитится,диам.1,6 и 2,4 мм. того же хим.состава магнит не берет.Кто то может прокомментировать почему?1 балл
-
может быть и так, только этим клиентам другого не видеть. "Почта России" их всеми реформами опустили ниже плинтуса, и политика с санкциями тут не при делах. Лет 7 назад на технику у них финансирование было хорошее и проблем не было, а потом начались реформы, а результат реформ у нас один - с протянутой рукой по миру. вот так и у них сейчас.1 балл
-
@Вад11,я по эл-ам линкольновским,которые Мценские,звонил,когда козыряли,записали номер партии.На всякий случай позвонил еще зам.директору,был выслушен и жалоба принята к сведению.На сайте этого завода есть телефоны всех командиров и похоже ни кто из них по этому поводу голову не забивает.У инженера наверняка тел. рабочий и поэтому его и дают.А то что звонить кто то будет,новички вряд ли-постесняются,проще спросят у кого нибудь.Мне бы и в голову не пришла мысль звонить ему по настройкам,только если по чьей то рекомендации.Добавлю чуток:если у них на форуме тупоголовые сотрудники,которые пишут бредовые отписки и грамотный ответ может дать только инженер,то это говорит только об общей халатности к своей продукции.Почему в техносварке рядовые сотрудники могут грамотно проконсультировать,а в ГРПЗ нет?1 балл
-
@Schwert, Очень достойные результаты ! Жаль плюсовать некуда1 балл
-
@gyrza, Вроде все красиво и хорошо. Но не видно подготовки под пайку, как и чем готовил? Грязи вокруг много, поэтому и спрашиваю.1 балл
-
1 балл
-
В чем проблема то , сваривают и ТИГ и МИГ сваркой. Отжиг вы наверное до бела греете и по сему рядом калится . Впрочем смотрите кино. Вот этот МИГ (полуавтомат) , отжиг скорее всего у него происходит когда лепестком излишки шва снимает . P.S. Вообще когда у немца на колбасном подрабатывал и там пилы пилили кости а это даже иногда серьезнее чем пилить сталь , сломанную ленточку сваривали не под прямым углом а как бы сказать резали под углом и сваривали . Такое соединение во много крат прочнее да машине работать легче нет рывков и шов через ролики плавнее "ходит". Фото нет но вот примерно так шов (под углом) будет и на пиле выглядит .
1 балл
-
Всенепременно! Вопрос только в том - сколько попадает на сетчатку? Вы по улице без очков ходите? А как же УФ и ИК? Разговор о вреде облучения (любого) без дозы и спектра бесполезен.1 балл
-
@Tuborg, да не злись, я же у тебя СГ не отбираю! Я просто для себя масочный вопрос решил! А то, что цвет не нравился, признаю. Привык, все устраивает! Зелёный уже не в кайф. Да и, подгона какого? Маска дана на тест, живая или мертвая будет возвращена обратно, рекламой tecmen мне нет смысла заниматься. Отданный мной фильтр на модернизацию, вернётся и вся любовь. Устраивал бы меня СГ на 100%, никогда бы не подумал ее менять, или искать иное. Но не устраивает, увы! И это не мои капризы, а косяки производителя. Неужели не очевидно, что 3М ведёт умную маркетинговую игру, заставляя потребителя покупать очень недешевые комплекты. Почему скажи, нет на выбор корпуса 9100, с каналами и без? Меня вынуждают купить или 100V с урезанными возможностями и слабого по оптическому классу фильтром, или FX со своими недостатками, или комплект Air с Адфло. И дергаться, не зная какую напялить. Вот за это ненавижу 3М.1 балл
-
Многа букав писать не охота. Утро, воскресенье, лениво. Втулить? Однозначно да. Конечно по втулке не сломается, сломается за втулкой. Задача втулки лишь отсрочить гибель оси, дать возможность заработать на ней побольше до того момента, как она уйдет в страну вечной дороги. Металл в зоне слома уже уставший, он же не просто так претерпел разрушение. Втулка перераспределяет нагрузку и смещает будущую новую зону разрушения на свежий материал, а не оставляет ее на старом месте, где мало того, что металл уставший, но еще и свежесваренный. Полую или сплошную? Да без разницы, что есть то и втулят, сломает со временем все равно рядом. Просто прессовать сплошную пулю проще, чем полую. А прессовать надо плотно. Трубу буровую то же надо искать, а кругляк всегда в наличии. Да и менталитет. по старой сварке которую сваркой назвать сложно. То порево просто обязано было лопнуть. они и с не ремонтированными осями могут трескаться, тем более, что на фото хенд-мей редкостный (ручонки у кого-то золотые, жаль растут не оттуда). Удачи.1 балл
-
https://www.instagram.com/p/BZ48K0BFxqj/?r=wa1 Тынц по картинке.1 балл
-
Спасибо конечно . Но вот лучшее тоже обманчиво и Меркле подвел. Все красиво ручки с подсветкой , но настроить мы с Михаилом его не смогли, Юра слушал звук . Cold режим сверху-вниз вертикал и потекло и где это видано не должно . Миг-маг тоже "шуршал " не так и не поддавался настройке. Импульс этот да показал себя в полной красе так и положено Меркле. В общем мой старичок обойдет его и Михаил как будет у меня и обязательно реабилитация Меркле . @Георгий 11, Георгий, я только ЗА и не кого не осуждаю и даже может с вами и посидел бы но машина тяготила.
1 балл
-
@Макар777, ЕНиР-22 вам в помощь. кроме старых расценок даются нормы времени для конструкций и труб,для каждого разряда. ENiR_Sbornik_E22_Vypusk_1.pdf ENiR_Sbornik_E22_Vypusk_2.pdf1 балл
-
Добро ! Мы на том же месте, как и всегда.1 балл
-
нашел практическое применение для пульса в мма. частота 8-12 герц 50/50 при отрицательном форсаже (мягкой дуге -arc) на электродах типа 7015 (уони 13/55) 7016 (ok53.70 lb 52u) 7018 (ok48) дает возможность не повышать жесткость дуги (легче удерживать ванну) но задает резонанс ванне и выводит поры.1 балл
-
Гремят эти кольца фото тут. Может всё норм чтобы кабель плоский синий который к плате идет не гнулся.
1 балл
-
Особенности работы сварочных инверторов от автономных источников электропитания Особенности работы сварочных инверторов от автономных источников электропитания В последнее время появляется все больше автономных установок, оборудованных сварочными постами. Это различные передвижные ремонтные мастерские, аварийные машины и т.п. В них на различные шасси установлена коробка отбора мощности с генератором или дизель - генератор и различные потребители, в том числе - сварочные посты. Нередко предпочте-ние отдается инверторным сварочным аппаратам из-за их сравнительно высокого КПД (10 - 15 кВт при токе сварки до 250 А) и небольших габаритах и массы. К сожалению, производители подобных машин часто довольно формально подходят к их комплектации, ограничиваясь подбором генератора и сварочных источников исходя только из мощностных характеристик. Зачастую это приводит к выходу из строя сварочных аппаратов, а не редко и самих генераторов. При работе сварочных инверторов от автономных электромашинных источников электропитания необходимо учитывать особенности и тех и других. Так, при индуктивной нагрузке (сварочный трансформатор), внешняя характеристика синхронного генератора имеет резко падающий характер, причем с уменьшением cos падение напряжения усиливается (рис.1, X>0). При активно-емкостной нагрузке (сварочный инвертор) cos опережающий и с ростом потребляемого тока напряжение возрастает тем сильнее, чем меньше cos (рис.1, X<0). При U=0 (короткое замыкание) все характеристики пересекаются в одной точке, соответствующей значению тока трехфазного короткого замыкания. Поскольку большинство потребителей имеют активно-индуктивный характер потребляемого тока, изготовители генераторов вводят дополнительную положительную обратную связь по току для компенсации падения напряжения на нагрузке. Т.е. с ростом тока в нагрузке генератор повышает напряжение. Инверторные источники, как потребители, имеют емкостной характер, поэтому с ростом тока в нагрузке напряжение возрастает, а наличие положительной обратной связи по току при-водит к еще большему росту напряжения. Результатом может быть выход из строя инвертора или самого генератора из-за перенапряжений. Структурная схема типичного инверторного сварочного источника представлена на рис.2. Трехфазное напряжение выпрямляется неуправляемым выпрямителем В и сглаживается емкостным фильтром CФ. Инвертор И преобразует постоянное напряжение в переменное повышенной частоты, которое понижается трансформатором и выпрямляется неуправляемым выпрямителем, а далее, через индуктивный фильтр LФ поступает в нагрузку RН. На рис.3. приведены осциллограммы линейного напряжения на входе обычного инверторного источника (ток сварки 150 А) при питании от синхронного генератора АД-30 мощностью 30 кВт. Емкость конденсатора фильтра CФ равна 40 мкФ. Как видно, кривая линейного напряжения имеет значительные искажения, а амплитуда превышает 700 В. Уменьшение емкости фильтра в 4 раза снижает амплитуду линейного напряжения до 610 В, но в кривой потребляемого тока появляется высокочастотная составляющая, равная частоте инвертирования, что, конечно, не желательно. С ростом потребляемого тока действующее значение напряжения генератора возрастает, причем приращение напряжения зависит от соотношения потребляемой и номинальной мощности генератора. Так при питании 4-х обычных сварочных инверторов с суммарной потребляемой мощностью 34 кВт от генератора БГ-100 оно составило 10 В, а при питании такого же количества инверторов от генератора БГ-60 составило 40 В, при этом амплитудное значение линейного напряжения возросло с 540 до 696 В. Генератор БГ-30 допускает нормальную работу только одного обычного инверторного источника без принятия дополнительных мероприятий. Именно по этой причине многие изготовители инверторных источников указывают, что суммарная потребляемая мощность не должна быть больше 50% номинальной мощности автономного генератора. Возникает практическая потребность либо заказывать генераторы с корректорами напряжения адаптированными для работы с активно-емкостной нагрузкой, либо использовать серийно выпускаемые генераторы с двойным запасом мощности, либо приспосабливать инверторы для обеспечения нормальной работы. Первый путь потребует более значительного времени, второй ведет к неоправданным затратам. Рассмотрим некоторые разумные варианты решения этой проблемы. Снижение напряжения холостого хода генератора с 380В до 350 - 360В и повышение частоты до 52 Гц позволяют обеспечить нормальную работу источников. Например, при питании 4-х источников с потреблением по 12-15 кВт от генератора БГ-60 линейное напряжение возрастает до нормальных 380 В. Это решение приемлемо для генераторов мощностью от 60 кВт, но не всегда работает на генераторах меньшей мощности. Включение дополнительной нагрузки в виде сушильных шкафов мощностью 4 кВт снижает приращение напряжения на 4В при питании от генератора БГ-100, а при питании от БГ-60 на 74В. При этом лучше иметь на каждый сварочный пост свою электропечь, а их работу организовать так, чтобы они потребляли электроэнергию от генератора непрерывно в соответствии с [2], когда выключение терморегулятором одной электропечи сопровождалось бы включением другой. Такой путь несколько ограничен в применении. Включение последовательно в каждый сетевой провод индуктивности и увеличение емко-сти Сф позволяет обеспечить работу двух источников с потреблением 12-15 кВт от генератора мощностью 30 кВт. Такой вариант решения требует дополнительных фильтров и вмешательства в сварочный источник. Для устранения искажений напряжения генератора и уменьшения высокочастотных гармоник необходимо введение радиофильтра и сглаживающих конденсаторов в соответствии с рекомендациями завода изготовителя генератора и [3]. В ряде случаев необходимо модернизировать регулятор напряжения генератора (блок корректора напряжения), так как при дуговой сварке могут возникнуть низкочастотные колебания напряжения, при которых мгновенные значения напряжения генератора превысят допустимые для данного типа инверторного источника. Например, вместо положительной обратной связи по току ввести отрицательную и изменить параметры корректирующих звеньев регулятора. Это требует вмешательства в генератор и не всегда приводит к желаемому результату. Использование в инверторе LC-фильтра вместо емкостного благоприятно сказывается на работе генератора. Это позволяет исключить перенапряжения и полностью использовать мощность генератора. Инверторный источник для сварки покрытыми электродами ДС 250.33 предназначен для работы в тяжелых трассовых условиях, снабжен встроенными LC-фильтрами и адаптирован для работы от автономных генераторов.Источник: Гецкин О. Б., Кудров И. В., Яров В. М. Особенности работы сварочных инверторов от автономных источников питания / / Сварочное производство. 2004. № 4. С. 53 – 55.1 балл















.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)