Лидеры




Популярный контент
Показан контент с высокой репутацией 20.06.2017 в Сообщения
-
Не так давно выкладывал фото как собирал каркасы мебели для кафе, потом как их красил, а теперь как это выглядит в интерьере: Стулья заводские, хозяйка покупала сама и не попала в цвет, перекрашивать вроде как передумала:
 15 баллов
15 баллов -
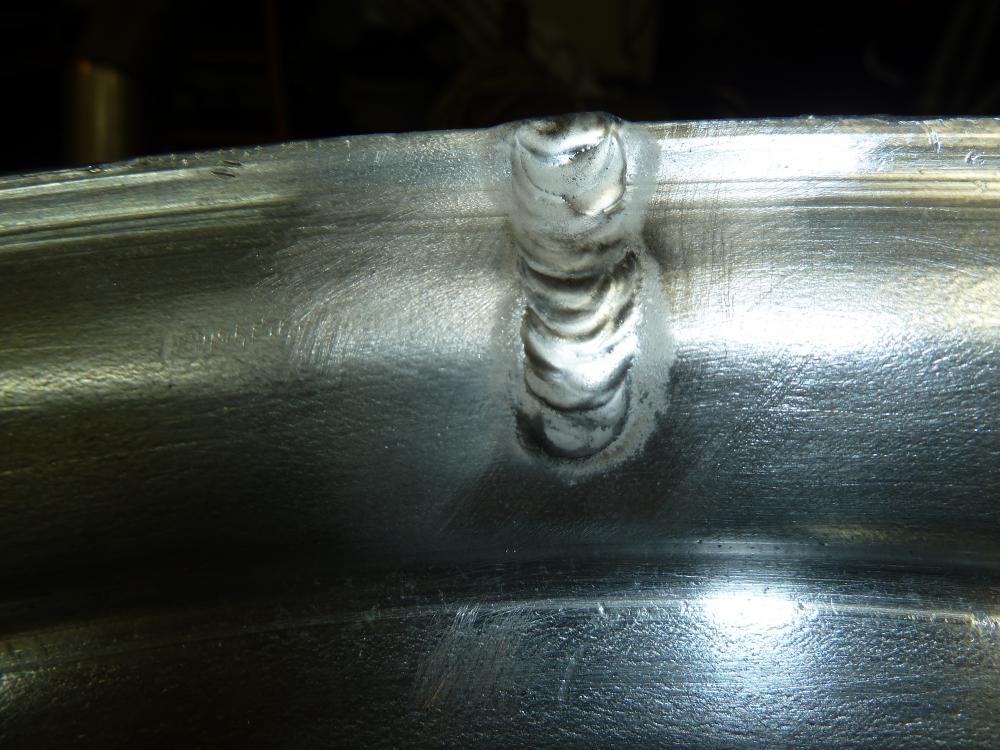
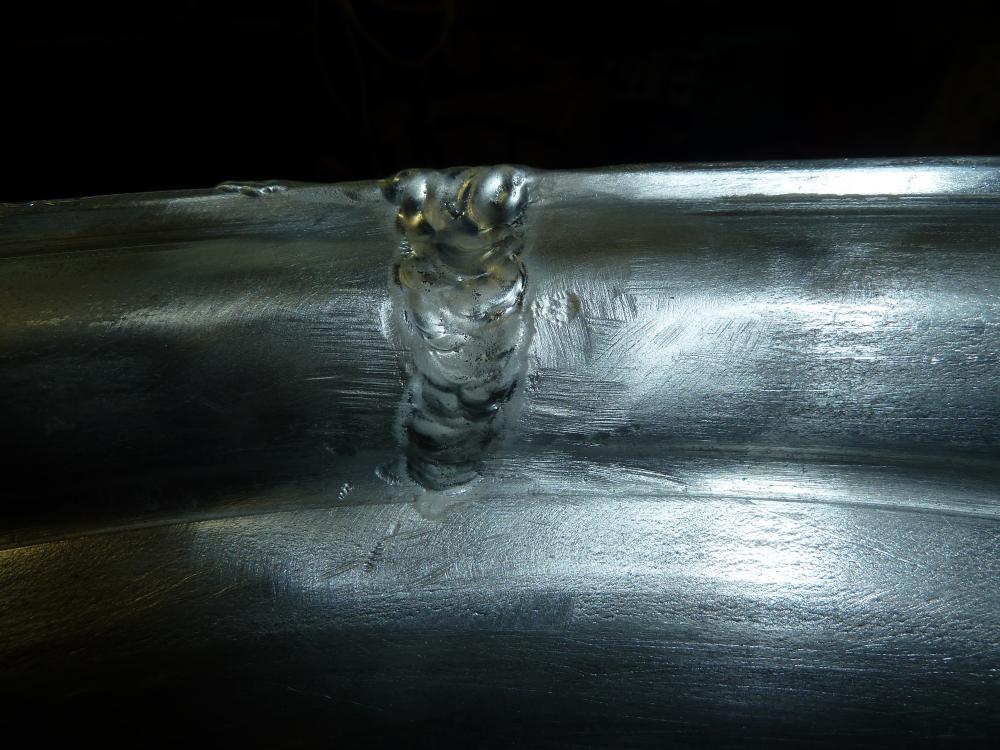
Поигрался с пульсом. Кривовато, но у меня дежурное оправдание -- нет постоянной практики. Шеф вобще говорит что не очень хочет наблюдать меня в маске -- есть задачи посложнее. Selco / 160 ампер / Aristorod 12.50 (св 09г2с) 1.0 мм / смесь
15 баллов
-
А ноги кривые, патамушта лист кривой. Задача прогнать их все через кронштейн, отсеять те которые в него не лезут по причине кривизны, решить чо с ними делать, и как лечить.
11 баллов
-
Готов участвовать в данной акции и выношу свою кандидатуру на рассмотрение. Опыт работы РЭДС , а также тестирования сварочных инверторов для РЭДС-имеется. Что, собственно, отражено на страницах форума "Вебсварка". Предлагаю в тестовые задания включить оценку работы функций антистика, горячего старта и форсажа дуги, а также-гашение дуги, важное для заварки кратера.9 баллов
-
@RWS87, вот, вот. Однажды моя жена сказала - бывает хай тек, а у нас нехай так будет. Похоже, и у них, нехай так .8 баллов
-
До этого момента "жалел" клиентов и особо не накидывал за переделку,тут же возмутила напористость клиента и как обычно "да че там...",еле выдавил из себя сумму переделки,на удивление даже особо не торговался,но не скинул ни копейки.При разделке куча пор и непроваренных трещин.Там еще трещина обнаружилась.
7 баллов
-
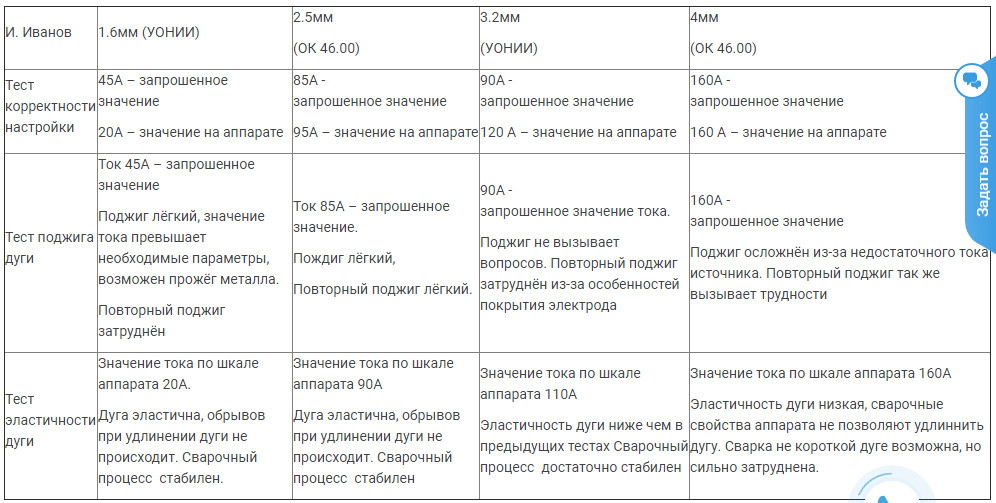
Всем привет. Компания Евротек совместно с нашим форумом решила провести конкурс-акцию с необычным названием "В Питере, тире, сваривать!" Многие из вас знают, что компания совместно с брендом АВРОРА периодически выпускают видео-ролики – обзоры и сравнения сварочной техники разных брендов. Канал: youtube.com/AuroraOnlineChannel. На базе собственного сервисного центра и испытательной лаборатории Евротек стремится максимально объективно представить общественности реалии современного рынка сварочного оборудования. Сейчас мы рады сообщить о новой акции, которая позволит нам, профессиональным сварщикам, поучаствовать в тесте сварочных аппаратов и побывать в Северной Венеции. Три дня сварочного марафона, развод мостов, прогулка по рекам и каналам Петербурга – за счёт организатора! Мы ищем пятерых добровольцев, которые помогут сделать честный и беспристрастный тест-обзор о расстановке сил на рынке бюджетного сварочного оборудования по состоянию на лето 2017г. В планах «слепой» тест пяти РДС источников (вы варите, но не знаете, какой именно аппарат сейчас подключен) и их тестирование на соответствие заявленным характеристикам. Главная задача проверить аппараты пяти популярных российских брендов на рабочие качества и соответствие заявленным техническим параметрам. От вас потребуются знания, богатый сварочный опыт и, самое главное, желание высказаться. http://aurora-online.ru/files/spb-welding-web-svarka.jpg ________________________________________________________________________________________________________________________________ Условия акции: Планируемые даты проведения тестирования – начало августа, ориентировочно, 9-11 число. Компания ЕВРОТЕК берёт на себя транспортные расходы и траты на проживание в гостинице г. Санкт-Петербург каждого из 5х сварщиков. Каждый эксперт, может пригласить в путешествие в Питер 1 человека дополнительно, в качестве группы поддержки (будем рады познакомиться с Вашими детьми или супругами). Если вы едете вдвоём, расходы на жильё мы берем на себя. Каждый участник акции обязуется, опираясь на собственный опыт и профессиональные навыки, высказать собственное мнение относительно сварочных свойств пяти предложенных для теста аппаратов. Тестирование будет проводиться «в слепую» - т.е. сварщик не будет знать каким именно источником он работает в данный момент. Методика тестирования, в данный момент находится на этапе разработки: будем рады Вашим предложениям. Что, как профессионалам в сварке, Вам кажется наиболее важным в источнике сварочного тока: • лёгкий поджиг электродов разных типов? • повторный поджиг? • стабильность горения дуги при работе электродами разных диаметров? • эластичность дуги? • корректность настройки …. или что-то ещё? Ждём Ваши критерии практического теста и замечания, а так же способы проверки рабочих характеристик на практике. Свои комментарии можете оставлять ниже. Итого: Пять независимых сварщиков с Вебсварки, пять сварочных аппаратов – лидеров российского рынка и три дня в Северной столице! Предпочтения будут отдаваться тем пользователям, кто имеет больше рейтинг, кто много общается по сварочным вопросам, кто действительно профессионал РДС и кто имеет опыт размещения на форуме фотографий и видео. Предлагайте свои кандидатуры. Читайте также условия акции на сайте: http://evrotek.spb.r..._tire_svarivat/ ________________________________________________________________________________________________________________________________ 1. Общие положения 1.1. Название акции: «В Питере, тире, сваривать!» (далее по тексту настоящих Правил – Акция). 1.2. Цели Акции: тест бюджетных сварочных аппаратов пяти популярных торговых марок России;организация встречи наиболее авторитетных сварщиков форума Websvarka, для живого общения и обмена опытом;демонстрация практических навыков участников Акции;популяризация профессии «Сварщик».1.3. Конкурс проводится в г. Санкт-Петербург, с освещением результатов в сети интернет на сайтах websvarka.ru, evrotek.spb.ru и aurora-online.ru с оформлением финального результата в формате видео-ролика (серии видео) – который будет размещён на корпоративном Youtube-канале компании ЕВРОТЕК youtube.com/EvrotekVideo и корпоративном youtube канале Группы Компаний АВРОРА:youtube.com/AuroraOnlineChannel 2. Организатор Конкурса 2.1. Организатором Конкурса выступает компания ЕВРОТЕК. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, обращайтесь к Константину Краеву, представителю компании ЕВРОТЕК на форуме websvarka, а так же с помощью электронной почты info@evrotek.spb.ru 3. Генеральный спонсор конкурса Компания ЕВРОТЕК — компания партнёр ведущих производителей и продавцов сварочной техники: EWM, MERKLE, Telwin, Aurora, СВАРОГ и пр. 4. Сроки проведения Акции Акция проводится в период с 9 августа 2017 года по 11 августа 2017 года (здесь и далее — время московское). Указанный срок включает: 4.1. Пребывание участников акции в Санкт-Петербурге; 4.2. Участие в тестировании 5 популярных сварочных брендов наиболее распространённых на территории РФ; 4.3. Участие экспертов Вебсварки в «слепом» тесте представленных инверторов и рассказ каждого участника Акции о личных впечатлениях от работы каждым из представленных для сравнения аппаратов. 5 Условия «слепого» теста инверторовУчастники «слепого» теста сварочного оборудования не видят аппарат к которому подключены сварочный держак и обратный кабель. Участникам акции предстоит опираясь на личный опыт сформировать собственное мнение о сварочных свойствах каждого инвертора. Для теста будут выбраны 5 сварочных инверторов с номинальным сварочным током 160А. Запаса тока подобных аппаратов должно быть достаточно для уверенной работы с любым типом покрытия электрода диаметром до 4 мм. Каждый эксперт формирует собственное мнение о стабильности поджига и динамике горения дуги. Специалисты оценивают источник по пятибалльной шкале по каждому из критериев: 1) Поджиг и стабильность дуги при её удлинении, при работе с электродом 1.6 мм (ОК 46.00 рутиловое покрытие). Соответствие тока запрошенного сварщиком диаметру электрода; 2) Поджиг и стабильность дуги при её удлинении, при работе с электродом 3 мм (ОЗС-12, рутиловое покрытие). Соответствие тока запрошенного сварщиком диаметру электрода; 3) Поджиг и стабильность дуги при её удлинении, при работе с электродом 4 мм (УОНИИ 13/55 основное покрытие). Соответствие тока запрошенного сварщиком диаметру электрода; 4) Заключение. Общие впечатления от работы инвертора. 6. Участники Акции, их права и обязанности 6.1. Специалисты, изъявившие желании участвовать в акции с помощью форума Вебсварка и отобранные сотрудниками компании ЕВРОТЕК, именуются Участниками Акции; 6.2. Участником Акции может стать любой активный пользователь форума, за исключением Организатора конкурса; 6.3. Каждый участник акции имеет право на бесплатный ЖД или Авиа-билет к месту проведения Акции (г. Санкт-Петербург); 6.4 Участники акции имеют право на проживание в гостинице г. Санкт-Петербург, в период проведения акции: с 09.08.2017 по 11.08.2017г. за счёт принимающей стороны (компании ЕВРОТЕК); 6.5 Каждый участник акции имеет право пригласить с собой одного сопровождающего, которому будет оплачено проживание в гостинице. 7. Как стать Участником Акции 7.1. Для того чтобы стать Участником Акции, необходимо в период, с 20.06.2017 по 30.06.2017 совершить следующие действия: 7.1.1. Зарегистрироваться на Сайте (форуме websvarka); 71.2. Оставить сообщение о желании принять участие в акции. 7.2. Все присланные заявки проходят предварительную модерацию в срок до 30.06.2017; 7.3 Финальный список участников Акции будет размещён на сайте конкурса (Тема на Вебсварке) до 15.07.2017. 8. Порядок определения Участников Акции 8.1. Состав участников Акции определяет жюри, которое состоит из Спонсора и Организатора мероприятия; 8.2. Выбор основывается на субъективном мнении жюри; 8.3. При выборе Участников Акции жюри учитывает: активность и авторитет каждого претендента на форуме, уровень профессиональной подготовки и пр. Так же учитывается мнение пользователей форума Вебсварка. Свои комментарии относительно кандидатур участников форумчане могут оставлять в комментариях. 9. Особые условия 9.1. Принимая участие в Акции, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Акции, в соответствии с настоящими Правилами, а также с тем, что представленная им информация может быть использована Организатором, в том числе, в рекламных целях; 9.2. При обнаружении Организатором фактов мошенничества, Организатор оставляет за собой право не допустить Участника до Конкурса; 9.3. Организатор имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. Регламент «слепого теста» сварочных аппаратов. Основная цель теста проверка сварочных свойств представленных инверторов. Сварщики опираясь на собственные ощущения делают выводы о корректности разметки энкодеров настройки сварочного тока, а так же рассказывают о своих ощущениях от поджига электрода, стабильности горения дуги (её эластичности), а так же об ощущениях от работы электродами разных диаметров и разных составов покрытий. 1. Тест корректности настройки 1.1 Настраиваем ток для работы с электродом 2.5мм. (4мм) в нижнем положении. Каждый сварщик выбирает и просит ассистента настроить на аппарате тот ток, который кажется специалисту достаточным для работы с данным диаметром электрода. 1.2 Сварщик пытается зажечь дугу и просит ассистента прибавить или уменьшить значение тока настроенные на аппарате до момента получения удовлетворительных сварочных свойств. 1.3 Ассистенты, во время теста фиксируют значения первоначально заявленного тока и тока фактической сварки – который кажется сварщику достаточным.2. Тест поджига дуги. 2.1 Для теста мы используем 4 диаметра электродов: 1.6мм, 2.5мм и 3.2мм и 4 мм, УОНИИ 13/55 - с основным покрытием и ОК 46.00 - с рутиловым покрытием. 2.2 Для каждого диаметра электродов подбираются соответствующие толщины металла: Ø 1.6мм – 2мм; Ø 2.5мм – 3мм, Ø 3.2мм – 4мм; и Ø4 мм – 5мм. 2.3 Сварщик через ассистента настраивает необходимый ток для каждого диаметра и пытается зажечь дугу каждым из предложенных электродов. Свои ощущения от работы инвертора сварщик заносит в сводную таблицу результатов теста. 3. Тест эластичности дуги.3.1 Эксперты в процессе сварки каждым из 4х электродов - пытаются максимально удлиннить дугу и заносят свои ощущения от работы в сводную таблицу теста. 4. Выводы по каждому аппарату. 4.1 По завершении всех тестов сварщики дают своё заключение по каждому аппарату в отдельности.
6 баллов
-
Кованный легче по весу- 5 кг для 15 дюймов и 8 кг для литых.Проходят мехобработку-токарная и фрезерная; маркировка вдавлена,а не выпуклая6 баллов
-
@AMBIVERT42, мне вообще кажется, что тут нет никакого именно индустриального стиля, всего намешано )) Хотя я не дизайнер, им виднее ))5 баллов
-
спрос в ремонте растет но безопасность ......коммерческое время сейчас особенно если заказчик не особо в теме ремонта.либо очень сильно нужно зделать.
5 баллов
-
Виктор , ты как в воду смотришь и во смотри на соседнем форуме информация к размышлению. http://www.chipmaker.ru/topic/1203/page__view__findpost__p__3663824 Что касается диска , то есть той его части (диск составной и вот вторая часть точно литье) где трещины,скорее всего по привычке варили 4043 но он даже цветом не похож на литье и скорее всего "раскатан" по японским технологиям да и клеймо стоит страны восходящего. В общем варил я его 5356 и даже совсем крохотную "перемычку" вешал в пропасти разделки и сидел ждал рванет или не рванет, не не рванула и держит. Отказался (пока) по кругу буртик усиливать и покажет правка (прокатка) на станке и если вновь трещины появятся то применим усиление. Но считаю виновной в трещинах вот это супер низкопрофильную и наши дороги на которых ее лучше не применять.
5 баллов
-
Опять 25. Чел только осваивает аппарат и сварку и сразу импульс ему давай! Ребята! Импульсный режим-это средняя школа, вы начальную пока закончите (желательно с отличием) т.е. для начала изучите сам процесс! И еще, при 0.05с импульсе и 50А такое не сотворить. Долго рассматривал картинку и так и не понял как такое сваять возможно. При такой толщине сварку надо вести с присадкой (пусть будет 1мм), у тебя кромки разбегаются и ты поймать без присадки их не сможешь.4 балла
-
Справочно Кованные диски,маркировка - : EN AW-6082 или EN AW-AlSi1MgMn, а сплава 6061 – EN AW-6061 или EN AW-AlSiMgCu4 балла
-
Георгий 5356 самое то для этой половины диска так как она аналог АМГ3 или 5 и изготовлена из чушки http://websvarka.ru/talk/topic/489-kolesnyj-disk-svarka-remont/?p=283011 , а вот та часть где спицы это литейный сплав и для нее 4043 в самый раз. Вот смотри как 5356 отлично прижилась на нем и это еще не вся сварка и подрежем подчистим и пройдем в другом направлении чтобы трещин не было не в середке не по бокам. Как сделаю покажу , просто чуток задержки с этим диском , сижу без машины шланг тормозной лопнул и заказал все четыре 6к.р и только завтра привезут . Пожалел что поспешил и заказал надо было от Нивы два состыковать по 250р за штуку и самое главное не цена а уже давно бы на колесах был.
4 балла
-
Переходник из штекера(папа) и гнезда(мама) соответствующих размеров.
4 балла
-
Ну сейчас восстановить способов много , но здесь про сварку и посему как вы сварили не факт что все проварили без пор и пустот диаметр мал и работать не удобно , ПА тоже может не проплавить дно и им конечно проще но нужны доп условия нагрев ГБЦ . Как бы я сделал , рядом с бобышкой открутить все лишнее и вымыть под сварку, старую бобышку долой под самый корень и выварить новую аккуратную и самое главное без пустот и пор.3 балла
-
@Alex_lok, вот линза:3 балла
-
@Alex_lok,постгаз маловат,эл-д быстро сгорит,кончик белый должен быть.3 балла
-
Студенты мед института на территории психбольницы ваабще пешком таксуют.3 балла
-
Я бы с радостью, но нет времени... Я в теплосетях работаю. У нас сейчас аврал. Как только-так сразу, ребята. Отправлено с моего SM-A500F через Tapatalk2 балла
-
Ок, завтра буду пробовать по науке - подгонка, присадка и т.д....2 балла
-
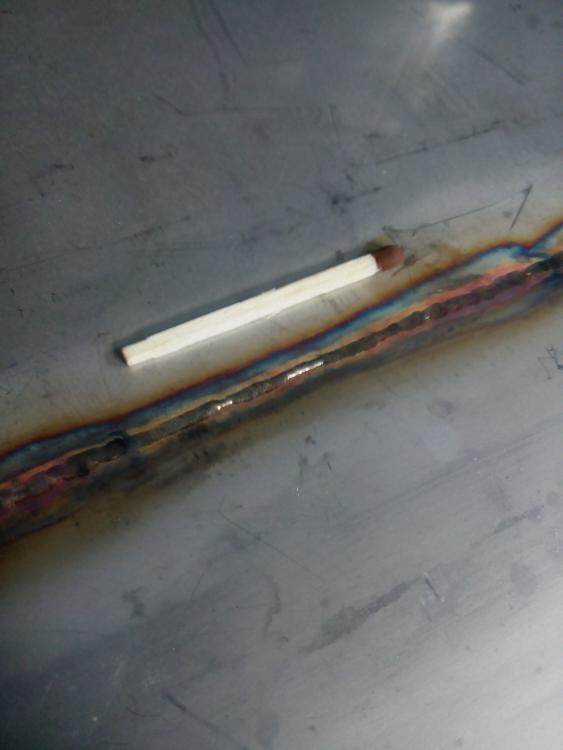
Причем здесь верить-не верить? Цвет и все остальное которое на фото это не шов. Это "малевич" с черным квадратом. Люди конкретно говорят - тщательная подгонка, присадка и т.д. Не хочешь слушать - зачем спрашивать? Вот из старого нашел. Нержа 304 0.8мм Форсаж 200-ка. Прихватки и шов, пульс.
2 балла
-
Править , что же еще2 балла
-
Время сейчас такое, дети на горшках со смартфонами сидят, люди на авто без АКП ездить не могут всё бегом, бегом...2 балла
-
@Alex_lok, по опыту скажу точно, что стандартные линзы (европейский стандарт) работают с заужением сопла, т.е. только по диаметру сетки. К примеру к 26 горелки ставите линзу xxl, керамику выше √12 нет смысла ставить хотя есть √14. Если брать сопла типо fupa(Америка) то у них сетка ставиться отдельно и должна задевать стенки сопла, тогда зона получается равная внутреннему ф сопла. Расход в среднем в литрах =(0,8-1,2)*ф сопла в мм, при вылете равном диаметру сопла. Различие между сваркой ал и нержи в том, что ал более требователен к частоте газа и ванна должна быть хорошо защищена, ф ванны должен быть меньше ф сопла. А нержа ей надо остыть до 300 градусов в защитном газе, либо ф ванны в разы меньше, либо городить утюжок...2 балла
-
https://youtu.be/JsofasVdRt42 балла
-
Элементарно. Пока есть остаток резьбы, вкрутить туда шпильку диаметром равную сверлу под эту резьбу. Естественно, с резьбой на конце. На неё одеть соответствующую втулку , с таким расчётом, чтобы под ней место для отломанного куска было, даже миллиметров на 5 больше. Потом на какие нибудь свободные отверстия закрепить пластины, к ним приварить втулку, через прутки , полоски, лишь бы она жёстко сидела. Короче, делаете кондуктор. Полуавтомат в помощь. Наплавляете отбитый кусок, сверлите через втулку отверстие, затем торцуете на фрезерном станке, выставив по отверстию. Нет станка - из огрызка надфиля и прутка делаете однозубую фрезу (где то я фото выкладывал) и торцуете ей. Нарезаете резьбу. Всё. Нужна сварка , токарный станок и дрель. Может в Москве проще корпус в сервисе купить?2 балла
-
Возможно магний, такие вещи наплавляю и потом нарезаю резьбу, сварка по болту ни чего хорошего не предвещала.2 балла
-
@Валери2001, Реклама идёт а тут обзоров нет https://youtu.be/AhIdj2aWH2Y2 балла
-
Не, не паштет. А реальный пирог в виде торта из свиной или говяжей печени. Я не занимаюсь готовкой, рецепт - не в курсе. Тетки делали несколько раз. Такой вот: http://img.povar.ru/main/f7/cd/b5/26/pechenochnii_tort-288726.JPG2 балла
-
Вы за лайками или за советами? Для первого раза хорошо...2 балла
-
Судя по протоколам испытаний, (не ваша) Ресанта 190 дает максимум 170+/-1А. Крутилка на 100 А означает 78 А реального тока. При этой установке горячий старт выдает 189А (!) тока, спадающего до нормы (78А) за 0,15 сек. Есть неплохой форсаж дуги (1,44 от амплитуды рабочего тока). Но порог низковат - 8.5 В. Uxx тоже неплохое - 96 В. Что же до ПВ, то при 30 С он составил: 7.1 Аппарат отработал 31 минут при токе 169 А. 7.2 Процент включения : 69%. 7.3 Длительности первого цикла: 5,8 минут работа, 1,7 минуты пауза. При 24 С:7.1 Аппарат отработал 60 минут при токе 170,8 А. 7.2 Процент включения : 79%, продолжительности нагрузки: 100%. 7.3 Длительности первого цикла: 10 мин. работа, 2 мин. пауза. Такими были старые Ресанты... Теперь таких нет.2 балла
-
Не попадались. Порылся в сети, нашёл ещё один простой способ как их отличить, кованый звенит как колокол, литой более мягкий, соответственно звук более глухой. Кованные диски практически не гнуться, в основном ломаются. Литые гнуться даже яйцом.2 балла
-
Балансом поиграться. Газу маловато.2 балла
-
@Hlorofos,У нас в троллейбусом парке катали в токарном станке роликами, потом сваривали, после сварки опять в станок. Всё зависит от повреждения. Лет десять назад, а может и больше, процесс этот наблюдал.2 балла
-
А на Ролликовых :) коньках никто не таксует?2 балла
-
Вообщем купил я сварог(джасик) 315 Будем осваивать профессию предков.Всем спасибо за советы,я вас ещё достану А пока пойдем путём перечитывания форума.
2 балла
-
Цыгане Джипёры шумною толпой на выходных по области катались. Вчера был этап ориентирования и зрителей меньше было.Было жарко и грязи не было, ничего- создадим сами.Заезд участников категории ТР-1."Засадных" мест нет , скоростная кольцевая гонка..Как же без советских джипов.Самое интересное, Сузуки с двигателем 1.3, победила. Села на хвост паджерику 2.8 и не отпускала. Потом категория ТР-2 вышла на трассу, тут организаторы сделали две ловушки.Более интересная , преодоление водной преграды..Коробчёнка.Танки грязи не боятся. И здесь УАЗКА.Сидит в болоте птица, сидит и лебедится. В любом соревновании не обходится без поломок.Сломали шаровую опору."Черокез" заглох.ТР-3 подготовленные машины и более опытные экипажи, организаторы сделали в болоте, ранее перекопанное предыдущей категорией, разворот.Прошёл по трассе на другой место.Камышовое болотце, уже перекопанное.По ходу соревнований ,нас посетили и посмотрели мотокарлосоны.
2 балла
-
Обычный шов,движения могут быть различными.1 балл
-
@Вад11, удивительно. Может потому и не получается, что уже под штучный электрод навыки накрепко в голову вбиты. Любое отклонение воспринимается как нарушение процесса и отторгается. Но, тут главное, как и в любом деле, головой понять, что делать надо.1 балл
-
или Андрею Мосягину в ВК. контора та же https://vk.com/remont_svarka1 балл
-
Подача в м\мин1 балл
-
@Точмаш 23,по весу и литье разное,где то стенка толще,где то тоньше,а вот про надпись вдавленную не знал,спасибо.1 балл
-
@Hlorofos,хочется выяснить все нюансы.@morgmail,бывают вмятины,где приходится сначала варить,потом править,тут уже 50/50 и клиента предупреждаю,что бы ко мне без претензий.1 балл
-
Предлагаю добавить пару тестов: 1. на заварку плачущего стыка (шва), который не под давлением. 2. на работу от проседающей под сварочником сети, с 220В +/-10% до 140В.1 балл
-
@Hlorofos, я не катаю, нечем. НО, я никогда не беру погнутый диск, который не смогу сам исправить, то есть, который надо катать. Работая в большом городе, клиенты привозили мне ещё тёплые диски на сварку... Я не сторонник, создавать напряжение в диске, после сварки.1 балл
-
Знаю, что бывает по разному. Знаю, что не каждому дано быть хорошим сварщиком. Человек просто не видит, ни сам процесс, ни результат. Голова у него так устроена. А жизнь порой жёстко принуждает делать то, к чему никаких данных нет. Но, всё же, надо иметь уважение к людям, для которых делаешь. И , либо научиться более или менее прилично делать работу, либо не делать её вообще.1 балл
-
СКРОМНЫЙ, Nail02 и Axim - всего наилучшего !!!1 балл
-
ДОСААФ , слабенький сейчас стал , в мое время 80х был мощнейший организацией О, у спасателей работа появилась Соседний берег и видно вышку стадиона "Знамя" , сейчас все заросло а раньше было видно и сам стадион , чемпионаты по футболу СССР проходили и я пацаном с отцом ходил на футбол. Еще стадион был знаменит своим велотреком и поговаривали что их всего два было в союзе у нас и в Туле ну и позже только в Москве построили. Трек вроде как реконструируют ъ
1 балл