Лидеры




Популярный контент
Показан контент с высокой репутацией 01.06.2017 во всех областях
-
Мои будни. Я дико извиняюсь что плюсов не ставлю и ни чего не показывал из работ готовлюсь к переезду. Как перееду понаставлю плюсов и фотки с работы буду выкладывать (осталось определиться с работой ) Варианты есть и не плохие но надо смотреть на месте. Ближе к теме. Ниссан Ларго с панорамной крышей. Машинка конченая была. Востановил потихонечку.Замена акпп на меху. Акпп была убита. Гидротрансформатор аж синий от перегрева. Также чуток переделал охлаждение. Сделал из газелишного радиатора то что мне надо. И доп радиатор под брюхо от оки с карлосоном от волги, потому как ехать ему далеко и тащить еще прицеп и все по полной загружено. Много чего пришлось выдумывать и колхозить. Пресовалка для клемм кабелей классная штука с помощью неё и сварки с пайкай я сделал троса управления кпп и ручника.. Глядя на меня и сосед решил востановить фиат браво. Там дрыгателю пришел пушистый зверек. Трещины в голове и блок разморожен ни один раз. Я был только генератором идей не более . Все делал сам сосед. И варил уонями потому как они самые крепкие. Я предложил вкорячить от 2107 пихло с карбом а моновпрыск выбросить за не надобностью. Короче дрыгатель с небольшими переделками встал как родной. С кпп сросся как будто там и был. Еще бы кто 2101 проектировал. Вобщем машинка ожила. Интернет отключат потому как 8 июня предполагаю уже двинуться в путь а 650 жаба душит за месяц платить. Кому если что передать по пути велком. Маршрут Уфа-Казань-Нижний Новгород-Владимир-Москва-Волоколамск-Великие Луки. Телефон есть в личных
 11 баллов
11 баллов -
Мне как-то стало очень интересно, как же такое, ТИГ, появилось на свет. Я начал искать. Но в рунете информации- три строчи в википедии, переведенные гугл-транслейтом! Эта статья о истории ТИГ сварки, я специально не стал вставлять все лишнее, хотя история МИГ-МАГ просто под ручку ходит с историей ТИГа, был соблазн и их упомянуть, но не стал. Как соберусь с желанием, отдельно и по нему напишу. Неделю искал статьи, они почти все на англ., допиливал, переводил, фоточки. Также из статьи вы узнаете что ЭСАБ это аббревиатура, и как она расшифровывается, а также откуда инженеры АГНИ черпали вдохновение для своих горелок. Приятного чтения! 1942 год. Идут ожесточенные бои за Сталинград между нацистской Германией и СССР. Но герой этой статьи находится на другом конце света, ждет в ангаре своего часа. Он вальяжно распластался на опорах в сборочном цеху. Его магниевый цельносварной монокок прирастает листом новейшего материала магния и получает еще один шрам в виде шва, выполненного горелкой, которой уже успели дать имя ХэлиАрк. Этот инновационный способ соединения металла только-только появился и тут же ему нашли применение на прототипе экспериментального истребителя Нортроп XP-56. Эта модель получит два прототипа и проект закроют, но в 1945 году, в одном из выпусков журнала о металлообработке, этот самолет поместят на обложке. как пример инновационного на тот момент изделия: Джон Кнудсен «Джек» Нортроп- амбициозный основатель компании, в лаборатории которой был создан и успешно применялся инновационный метод сварки, мысленно представлял свой следующий проект, это был самолет схемы “летающее-крыло” как и ХР-56, позже он получит обозначение Нортроп XP-79, его фюзеляж будет также иметь цельносварную магниевую конструкцию. Через пару лет магниевые детали будут сваривать и другие авиакомпании США. Силами военной компании сварка вольфрамовым электродом в среде инертного газа получала всё большее распространение, чтобы в будущем прочно занять свое место в мирной жизни. http://vladimirhpavlecka.com/uploads/gallery_image/18693/large_xp-56_3_1_.jpg Первый цельносварной самолет из магния Northrop’s XP-56(1943г.) Northrop XP-79(1945г.) - еще один самолет фирмы Нортроп, монокок которого сварен из магния, вместо обычных для того времени листов алюминия, соединяющегося заклепками. Но начало было положено еще в позапрошлом веке. Изобретение сварки неплавящимся(угольным) электродом. Весной 1881 года Николай Николаевич Бенардос, сотрудник фирмы «Яблочков-изобретатель и К°» отправился на Международную электрическую выставку, проходившую в Париже. Подготовка экспозиции выставки проходила в экспериментальной лаборатории при журнале «Электрисьен», содиректором которой был русский физик Николай Иванович Кабат. Здесь Бенардос начал работу над улучшением аккумуляторов, предназначавшихся для электрического освещения, в результате которой пришёл к своему основному изобретению, принесшему ему мировую известность — электросварке, названной им «Электрогефест». Это изобретение получило золотую медаль и стало главным экспонатом Парижской международной электротехнической выставки. Патент на способ дуговой электросварки «Электрогефест», выданный Николаю Бенардосу и Станиславу Ольшевскому 17 мая 1887 года Так как у Бенардоса хватило денег только на патентование изобретения в России, патентование за рубежом финансировал купец С. А. Ольшевский, владелец доходных домов в Санкт-Петербурге и Варшаве, ставший совладельцем патентов. Николай Николаевич Бенардос В 1885 году в Санкт-Петербурге Николай Бенардос совместно с рядом капиталовладельцев основал Товарищество «Электрогефест», имевшее первую в мире показательную мастерскую сварочных работ. Менее чем через два года способ дуговой электросварки получил распространение по всему миру, а имя Бенардоса стало широко известным в научных и технических кругах за границей. Для ознакомления с «Электрогефестом», с целью его применения в своих странах, в Россию приезжали крупные зарубежные специалисты. Всестороннее освещение нового процесса сварки металлов в технической литературе и в специальных докладах видных учёных и инженеров, также весьма способствовало росту популярности изобретения Бенардоса. К середине 1890-х годов новый технологический процесс был внедрён более чем на 100 заводах Западной Европы и в США, электросварку начали применять не только для вспомогательных ремонтных работ, но и как основной технологический процесс производства новых металлических изделий. В 1920-х годах сотрудник компании Дженерал Электрик, Ирвинг Ленгмюр, предложил процесс, пригодный для высокотемпературной дуговой сварки - сварку дугой, образующейся между двух угольных электродов, которые позже заменил на вольфрамовые - в камере, заполненной водородом. В 1924 он получил патент патент США 1952927 Появление TIG. Технологию сварки неплавящимся электродом в среде защитного газа в законченном, оформленном в рабочий технический процесс, завершили в 1941 году сотрудники корпорации Northrop Aircraft Inc. Владимир Павлечка и Расс Мередит, создавшие процесс сварки неплавящимся вольфрамовым электродом для сварки магния, в защитной среде гелия и применившие его на вышеуказанном Нортроп “Блэк Буллет” ХР-56. http://vladimirhpavlecka.com/uploads/gallery_image/18571/medium_Porthole.jpg Владимир Павлечка Создавался этот техпроцесс специально для производства самолетов из магния, с целью экономии алюминия, которого требовалось все больше в условиях войны. Сварка шла на обратной полярности, постоянным током, горелкой, названной Heliarc, и уже тогда похожей на современные TIG-горелки. На разработанную тогда сварочную горелку был получен патент США US2274631 http://legendsintheirowntime.com/LiTOT/Content/1943/Northrop_AN_4308_ad_p059_W.png Статья в журнале Saturday evening post: “Магний- золушка металлов (и сварочная горелка “Хелиарк” фирмы Нортроп.)” Развитие продолжается. Оказалось, что вольфрам, подключенный как положительный электрод, склонен к перегреву и переносу частиц вольфрама в шов. Исследования показали, что перегрева можно избежать, сделав вольфрамовый стержень отрицательным электродом. Это изменение подходило для сварки нержавеющей стали, но все равно не подходило для магния или алюминия. Следующей разработкой стало использование переменного тока высокой частоты. В конце 50-х годов XX века Нельсон Э. Андерсон (Nelson E. Anderson) запатентовал метод сварки импульсным током (патент США US2784349). Это улучшило качество швов сварных соединений алюминия и магния. Линде покупает патенты и марку “ХэлиАрк”. Мередит и Нортроп продают патент и права на торговую марку “ХэлиАрк компании “Линде Газ”. У Линде, в отличие от Нортроп, был стимул тратить деньги и силы, чтобы развивать процесс, поскольку их основной бизнес был производством и продажей инертных (и других промышленных) газов. Они разработали и усовершенствовали целый ряд горелок под брендом “ХэлиАрк (Heliarc). Фрэнк Пилия, который работал в лаборатории Линде, изобрел и запатентовал горелки TIG с водяным охлаждением (патент 2468806 от мая 1946 года.) чертеж из патента на горелку с водяным охлаждением. Пит Шеллер, также из Линде( Linde), подал заявку на патент в мае 1951 года, 2685631, на горелку, у которой голова может быть изогнута по мере необходимости для доступа в труднодоступных местах, таких как сварка труб. http://www.netwelding.com/Scheller%202.jpg Газовая линза также была изобретена сотрудником компании Линде, Джином Горманом, в 1960 году. На Youtube даже есть старое обучающее видео, Heliarc https://www.youtube.com/watch?v=lg9_ZvWE2qY форма керамических сопел никого не напоминает? Линде продали бренд Heliarc и свой бизнес сварочного оборудования и присадочных материалов в 1980-х. ХэлиАрк теперь принадлежит компании ЭСАБ. ЭСАБ (швед. Elektriska Svetsnings-Atkie Bolaget)- электросварочная акционерная компания. Ссылки: https://ru.wikipedia.org/wiki/Сварка_неплавящимся_электродом https://www.lightmetalage.com/magazine/1945-issues/july-1945/ http://www.weldinghistory.org/whfolder/folder/wh1900.html https://en.wikipedia.org/wiki/Gas_tungsten_arc_welding https://airandspace.si.edu/collection-objects/northrop-xp-56-black-bullet?object=nasm_A19600303000 http://legendsintheirowntime.com/LiTOT/Content/1943/Northrop_AN_4308_ad_p059_W.png http://www.netwelding.com/history_tig_welding.htm https://www.millerwelds.com/resources/article-library/the-history-of-welding выпилено . хотите рекламировать свой блог-ставьте в подпись или делитесь здесь http://websvarka.ru/talk/blogs/10 баллов
-
Как делать не надо! Вот что получается, когда ты дебил и бьёшь в грудь, говоришь, что мега орёл и знаешь всё и опыта 50 лет!А нужно было всего лишь отдать на стенд на прокатку и потом завалить трещину. Но начальник (он же слесарь)-плюнул на всё и сказа,л что опыта у него огого и прокаточного станка на свете не существует, всё делается кувалдой.Он притащил резак, нагрел так сильно, что диск уже начал стекать на стол. А потом-лупанул со всей дури молотком. Вот и обломался кусман. Потом попросил, чтоб я всё наплавил обратно. На аргументы что это всё говно и держать не будет и развалится и опасно.. он плюнул так как опыта 50 лет... Я наплавил с горем по полам. Ну и более менее навёл марафет. Вот так всё начиналось Потом что-то пошло не так... А у вас диск отклеился зачищаем наваливаем с другой стороны завалили и начинаем приводить в форму хоть чего то что похоже на диск выгрыз бур машнкой.. с вэдэшкой бур не забивается! агонь! ненавижу полировку.. аж плохо становится и хочется убивать.. но тут всё прошло гладко конечный результат.. полировщик из меня так себе...10 баллов
-
"И пошла сварка практически ,почти автоматически"©АМг6,S-2.5мм.
9 баллов
-
Получил красавца
9 баллов
-
http://chipgu.ru/pic/42512.jpg http://chipgu.ru/pic/42513.jpg http://chipgu.ru/pic/42514.jpg http://chipgu.ru/pic/42515.jpg http://chipgu.ru/pic/42516.jpg http://chipgu.ru/pic/42517.jpg http://chipgu.ru/pic/42518.jpg http://chipgu.ru/pic/42519.jpg http://chipgu.ru/pic/42520.jpg http://chipgu.ru/pic/42521.jpg http://chipgu.ru/pic/42523.jpg8 баллов
-
Принесли крышку от скутера. Отпескоструил мелким песком, разделал, прошелся без присадки. А далее этот китайский сплав начал кипеть по краю сварного шва, а вместе с ним и мои нервы. Долго перемешивал, вычищал и снова переваривал. Танцы с бубном продолжались до позднего вечера. Конечный результат не зафиксировал - получилось не совсем эстетично. А это трудовые будни на основной работе Ну и вечером в мастерской8 баллов
-
Посмотрел первую ссылку , примеры работ , туда не везите , швы действительно плохи , да и варят без подготовки и на "грязную". Задавался всегда вопросом почему ставят на свои оф.сайты такие работы сомнительного качества (одно хорошо что свои работы , не воруют в инете НО) , если позиционируют себя и свои работы качественными , то уж могли бы своровать красивую фотку в инете5 баллов
-
Патон Б.Е. Технология электрической сварки металлов и сплавов Paton_B_E_-_Tekhnologia_elektricheskoy_svarki_metallov.djvu5 баллов
-
А мы так обиделись, так обиделись! Удачного переезда! Один из Уфы в Саратов свинтил. Другой - в Великие Луки. Так Уфа без сварщиков останется, всё клеить будут.5 баллов
-
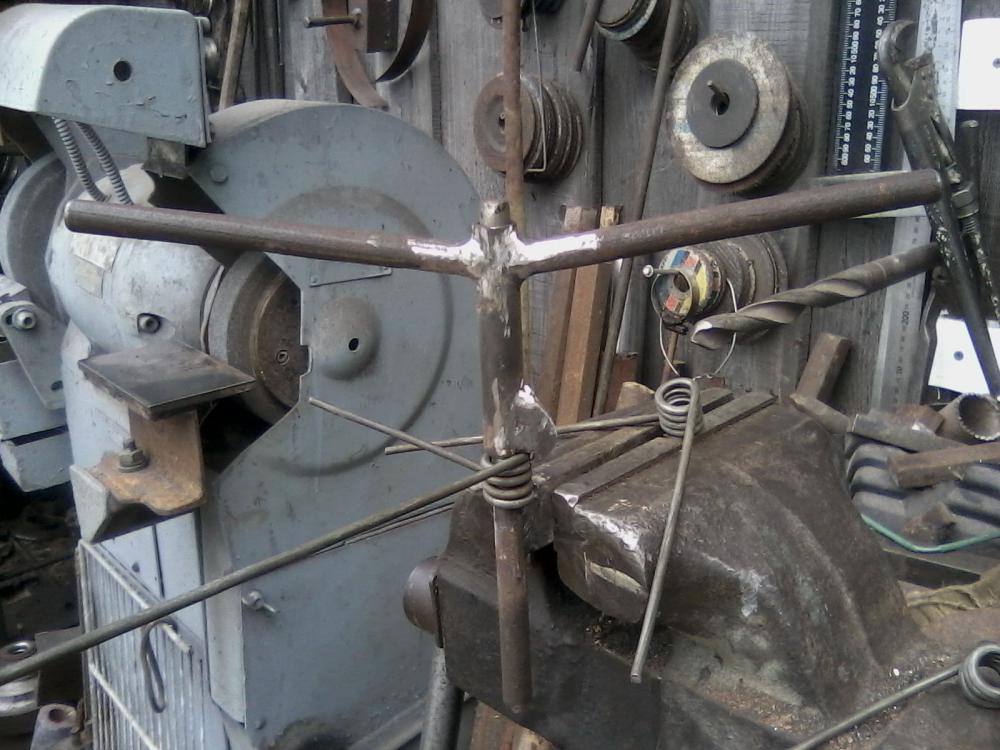
Сегодня сделал приспособление для навивки пружин для своих клемм массы,раньше гнул почти на коленке а тут подсмотрел в инете и сделал из подножного хлама.Гнётся очень легко и быстро.Проволоку беру из центрального провода высоковольтной жилы,очень сталистая штука.
4 балла
-
Вадим , у нас опыта в "кувалде" намного больше и даже не греют. Интересно у них или дороги совсем хлам или в округе одни "Шумахеры" столько дисков и в элитном шиномонтаже не сыщешь. https://www.youtube.com/watch?v=bPfbSp21qhY3 балла
-
Похоже, что люди везде одинаковые........3 балла
-
@Георгий 11, желательно 4кв. Еще зависит от длины кабеля. Но учтите, что в основном сейчас кабель идет по ТУ. А что по ТУ то чуть меньше сечением. Поэтому если кабель не метр и "жарить" (как тут высказали мнение), то однозначно 4кв. Розетка промышленная 32А вполне справляется, если протянуты контакты будут хорошо, то ни чего не поплавится. Если есть отдельное заземление, то лучше розетку тогда на 5-ть контактов, чтобы отдельно не тянуть заземляющий провод к источнику (желательно но не обязательно).3 балла
-
Жор, ставь 4 квадрата, наверняка ж "жарить" будешь!3 балла
-
Очень понравилась конструкция столика ("столешница", в принципе, любая может быть) https://www.youtube.com/watch?v=ohAE0_1bkYA3 балла
-
Два обрезка медной трубки, взятые у знакомого кондиционерщика, решают вопрос. Сплющить, согнуть и привинтить.3 балла
-
Газелька.
3 балла
-
Володя , ну какой я супер -пупер . Заварить не проблема, но и что касается диска , я не возьму однозначно и вот почему. Диск от мощной спортивной машины с низко профильной резиной и нагрузка на него большая , ( я катался на низко профильной и знаю какие удары от нашего шоссе воспринимает диск на такой резине) и даже на заднюю ось я бы не рискнул поставить. Да и скорее всего он имеет "восьмерку " и при сварке поведет и на спорт кар он уже ну не как не годен. Так что с гарантией или без нее я ответственность не возьму на себя. Тем паче в Москве полно фирм занимающихся ремонтом дисков и даже гарантию дают. Вот две сейчас посмотрел , написано красиво , а вот фотки швов не красивы . Вторая фирма , тоже все красиво но вот у меня очки на лоб полезли оказывается от пор они добавляют до 5% кислорода к аргону. Сколь прочитано, просмотрено но такое первый раз прочитал , да есть тройная смесь под АЛ но там Аргон+Гелий (в любых пропорциях) + Азот (а вот этот всего 0015%) . С кислородом поставлю эксперимент , уж очень интересно результат знаю заранее ну чем черт не шутит и главное будет что обсуждать. https://svarkaargonom.com/?utm_source=yandex&utm_medium=cpc&utm_campaign=19840676&utm_content=2403604204&utm_term=сварка%20литых%20дисков&block=premium&position=1&yclid=2983131657671807865 ПРО КИСЛОРОД ЗДЕСЬ , кошмар полный но на сваренные диски гарантия http://koleso-master.ru/argonnaya-svarka-diskov3 балла
-
Спасибо конечно , но я критически отношусь к себе , мне еще учиться и учиться , до молодца еще огого как далеко, у меня 3-ий разряд, работаю на стройке, сварки мало, иногда по 1.5 месяца нет работ с металлом, то на заборе деревянном, то с лопатой, хочется конечно сварки побольше. Но все равно спасибо всем за конструктивную оценку.Будем стараться дальше. = ))3 балла
-
У нас тоже немного нарвали, теперь будем скакать по канавам, не успели закончить в этой яме уже планы у начальства ехать на другую, то что дожди идут и лезть нельзя им как-то все пофигу, боремся своими методами)))
3 балла
-
Давненько не касался , так и разучиться можно . Поработал немного , душу отвёл , соскучился по процессу , но баловать не буду ТИГ (159х219) ф 2,4мм МИГ (159х219) ф 1мм И ММА (159х219) LB-52U , 3,2мм
3 балла
-
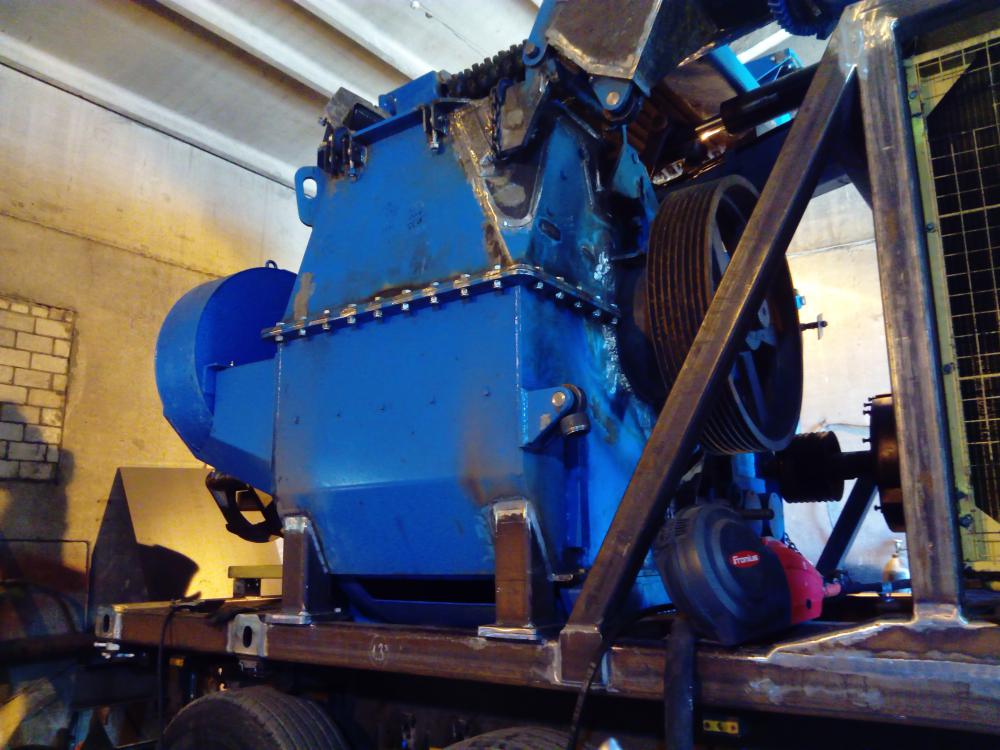
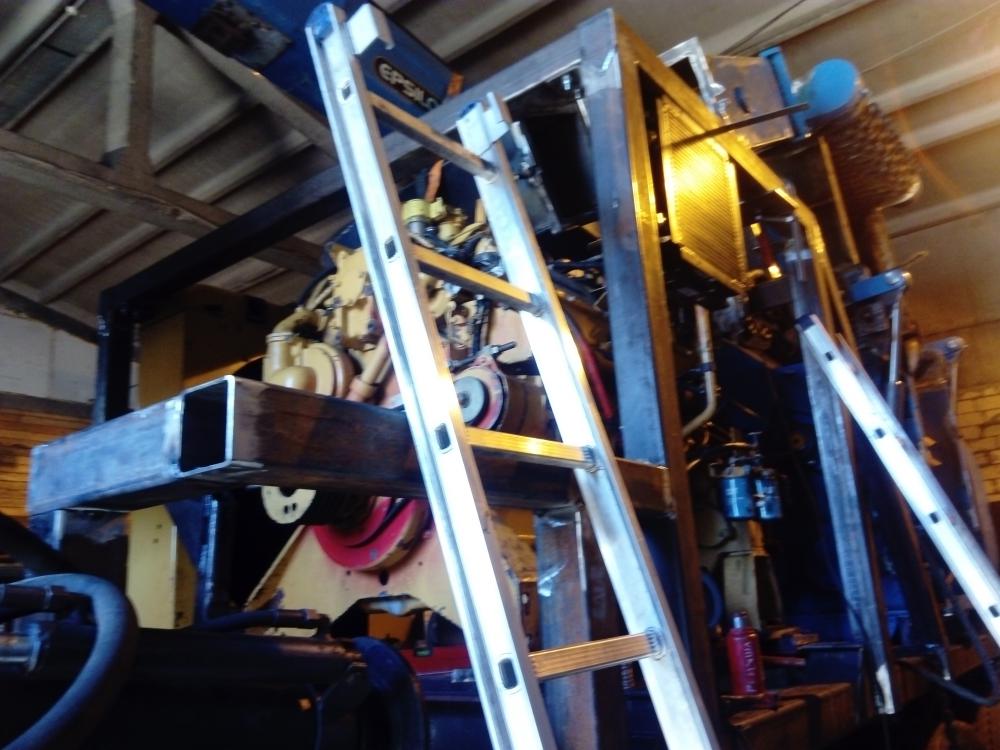
Продолжается работа над проектом (М-2)
3 балла
-
Моё рабочее место2 балла
-
зайди к ним в группу Вконтакте, вообще ошалеешь. Там хорошо видно, что ни зачистки, ни разделки, зато гарантия...А вот эта фраза загнала меня под плинтус: Оценка повреждения. В зависимости от характера скола или трещины подбираются аппарат и сила тока.Сварка литых дисков аргоном. Выполняется это ручным или автоматическим способом. А я всё на одном аппарате делаю и на одних настройках тока, ни чего не подбираю в зависимости от "характера скола или трещины". Придётся исправляться. Похоже они действительно на дисках п/а пробуют, изверги.2 балла
-
Ну если нет то не страшно, так как думаю нерж. она и есть нерж и много зачищать там нечего (старая в цементе или коя обгорелая то ее уже можно и не по "канонам" чистить) и поэтому берем губку для мытья посуды (самый дешевый способ) мылим хоз мылом 72% и абразивной стороной трем и смываем водой. Нерж после этого и готова вариться без всяких капризов. P.S. Да забыл если заусенцы после реза на краях то напильник или лепесток пойдет.2 балла
-
Сегодня переделал механизм фиксации своей третьей руки.Было три отдельных зажима,стал один при тех же степенях свободы.Идею позаимствовал с индикаторной стойки.Пользоваться стало заметно удобней и фиксироваться стало крепче.
2 балла
-
Записал ролик, для совсем начинающих аргонщиков. Рассказал самые простейшие, но от это не менее непонятные вещи для тех кто только-только столкнулся с аргоном. Так как все шишки набивал сам, пока не додумался съездить к профи, и все еще свежо в голове, попытался обобщить в ролике самое основное для начинающего. Я, например, сжег полэлектрода пока не понял что из моего дешевого редуктора просто не идет газ(брак). Также сейчас я бы не стал покупать аврору, купил, так как все равно не понимал чем она отличается от гроверса или форсажа, зато дешевле! https://www.youtube.com/watch?v=HzYnksxc0Gw2 балла
-
https://www.youtube.com/watch?v=k3wcAxpxetg2 балла
-
@Keepitbrutal, возьмите расписку с хозяина диска, что он берет на себя всю ответственность за любые негативные последствия в процессе последующей эксплуатации диска. Ну, а Вы в свою очередь, обязуетесь максимально соблюсти всю технологическую цепочку при выполнении данной работы. А лучше - нуегонафиг...2 балла
-
@Keepitbrutal, спицы/ступицы варить нельзя. технически это возможно, но не безопасно.2 балла
-
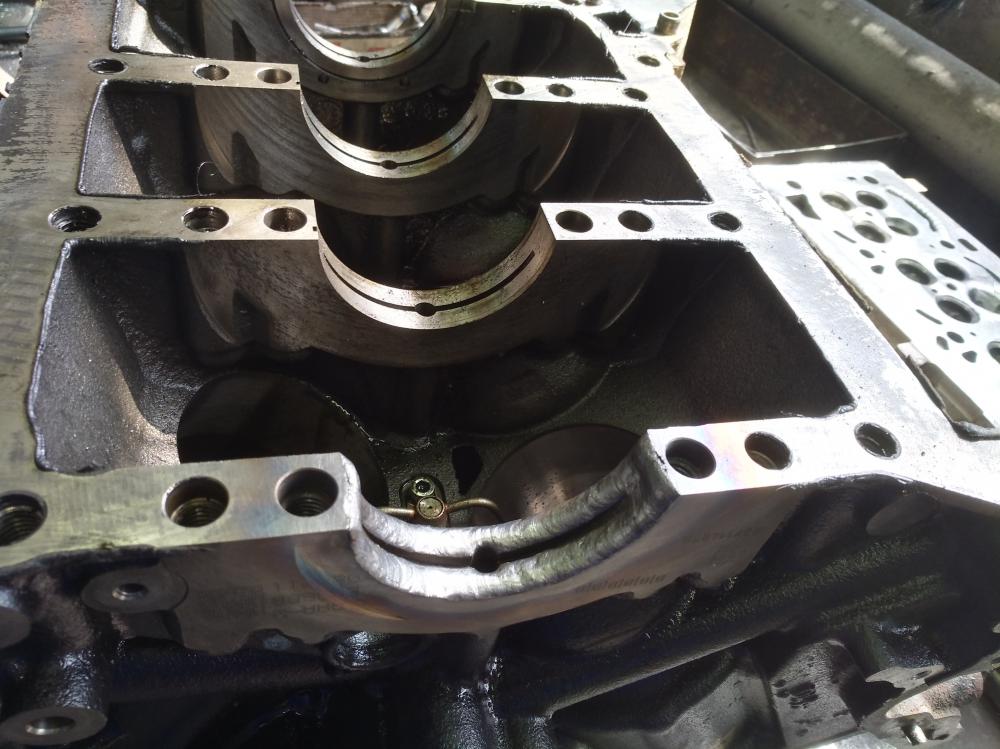
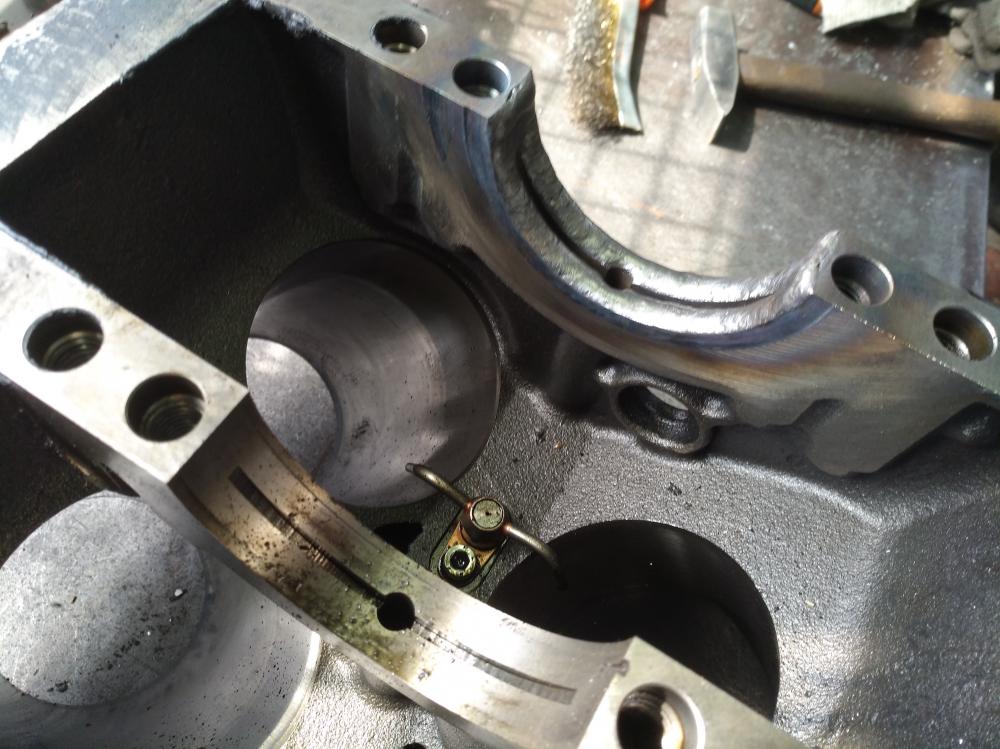
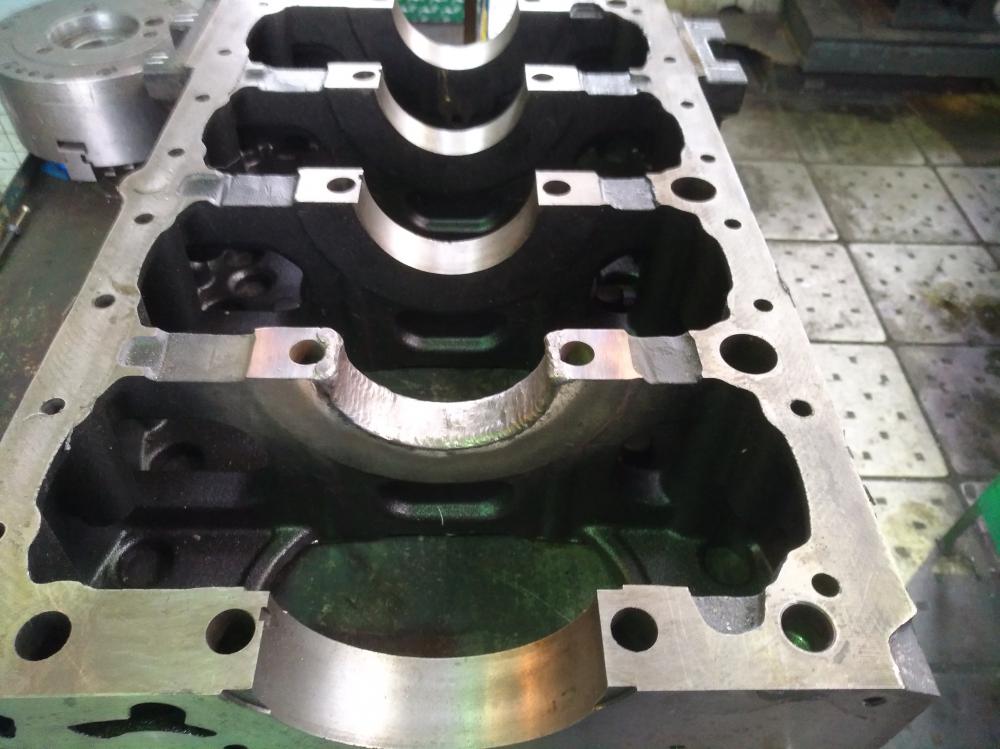
Ни чего нового , постели блоков , чугун , наварка панчем. А вот дальше постель другого блока. (я уже спрашивал выше , может кто сталкивался с таким напылением?) Вот куски от напыления. И положив один слой , отдав на расточку ( не доходя до нужного размера) , оказалось что поднимать нужно выше , слишком много они срезали перед напылением . Видно где резец коснулся а где не хватает. Крышка с постелями от него.
2 балла
-
Как я провел лето Тьфу, то есть выходные прошли плодотворно Обратилась ко мне одна девушка, она дизайнер и ее порекомендовал наш общий знакомый - мой постоянный клиент. Нужно было сварить три каркаса столиков, два стеллажа и надбарную конструкцию чисто декоративную - там будут какие-то светильники. Она скинула мне визуализацию, размеры и понеслось. Закупил сто метров профиля 25 и 30, как назло 25 был жутко ржавый. Начал чистить: На столе собираю детали столиков: Это вторые части тех же столиков: Это сборка боковинок стеллажей: Это сборка ферм надбарной конструкции: Внутри, чтобы не стачивать швы, пробежался на большом токе: Итог работы_1: Итог работы_2: Итог работы_3: Все уехало в покраску, потом каркасы заберут столяры, а конструкцию повешаем сами. Как-то так
2 балла
-
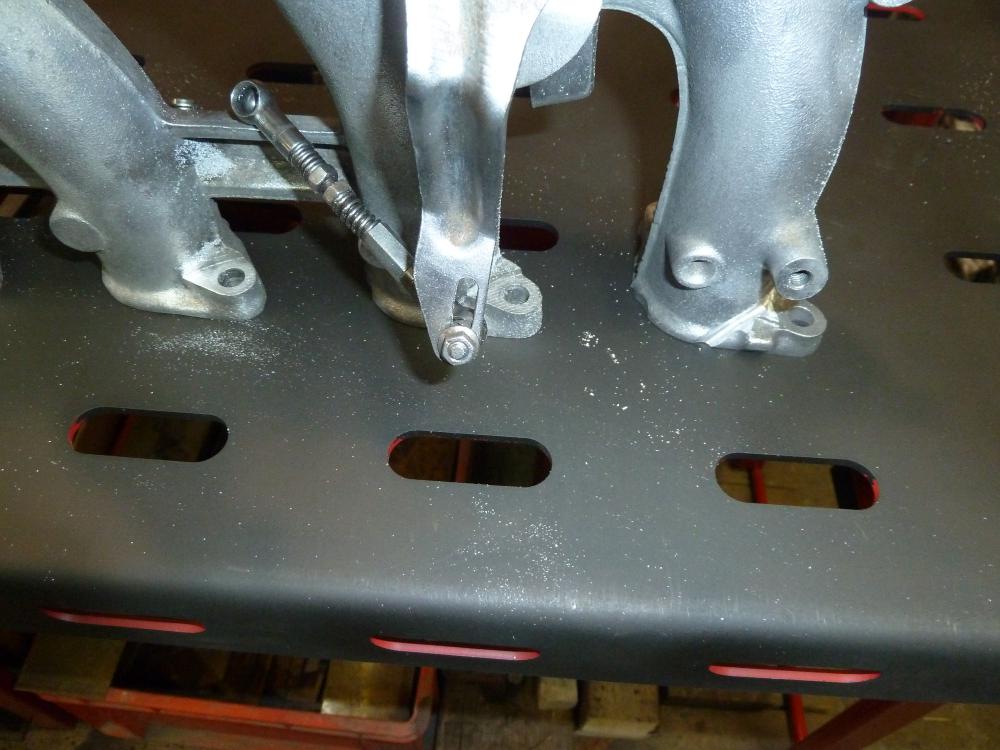
Пока заговоры искали, я тем временем опробовал столик ,случай и как спецом притащили и срочно . Конечно самую малость но вот для такого он в принципе и создан , и воронение не мешает так как дугой прямо до воронения доставал. ГБЦ, их крышки, поддоны , какой каркасик точный состряпать и Т.Д. и такой столик первый помощник. .
2 балла
-
Плоскость довольно ровная , как добились ну все решает технология . Кстати после шлифовки изгибает ой ой как и применялись контр меры . Мужики, вы чо к плоскости прицепились как будто космический корабль на ней изготавливать , она ровная и этого с лихвой хватит Ну и думаю 250кг это так сказать на запас прочности показали , но вряд ли кто на такой столик больше 100кг положит, он хорош для не особо крупных деталей и на нем можно довольно точно выставить. Ну а для крупных и тяжелых стол будет в десятки раз дороже . Вот приложил уровень и все ровно , меня более чем устроит.
2 балла
-
всё правильно. малюсенькие трещщины есть. чтоб их убрать нужно было срезать ещё по сантиметра 4-5 с каждой стороны, но насяльника отказался ибо и так сойдёт, и вообще что я понимаю, и у него опыта 50 лет так что.. ещё не факт что не лопнет при натягивании резины1 балл
-
201-я не трещит вообще. Варится как обычная аустенитная. Имеет пониженную кор. стойкость, только для применения в сухих помещениях. Используется как дешёвый заменитель 304-й при производстве перил и ограждений используемых в помещениях. Как из неё могут делать баки я не знаю.1 балл
-
Тельфер из нержавейки....
1 балл
-
На будущее, всегда пишите вводные данные, - аппарат, марку патронов, ампераж итд.1 балл
-
@виталий каховка,за съёмку плюс, за сварку минус. Сведение трещины в ноль почти гарантирует вернуть геометрию. У вас же получается бугор. Что бы сделать более менее круг. На столе маркером обвести целую часть и по этому шаблону выгонять геометрию поврежденного участка. А так прикольно, съёмка очень даже. Единственное фильтр бы на камеру темнее, если это фильтр сварочный, то поляризационный слой нужен. есть химия для оптики или со старого же монитора, слой содрать @SergDemin, в углекислоту кислород(исправил) не добавляли. Раскисление черняги идёт с помощью кремния. Aws 70s-6 "6"-означает степень раскисления. Чем меньше тем больше защиты. В радс с "1" придется поддувала делать с обратной стороны, как для нержи1 балл
-
@morgmail, можно ещё хирургический зажим использовать. тоже вещь удобная.1 балл
-
Обварка основания якоря.
1 балл
-
Добрый день! Да, УШМ срезал по шов сварочный. Там трубка к ободу приварена вот возле шва и срезал,потом плоскость примерно вывел КЛТ-диском. Подшипники потом с обоих сторон шайбами закрыл, хоть подшипники и закрытые ,
1 балл
-
Фриценваген вчера был доварен и сегодня утром сдан владельцу. Владелец доволен, я тоже. Прощальное фото )) Привык я к нему за несколько месяцев-то. Работа:
1 балл
-
тигом владею еще плохо. только учусь. так что строго не судите. https://www.youtube.com/watch?v=NSxuUua95-I&lc=z12ttt3oimn1t5xop04cgxa54xjze10z0f41 балл
-
@Георгий 11, в аргоне он наварит. Можете ему сразу пузырь ставить, он теперь ваш кормилец, ведь за переделку чужого порева две цены минимум! Ведь сроки тикают, заказчик наезжает и времени на раздумье меньше, чем в Что?Где?Когда?1 балл
-
Очередная замена осей ROR на Schmitzнеделя на коленях мозоли натер все дело в ходе амортизатора,в сжатом должен не лежать на штоке в разжатом не висеть на нем.
1 балл
-
Я такие себе клеммы массы делаю,с обрезков профиля.Бюджетная,неубиваемая и любого размера можно сделать.
1 балл
-
@ДенисМ,вы считаете это нормальным?Чего не 100500А при ПВ 10%?При плохом контакте нижней губки как ток пойдет на верхнюю?Вы представляете что будет даже при 300А,почему то не предусмотрено ничего под установку шунта и на самой клемме нету ничего,что могло бы предотвратить атомную войну).1 балл
-
доброго пятничного вечера форумчане! сегодня трубку варил , нашел от пылесоса вроде,зачистил ток 40 Ам,баланс 28,герцы 100,спад тока 3,0 забыл чуть,стенка около 1 мм примерно
1 балл