Лидеры




Популярный контент
Показан контент с высокой репутацией 25.04.2017 во всех областях
-
Добрый день. Меня зовут Денис, я директор компании Сибар Групп. Достаточно длительное время, помимо основной своей деятельности, мы вели разработку универсальных столиков, которые мог бы позволить себе любой частник, ценящий свое время и отношение клиентов. Наверное большинству из вас известны столы с сеткой отверстий и богатым набором оснастки, как от именитых немецких, так и от отечественных производителей. Но удобство и функционал данной продукции не всегда могут позволить себе даже крупные компании, не говоря о частном клиенте. Возможно кто-то из вас уже сделал себе нечто подобное. Но оснастка осталась либо недосягаема, либо пришлось приспосабливать нечто напоминающее... Имея богатый опыт работы с подобными столами мы задумались - каким образом можно "спустить" основные преимущества для массового пользователя. Итогом наших усилий явился, на сегодняшний день не имеющий аналогов продукт - модульная система мобильных столов с богатым ассортиментом оснастки. http://image.prntscr.com/image/d2f5f9bfe6f74dc386bbf9a2c76be468.png (Я специально нигде не упоминаю "мобильных сварочных столов", это их первоначальная идея, но мы смотрим шире). На сегодня стол существует в двух модификациях - стандартная версия - вороненая поверхность, крашенный низ столешни; и версия для пользователей, которым важен просто функционал - промасленный голый металл. Стол выпускается в одном размере 800х600, имеет складные ножки и прекрасно входит в багажник любого автомобиля. Для пользователей, кому нужен другой габарит разрабатываются "обвесы-расширители", а также отрабатывается методика соединения нескольких "столов-модулей" в единую ровную поверхность. Столешня выполнена из листового металла толщиной 4мм и имеет надежную раму. Максимальная рабочая нагрузка на стол 200кг. Масса стола 27кг. Поэтому стол следует воспринимать в первую очередь как мобильную систему для НЕ тяжелых сварочных и не только работ где угодно. Не ожидайте от него свойств наковальни. Это такая "универсальная струбцина" или же "кондуктор". Более детальную информацию вы можете найти на сайте продукта - http://www.sibarwelding.ru Продукт и сайт находится в стадии активного развития, поэтому наполнение информацией и появление новых приспособлений происходит постепенно. В дальнейшем, одно из направлений развития системы - ввод стола аналогичного формата с толщиной фрезерованной плиты ~16мм. Этот и текущие столы смогут также объединяться в единую рабочую поверхность при необходимости. Вся предлагаемая оснастка будет работать с любыми нашими столами. В данной теме отвечаем на вопросы, предложения. Слушаем вас и вникаем. Публикуем последние новости от нас. Ну и собираем отзывы от пользователей. Политика, диванные теории и прочие отклонения от темы будут модерироваться. К вопросам о жесткости стола. (Ролик длинный (10 минут). Самый сок с 6й минуты. Максимальная приложенная нагрузка составила порядка 1400-1500кг. По итогу издевательств по одной из диагоналей остался провис в ~1.5мм. ) https://youtu.be/3av8Ow5rOJQ10 баллов
-
Как всегда, только окончил одну работу, нате вам.Баков на ремонт натащили.Защиту на переделку и установку.Блок чугунивый.На ремонт с Уральска , после "мастеров". " Крючки" успел сделать.
 7 баллов
7 баллов -
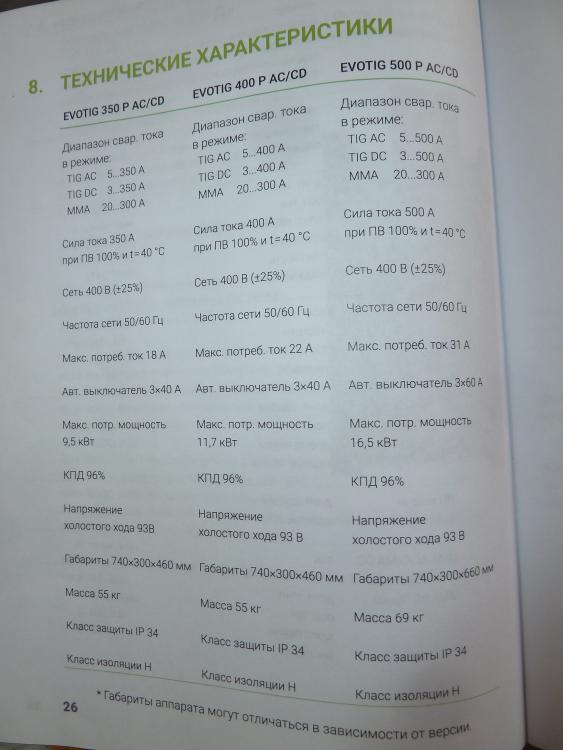
У нас утверждены новые корпуса для сварочных аппаратов EVOSPARK. Теперь высота аппарата на 350А (2-х модульный) - 460 мм, а на 500А (3-х модульного) - 660 мм.
7 баллов
-
прикольный=) https://youtu.be/qjlLEohX5I86 баллов
-
Ну ,ну , размечтался ... Только скинул , "ну ещё один..." Видеозарисовки , взгляд со стороны
6 баллов
-
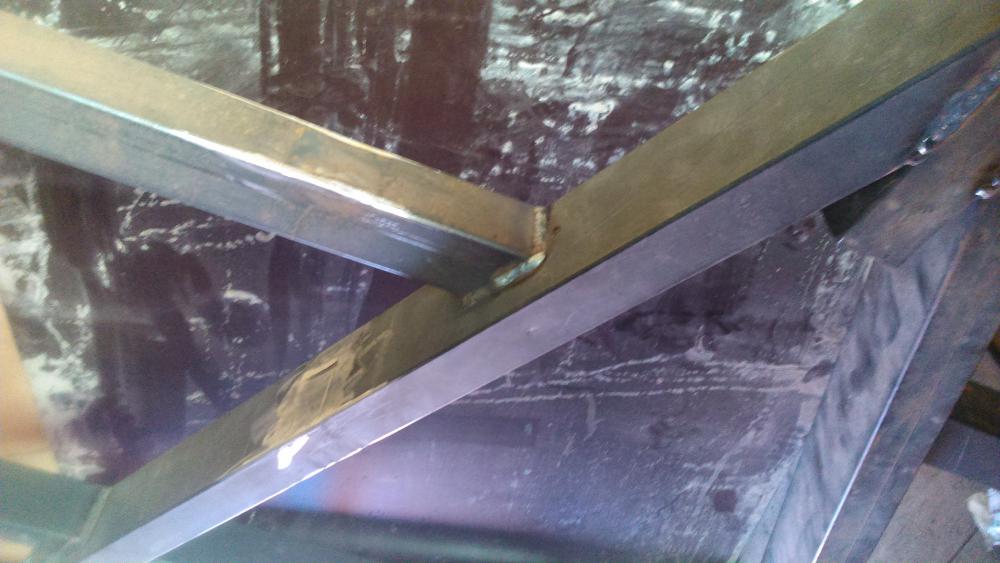
Исходя из толщины металла шов должен быть в 2 раза шире, а так же в 2 раза коэффициент наплавки выше минимум. Торопишься не ждешь детальной переплавки металла, фактически плавишь только присадочный материал. Без опыта правильный шов за проход положить трудно, но за 2 прохода можно в Вашем случае. Желаю успешных швов. Старайтесь. Молодец. Вот господа правильная стыковка угловых соединений, обратите внимание. Если внутри обеспечен поддув, то там будет шов за 1 проход 2 х зайцев. Способ стыковки проблематичен, зато и по деформационной теме верен. В нагрузку добавлю за шов, хорош5 баллов
-
За сколько договоришься, столько и будет стоить. Вы на рынке труда, тут нет одной четко фиксированной цены.Частенько на одном объекте за одни те же стыки платят разные деньги. Когда мне заказчик задает такой вопрос, то я задаю ему несколько вопросов, которые можно задать и вам. 1. Рабочее давление 2. Рабочая среда 3. Марка стали(чернуха или нержавейка) 4. Где проходит трубопровод: на высоте (если да, то важно на какой высоте), на земле или под землей 5. Вид контроля 6. Кто монтирует стык 7. Вы участвуете в монтаже или нужно только обварить стыки 8. Если вы собираете стык, то монтажники ваши или заказчика 9. Оплата труда монтажников производиться из чьего бюджета 10. Расходные сварочные материалы ваши или заказчика Еще могу задать кучу вопросов... Только после ответов на эти вопросы речь может идти о цене за стык. И когда вы знаете норму времени на стык, проще вести переговоры.5 баллов
-
http://chipgu.ru/pic/40524.jpg http://chipgu.ru/pic/40525.jpg http://chipgu.ru/pic/40526.jpg http://chipgu.ru/pic/40527.jpg http://chipgu.ru/pic/40528.jpg http://chipgu.ru/pic/40532.jpg http://chipgu.ru/pic/40540.jpg Двор шахты, до войны был заставлен оборудованием. Счас нету. Говорят, в ремонт увезли http://chipgu.ru/images/smilies/kolobok_smile.gif. http://chipgu.ru/pic/40534.jpg http://chipgu.ru/pic/40535.jpg http://chipgu.ru/pic/40536.jpg http://chipgu.ru/pic/40537.jpg5 баллов
-
Для таких предложений у нас есть Барахолка с разделом Продам и правилами Правила подачи объявлений.4 балла
-
А нечего по сути фоткать Ну оборудование, так оно и у производителя на сайте красиво показано. Да и камеру я не брал, а фотик в смартфоне одно расстройство. Из реально заметного это пожалуй только ROSWELD - они выделились стендом, заодно и окраской аппаратов. Костюмы для демонстраторов отбрендили - я фирменную символику на одежде быстро припоминаю только вот у росвелда, гроверса и кемпи. А вот с точки зрения самой презентации как-то не очень - Андрей рекламировал EVOSPARK несколько энергичнее и интереснее.... Еще отличился в обратную сторону дилер фубага (и EWM), у которого на стенде собственно фубаг-то и отсутствовал. Но они его устно рекламировали. Часть стендов - китайцы, расходки/оснастки и вспомогательных аксессуаров немного. Питерский pk-podjem.ru выкатил сварочный стол.
3 балла
-
Резина 265/75-16 влазит в Хантер без лифта на штатных дисках. Задние арки надо резать по ширине (зазор маленький, на пересеченной местности будет задевать). Мож кому информация пригодится...3 балла
-
Выложи в тему: "швы"...http://websvarka.ru/talk/topic/4810-svarochnye-shvy-chast-2/3 балла
-
@Учусь,меняйте проволку, иначе просто в холостую потратите силы и материал.Колите начальство на качественные материалы,будите приятно удивлены качеством работы. @Учусь, Петров В.НСварка нержавеющих сталей (книга как раз предназначена для рабочих,весит 13мв выложить не получится,но книга написана просто и понятно ),Почитайте книгу Николаев "Сварка в машиностроении" том 2 там вся технология прописана svarka_esab сварка нержавейки.pdf3 балла
-
Давно это было,как то на работе приволок механик изношенный палец от экскаватора и пачку электродов(названия не помню,написано на упаковке было что предназначены для наплавки ковшей экскаваторов,плит дробилок и ещё чего то)и дал мне команду наплавить вал.Вал я наварил(помню дым сильно вредный был, в горле давило как будто кубинских сигар накурился),только токарь с этим валом как не мучался ,ничего сделать не мог.Даже на наждаке пробовал точить,одна пыль от наждака сыпалась.Даже искр не было,так вал и закинули в чермет.3 балла
-
5183 интерпульс. Латки к бочке ТИГ. https://youtu.be/nLsbU8Mi2Ns3 балла
-
Раньше от Агдама пробки использовались для прокладок, вещь.2 балла
-
@lazycat, не надо искать дешевле, чтобы не было мучительно больно за бесцельно потраченные деньги. Гляньте Гроверс и Форсаж. И обзоры по ним на форуме почитайте.2 балла
-
Гламурненько. Даже не вяжется со сварочником, больше похоже на аудио аппаратуру.....2 балла
-
Зенит-Арена она такая.... ...Да! и побыстрее забирайте ее уже...2 балла
-
Совсем печальная размером выставка. Большой тусняк на большом стенде росвелда, аврора как обычно с большим стендом и розыгрышами, гроверс заметен, хелви, эсаб, мигатроник. Сварог проигнорировал, что показательно. Отдельным большим стендом меркле (не евротек вроде), притом даже таблички с описанием на русский не перевели)))) Ну как-то так... я ехал посмотреть хелви и гроверс, я посмотрел. В остальном и делать нечего.2 балла
-
https://www.youtube.com/watch?v=AY7aJ9wzUTo2 балла
-
Выставка началась. Всех, милости просим. Стенд А-10.32 балла
-
а собственно без вранья и т.п. Во всем же остальном он вполне нормально варит. Наброс тока только на АС и то на больших значениях. Может кому то это будет не принципиально. Следовательно все без вранья. В свое время мне абы какую резину надо было на жигуль, лишь бы без грыж и не совсем колено. Протектор миллиметр и уже радость. Если бы он совсем не работал а заливаешь ... ну показать не могу ... или тупо высылаешь в другой конец России, а в внутри пусто. Так что в вашем случае не так все безнадежно! Идет наброс тока с выше 200А в АС при поджоге. С адекватной ценой и так заберут.2 балла
-
@Вад11,Вадим , на входах-выходах с КПЗ и РДБК стоят заглушки , при опрессовке/монтаже эти узлы исключены из магистрали . При поступлении объекта к заказчику , всё это дело вскрывается и перетряхивается ( не знаю , зачем и почему такая схема ) . Во вторых , с LB шлак очень крепко держится , даже при желании с обратной стороны шва он отбивается с очень большим трудом , в отличии от рутила . А абразива внутрь попадает совсем мизер - зазор выставлен изначально и в ходе сварки он лишь корректируется на относительно малых участках . Врезки тоже не наносят ущерб , так как все отверстия делаются загодя . К тому же , часть "трубы" идёт на входе до фильтра , а другая на выход после узлов .2 балла
-
@Учусь,если хотите ускорится тогда в ваших условиях вам поможет только полуавтомат.И проволоку нужно применять предназначенную для работы в условиях абразивного изнашивания и трения металл о металл. Вот примеры выполнения http://patonpublishinghouse.com/as/pdf/2013/pdfarticles/03/12.pdf. Если интересно можете почитать книгу :Наплавка и напыление -Хасуи.А @Учусь, при наплавке лучше делать общий подогрев град 150-200 (может понадобится и до 300 град,это зависит от марки стали ) и после замедленное охлаждение(песок или мин вата вам в помощь ,избегайте сквозняков иначе рискуете получить трещину),можно применить проволоку нп-35хгса или эсаб ок 15.40 .После наплавке этими проволоками шов поддается обработке режущим инструментом.Заранее запаситесь токосьемными наконечниками для горелки полуавтомата,при работе с наплавочной проволокой будет большой износ.2 балла
-
Верно. Я их каждый раз заново по индуктивности и логике работы собираю. По другому никак.2 балла
-
Виктор , я тоже налетал правда всего один раз вот это чудо купил и отдал 80к.р. и тогда это было ну очень большие деньги . На DC токе он гад варил прилично но вот АС ток каждые 30сек отрыв дуги , возили пару раз на завод но не чего не изменилось. Мыслей разбить не было , но и стоял мертвым грузом лет пять. Пару лет назад отдал Михаилу (Kурт) для передачи его нуждающемуся он на DC токе в основном работает и доволен. Ну и этому аппарату тоже благодарен, за то что он меня научил что бездумно (прости) такую технику не стоит покупать и после него меня впечатлил только Selco, на двух выставках Сокольники (то есть два года) присматривал ТИГ. Сейчас уже выбор больше и главное не ошибиться. P.S. У меня есть кое что для тебя , в ЛС напишу или лучше завтра позвоню.
2 балла
-
@Grim Reaper, Сергей , это так , ну примерно как у ШтирлицА информация к размышлению . Время истории без СССР
2 балла
-
Сегодня включил 350го и радиатор пробоины от мороза заплавил. Прошивки новые пока не попробовал.
2 балла
-
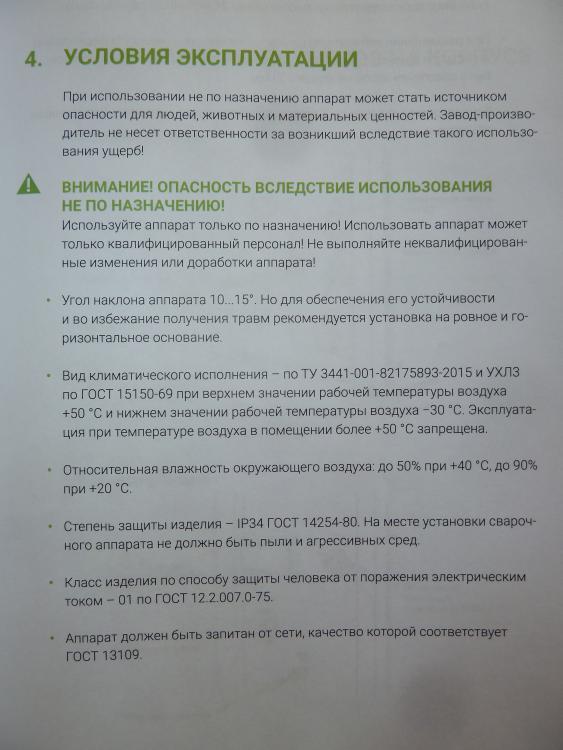
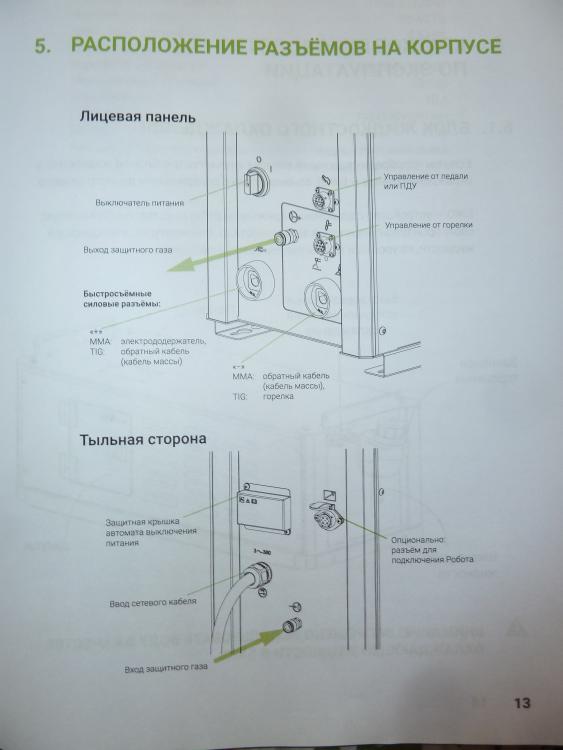
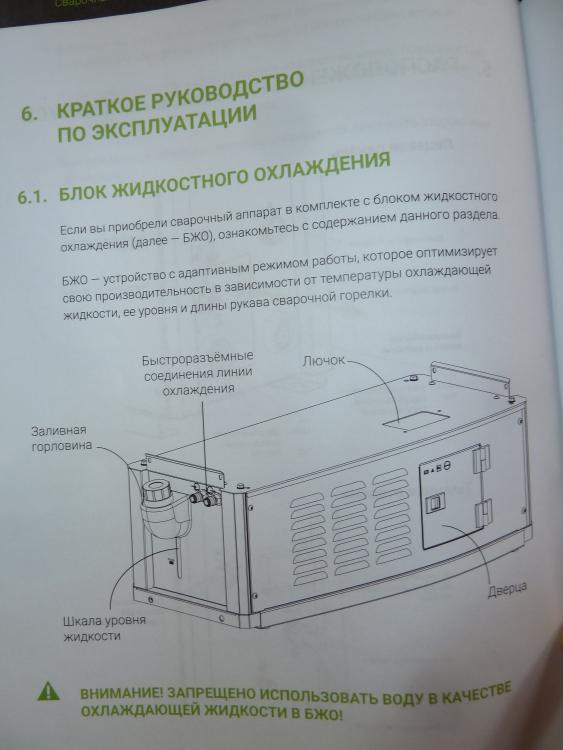
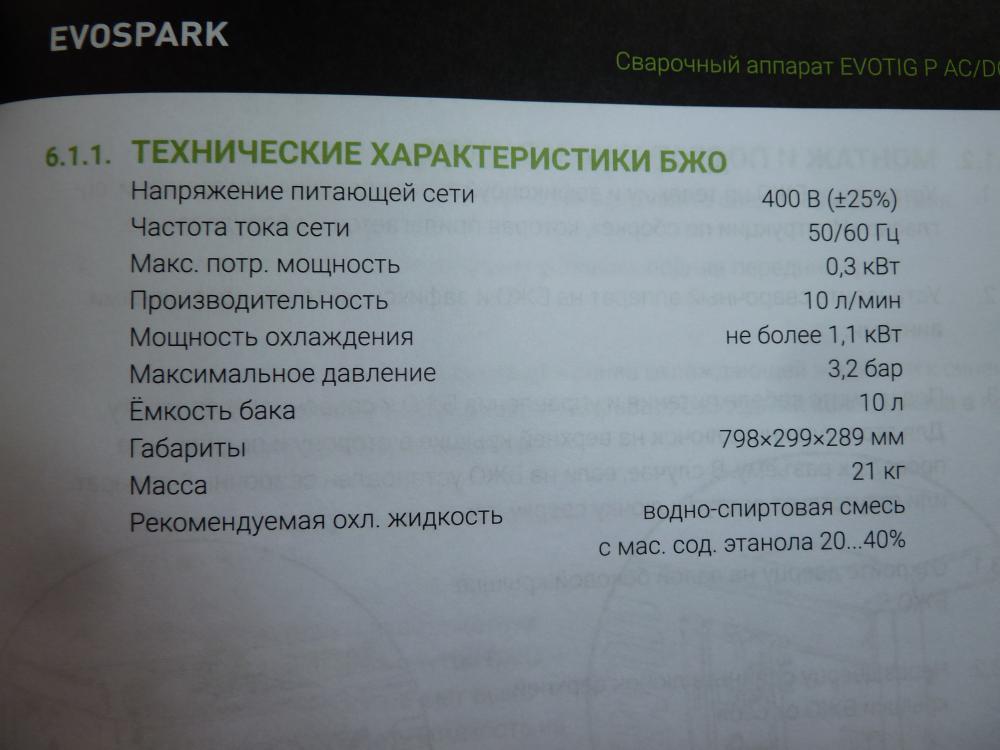
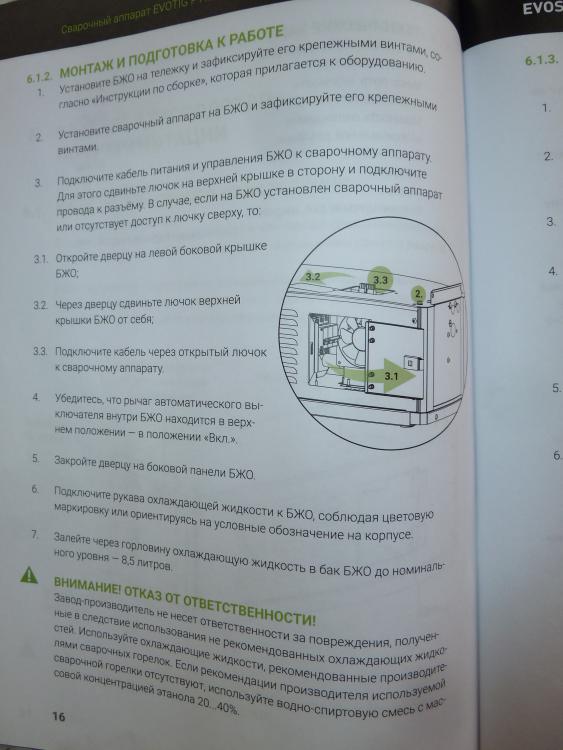
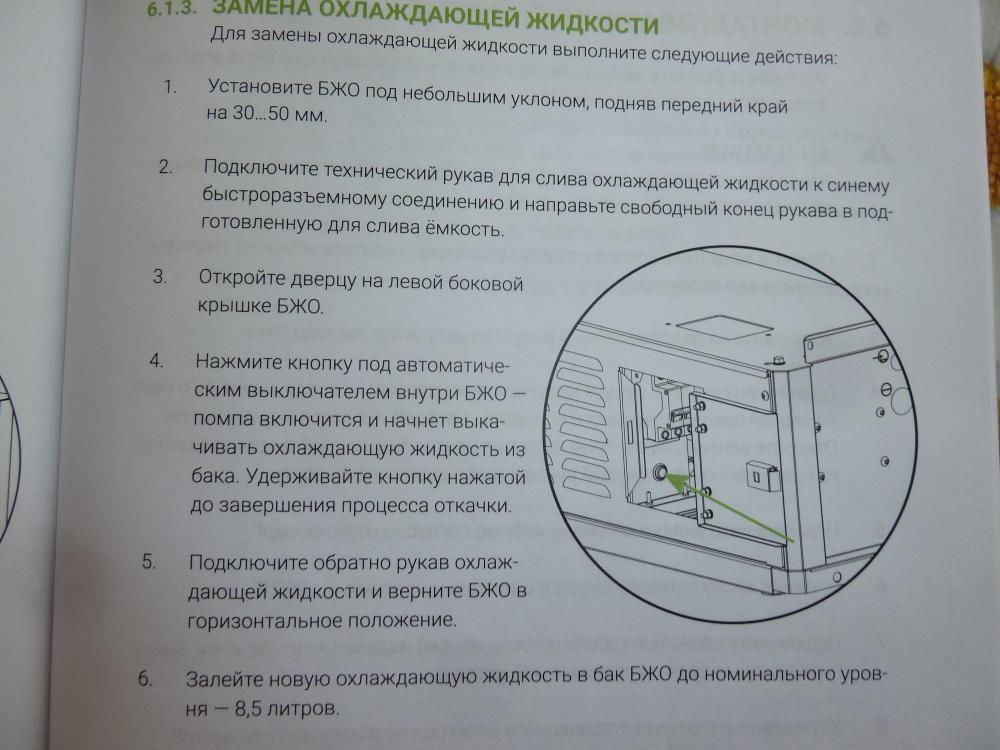
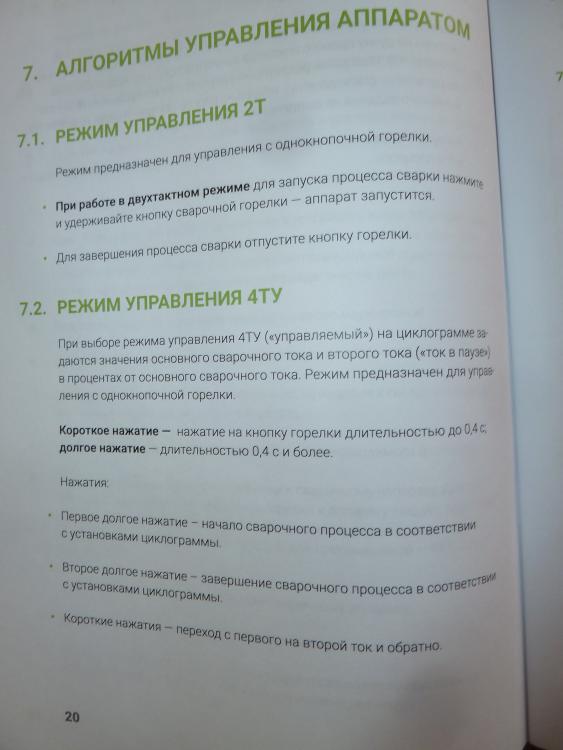
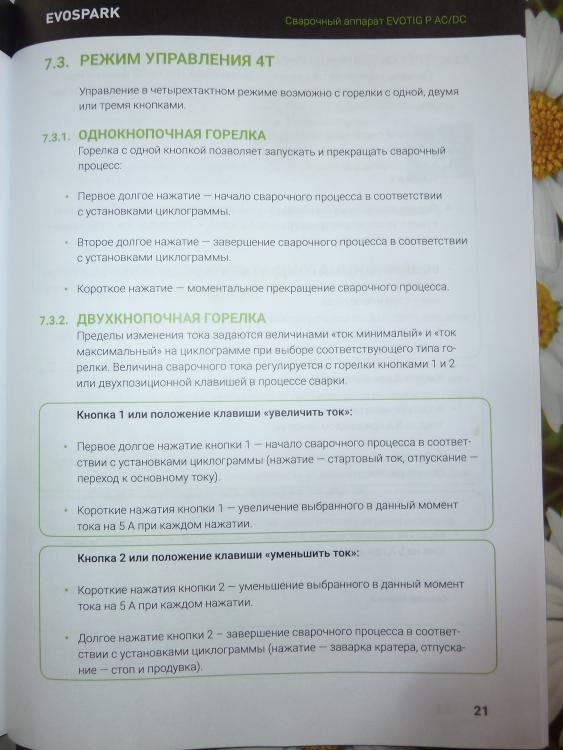
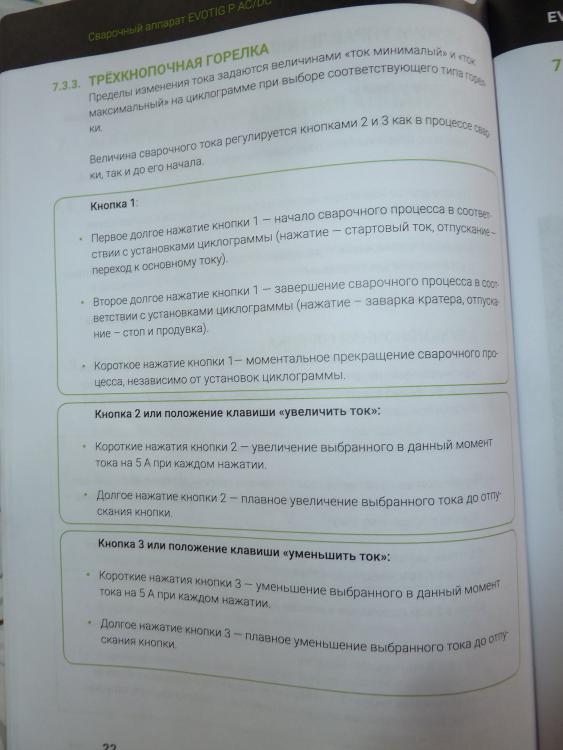
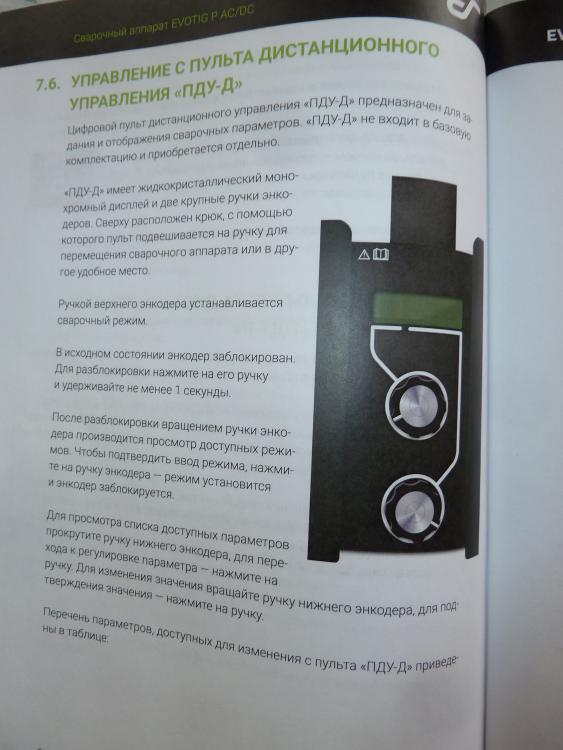
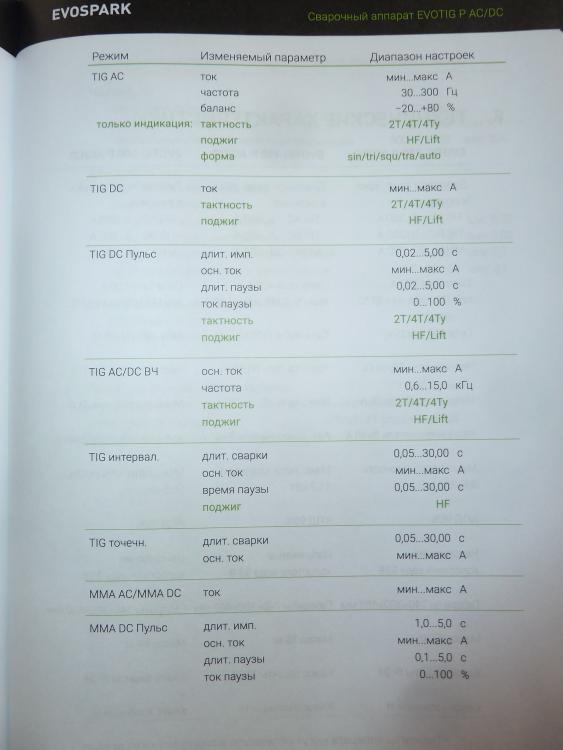
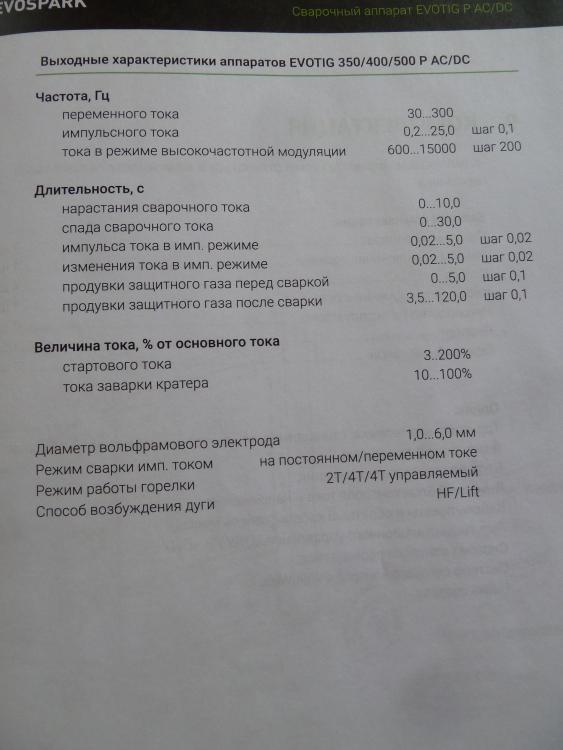
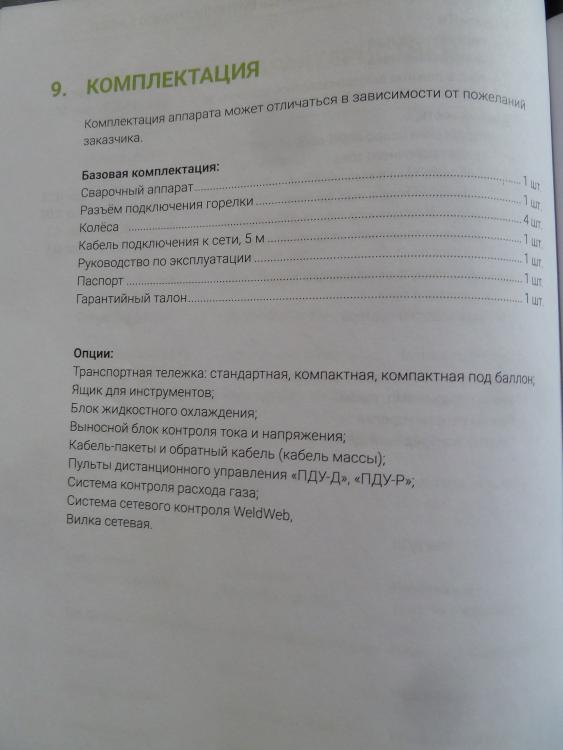
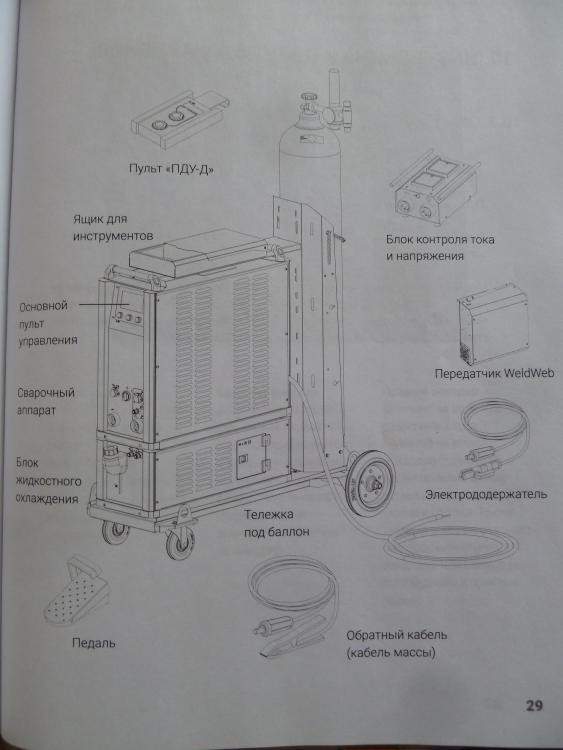
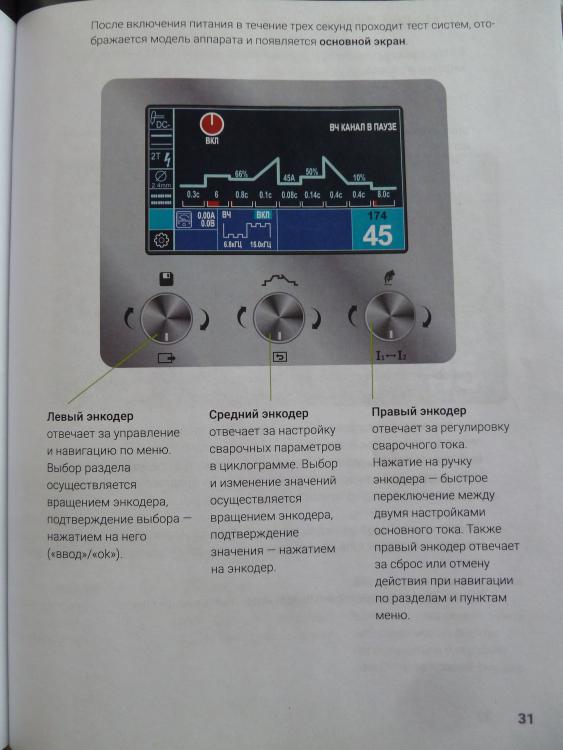
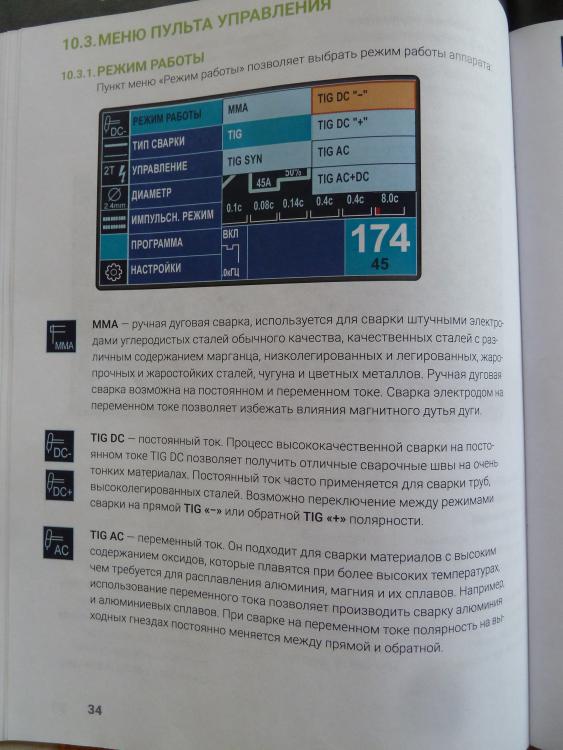
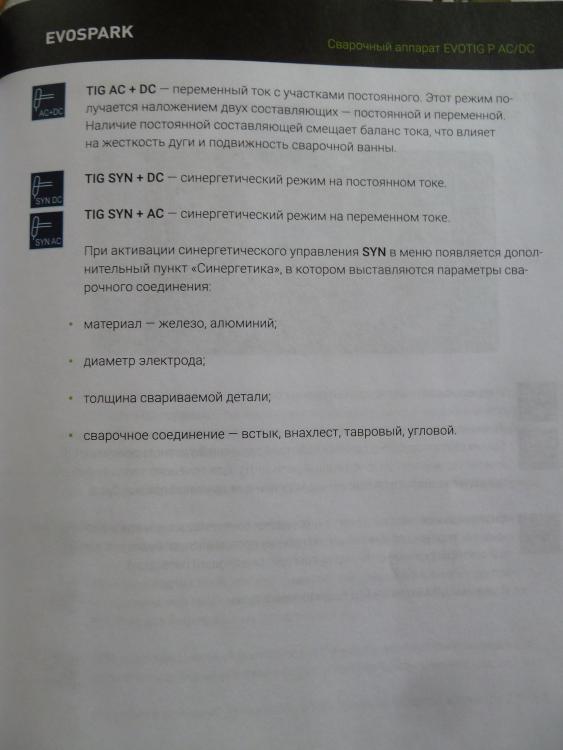
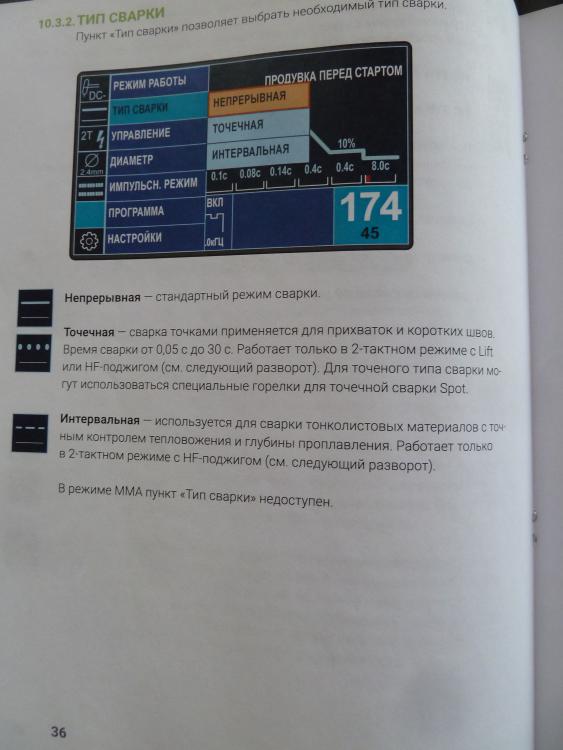
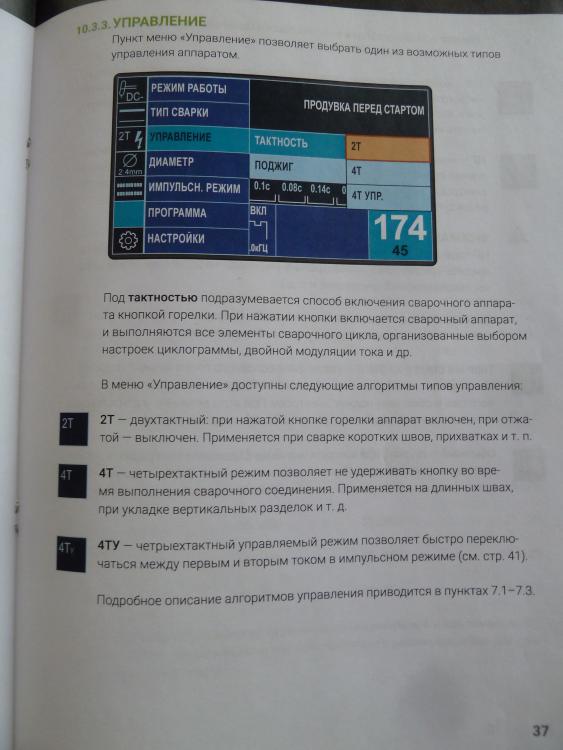
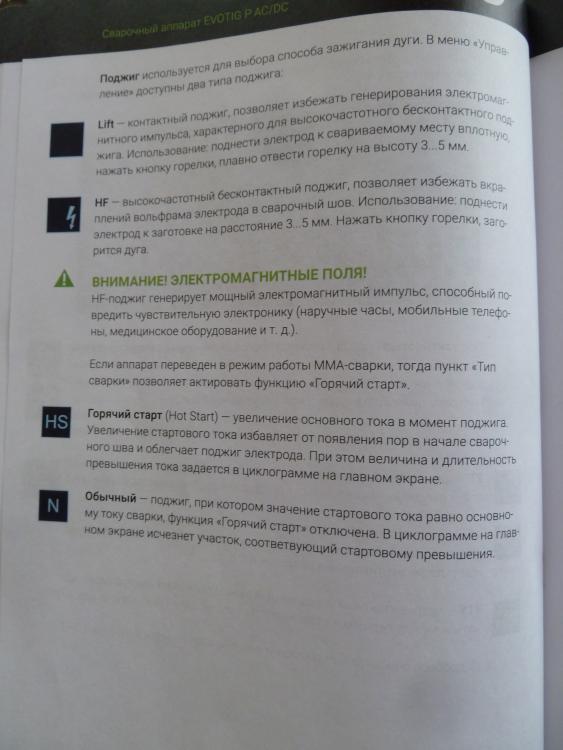
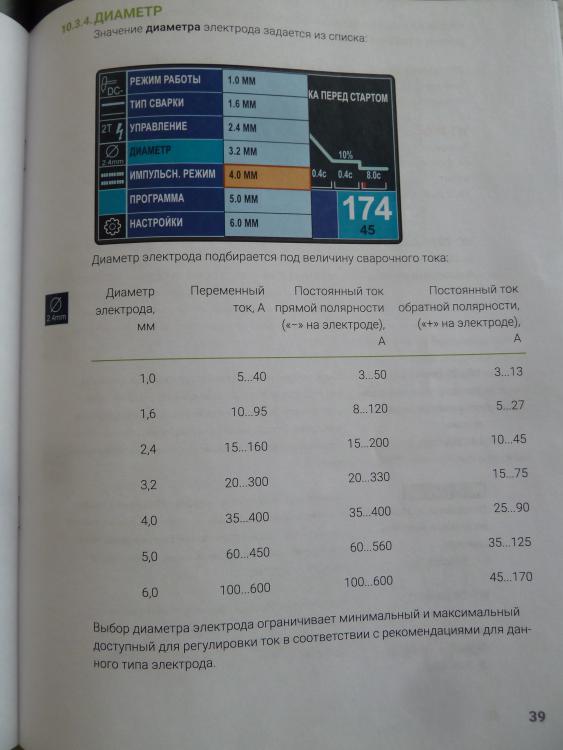
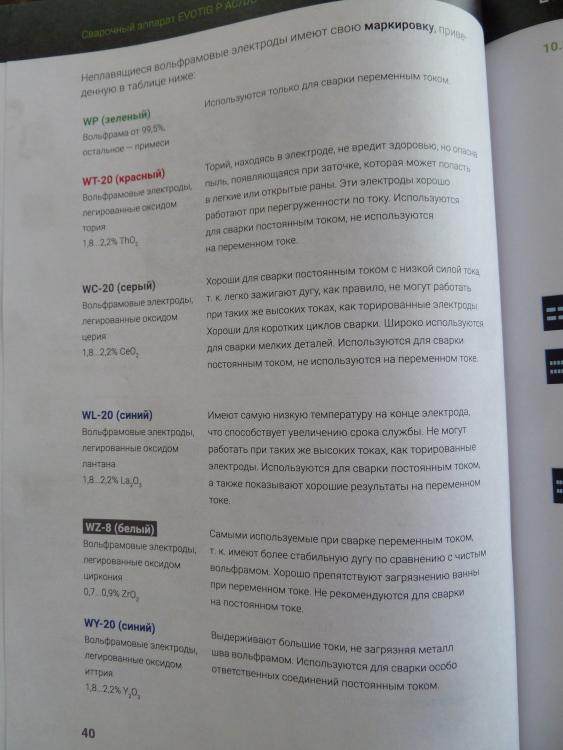
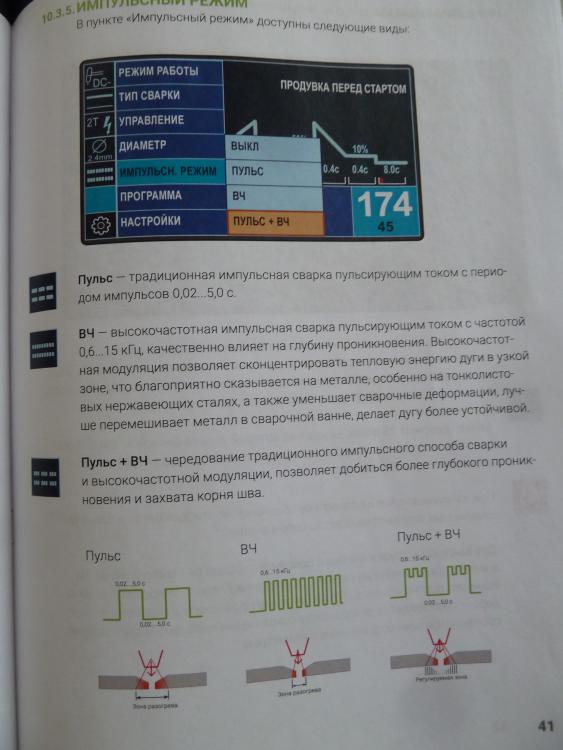
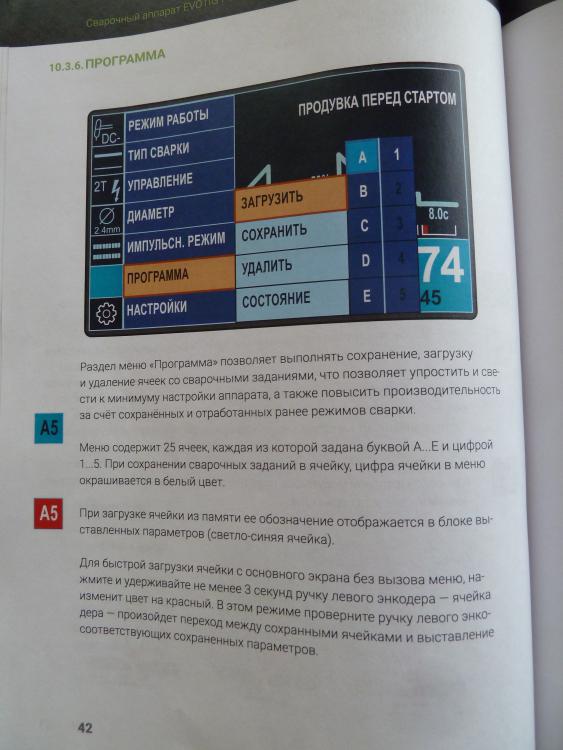
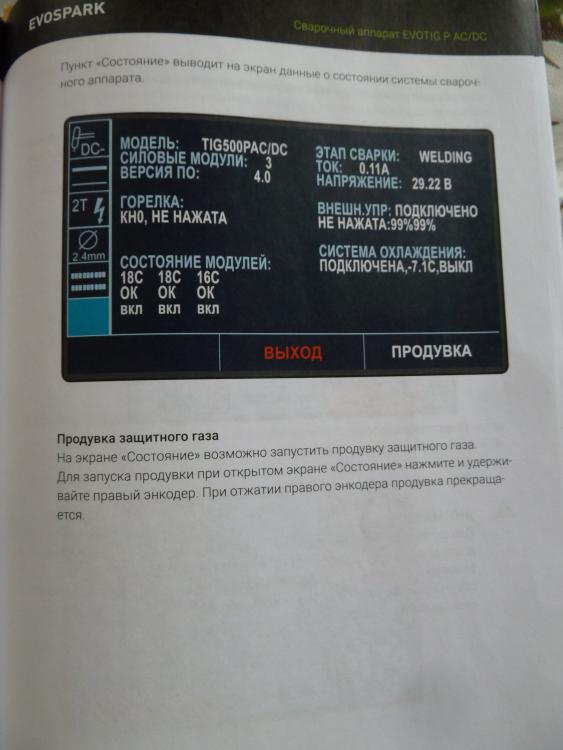
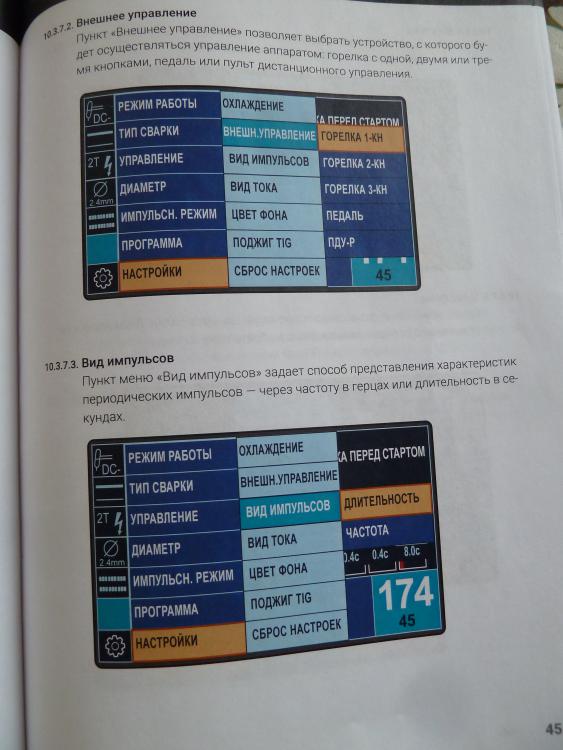
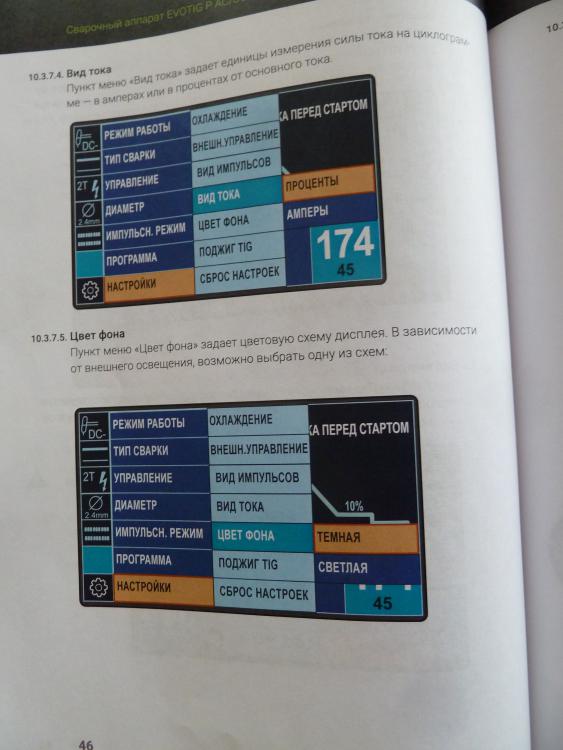
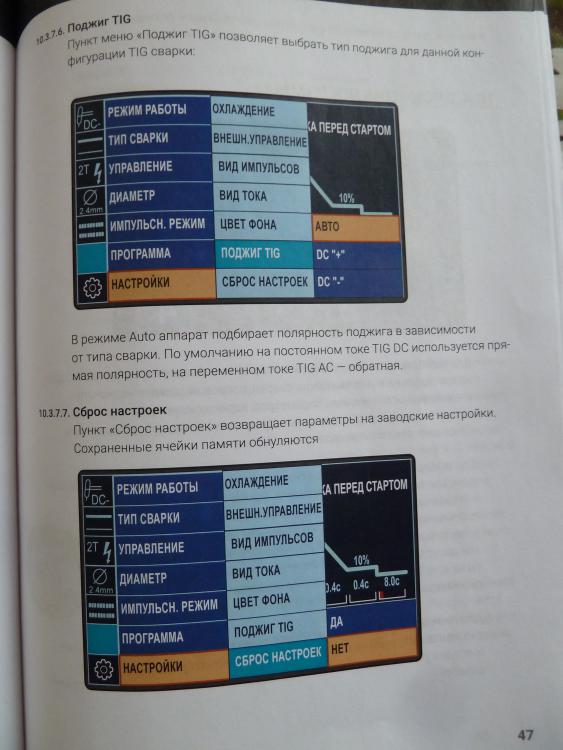
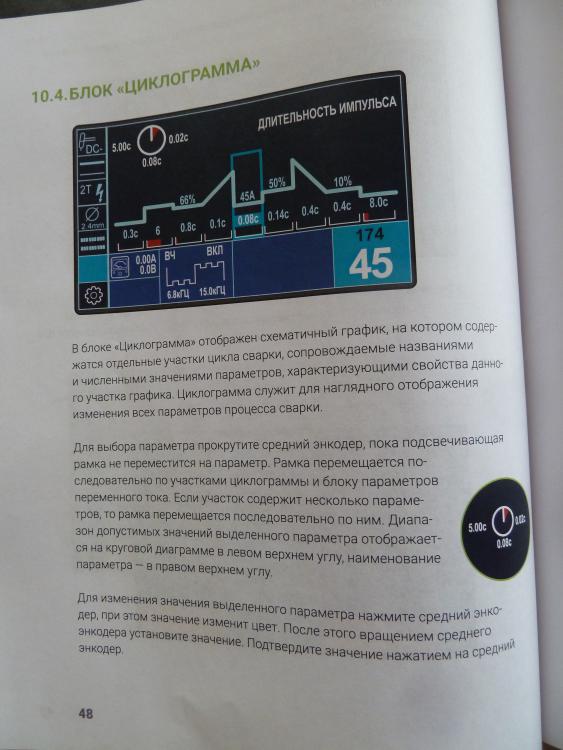
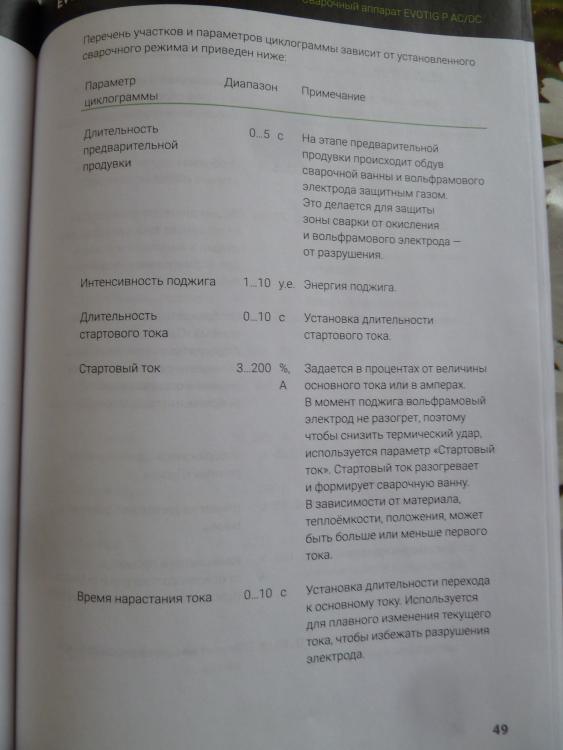
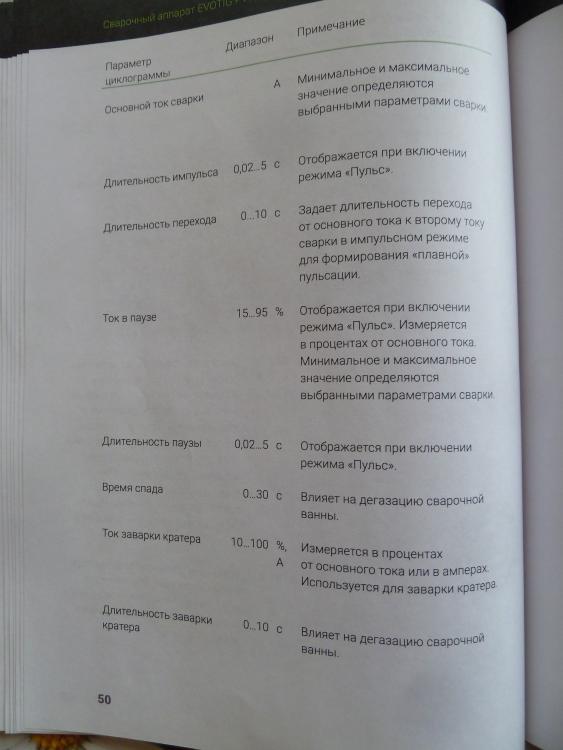
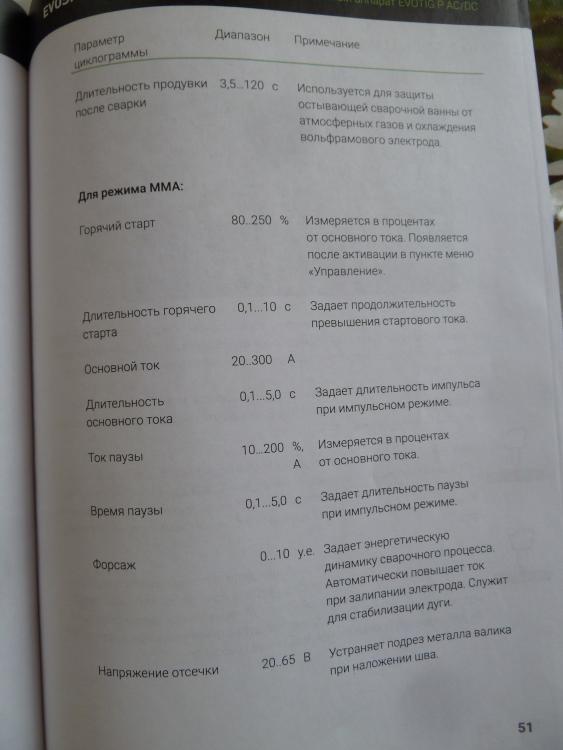
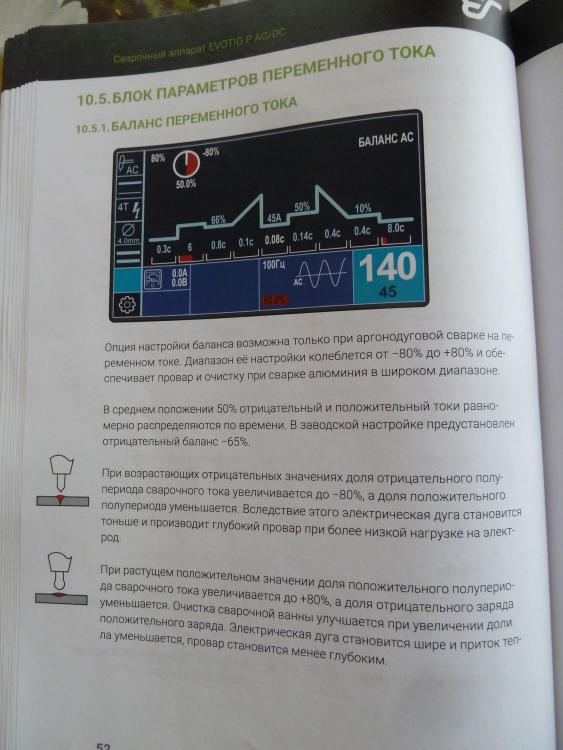
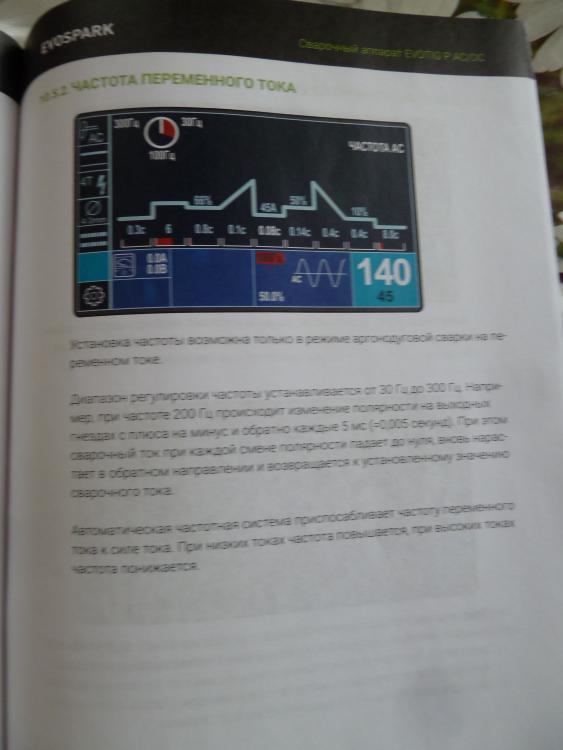
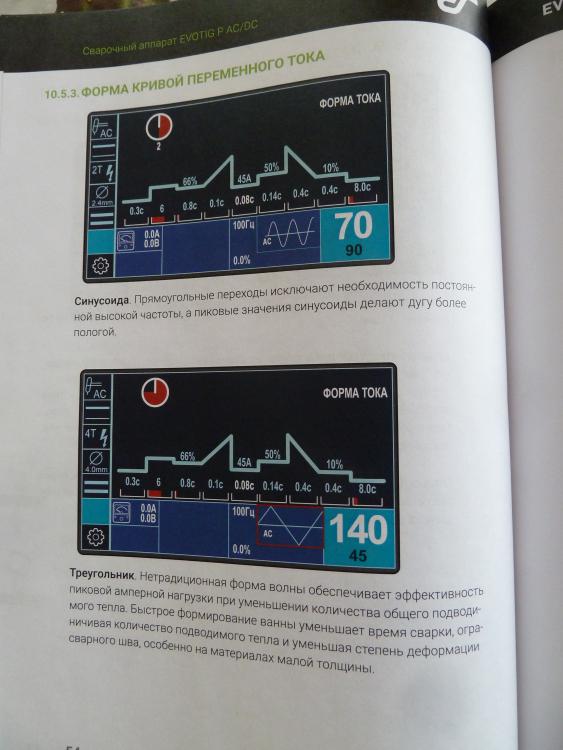
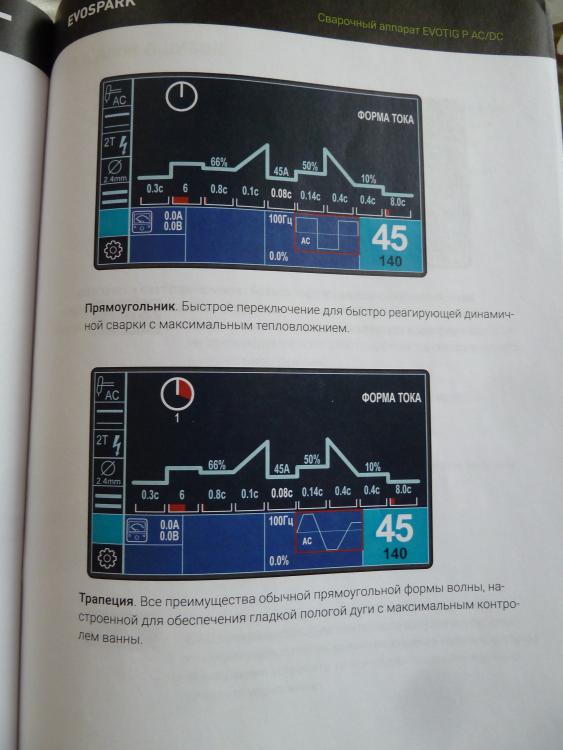
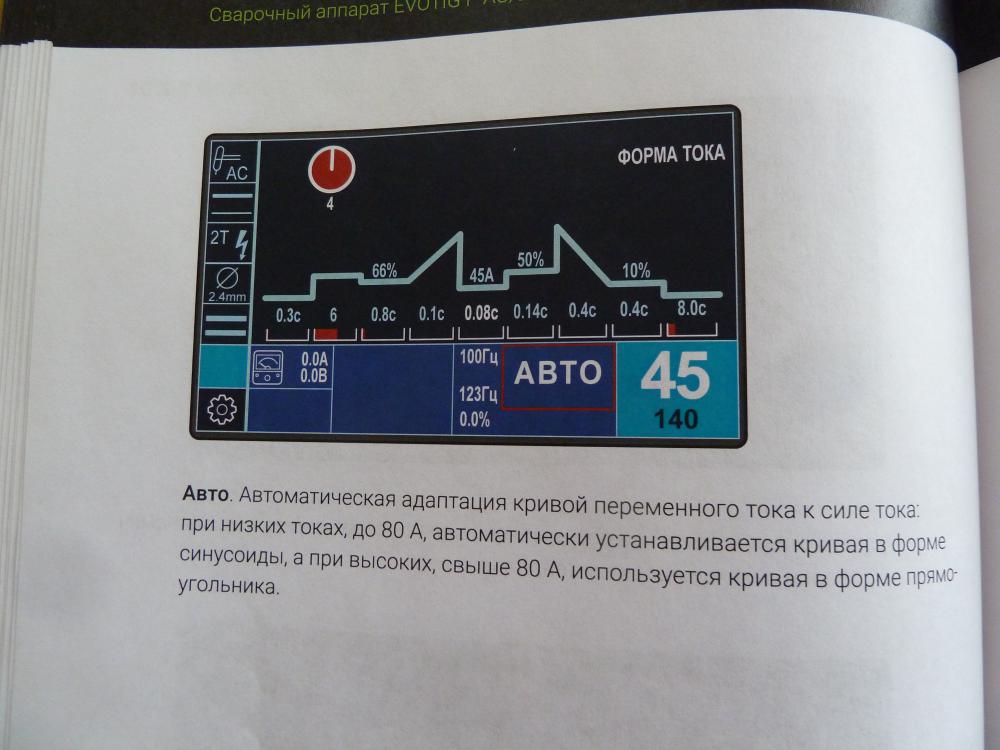
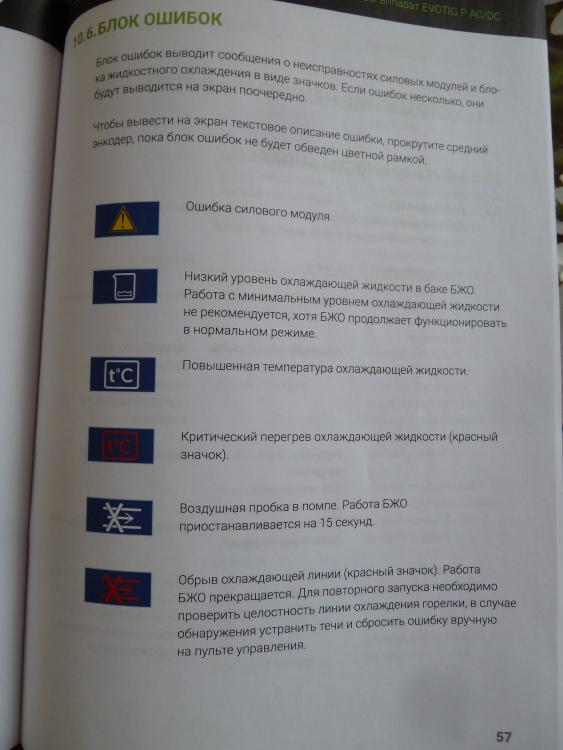
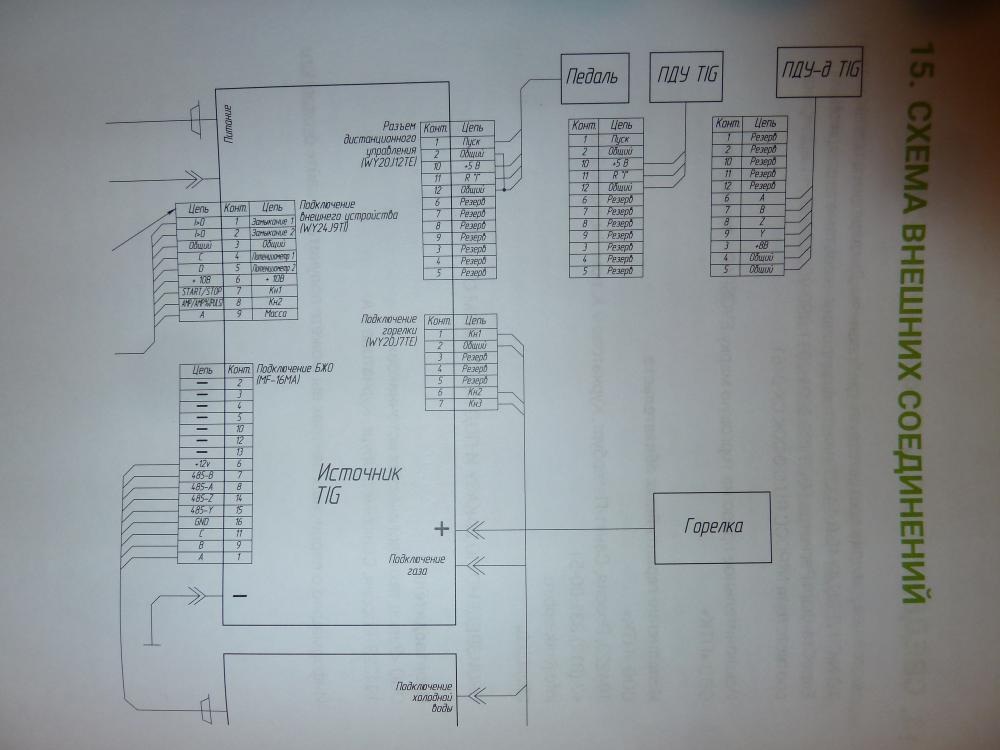
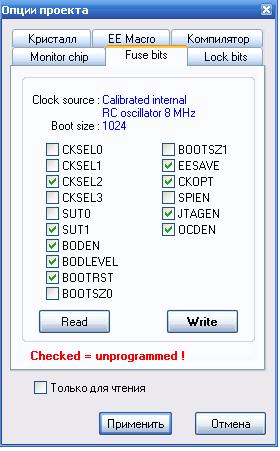
Пока руки не дошли и не попробовал практически. Сейчас странички из мануала может интересно кому будет, кстати мануал довольно хорош прост и все понятно.
2 балла
-
Честно говоря, именно по внешнему сравнению с продукцией ГРПЗ выглядит действительно серьёзно и красиво... даже не сравниваю иные характеристики, но просто приятно лицезреть. После работы в разъёмы втыкается 3кВт динамик и начинается дискотека неужели такой важной функции для сварочного аппарата разработчики не предусмотрели?!1 балл
-
Александр, кто прикольный аппарат или мужичок который в кадре? Вот вчера его видюхи смотрел про учеб. центр в Германии , рассказывать он конечно умеет но учебный центр германский не понравился не чего особенного а евриков наверное не мало берут за 3дневный курс.1 балл
-
В ручную бетон мешать не советую. Во первых это тяжело, во вторых не вымешаете, в третьих выйдет дороже. Что бы получить бетон марки 300 надо цемент почти один на один с песком, да еще цемент М500. А его еще купи что бы в мешке было именно то что на нем написано. То что подешевле обычно М300 в ручную рассыпанное по мешкам с надписью М500. Да еще вымешать надо так что бы вышел однородный. А то будет от М100 до М250. Про сваи сразу скажу сваелюбам. Свая бьется или бурится и льется до материка. Материк может быть рядом, а может быть недосягаем. Это только геологи могут сказать. Когда свая не упирается в материк, она считается висячей. И держит груз только за счет сил трения с грунтом. Такая свая несет гораздо меньше, а значит свай надо больше. У дырки сделанной садовым буром площадь дна мала. Есть технологии бурения с раширением у дна, но не всем грунтам подходят. Про винтовые не скажу, не сталкивался. Мы такого не строим что на них ставить можно. Нужно знать несущую способность одной и подобрать правильное колличество. Ростверк дело хорошее, но при наличии четырех бетонных кругляшей по углам он превращается в обычный ленточный фундамент передающий вес конструкции на грутн всей площадью, а не через одни импровизированные сваи. Что бы загидроизолировать хоть ростверк хоть ленточный, надо вынуть не мало грунта. Куда то его переместить, а потом определить, что в засыпку что на вывоз. На плиту идет меньше опалубки, для экономии бетона ее можно сделать не сплошной а п- образной. Земляных работ минимум. Часть какркасов можно заменить готовыми сетками. Но дело всегда хозяйское.1 балл
-
https://www.youtube.com/watch?v=RJlUi7aLjt01 балл
-
Есть такой человек... Ненавижу и тот и тот если честно, потому что варил более дорогими, профессиональными машинами, но речь не об этом. Могу дать ответ как они живут на производстве, в 2014 году было куплено 5 сварогов и 2 авроры, на данный момент живы 4 сварога и 0 аврор, возможно в гараже Аврора и будет жить долго и счастливо, но цеховых условий не переживает. Если брать для себя, то берите то, на что хватает денег, в плане сварочных качеств они примерно на одном уровне(сварог и спидвей), оба туго-настраиваемые, этакие однозадачные, настроил один раз и штампуй заборы У нас эти свароги используются для производства дверей, конструкций из профиля, работают по 8-10 часов в сутки, но свыше 5мм уже плохо справляются, для этих целей есть аппаратик по серьезней. На выезда брать очень удобно, на 16 этаж с ним поднимался без перекуров, с авророй так не получится.1 балл
-
Тут либо менять контору, либо свою открывать, но по части сварки я ещё новичок...только тиг сейчас держит. Хоть и горелка убитая, поди ждут что опять за свои куплю...Я частенько покупаю расходный материал для работы, и чиню всё что ломается, считаю это просто инвестицией в опыт, а меня поди дураком... Глобул про хороший учебный центр рассказывал, в раздумьях, думаю съездить туда, не хватаем мне наставника. Сейчас взяли сварного с 20-и летним опытом, переделывал за ним уже пару раз.1 балл
-
Хороший вопрос, но не полный. Если наплавлять под последующую мех обработку, то надо знать чем будут обрабатывать. Есть такие проволоки, которые после наплавки металлорежущим инструментом не обрабатываются. То есть к токарям/фрезеровщикам их нести не надо -- зубы сломают. Только абразивами можно придать желаемую форму. А там именно такая наплавочка и просится. А вот такая наплавочка будет производится ещё дольше, поскольку металлы эти более жидко-текучие, любят длинную дугу, и чистые поверхности. Так что быстрее делать не надо. Тут только один совет -- выстраивать цепочки однотипных действий, хотя, судя по фото, вы так и делали.1 балл
-
На 200 А сундук бы поменял, который с плавным спадом. А как продать, как человеку в глаза смотреть, впаривая неисправный аппарат? Кто-то глазом не ведет, замолаживает, я так не могу, не так воспитан.1 балл
-
@Универсал, спец... Ну кто будет разбирать тот такого не допустит. Конечно по состоянию надо смотреть. Но обычно когда такой переключатель ломается, то не долго жить и другим контактам. Тогда все на помойку. И мы "сервисники" ну не можем отдать аппарат с "жучками", "соплями" и т.п. Поэтому ищем или подбираем. Но в любом случае, вы молодец! Удачи в эксплуатации! И пусть поломки обходят стороной. P.S. тут чтобы помочь нужны определенные знания и видение. Не все аппараты одинаковые. Именно поэтому не форум и ни кто другой тут не виноват. Сколько информации, столько и ответов. А еще вы с китайцем, которые отличаются от партии к партии. И как вам помогать, когда мы сами каждый раз как в первый раз?!1 балл
-
1 балл
-
Новая история одного прицепа купил новый в магазине, искал самый дешевый, и чтобы размер нужный. Нашел. 125х200 внутренние габариты кузова. 40см высота бортов, задний откидной. РММ 350кг. И вроде бы все хорошо, вози и радуйся....но. Как везти длинные доски, если передний борт не откидной. К чему вязать стяжки если нет ни одного зацепа. Фигня думаю, на раму грузану, к ней и привяжусь. Но конструкция не простая, борта между собой на болтах в коробочку, и к фанерному дну прикручено. Вобщем доскИ оказалось нЕсколько больше, чем может выдержать раздетая рамочка прицепа. почти куб доски естественной влажности, длина от 2х до 4х метров.
1 балл
-
https://youtu.be/yI4bGRqG4F41 балл
-
Прогресс в обучении не стоит на сесте,вот такие швы получаются,прошу дать оценку и критику!!! Варил телом,2мм угловой наружный шов,ток 69А пульс. Тут попросили сделать декоротивную вещь,с швами золотого цвета,но вот не задача,вчера пробовал не выходит. Получается синий,это сино нагретая деталь,а желтее,это нужно менее нашревать деталь или меньше ток делать и быстрее вести ???http://s020.radikal.ru/i721/1703/23/fc0dd1e7c487.jpg1 балл
-
Один день из рабочих будней.
1 балл
-
Денег нет, хоть цирк бесплатный на работе . Целый день хорошее настроение. Долбики купили станок и целый день его мучали. С привлечением Миши у них получилось три !!! кольца за день :) , правда, не факт, что они ещё в размере С нетерпением жду продолжение эпопеи и прибытия начальства. Оно обещало им зарплату станком выдать, если не то купят .
1 балл
-
Подогнали сегодня Тоёту Сюрф с порванной заплаткой на раме в районе рулевого редуктора. Рама в том месте уже чинилась (после того как рама треснула поперёк) накладкой, после бокового удара лопнуло всё, втулку под один из болтов выломало аж с обратной стороны по ремонтному шву в околошовной зоне. Косяк обычный - рама лопнула, тупо приварили накладку, не связав толком ни с рамой, ни со втулками под болты. В итоге при хорошем ударе в колесо выломало и втулку, и накладку. Рама там вообще тонкая - навскидку 2-2,5 мм. Ну и вишенка на торте - все болты и гайки открутились лёгким движением руки. Для начала кувалдой вернул на место геометрию, потом как обычно. Скинул редуктор, картина обычная. Расшил трещину и латку вокруг втулки. Зачистил и заварил своими корявыми швами. Заварил и треснувшую раму, и латку, и втулку, как надо было изначально. Да, и заварил оторванный верхний кронштейн под болт - лопнул шов, увело кронштейн со втулкой. Шлифанул Заантикорил хорошей краской 3 в 1. Были жалобы, что центральная тяга рулевой трапеции погнута - цепляет раму при повороте. Визуально, а также как показал наш спектральный анализ, так оно и было. Сдёрнул, засунул в трубогиб. Выровнял, после установки на место всё отлично, нигде ничего не цепляет.
1 балл
-
Плюсую, Валер, но всё же тебе нужен газовый пост. Хочешь подарю классную телегу? Новьё, муха не топталась. Планировал продавать их, но так дело до конца и не довёл. Не потому, что лох по жизни, просто не в душу - не барыга я. Две предсерийные телеги без дела стоят. Одна из них твоя.1 балл
-
Ну это не ко мне , а к программистам. Но думаю проблем нет и Бетховена сыграет. Мороз 30, машину закутал и до утра под капотом на 10г теплее будет , гараж подогрел +10 и решил чуток попытать аппарат с гелием DC+ВЧ ток, AC-DC (mix) +ВЧ и АС +ВЧ токи. В общем работает аппарат в гелии и можно варить , за швы строго не судите через камеру присадку подавать и варить ой как не удобно. https://www.youtube.com/watch?v=j80kPv3bpgY
1 балл
-
@Вад11, для личного (ну или в небольшой мастерской) пользования по-моему вообще ничего особо критичного нет. можно сундук китайский купить и его функционалом обойтись, для большей части работ его точно хватит. а дальше уже "хотелки" начинают цену оборудования поднимать. в принципе весь функционал можно в документации посмотреть, а там уже каждый сам должен определяться на сколько оно ему нужно. @Точмаш 23, Вы наверное сильно удивитесь, если узнаете какое оборудование иногда в "гаражных" мастерских стоит. если б все исключительно по цене выбирали, то тут бы только форсажи с китайцами обсуждались и никаких евмов с кемппи на форуме бы не было.1 балл
-
Кстати, сегодня случайно (совершенно) получилось: Обычно так не бывает. ОК46 (ЕСАБ СВЭЛ), 3 мм. Дожигал электрод на железяке.
1 балл