Лидеры




Популярный контент
Показан контент с высокой репутацией 29.07.2017 во всех областях
-
Газопровод в котельной.
 25 баллов
25 баллов -
Ну почему же, мы всякое ваяем На ремонтируемом изделии швы тоже должны выглядеть достойно.20 баллов
-
Опоры,еще не закончил. Толщина 15-20 мм Режим 32V 290А Что-то П-образное,после сварки на механику. 34-36V 300-320A Подогрев 200С Толщина 80-100 мм Рекомендую не пренебрегать выводными пластинами.
12 баллов
-
Мелочевка на пару часов. Мебельщики попросили изготовить "опору для кухонного острова" Труба 40х40х2. В нижней трубе сквозное отверстие, в него вставляются по две сваренные удлиненные гайки м8 для надежности.
11 баллов
-
@Глобул, Саш, сопла всяки сгодятся и пригодятся , лишних не будет. Газовые линзы у меня есть но лежат мертвым грузом , так как вырубленная сеточка или даже обрезанная ножницами и просто проткнута через вольфрам и вставлена в сопло работает эффектнее и эффективнее и мой аргумент у сеточки больше площадь пропускания газа , на линзе площадь съедается обоймой наружной и внутренней под вольфрам , но это мое мнение может кому нравятся линзы. Что касается прозрачных сопел то наберите в поисковике "кварцевые трубки" там море диаметров и любые сопла получатся . Для этого надо токарный станок, алмазный диск на болгарку или еще лучше дримель кою удобнее закрепить на резцедержателе и режим сопла любой длины и диаметров , последнее зависит от диаметра трубки. Ну и фторопласт для стыковки с горелкой. Работают не хуже забугорных. http://rusdoms.com/product/kvarcevye-trubki-i-sterzhni?yclid=4320873646885180313 P.S. В принципе трубку могут порезать там где покупать будете они этим тоже промышляют , размеры даем и приходит посылка уже с готовыми соплами.
10 баллов
-
@Глобул, 1. Газовая линза для чего? Просто попробовать? Я перепробовал кучу всяких, теперь валяется все это барахло. 2. Прозрачное сопло - галимый развод. 3. Длинное сопло нужно, когда коротким не залезть. 4. Чем больше барахла продается, тем лучше для бизнеса Собственно, вот все что нужно: Для попробовать - за глаза.8 баллов
-
Приятель привез, "полуфабрикат" банной печки.Говорит человек брался делать, да что-то не осилил и вернул. Увидев это, я понял почему не осилил. Не стоит этому человеку держак в руки брать... А вот что сегодня успел сделать, завтра добью и покажу окончательный вариант.
6 баллов
-
Приспичело сделать (обрезание), тюнинг короче. Стойку распрягать лень, изготовил прибамбас к стяжкам, а чё мне понравилось
6 баллов
-
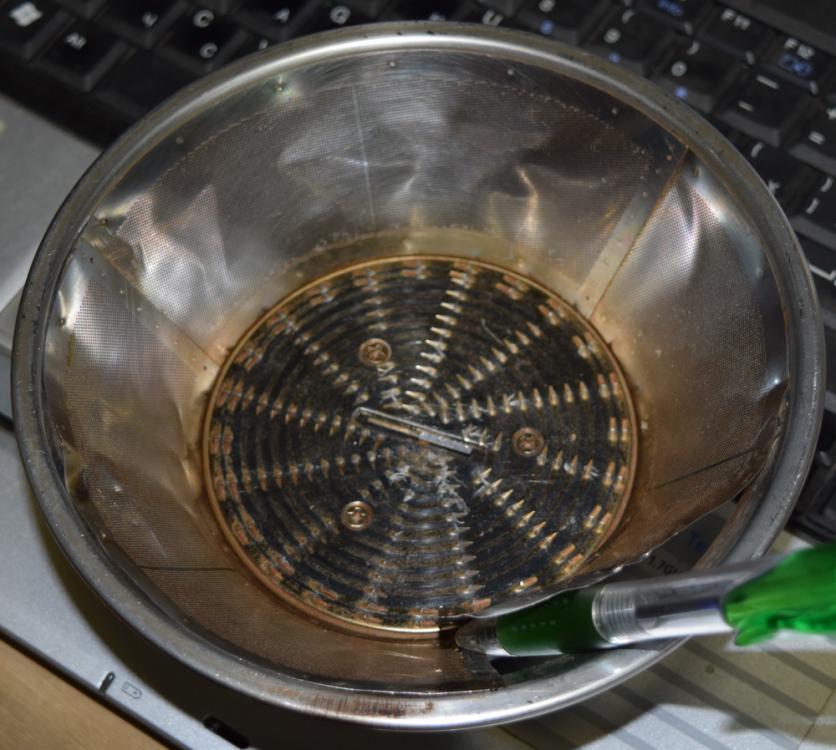
Принесли сегодня деталь от соковыжималки. Сетка 0,15 мм. Попробую вечером очистить и попытать счастья в импульсном режиме.
5 баллов
-
Губка Боб?!5 баллов
-
Саша, подбор сопла керамики ,зависит от шва (наружный угловой,внутренний, стыковой) На наружных используй побольше, можно и на предварительных пластинах протестировать.Вот, тест на пульс. подбор на ширину ванны.
5 баллов
-
Это не простое железо. Это будут различные марки износоустойчивых и "конструкционных" сталей, поэтому рекомендации по сварке выполнять в полной строгости, если не будет тех карты. Но её надо требовать в первую очередь.Если тех карта будет, то необходимо дойти до полного понимания всего что в ней написано, для этого надо использовать технолога, или инженера без зазрения совести. Консультации такого рода проводятся всегда, везде, и обязательно. Если что-то непонятно, не надо делать из себя грамотного и скрывать свои непонятки -- дороже выйдет. Точно так же и по чертежам -- возьмите альбом домой -- изучите. Затем уясните всё что непонятно с инженером. Не стесняйтесь спрашивать, это вам не минус а плюс.5 баллов
-
@Георгий 11, ещё и спортивный момент присутствует))) А уж когда с победным видом небрежно бросаешь на стол извлечённый обломок, то иногда на тебя смотрят, как на Дэвида Копперфильда))) "Сварочное эго", куда ж без него?5 баллов
-
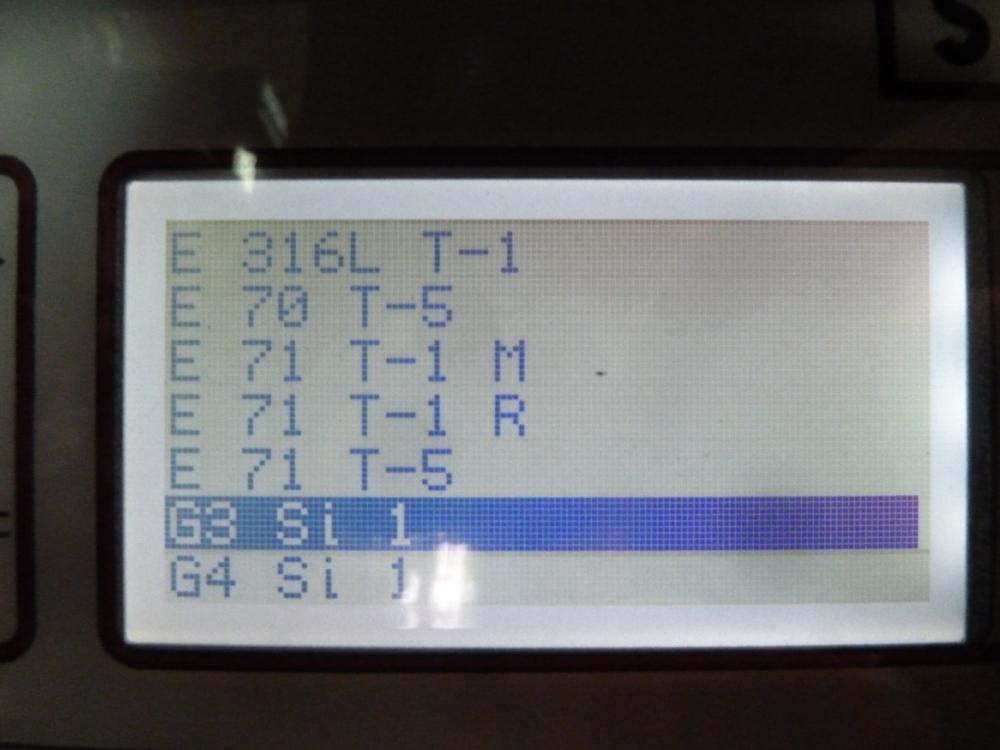
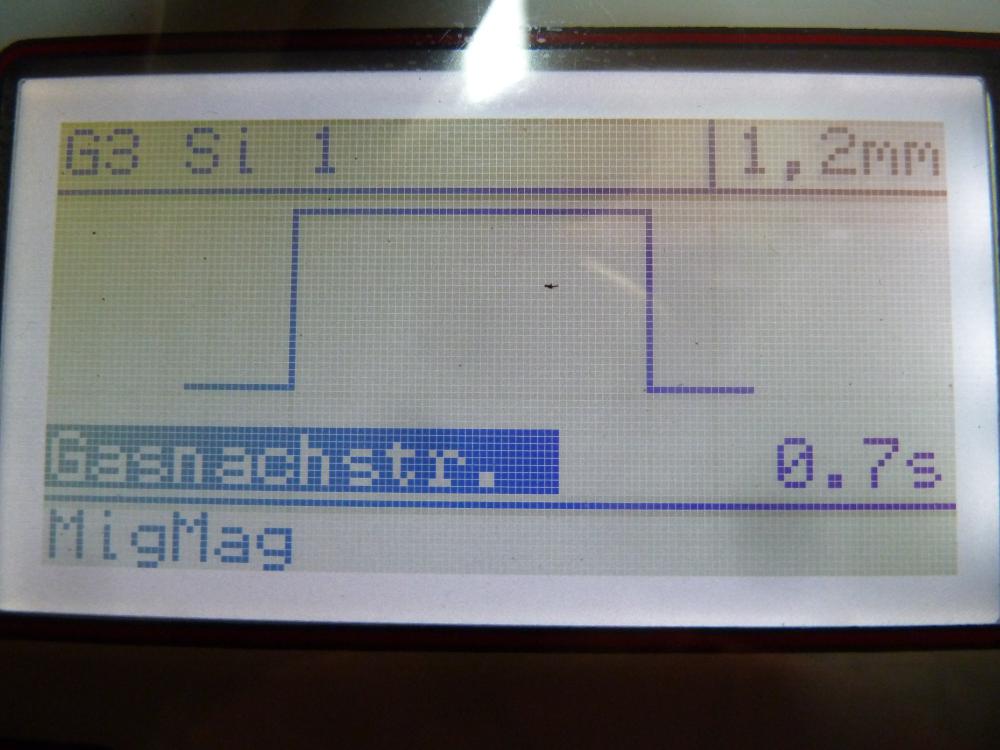
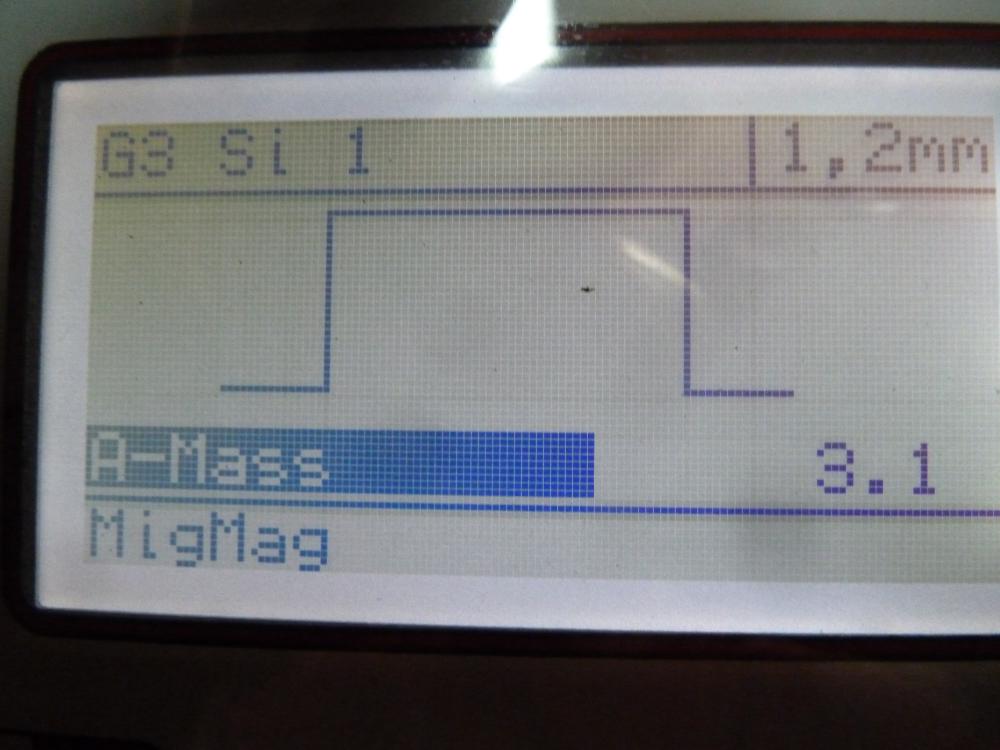
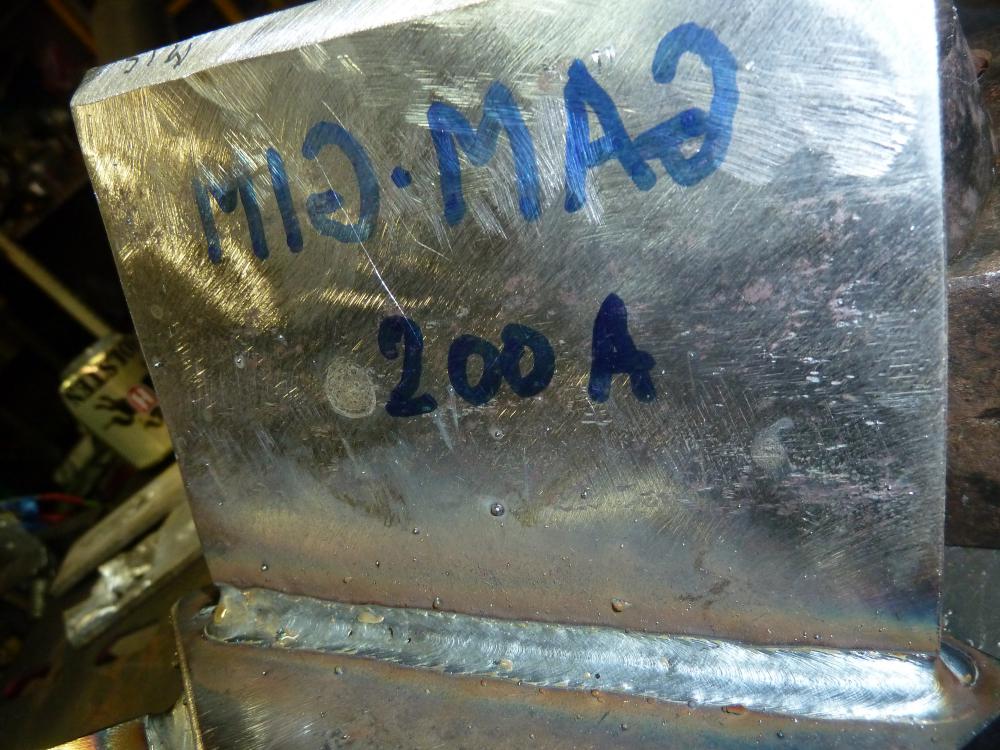
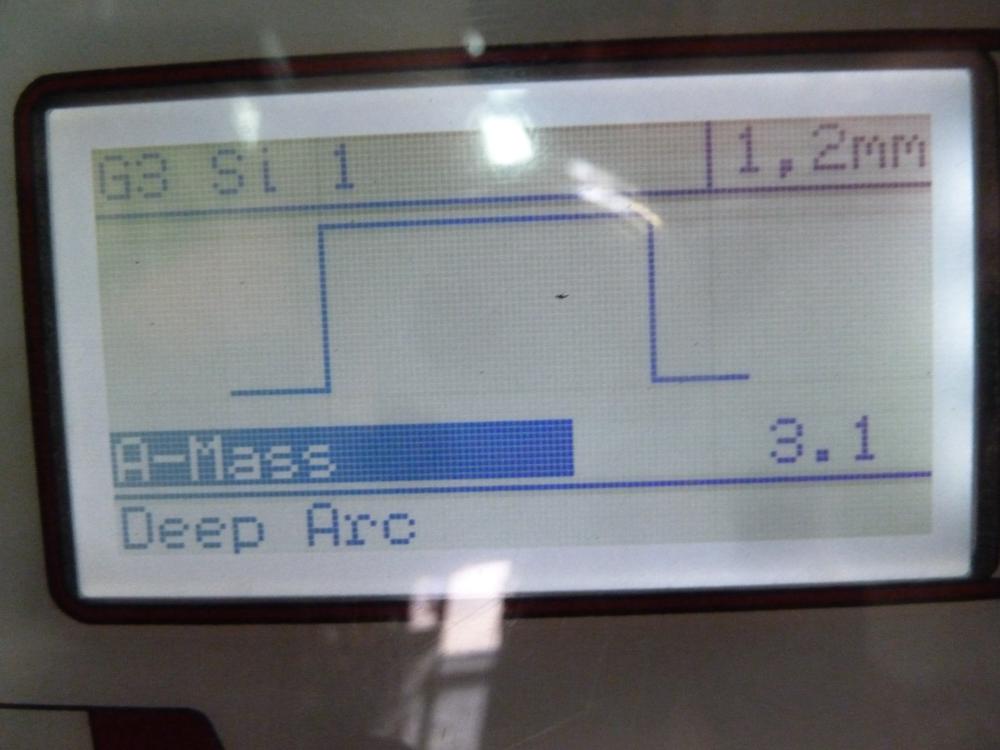
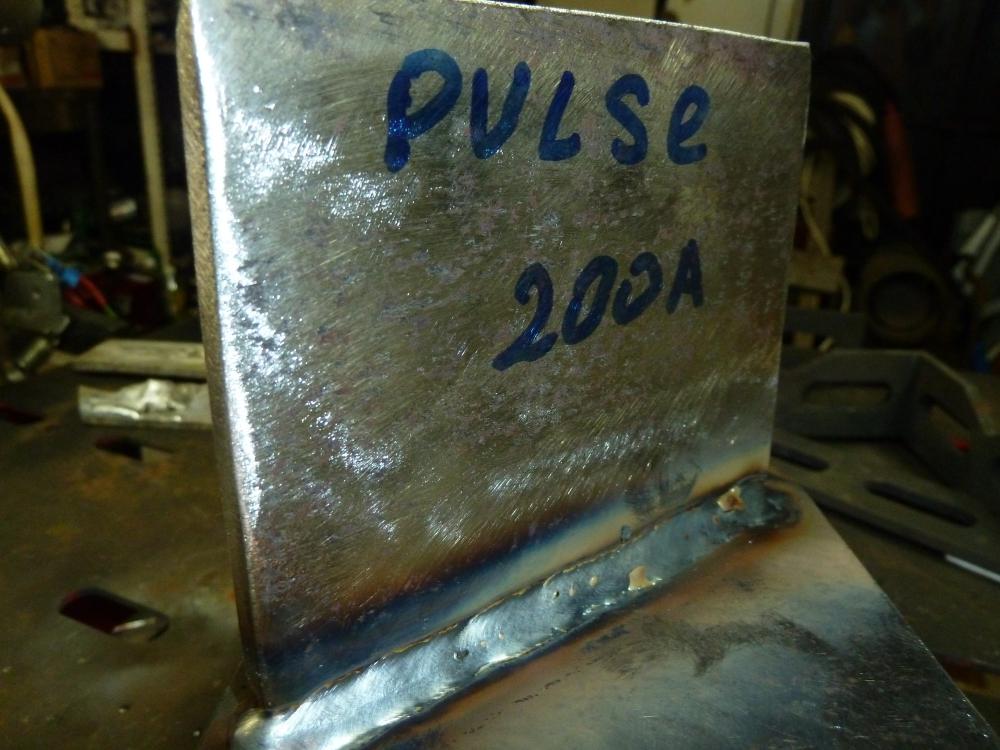
Александр , надо учится им крутить настройки , так как программа программой и не все в ней учтено. Вот сегодня притащил сосед кронштейн "хитрый" под стропилы попросил , отверстия сами по месту просверлят. Сотый уголок , распорол , ну и решил четыре разновидности ПА сварки . Импульс и интерпульс видео и не очень удобно горелку (фотик рядом ) вести так что немного "кривовато" ну а без фотика было бы супер. Проволока 1,2 и не очень я ее люблю , с 1мм аппарат лучшие песни поет. МИГ-МАГ Deep ARC Pulse InterPulse
5 баллов
-
Было подобное, можно сделать.
4 балла
-
Во! Вот и я об этом всё время кричу! А меня пытаются убедить в том, что 200 ампер для одного миллиметра много.Двести ампер для одного миллиметра это просто прекрасно, хоть с пульсом, хоть без.4 балла
-
@тор, фото с обратной стороны есть? Варил китайские, КамАЗовские мосты - нет там чугуна!!!! "Твердый" он, но хрупкий! Здесь нагрузки на кручение, давление и вообще во все пространственные положения. Может на Манах другая технология, сие мне не ведомо.... А так как обычно св08г2с, или лб52у.3 балла
-
@Глобул, нержавейка? тогда сопло побольше диаметром. если чернуха - 7 за глаза на все случаи жизни. на ебее/али на все случаи жизни и под любой бюджет наборы есть. просто нужно понимать какие материалы сваривать планируется и какие диаметры электродов будут использоваться. на чернухе сопла #7 хватает. ну можно еще #5 взять на случай, если куда-то 7кой подлезть проблематично. на красоту шва никак не влияет, больше для экономии газа и комфорта. на нерже - сопла от 10 и больше. там уже защита более важна и действительно на эстетику влиять может. @Глобул, вот наборчик с 7м соплом - http://www.ebay.com/itm/TIG-Gas-Lens-KIT-Size-3-32-45V26-10N24-54N15-54N01-FIT-SR-WP17-18-26-Torch-4PK-/261277009528?hash=item3cd552c678:g:gywAAOSwd4tTz1jB вот с большими - http://www.ebay.com/itm/TIG-Gas-Lens-Accessory-Kit-45V64-3-32-Tig-Welding-Torch-WP-17-WP-18-WP-26-9PK-/251981130838?hash=item3aab3eec56:g:YqIAAOSwstxVbcFd 2.4 как самый универсальный. можно и под другие диаметры найти.3 балла
-
@serga01net, зелёные грецкие орехи.3 балла
-
Отписываюсь. В общем неделя ожидания отправки платы и неделя в сервисе - и аппарат снова в строю. Что сказать? Он определённо стал варить по другому. Мягче как-то. Индуктивность реально стала регулироваться, ну и за 3 дня работы(правда не по много) он не сгорел. Ждём , что будет дальше. А себе прикупил оверман 180. Всё - таки поло слабоват под мои задачи. Хотя необходимо ему отдать должное, таскать его за собой на высоту куда приятнее овермана3 балла
-
@Георгий 11, так за денюшку же3 балла
-
Финал вообще никому не известен) Нагрузки там будут немалые.А профиль похож на купленный на строительном рынке. Как понимаю, лишь бы "войти" в стандарт размер трубы маятника. Этих ребят не отговорить!)3 балла
-
Доброго времени суток. Бойлер из нержи,в варенные резьбы,обычная чернуха. Прежде,чем попасть ко мне,над ним не много повеселились,пытались трубу по центру приварить автогеном.
3 балла
-
Всё же это похоже на кондёры. Попробуйте заменить. Можно с одного аппарата на другой для проверки. Насколько я помню, это как раз на ВТЛ-овском аппарате По энкодеру - возможно при перевозке стукнули его. Могу прислать плату, что бы не паять. Только взамен ту верните.3 балла
-
Будни сварщика в отпуске А ты же варить умеешь ? Ну , в принципе , какие то навыки есть . А петли переварим ? Попробуем . "Магазинный" трансформатор , что имелся в наличии , и нечеловеческая болгарка . Маска то есть ? Щиток ., но не нашли . Купил маску , посмотрел на просвет (на солнце ) - ничего не видно . Стёкла есть ? Конечно ! ...... такие же . Приступили . Вырубает всё ! 5 секунд сварки . Ничего не видно . Начинаю роптать - народ не понимает сути проблем . До этого была ещё одна шабашка , тоже с матами , но Ресантой . Говорю , договорюсь за аппарат , иначе - финиш . Аппарат нужен другой ? Без проблем . Возьмём у соседа . Звоню - отбой , вроде бы решилось . Привозят . Я в 18-ом веке . Пико , Кемппи .... Мне Ресанта была за счастье ! Попытался им . Я - рукожоп ! Посылаю всех на ... и звоню за Ресанту . Привозят . Она варит , но я не вижу ничего в эту грёбанную маску . Меня "бьёт Кондрат" . Я , весь такой распальцованный , как кисейная барышня ( в глазах обывателей ) - то аппарат не тот , то маска не та ... Приносят мне от соседа маску . У меня очки солнцезащитные темнее ... Еле-еле голубое затемнение . .......Эмоции . Одел очки , маску , нахватался белых и пушистых , но профессию не опозорил . С учётом своих эмоций и состояния , что погоды , что моего , многие детали не снимал , что в одной , что в другой дружеской помощи , но я понял одно . Технологии - это хорошо , и я за них руками и ногами , но случись что , выживут те , дремучии технологии , чем промышляет глубинка . И они этим что то делают ! Я в шоке . И горжусь ими . Но , чур меня .
3 балла
-
@SergDemin, Из сегодняшнего. Прикосновение дуги и поры пошли.Плакировку сделал присадкой 4047Собрал в целое, обварка с обратной стороны."выгрыз"до наплавленного, пор нет.Залил.Завтра боковые стенки проварю, и усиление сделаю.Работал на классической дуге(50Гц. синус)
3 балла
-
Привет всем. Очередная порция моих швов, но в этот раз уже на своём оборудовании и в своём цеху 100-ая проф. труба стенка 4мм. Собирал в одного, запарился Надо, думается, периодически нанимать помощника. Изделие покажу потом, как довезут металл, но штука в длину 6 метров в ширину 2 и в высоту 2,3. Проволока 1,2мм ASF-51 (китай), но я вам скажу куда лучше дэки, не говоря о приме и вроде как требует меньше напряжения или мне так показалось. Режимы разные, скажем так от 4метров и 16В до 5,5м и 19,5В. Подготовка Потолок тавр, горизонт Нижнее тавр, вертикал Отдельный пункт - чан из нержи. Добился-таки светлых швов. НУЖНА КРИТИКА. Что не так/изменить. Присадок всё-таки подаю по каплям. От себя - прихватки надо всё-таки поуже, просто для быстроты, ставлю их на 110А... Железка 3-ка. Линейный режим, ток 85А, для тавровых соединений использую 110А. электрод 3,2мм (мне понравилось им сваривать большем чем 2,4, комфортнее), линза расход 8л, вылет 8-10мм, присадок 1,2 (постоянно макая, с частотой примерно 1/с) Чан Швы Мой помощник, он классный
3 балла
-
Кстати все хотел рассказать о медном кольце на сопло и его применения к изделиям. Допустим у вас стык лицевой на люке, нужно катать бабочку. Если у Вас голая керамика, то при травлении кислотой останется след волнистый, а если медное колечко, то следа не будет и катать по горячему гораздо легче, так как керамика притормаживает вращение, а медь двигается легко по нержавейке. Пробовал латунь, окислы при зажигании дуги, мешает, алюминий на не большой А до 60 пойдет, далее расплавится после ста, а медь самый то. Колечко кстати накернил перед одеванием, дабы на вечно скрепить союз с керамикой
3 балла
-
Саш , пульсу в принципе до "лампочки" он и 1,2мм жрет с удовольствием что по видео и есть, но 1мм еще лучше. . А вот МИГ-МАГ с 1,2 мм до 200А включительно ну просто такая несуразность , аппарат даже в Deep (горячий процесс ) стрекочет в два раза медленнее и такое ощущение что ванна "кипит" , то ли дело с 1мм аппарат просто поет и настройкам лучше поддается и ванна спокойная и управляемая .2 балла
-
Как правило,картер заднего моста изготавливается из ковкого чугуна.В вашем случае,разрушение хрупкое...панч.2 балла
-
Решил приобрести газовую линзу. Ситуация такая -- есть на работе простенький инвертор (HELVI GLOBUS 175HF), который умеет TiG, причём с нормальным поджигом (без касания), и даже какая-то пульсация там включается, правда без регулировок. То есть варить я этой линзой буду то, что может варить простенький инвертор. Однако когда полез выбирать немало удивился их разнообразию. Теперь вот туплю в этот сайт неделю уже. Первые вопросы такие: Нужно ли прозрачное сопло, или это понты бесполезные Для чего нужны сопла с удлинённым выходом -- прям труба такая. Насколько я вижу сопла на линзу имеют две разные высоты (стоя на столе) -- зачем?Выбираю здесь: https://www.banggood.com/search/tig-gas-lens.html Сайтик посоветован моим другом, который тарится там постоянно всякой электрикой и электроникой.2 балла
-
@Nesterok, если будут фото того, что предстоит сваривать, то будет более наглядно. А если я правильно понял, то Вам обязаны предоставить тех.карту или что-то в этом роде, где указаны все эти нюансы. Если уж строгий контроль качества и большой конкурс на вакансии?2 балла
-
@tehsvar,вот это сервис,нет слов.2 балла
-
@Учусь, на последней фотке по трубам надо было левый шов начать чуть раньше, а потом правый шов закончить на начале левого. Смотрелось бы оно монолитно, а так просто два шва. Ну и тока пожалел. По проволоке -- 1.0 мм даст швы покрасивее чем 1.2 мм. У тебя явно видна грубятина вызванная диаметром. Мы именно сейчас вводим проволоку 1.2 мм и именно это у себя на работе я вижу. А в остальном конечно довольно хорошо. По нерже ничо не скажу, ибо тут есть товарищи рядом с которыми мне лучше послушать за эту тему, чем поговорить.2 балла
-
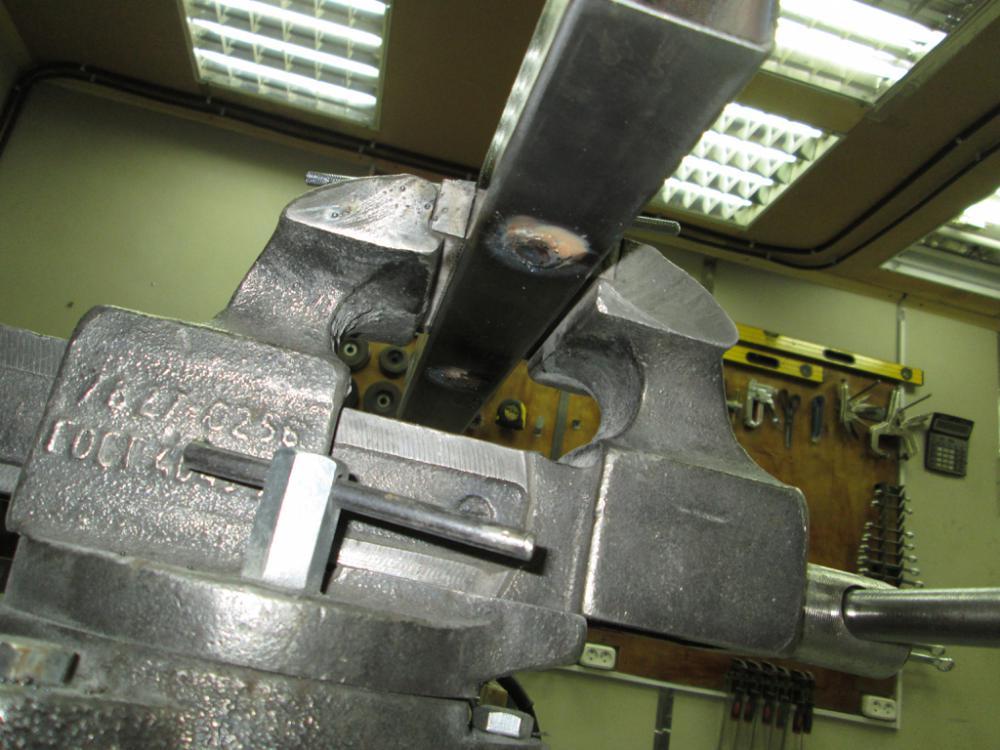
Интеркулеры на ремонт привезли,трубу подачи на ретарду ремонтирую.Надоело крутить,зажал и стык неповоротный сделал.
2 балла
-
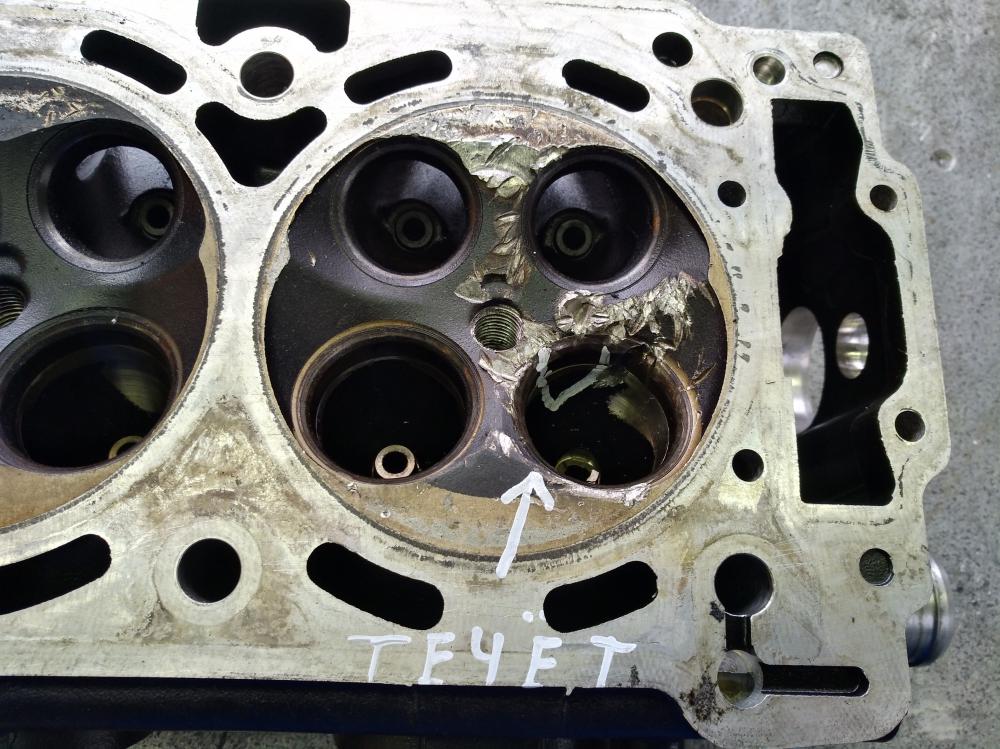
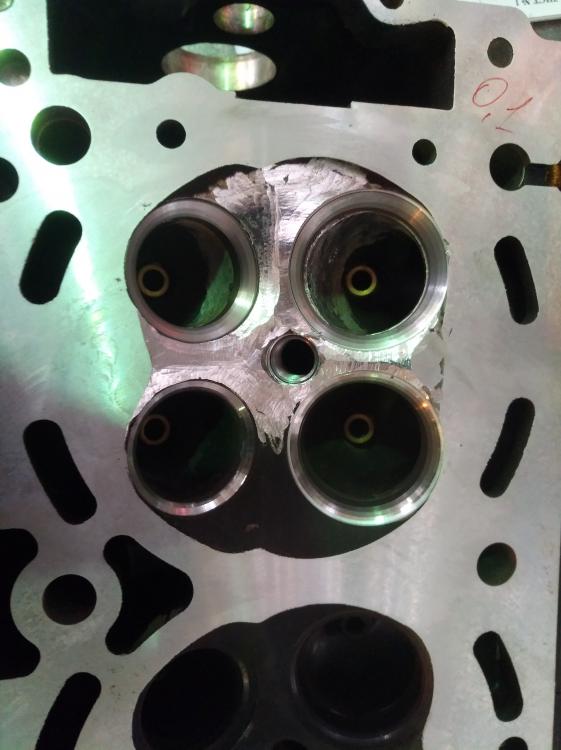
Лодка Головка блока. Блок клиент варить-делать отказался .
2 балла
-
Сергей, из недавнего.Наплавка. На стандартных режимах поры до 3мм. образовывались.Потом сменил настройки и подготовку к сварке.Малый ток и частота высокая помогли. После токарных работ(Заказчик показывал) пор нет.Только появился жидкий металл, присадку подавал, следил за валиком, позади горелки, подниматься начал останавливался,подработал окончание и снова потихоньку вперёд.После наложения первого валика, переход на нормальный(привычный мне)режим,но опять, дуга на ранее наплавленном валике и присадку расплавлять так, чтоб дуга не касалась основного металла.
2 балла
-
Вот так закончилась подварка Верх был заменен на нормальную 304 нерж. Конечно не без косячков, но в целом герметично. А еще по пайке: - попробовал серебряный припой. Лежит шариком и не растекается. Течет шарик только если ванна появляется из основного материала. Т.е. не вариант, как бы я не старался, серебро тут не идет - латунный припой, лучше. Хотя так же течет только с основным материалом. Но как только остыл - трещина рядом со швом. Жаль токарки нет, а то бы горлышко проточить по кругу перед сваркой и был бы куда веселее результат. Но теперь горлышко приварено по феншую с двух сторон. Промыть и можно спирт залить. P.S. когда резал то искры чуть краснее обычного, чем нерж 304, в сторону малинового цвета.
2 балла
-
Мне тоже больше нравится с зазором варить, но конечно в пределах разумного, электрод 4мм с обмазкой свободно проходит в зазор, и как тут не которые учили вкладывать не че нельзя, щас вот в основном все варю без всяких вкладок. И я так в основном варю, а чтобы не было смещения шва как бы на одну сторону, нужно справа зажигаем как только электрод разгорелся переводим на левую кромку и там не много задерживаемся ( но в принципе во время сварки под маской все видно как формируется сварочная ванна)
2 балла
-
Я даже и не думал. Я уже привык.1 балл
-
Я только заплавлял отверстия после неправильно сделанного отверстия на уголковой плазме. Уголки там шли от 100 мм и выше, потому что делали вышки связи до 100 метров. Так вот под эти неправильно сделанные отверстия я подкладывал медные пластины и заплавлял, а потом сбивал медные пластины молотком. Смотрел я эти заплавленные отверстия с внутренней стороны, то получалось как литой металл. Сперва в центре отверстия даешь дугу(сварку) и начинаешь водишь дугу по часовой стрелке или против по кругу как это угодно по краями и поднимаешься металлом по спиральной лестнице как бы, при этом дугу вообще не прерываешь пока не дойдешь до верхней точки. При этом смотри чтоб проволка не дергалась и наконечник был без прорези. В конце уже, когда металл поднял сделай 1 или 2 точки сверху своих заклепок полуавтоматом, потому что горячий металл просаживается и получается ямка(не могу что то нормально объяснить). Попробуй на каких нибудь железках сделать это, увидишь как все ложится1 балл
-
@Георгий 11, это не сервис. Это друг.1 балл
-
@Учусь, Фото будет?1 балл
-
Он отчасти прав. Некоторые правообладатели брендов так и делают, заказывают подешевле. Некоторые тупо продают ту же продукцию под своим брендом. И только Гроверс, стараниями Алексея, отличается от оригинала в лучшую , для нас, сторону. Он как то упоминал о том, ка трудно объяснить китайцам, почему для России так важно наличие дросселя на выходе ПА, причём оптимальной индуктивности. Не варят китайцы в чистой углекислоте, у них везде смесь. 315 АС/DC с его подачи сделали. Теперь дело за малым - прошивку до ума довести. Опять объяснять надо. Я ему список претензий или пожеланий, даже не знаю, как правильно назвать, отправил. Он его передал.А теперь ему надо это дело тормошить, объяснять, доказывать. Так, что Гроверс - это отдельная песня. Насколько я знаю, других таких нет.1 балл
-
Приварил кусок от байка,сказал что небудет больше гонять,наврал паршивец скорее всего
1 балл
-
Ацетилен надо.... Сильфон 304, бак 430 (фуфло всем уже тут известное) Припой кастолин какой-то.1 балл
-
@Вад11, вот около 300 ампер. Просто на хелвушке тяжело определить ток более менее точно. В процессе сварки он ток показывает, но смотреть некогда. Соседний сварщик наблюдал, говорит что скачет от 260 до 300.
1 балл
-
КПП ГАЗель. Оторвали и потеряли ухо) Попросили "залить", чтобы "только масло не вытекало". 4043, 150 ампер.
1 балл
-
@Георгий 11, химии процесса не знаю, просто я лично по любому буду зачищать. Даже если оно нормально варится по цинку, я лучше зачищу. Воспитание такое у меня, или религия, но вот люблю варить по чистому. Наверное много дерьма перенюхал.1 балл
-
Немного добавлю: После сварки гайки если заломыш начинает немного шевелиться и закусывает, я его выкручиваю потихоньку, примерно по четверти оборота туда - сюда, можно капнуть на резьбу "жидкий ключ" типа WD-40. Если решились сверлить, а заломыш каленый, в этом неплохо помогут кровельные саморезы по металлу, мы сначала ими засверливаемся, чтобы не сажать сверла малых диаметров:
1 балл