Лидеры




Популярный контент
Показан контент с высокой репутацией 03.12.2017 во всех областях
-
Уже зима а мы все не как
 10 баллов
10 баллов -
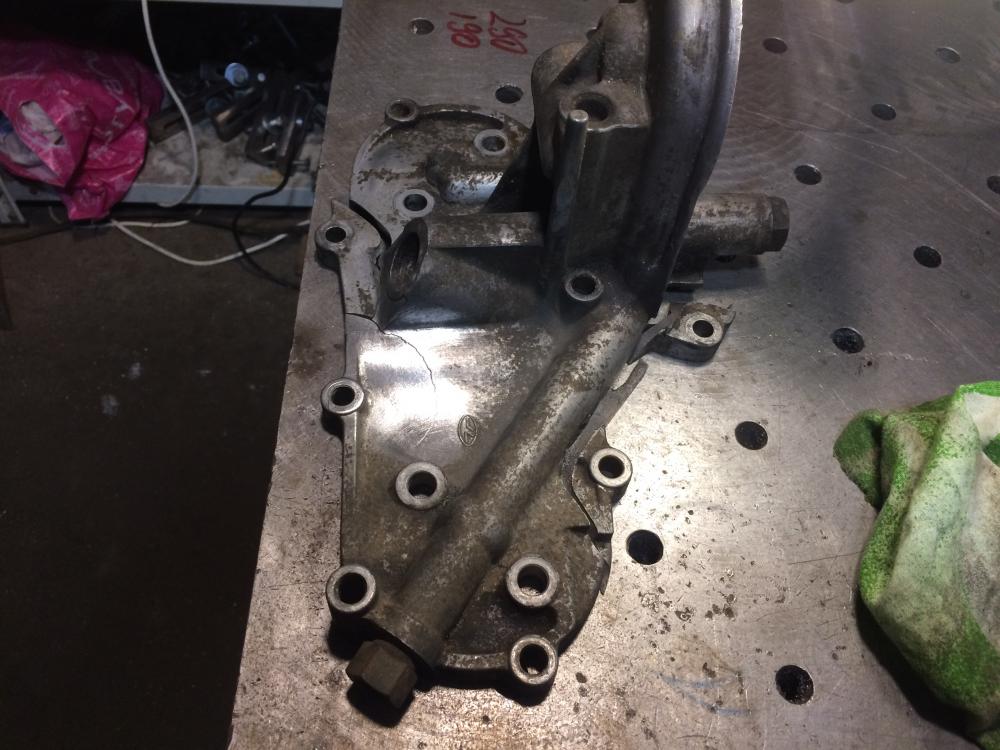
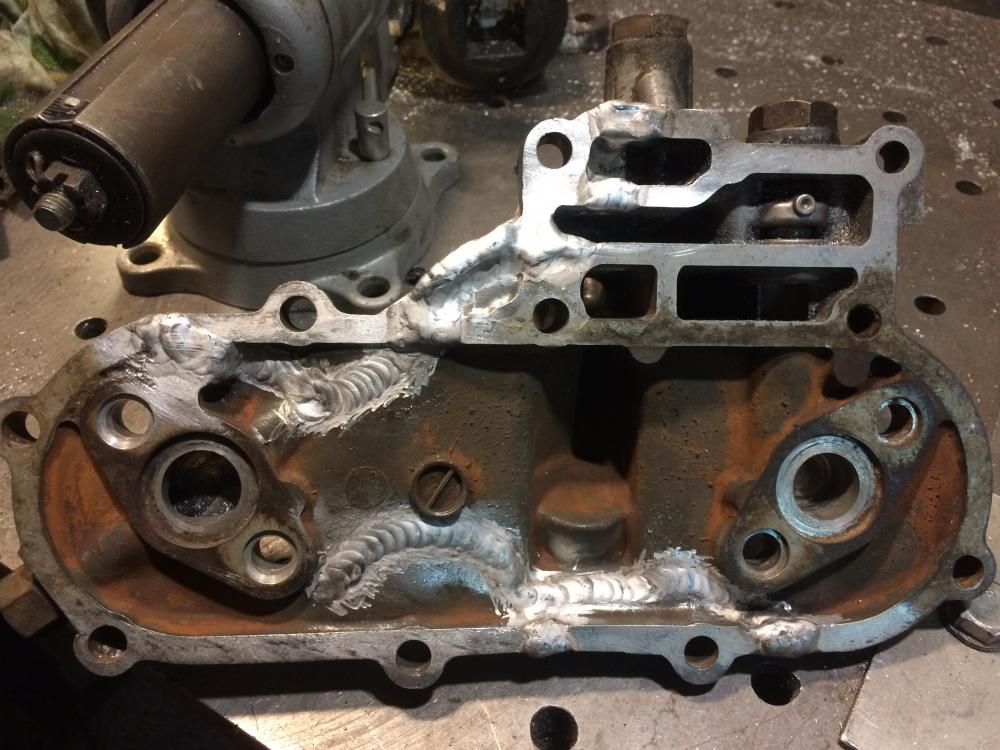
Деталюха такая,масло видимо гоняет (масленный канал внутри).Сильно не пинайте,для меня достижение уже то,что я ее сделал,по времени часа 4 наверное убил,параллельно делал и другое,ажиотаж че то сегодня,очередь стояла).
8 баллов
-
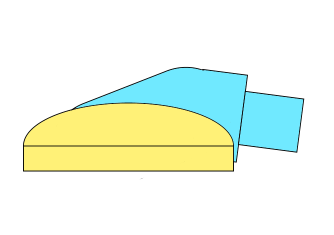
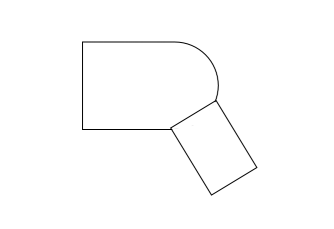
Воздуховод для респираторов типа 3M Основная идея была как «прикрутить» к очень удобной 3M-вской полумаске серии 6500QL воздуховод к фильтрам, чтобы фильтры были за спиной на поясе и через них не всасывался самый сварочный чад, который состоит не только из дыма, но и угарного газа, озона, которые обычные пылевые фильтры не останавливают. Основной сложностью во всей системе является изготовление адаптера/переходника с респиратора на воздуховод. Изготовил я его из полипропиленового фитинга: заглушки для Ø25 и уголка Ø20 на 45° с переходом с внутреннего на внешний диаметр: Сначала из заглушки сделать заглушку для крепления на байонетном разъеме респиратора. Обрезать и отшлифовать так чтобы заглушка по высоте внутри могла вместить байонетный разъем, у меня высота вертикальной стенки внутри заглушки вышла 6 мм. Далее, при помощи выжигателя по дереву типа «Узор-1», согнутым жалом вырезал/выплавил пазы внутри заглушки, в которые входят «зубья» байонетного разъема. Затем от пазов - каналы для поворота/зацепления зубьев. Между каналами и нижней плоскостью заглушки толщина «полки» = 2 мм. Для каждого байонета каналы заглушки должны отходить от пазов в разные стороны, смысл в том, чтобы заглушки «закручивались» спереди-назад и сверху-вниз для каждой стороны, или, по-другому – правая заглушка (когда респиратор на лице) должна закручиваться движением против часовой стрелки, а левая – по часовой стрелке, нужно для того чтобы от веса воздуховода адаптеры самопроизвольно не «откручивались». Подгонять все так чтобы байонет на респираторе не сломался, то есть чтобы заглушка фиксировалась с не большим усилием. Следующая операция – подготовить «уголок» для сваривания с заглушкой. При помощи ножа/пилы/наждачного круга вырезать профиль верхней части заглушки на уголке, на изображении выше показано что нужно в итоге получить, наклон уголка тоже, в общем нужна «низкопрофильность». Далее надеть заглушку на респиратор и расположить и разметить уголок так чтобы направление будущего воздуховода было несколько выше плечей. Следующая операция потребует одновременного нагрева над газовой плитой или феном будущие свариваемые поверхности, для этого, наверное, пригодятся сварочные краги для защиты рук. Разогревать пока не заблестят соединяемые поверхности и после этого надо хорошо «прицелиться» и достаточно плотно их прижать друг ко другу. На данной стадии главное правильное расположение деталей и достаточно крепкое соединение чтобы переходник не развалился впоследствии, небольшие неровности краев деталей нужно будет впоследствии разгладить/проварить/загерметизировать при помощи выжигателя с присадкой. И последняя операция – при помощи сверла и шарошки проделать отверстие в заглушке, чтобы создать проход между уголком и заглушкой. На этом самая трудная часть заканчивается. Воздуховод. Сверху вниз: 1. Два отрезка с резиновыми наконечниками от трубки слива воды (заштрихованы), которые подключаются к самодельным коннекторам респиратора, длину подбирать так чтобы респиратор можно было скинуть вниз при необходимости (самая модная фишка этого респиратора) ; 2. Тройник, сделанный из уголка Ø25 и отрезка трубки Ø25; 3. Кусок от гофры противогаза натянутый на тройник гладким концом, в отрезанную часть гофры вставлен отрезок от трубки слива воды – трубка должна заходить на 2-3 «волны» гофры, где-то 4 волны гофры должны оставаться свободными для гибкости. Вставляется очень трудно, нужно использовать силиконовую смазку или мыльный раствор. Длину средней части подбирать так чтобы подсоединительные патрубки были в вывешенном состоянии и не цеплялись за плечи при поворотах головы; 4. Нижний отрезок гофры от противогаза, соединен с трубками слива воды аналогично нижнему концу верхней гофры; 5. В нижний конец нижней гофры вставлен отрезок трубки для слива. Нижний край этой трубки с резиновым переходником – резиновый переходник уже внутри нижнего тройника (сделанного из тройника/уголка для ПЭ труб Ø25) для крепления фильтров и зажат накидной гайкой для компрессионного соединения полиэтиленовых (ПЭ) труб, - получается герметичное соединение (тоже нужно проверять/подбирать/комбинировать); 6. Нижний тройник, сделанный/сваренный из уголка Ø25 для компрессионного соединения полиэтиленовых (ПЭ) труб. Вместо нижнего тройника можно использовать просто один уголок подключенный к одному фильтру; 7. К нижней часть тройника прикручены два фильтра. Сам тройник с фильтрами привязан «морским узлом» к ремню. (Общая схема) Почему так сделал… два фильтра позволяют легче дышать чем один. Комбинация из трубок для слива и для противогаза – легче чем просто трубка от противогаза. Гибкая в двух местах - не мешает подвижности при наклонах и поворотах головы. Относительно жесткая средняя часть распределяет вес больше на пояс и не нагружает респиратор. Два подсоединительных патрубка равномерно распределяют нагрузку на респиратор, и он менее склонен к смещению со своего места. Не сложно одеть и соединить/отсоединить воздуховод от переходников на респираторе (переходники остаются на месте). Для изготовления воздуховода используются 2-3 гофрированых пластиковых шланга для слива (стиральных машин), надо подобрать эти шланги и полипропиленовые уголки так чтобы они плотно соединялись: более узкий резиновый конец шланга чтобы плотно надевался на тонкую часть PP уголка Ø20 на 45° (который используется для переходника байонета), и чтобы обрезанная часть гофро-трубки плотно входила в PP уголок на Ø25 (который используется для верхнего тройника) 1-2 противогазовых шланга, PP уголок для Ø25 с небольшим отрезком трубы Ø25, для изготовления тройника Изготовление первого, верхнего «тройника» (вид сбоку) PP уголок для Ø25 стачивается, высверливается отверслие (можно небольшой коронкой) и сваривается с небольшим отрезком PP трубы Ø25. Сваривать детали создав плоскости для сваривания и, расплавив их на нагретом листе металла, соединить. В уголок будут вставляться воздуховоды, идущие от респиратора, а на трубку одеваться гладкий край трубки от противогаза. уголок на Ø25 для компрессионного соединения полиэтиленовых (ПЭ) труб, для изготовления нижнего тройника (можно взять просто тройник или пользоваться одним уголком и одним фильтром), кроме уголка нужен будет еще один фитинг с такой же накидной гайкой (чтоб сделать верхнюю часть тройника) Нижний «тройник» сваривается из уголка фитинга для полиэтилена, где-то с таким же профилем (углом) как и верхний тройник. Смысл в том, чтобы фильтрующие элементы были направлены немного вниз, чтобы не ловить сварочные брызги. Дальше, подключение фильтров к нижнему тройнику зависит от их крепления. Для подключения фильтрующих элементов со стандартной «противогазной» резьбой можно срезать с ПЭ уголка резьбу вплоть до «фланца» за резьбой, также срезать конусную часть с накидной гайки и сварить их так чтобы накидная гайка стала служить внутренней резьбой на тройнике, далее нужно взять с противогазовой гофро-трубки «накидную гайку» накрутить ее на резьбу фильтра и уже с ней вкрутить его в «накидную гайку» уголка для ПЭ, соответственно - фитинг для ПЭ подбирать так, чтобы у них была совместимая резьба с «внешней» резьбой накидной гайки от противогаза… вот так все сложно. Если фильтры идут с фланцами для крепления (как в респираторах «Пульс-К»), то накидную гайку уголка надо превратить в накидную гайку фильтра респиратора – срезать конусную часть гайки, разрезать стенку с одной стороны, подогнать размер фланца фильтра под внутренний диаметр гайки, разогреть гайку в кипятке/феном и раздвинув гайку надеть ее на фланец фильтра, гайку стянуть хомутом. Проверить герметичность воздуховода уплотнить все соединения... Воздуховод защитить от сварочных брызг чехлом из огнестойкой ткани. Сварчную маску лучше оборудовать защитой для головы сверху, она будет защищать и воздуховод. Вся эта система ни в коем случае не является чем-то годным для опасных ситуаций, так как сделана из "де%ма и палок" и сделана для того чтобы несколько облегчить себе работу и не сильно обременить шею/кошелек и т.п. Сделана по мотивам North BP1000 Series Backpack Adapter
7 баллов
-
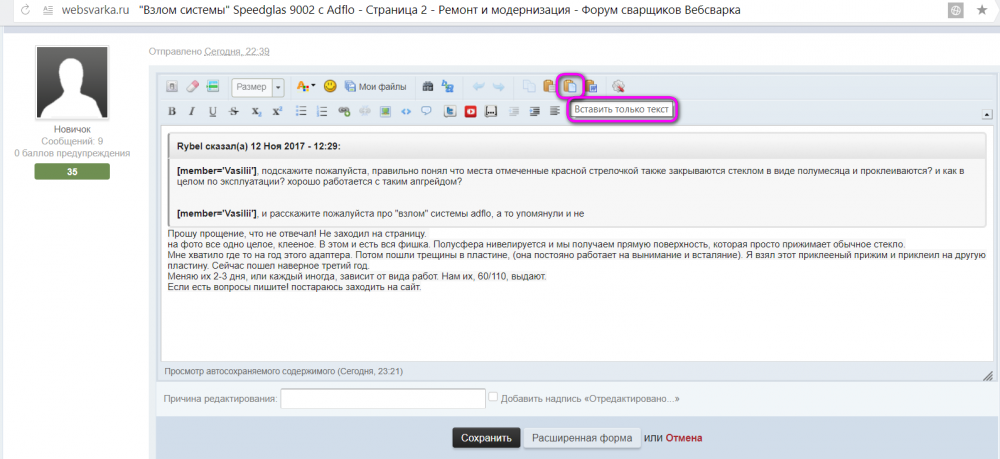
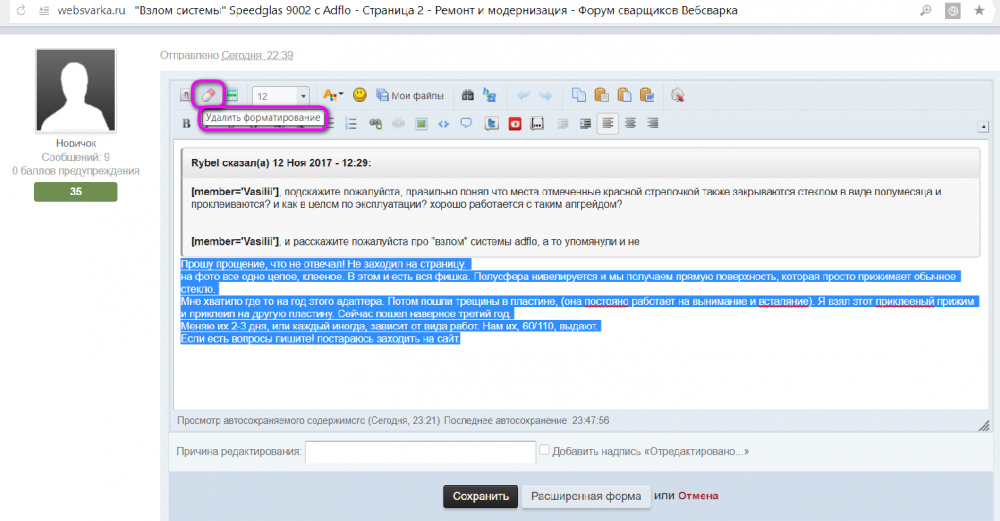
Иногда приходится редактировать сообщения, текст которых скопирован с других форумов. Обычная процедура копирует помимо текста ещё и цвет фона, размер текста, а иногда и шрифт с другого сайта. что не всегда читабельно и правильно отображается на нашем форуме, поэтому так делать не рекомендуется, и для этого предусмотрены даже специальные кнопочки, помимо простого сочетания клавиш контрол + шифт + V. Я потрудился зарисовать специальную кнопочку которая позволяет вставить голый текст так, как будто вы его сами напечатали. Вот она (клацните картинку чтоб увеличить): Если даже вы уже вставили текст с оформлением, или что-то пошло не так, то всегда можно выделить текст и очистить его от оформления. Для этого выделяем текст и нажимаем ластик. Он находится вот тут:
6 баллов
-
Один из моих любимых "кулинарных приступов" )) Несколько лет назад на корпоративе от работы заказывали такое блюдо - в меню называлось "Жаркое фрау Марты" и подавалось порционно в чугунной формочке. Картофель, лук, мясо (у меня свинина), нарезать мелкими ломтиками, выложить слоями в форму для запекания. Можно в произвольной форме, в оригинале - картофель, лук, мясо. Залить или сметаной, или майонезом, чуть разбавленным водой. Из приправ - соль и перец, причём, перца не жалеем, он должен чувствоваться. Всё это накрывается пластом слоёного теста - и в духовку.
6 баллов
-
Взял очередной заказ на ремонт . Рихтовка , шпаклевка , Грунтовка , Покраска , Полировка . уже загрунтовано , А крышку бензобака отдали для подбора цвета . Покажу результат после . Оцените рихтовку .
4 балла
-
Как только будет инфа, обязуюсь опубликовать незамедлительно4 балла
-
@Tuborg,@спидглас, пару недель не одевал, отвык. Ощущения! Все-таки равных нет, к сожалению!
4 балла
-
Берём новые радиаторы, подходящие по размеру и делаем то, что нужно.На оригинальных радиаторах( с прессованными трубками) трещины на бачках, и стоимость высокая.
4 балла
-
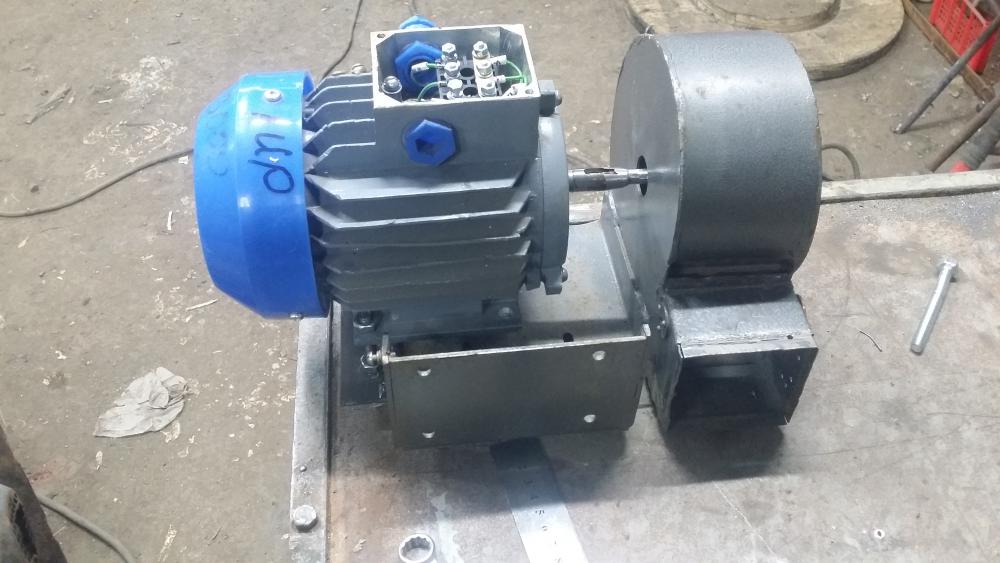
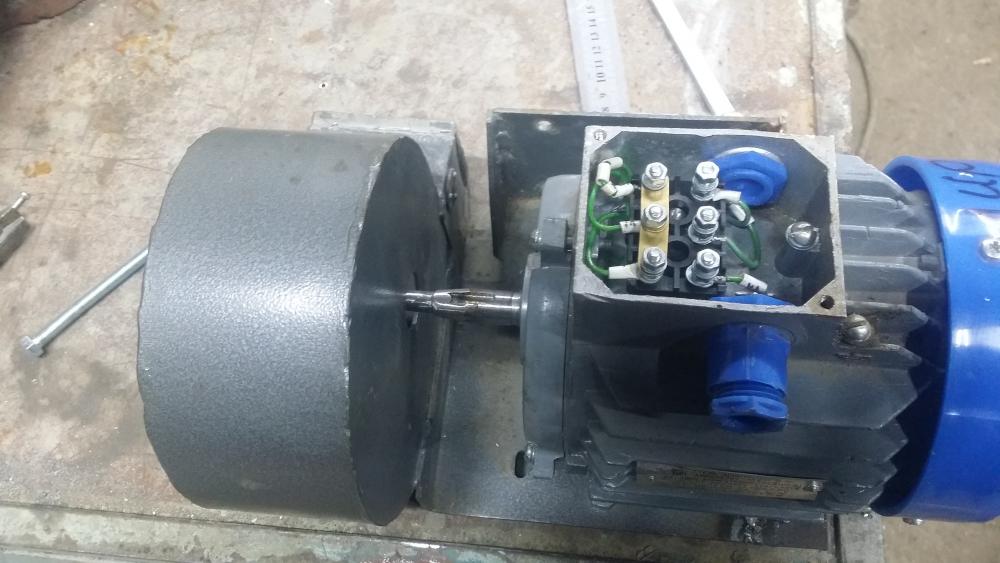
Продолжаем бороться с вентиляцией. Вчера сегодня затащили на два метра вверх и повесили улитка вытяжную. При запуске и работе вибрации не ощущается. Фото не делал поздно закончили. Реанимировал позавчера поддув на горн. Взял двигатель 0.37кВт 3000 оборотов. Капитально установил к горну. Фото начального этапа есть. Трудность возникла с переходом вала на крыльчатку. Новый вал толще в три раза. Обрезал старый вал кусочек, наварил на новый и обточил, почти угадал, не бьет. https://youtu.be/JxN0ndT1m5k
3 балла
-
@krech,это понятно,поэтому и вынесла мне мозг размышлениями как ее (плоскость) сохранить.Сегодня забрали,визуально нормально получилось,повезут фрезеровать.3 балла
-
То же покоробило Ложная ученость хуже невежества. Невежество - голое поле, которое можно возделать и засеять; ложная ученость -это поле, поросшее пыреем, который выполоть почти невозможно. Ч. Канту3 балла
-
Видио "Гарантия и ремонт ломаных осей" время 8:08,чем ему не угодила сварка полуавтоматом и от куда товарищ считает ,что сварной шов от полуавтомата проволокой св-08г2с вдруг стал "мягким",а лб-52у стала вдруг его прочнее?3 балла
-
@Tuborg, сегодня достал запылённый 9100X, помыл-почистил, поменял оба защитных Стекла, включился! Готовы?????3 балла
-
В чем смысл такого колхоза? Понятно, что берет воздух не из под маски, а сзади из области поясницы. Ну да, область слегка безопасней, только явного преимущества не вижу. Включение-выключение сварщика в девайс, на мой взгляд муторно долго. С таким же успехом, проще включаться в линию сжатого (очищенного) воздуха через ступень редукции, где забор воздуха осуществляется из вне. Что мешает, раз уж до таких тонкостей дошли? Сам вполне обхожусь адфло, но шланг слегка наростил, в итоге длина 5 метров, забор воздуха производится на свежей струе. Год работы в резервуарах, фильтр ни разу не менял. Пытался работать штатно, блок-фильтр на поясе, через 5 минут запищала сирена, фильтр наглухо забит.3 балла
-
Думаю, многим, как и мне, трудно попасть на ТРИ!!! клавиши сразу. А на мышЕ правую клавишу ЩЁЛК, и ОПА: Ну, это вариант для ленивых . Надеюсь, это полезная информация? А то ты мне говорил, шо контрол и V надо жмакать, я жмакал, ни фига не получилось (про шифт - то ничего не сказал), я и забил на это. А потом чёта случайно щёлкнул по правой кнопке, когда текст скопировал, и обнаружил эту табличку . Таперича пользуюсь.
3 балла
-
@Hlorofos, и это еще по божески, т.к. обычная цена на этот кусок пластмассы $400 (без учета доставки). Его, - напора, там вообще не будет, т.к. слишком велик объем подмасочного пространства + отсутствие герметизации.2 балла
-
Там большое значение после сварки имеет , плоскость . На сколько ее потянуло , и возможно ли на фрезерном востановить .2 балла
-
К новым испытаниям SG?
2 балла
-
Я извиняюсь, а фото Вашего готового изделия в сборе возможно посмотреть?2 балла
-
Если это не кидок- то стоит. Другое дело, в ремонте, по цене- тоже не китаец, и проверку надо провести тщательную.2 балла
-
Обычно эти вещи рука об руку идут вместе. У родителей есть знакомая типа поэтэсса. Пишет стихи аж слезу прошибает. Но есть навязчивый пунктик по поводу ограбления. Додумалась что воры магнитами крутят замки снаружи. Адова фантазия. Я не шучу. А если вообще, то вот результат поиска прикола с пуговицей. Типа спасенье от плохих свечей. http://gaz66.ru/forum3/viewtopic.php?f=2&t=228612 балла
-
http://picua.org/img/2017-11/28/4emanwa671wkpy6ilposea7au.jpg2 балла
-
2 балла
-
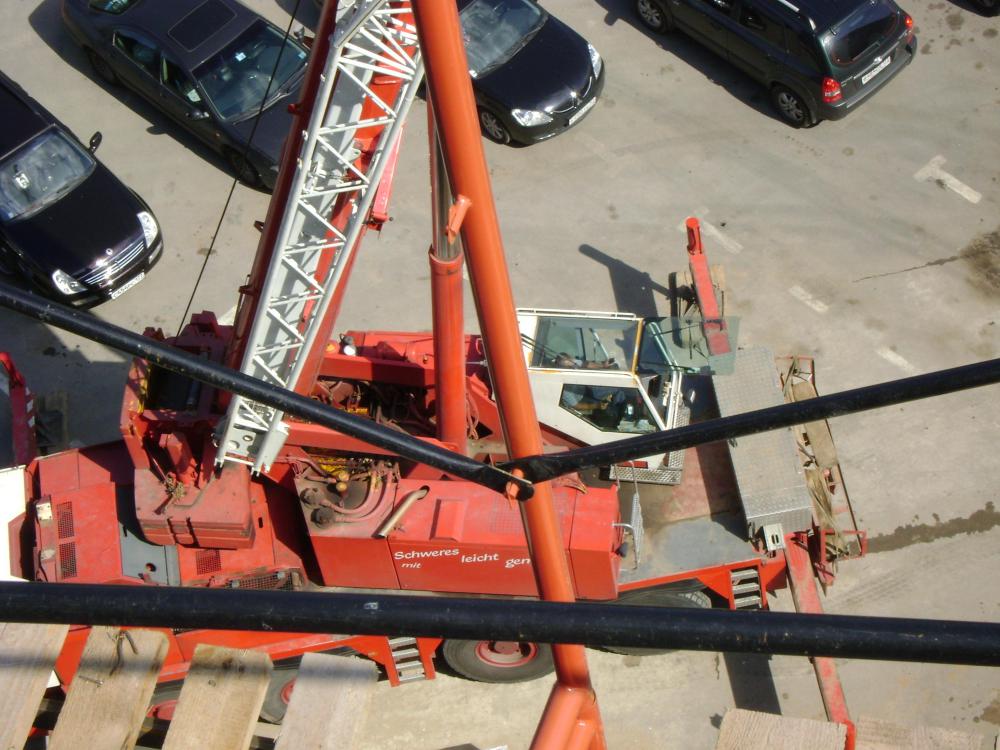
Вот этот стоил 80000 день. в 2008 году.Не понятно как им точно груз ставить.Он градирни ставить начинает,стрела выпрямляется и стаскивает назад на пару метров.Потом вручную двигали.Вид с крыши девятиэтажки.
2 балла
-
Немного напрягаемся, читаем, возможно смеёмся . Добыть выражение лица на нижней фотке ох как непросто без запуска корабля. http://s019.radikal.ru/i603/1712/4f/e3d3c4944b63.png Типа эротика для сварщиков. http://s011.radikal.ru/i315/1712/25/8b3176f76c55.jpg Ракетчикам-позорщикам в свете последних событий посвящается. http://s018.radikal.ru/i517/1712/2f/526b06d5db8c.jpg2 балла
-
Добрый день всем! Варил сегодня пятку опорной плиты от лобзика. Оторвали, держалась на боковых пластинках и саморезах.Зачистил, прихватил своим телом. Сделал пару прихваток с прутком-вонь пошла ужасная (супер клей). На клей сажали, спрашиваю. Да-да , ответили. Хотя зачистил до блеска,засверлил дырок ф 4мм и проварил всё, варится ,уехали довольные.
2 балла
-
Вот у кого работа всегда есть: Движок откопали в закромах, с термокинга, маде ин юэсэй, 12,5 кВт, 3000 оборотов.
2 балла
-
Тупо на стенке висят и уже покрылись толстым слоем пыли СГ. На всю катушку, беспощадно уничтожаю tecmen 815s (тестовая) и 820s (товарищ дал на пару дней). Пытки температурой им ни по чем! Корпуса масок прогреваются жутко, щеки температуру ощущают, да и все лицо, аж пот проступает. При такой температуре очень не хватает вент.каналов, жаром дышать приходится, и всему лицу от этого не очень комфортно. Но фильтр терпит, намеков на дестабилизацию работы фильтра не выявлено. Что касается цветопередачи, по началу реальный оттенок меня смущал и даже отталкивал, уж очень многоцветна дуга на самом деле, ну и несколько лет работы в зеленом СГ, как-то мешали глазам перестроиться. После пары недель работы в Tecmen, привык к картинке настолько, что в СГ теперь как-то однотонно всё, интерес потерян. На 99% tecmen меня устраивает, но не нравится работа светофильтра при закрытии. Успевает вовремя срабатывать всегда, но каждый раз по разному. То сразу затемняется до выставленного в настройках значения, то сначала до максимума 13DIn, а через паузу до выставленного. Эффект типа, при вспышке дуги, сварщик не ослепляется. Из всей линейки светофильтров, так странно работают все. В апреле вернётся фильтр, в котором такой принцип срабатывания или уберут вовсе, или реализуют возможность выбора, ступенькой, или классическое закрытие. Ждемс! От себя добавлю, tecmen нужно сначала все-таки мерить, как сидит на голове, смотреть в закрытом состоянии на приборы освещения, обращать внимание на равномерность затемнения, бывает и мерцание происходит в некоторых фильтрах. В общем щупать нужно самому, не все фильтры одинаковы, даже у перцовых брендов. Ну и считаю, китайцы-шведам хорошо дали под дых!!!2 балла
-
Сварочный аппарат , болгарка , молоток и Волшебное слово . И пошел ... На третьем фото - получилась Красное вино .
2 балла
-
Принесли "Ветерана" поддонов! Хозяин говорит изучил все ямы,кочки и камни по району !
2 балла
-
Попался вот такой! Сплав не понял! слегка светится зеленым варится паршиво,пенится! трещит "Мама не горюй" 15-11-2017_19-38-01.zip
2 балла
-
@selco,я за экспериментальный путь, а вдруг у аппарата особенности какие вылезут... Учёный на то и учёный, должен разобраться.1 балл
-
там через слово хочется смеяться.а если честно то обнять и плакать такую хрень несет в массы. да и кто ему сказал что там должно быть жестко.1 балл
-
Решил оставить себе, ведь варианты купить другой аппарат за такие и с таким же функционалом в поле зрения отсутствуют. В добавок ко всему Алексей (@tehsvar) сказал, что попробует помочь с платой и/или прошивкой, после Мая, когда посетит Поднебесную. /режим раската губы вкл./ А тут станется.. может даже и появится у меня дополнительно переменка трапецией /режим раската губы откл./ Ведь в "малыше" она есть, а раз платы в нём и в фубаге похожи идентичны, логично предположить, что разница исключительно в зашитой там математике. Причем, я лампочки посчитал, ну нет у меня этой "трапеция" значит предполагаю, что в этом режиме просто ни одна лампочка не будет гореть в этой секции, с чем можно в общем смириться. И ещё, я так понимаю, можно взять вайфай пульт просто от новой прошивки, и уж на нём точно всё будет. Но тут уже вопрос в том подключится ли этот пульт к вайфаю фубага, т.к. при включение аппарата с нажатым энкодером (так инициируется спаривание) у меня не видно ни каких дополнительный сетей в эфире, а на дисплее загорается некое rF rSt. Возможно необходимую вайфай сеть создаёт пульт. Или вот вообще /в губозакатальной машинке, на этом моменте, что-то хрюкнуло и она сломалась/ вайфай есть же в аппарате, значит теоретически можно управлять аппаратом с мобильника, нужно лишь приложуху раздобыть!1 балл
-
Оно на работе, надо сделать с ним фотосессию наверное.1 балл
-
Да фрезы отличные,грызут на ура ,пробовал делать разделку ,быстро и просто радует глазП.с не судите строго этот диск как учебный
1 балл
-
1 балл
-
накачанное звенит, подспущенное глухо.1 балл
-
Продам фрезы фирмы Garryson,цена 350 рублей шт. Телефон: 8950-647-12-72.
1 балл
-
1 балл
-
Ржал как конь https://youtu.be/niJ7wReBjBM1 балл
-
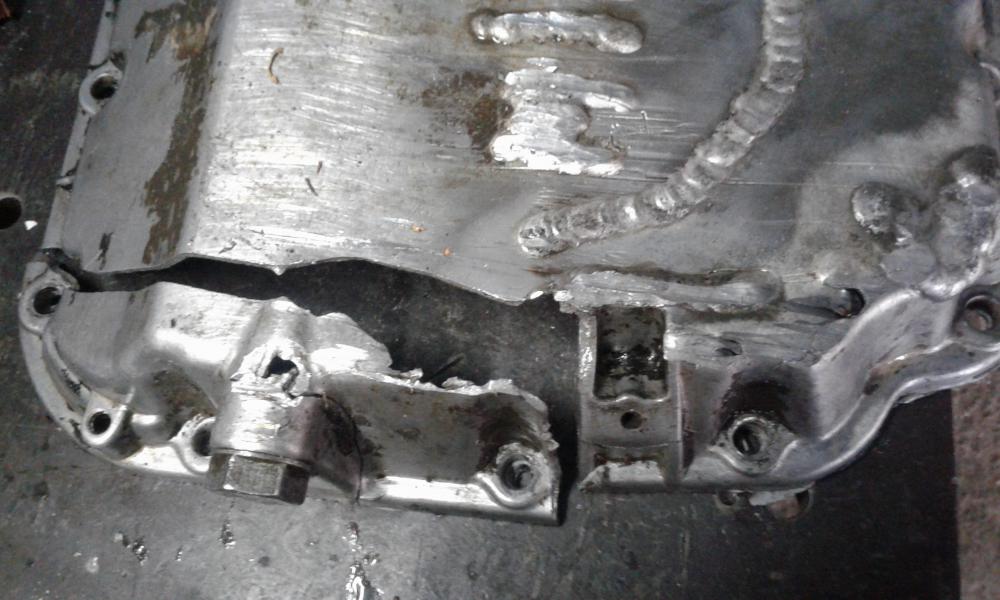
Что то ни кто так и не высказался на эту тему. Ну что же выскажу своё и не только мнение по этому поводу. Во первых, давайте очень внимательно посмотрим видео представленное ранее, с 0,25 по 0,45 секунды, работа оси под нагрузкой, смотрим очень внимательно что бы понять какие нагрузки испытывает ось ,где у неё в результате работы наибольше устанет металл. Во вторых, как их производят, как сваривают? На примере китайского завода можно ознакомиться, технология отличается, но не в этом суть. https://www.youtube.com/watch?v=o0_fSV38m0Q Теперь перейдем непосредственно к сварке. И так самый распространенный вариант ремонта так называемая «пуля» или вставка болванки в ось, для начала сплошной. Напомню о видео в начале сообщения, работа балки 0,25-0,45 сек. Что произойдет с балкой при такой вставке, думаю вам понятно, лопнет за вставкой, вопрос только когда, можно конечно загнать вставку на всю длину оси, тогда уж точно не лопнет, весить такая ось будет прилично конечно же. Вот только будет ли такая ось работать так как должна? Теперь пустотелая вставка ,в принципе все то же самое с одним но, работает такая вставка дольше. Больше инфо в этом видео,хотя чел о сварке далеко не все понимает.Ложные знания хуже невежества-кажется Бернард Шоу так сказал. https://www.youtube.com/watch?v=U5ToT9dHfZ4 Дальше фото осей завтуленых по всей длине Оси на вид целые, очень тяжёлые, но есть одно но, они согнутые Кстати почему то и меня терзают смутные сомнения,не поэтому ли что балки втуленные,и еще на всех кронштейнах крепления полурессоры были разрушены места крепления амортизаторов, плюс рама коробчатая тоже с трещинами была. И так стоит ли сваривать ось и как это сделать правильно вопрос остается открытым . Боюсь что моего словарного запаса не хватит поэтому процитирую сообщение с ин.форума(http://weldingweb.com/showthread.php?9024-Axle-welding )- у меня нет интереса к прицепам или автомобилям, но я немного работаю с мостами. С самого начала вы спрашивали о сварке с вставкой. Я вижу, что некоторые люди говорят, что это плохая идея, и использование сварки плавлением будет создавать неприятности по ЗТВ, (хотя они не совсем правильны, поскольку многие тяжелые мосты производства по всему миру, включая одни из самых лучших, все еще используют старые методы сварки) Мне все равно придется согласиться с ними. В зависимости от нагрузки на ось и ее предполагаемого использования я бы рекомендовал, чтобы оба метода, которые вы предлагаете использовать, не были использованы, причина не в том, что ваша сварка не будет поддерживать нагрузки и усталостные напряжения, но в большинстве случаев сам материнский материал не будет допускать геометрические изменения, так и, возможно, металлургические изменения структуры зерна внутри шва и вокруг ЗТВ. Оси проверяются целостно, и если один элемент изменяется, это может повлиять на целое. Например, если параметры сварки были изменены на одном конце , это может привести к упрочнению этой области, результирующий эффект будет означать, что эта площадь не будет сильно сгибаться под нагрузкой и, следовательно, передавать значительные нагрузки другим областям оси, в результате могут не выдержать действующей силы и переломы под напряжением или усталостью. Во-вторых, машины, которые используются для изготовления этих компонентов, работают с законченными допущениями на ось, обычно на поверхности подшипников с шагом 0,1 мм / 100 мм после сварки, вероятно, что оба компонента окажутся в осевом направлении до сварки, более или менее и после сварки тепловая деформация, умноженная на его расстоянии от опорной поверхности в результате неоднородного рассеивания тепла через площадь поперечного сечения оси будет оказывать вероятность громоздкой, чтобы по меньшей мере.(речь о сварочных деформациях)Если вы собираетесь его сварить, я предлагаю вам узнать химический состав материала, из которого изготовлена ваша ось, получить часть материала и несколько часов на машине для сварки трением, рассчитать и разработать правильные параметры для сварки, а также включить и сжечь его вместе. Его еще плохая идея модифицировать ось, поскольку она считается критическим для безопасности компонентом, но это уменьшит проблемы усталостного разрушения, поскольку сварка трением является твердотельным процессом, другие преимущества - тепло равномерно распределяется по области сварки (до степени ), поэтому вероятность успешной сварки аксиальных центров в линии выше, а разрушение трещины из неравномерной структуры зерна во время изгиба также уменьшается. И еще одно(гугл транслит рулит)- Оси обычно изготавливают из термообработанной стали, и сварка на них не является хорошей идеей. Если вы заметите, что это не сделано в производстве, и это должно вам что-то сказать. Если они смогут это сделать и произвести продукт по более низкой цене и сохранить необходимую силу, они это сделают. Теперь, сказав, что вы, вероятно, увидите десять примеров этого. Я думаю, что это плохая идея. Сварка на корпусе моста у меня нет проблем. И так зарубежные коллеги против,я то же за замену,а не сварку,но мы это делаем,потому что нам за это платят деньги, хотя я и против, но я бы то же это делал если бы мне за это платили. Вопрос все тот же –как? Мое мнение-без вставки это раз, применение определенных св.материалов это два, вопрос каких, возможно это 309L (не путать с 309LSi)сварка в среде защитного газа плавящимся или неплавящимся электродом и без гарантии,хочешь 100% гарантии покупай б/у или новую ось,снята с производства, старьё неимоверное, меняй вместе с кронштейнами крепления полурессор,весь комплект.
1 балл
-
Я шекинскую халву только пару раз в жизни ел. Эту сеточку с красными полосками на всю жизнь запомнишь . C чаем отвал башки. Вкус ни на что не похож. http://s61.radikal.ru/i174/1711/71/19dacfab5544.jpg https://www.youtube.com/watch?v=UDtgXNZeB9I&list=PLfT8vjYYHW3AEYPk2bF3PLoA6UPOVQonB1 балл
-
Переделка поддонов(Изменение геометрии).Проверку на керосин прошли.
1 балл
-
На трассе: Эт я развлекался, стол в масле после сборки г/цилиндров + пыль металл и абразив : Молоточек Юре в зила: Ручки сделал: Автобус пригнали подмарафетить, хозяин в ополченцы пошел в 14-м, счас чего-то не хочет : это не всё еще, внутри есть места.
1 балл
-
Поддон Audi.Из двух убитых один как новый.
1 балл
-
так годится?
1 балл
-
Заглушил сливное отверстие.
1 балл
-
Форд Транзит . Хозяин машины захотел люк Икаруса Приварить . Без проблем .
1 балл