Лидеры




Популярный контент
Показан контент с высокой репутацией 07.01.2017 в Сообщения
-
Всех с Рождеством! Полуприцеп "Шмитц" (Моё личное мнение - раздутая рекламой некачественная продукция "мирового лидера" прицепостроения). Сварка РАДС правой передней стойки - ремонт под замок борта.
 7 баллов
7 баллов -
@Сварик, Все дело в том,что после цинкования деталь должна проходить обезводораживание,т.е. должна быть нагрета до 200 С и выдержана при этой температуре 1,5-2 часа.Если это не сделать,то хрупкость металла ,скажем,при той же сварке будет обеспечена.5 баллов
-
Ну это не ко мне , а к программистам. Но думаю проблем нет и Бетховена сыграет. Мороз 30, машину закутал и до утра под капотом на 10г теплее будет , гараж подогрел +10 и решил чуток попытать аппарат с гелием DC+ВЧ ток, AC-DC (mix) +ВЧ и АС +ВЧ токи. В общем работает аппарат в гелии и можно варить , за швы строго не судите через камеру присадку подавать и варить ой как не удобно. https://www.youtube.com/watch?v=j80kPv3bpgY
5 баллов
-
Что-то тема подзаглохла! Сварка кронштейна амортизатора тягача ДАФ. До меня уже кто-то варил с установкой торцевого усилителя. Глубокая разделка кромок с двух сторон, притупление 2 мм. Прихватки с с обеих сторон на плите.
4 балла
-
Когда иду по базару и вижу сало с чесноком и приправами, то просто слюни текут. Равнодушных к салу я не видел. Особенно если оно с прожилками. Делаем сами. Как хотим и когда хотим. http://s06.radikal.ru/i179/1701/53/d43dc97d1231.jpg4 балла
-
https://www.youtube.com/watch?v=Zqsfou7bHAg4 балла
-
С Праздниками Всех Вас! Подскажите пожалуйста, мне нужно сварить бензобак для лодки из нержавейки 0,8 мм (304), с наружным углом вроде разобрался А с тавровым соединением для вварки перегородок проблема: , Непровар и как избавиться от ёжиков? подкладки или поддув? Без них можно обойтись? В угловом соединении тоже небольшие ёжики, но при сварке наружных углов можно весь бак аргоном задуть, 50 л бак. Сварил якорек из 5 мм нержавейки:
3 балла
-
Фотографировать портрет негра в шахте в сумерках .3 балла
-
По поводу красоты швов, у меня есть привычка идя по городу, стоя на остановке итд, рассматривать швы на метало-конструкциях. Так вот в основном везде висят непонятные сопли, вперемешку со шлаком, редко увидишь красоту.3 балла
-
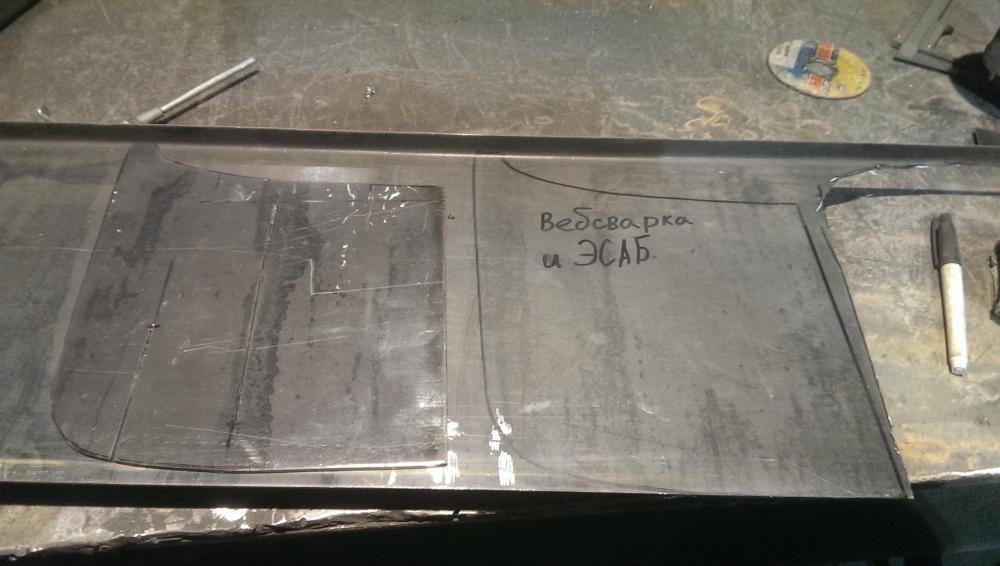
Конкурсная работа №52 в рамках Конкурс сварщиков «Подарок себе» Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки. http://websvarka.ru/images/forum/esab_logo_250.png Приветствую всех! С наступающим! Есть у меня мечта о большом шикарном внедорожнике (почти каждый мужик об этом мечтает). И на даче у меня нет интересного и красивого мангала, который должен быть у сварщика) Всем варю, а на себя времени нет. Сапожник без сапог). Увидел в инете Range Rover "Pontorezkа" и прям захотелось именно такой же) Но ведь далеко не каждый сварщик может себе позволить купить и содержать "рэнжа"... Вдохновение поперло, а тут ещё и конкурс от Вебсварки и ЭСАБ! Надоело откладывать на потом, мечты должны сбываться! Этот подарок я "преподнесу" себе на следующий день после завершения конкурса, в свой же день рождения) Спасибо Вебсварке и ЭСАБ за конкурс и возможность других посмотреть и себя показать! Начал с крышки капота С добавлением метра квадрата, куска гнутой полосы, тысячи перерезов и переваров, кропотливой шлифовки и сотни попыток сделать симметрию всё же получилась нужная деталь. Бампер и лицевая часть сделаны по контуру квадрата, повторяя линии границ крышки капота. Таким нехитрым способом перенес размеры арок с монитора на будущее крыло. Разрезал по стыку для полного прилегания крышки к "морде". Приварены рёбра для небольшого загиба боковины. Вырезаны места под "уши". Теперь рёбра на бортах и квадрат по периметру. Естесственно после сварки всё увело и завернуло) Пришлось выравнивать диагонали. Прорезал задние арки. Добрался до нижних кромок бамперов и порогов. На глаз определил, что мне нужна 48 труба распиленая вдоль на 4 куска. Глаз не подвёл) Задний бампер сделан из загнутой полосы, обернут листом и заведен под низ куском той же 48 трубы Сегодня "застеклил", так уже принимает нормальный вид http://uploads.tapatalk-cdn.com/20170106/88238cb508aafe70286c71fee6085ad3.jpg Всё обычной болгаркой вырезал http://uploads.tapatalk-cdn.com/20170106/d1fa09886d3893954edec6f638f49e65.jpg http://uploads.tapatalk-cdn.com/20170106/9bc728421044d37246bf99c62f38f5bb.jpg http://uploads.tapatalk-cdn.com/20170106/f44d0cde21afe14d44dc6f0870f6f53c.jpghttp://uploads.tapatalk-cdn.com/20170106/f13d31d8624ffe8a5013de355da12129.jpg Всем здрасте!) На этой неделе что то мало поработал, всё дела домашние... Вот за вчера-сегодня немного сделал: Крыша из 2 гнутых листов. Сзади забыл сфотографировать( Вот с зеркалами я промучался часа 3) Отправлено с моего HTC One через Tapatalk Подошел этап детальной работы. С дисками что то совсем засада получается( Как всегда в самый последний момент всё добью вручную) Приветствую всех! Времени мне днем не хватает, работаю ночью. Зато ударно!) Сделал хитрые петли Обшил внутренности Под капотом получился хороший отсек под спички, перчатки и розжигу Выхлоп, контур задних фонарей, рамка номера На морде туманки, площадка под номер, поворот-габариты, брызговики и решетка Приветствую всех! Прошедшей ночью ударно поработал над рэнжом! Сделаны брызговики, петли крыши, внутренняя обшивка обоих отсеков, выхлоп, площадки под номера, размечены передние фары, габарит-поворотники и туманки уже готовы. Задние фары сделаны контуром. Ещё сегодня шеф меня обрадовал) В обед прибыли детали с лазера! Начал с ободов. Нашел у соседей кусок трубы, нарезал ее. Обернул 4мм полосой и понял, что этого мало... 10мм наварачивать уже не сил ни желания не было. Попались на глаза старые ремни от сверлильного, прикинул на обод - оно вроде) Дальше сварка 2 слоев диска и обода. Получилось примерно так: Завтра ещё немного добить осталось и красить буду Здравствуйте участники, организаторы и гости! Долгожданный день завершения настал!) Хоть и пошло всё с утра наперекосяк, дело сделано) А теперь главный функционал. С утра решил что мангал внизу будет гаснуть без воздуха и замутил подъемный кронштейн) Теперь закончена)
2 балла
-
Сегодня понравилось. Приходит старушка в банк, снимает все деньги со счёта, уходит. Через пять минут возвращается и снова кладет всё на счёт. — Зачем? — спрашивает служащий. — Да я, сынок, пересчитала только... http://s020.radikal.ru/i720/1701/0b/fd16a5f82361.jpg http://s018.radikal.ru/i503/1701/d8/2cd31d6ef71d.jpg http://s09.radikal.ru/i182/1701/82/2dd32300c68d.png http://s61.radikal.ru/i174/1701/25/64684c98cf55.jpg http://s018.radikal.ru/i506/1701/30/e124d60c2a6b.jpg2 балла
-
@МассаТом,вполне функциональные и удобные. Они для трубачей. Засвета нет (одеваться как очки) и с одно стороны закрывают ухо (правша ты или Левша)2 балла
-
@TZYus, в идеале поддув. можно подкладку сделать из меди, но похуже работает. @TZYus, вспомнил ещё, может пригодится. делал подкладки из алюминиевого профиля ещё. в принципе тоже нормально, но они одноразовые получаются, т.к. угол слегка подплавляется и второй раз уже такого эффекта явно не даст. т.е. получается, что алюминиевый квадрат или прямоугольник можно использовать 4 раза (4 грани). с медью такой ерунды не заметил.2 балла
-
@m4shaman1980, нормально себя сшитый полиэтилен ведёт, что касается надёжности. А функционал не от трубы зависит, а от управления. Какого функционала Вы от тёплого пола хотите?2 балла
-
@Сварик, Значит оно не стало лучше с тех времён, как с черняги их варили, а даже и хуже стало, раз рвёт это всё дело. Вот помню был прицеп с люминевой рамой, и не трещал! Кёгель вроде, старый. Я уже писал, про то,что эти новомодные прицепы расчитаны, на загрузку без перебора, потому и трещат рамы. В том смысле, что хозяинус постсоветикум не может спать спокойно, если фура не загружена под крышу. Кстати у щеповозов, что я варил, не зависимо от производителя, была ещё проблемма: трещали передние углы аллюминиевых бортов сверху. Причина та же- перегруз. Наваривал косынки сверху. Мера действенная, но не долговременная, со временем и они трещали. А ещё на них же в край тента (он только верх закрывает) вставляется люминевая рейка, тоже иной раз трещала. Она из профиля прямоугольного сечения делается. До меня лечили это дело накладками, чаще на заклёпках или болтах, которые рвали тент. Я стал сваривать, и что бы при вставлении в тент накладки не тормозили, стал их в профиль вставлять, варил по разлому и через электрозаклёпки. Варил всё полуавтоматом.2 балла
-
Большая светочувствительность нужна при фотографировании в сумерках с рук при естественном освещении и везде где нужна короткая выдержка. Например съемка спорта, животных с телеобъективами с большими фокусными расстояниями и малыми относительными отверстиями.2 балла
-
Окись хрома,стеарин и олеиновая кислота - нормальный ее состав2 балла
-
@Лепило, если бюджета не хватает на новый "топовый" телевик, то почему бы не пошерстить интернет-барахолки, и форумы спецов, и сайты типа юла/авито/олх? И я бы еще прошёлся бы по обычным, живым барохолкам... Правда есть одно но... лучше с барахолок покупать то, в чем соображаешь, ну или спросить совет у того кто соображает скорее чем кривее руки- тем полезней фотошоп У каждого фотоаппарата (мыльница, любительская зеркалка, или проф. типа МАРКа или лессии) есть своя аудитория, своё назначение, свои цели и конечно же свои плюсы и минусы, у проф. зеркалок функций значительно больше, (точнее возможностей, да так будет правильней), моторесурс больше и т.д, но большинству из нас это не нужно! По этому если фоткаешь три раза в год школьный утренник- нужды в проф.аппарате нет, хватит и хорошей мыльницы, (мне в повседневной жизни хватает камеры смартфона), пользоваться мыльницой проще, все делает автомат... А если фотография это профессия, если этим делом занимаешься изо дня в день - правильно, нужен проф, а для тех кто как я просто по баловаться+пара корпаративов/свадеб в год и придумали все зеркалки типа моей (EOS600D). Когда только начинал- да, действительно казалось что мыльница лучше, на втомате фотки все были похожи на те что делают со смартфонов, пока не научился снимать в ручном режиме- не оценил зеркалку... Добавлю еще что не все зависит от техники, это в любом деле так, можно сделать 10 снимков на мыльницу, на которые будет приятно смотреть, а можно наклипать 1 000 снимков на заркалку, но все они будут вызывать отвращение, тут больше зависит от фотографа, и количество мусора, и необходимость фотошопа...2 балла
-
Померяйте сеть, или удлинители поменяйте. Я 160-ым Фубагом 8мм прожигаю четвёркой, а уж 220-ая Ресанта... https://youtu.be/Dc5fSAv_Mjk2 балла
-
Я конечно не на что не претендую. Не буду выражаться как обычно кое где. Просто слухайте парни. Все уходящее\приходящее, но это классика. https://youtu.be/y9Dcdi0JsCs2 балла
-
Интересная дискуссия развернулась на форуме. Конкурс в первую очередь объединяет влюблённых в эту профессию всех участников. Кто, что делает и как-дело десятое. Лишь бы самому нравилось. А количество чистой сварки в любом изделии 10-15%, а остальное это изготовление, сборка и т.д. Главное всё таки получить личное удовлетворение от своего труда при мотивации устроителей. И не следует критиковать какой у кого шов и его длинна в изделии-главное ведь не это. Просто погасите в себе зависть и гордыню и всё встанет на своё место, а то начали делить шкуру не убитого зверя. Это моё мнение.2 балла
-
https://www.instagram.com/p/BO63PdIASmV Коллектор https://www.instagram.com/p/BOW8aMnggJp Корпус насоса2 балла
-
Добавлю к словам @AMBIVERT42, что заполнение большого сечение шва, лучше делать больше проходов с меньшем сечение валика, тогда общая усадка будет меньше и напряжения соответственно. И это касается любой сварки...2 балла
-
@mehanik1102,наверно я ленив, не наверно..я точно ленив2 балла
-
@Георгий 11,ЕМНИП, это-водяной канал подогрева впускного коллектора. Скорей всего, чего-то мудрят с системами охлаждения и топливоснабжения, или коллектор пытаются познакомить с головкой блока другой модификации. Вот этот канал и стал "рудиментарным органом" . Мне сервисмены изредка подкидывают подобное, когда стараются впихнуть невпихуемое и стыкануть нестыкуемое.2 балла
-
Пока делать нечего, решил заняться профилегибом. Давно хотел иметь его. Сорри за качество, снимал на тел, завтра постараюсь на фотоаппарате снять. Если че, просьба не пинать, я их вживую не видел, только на картинке. Буду рад адекватной критике и советам. Основа - уголок, толщина 8 мм, размер полок точно не помню, 70 с чем то. Варено Ресантой, токи от 90 до 110 А, в ход шли ОК 46 питерского производства, Уони 13-55 "Спецэлектрод" и ОЗС - 12 СЗСМ, все диаметром 3 мм. ОЗС интересно ведут себя - сильнее проплавляют металл, шлак сам поднимается дугой. Фаски снимал, не везде правда.
2 балла
-
согласен если частный домик или коттедж но в системе вентиляции бассейна питающейся от центральной тепло сети незамерзайки нету
2 балла
-
Я недавно стоял и рассматривал остановку, обычная конструкция, профтруба 150 и швеллера. Так вот посмотрев на швы, мне расхотелось стоять под этой конструкцией=)2 балла
-
На LB-шке шлак сам отваливается . В этом , правда , есть и свой минус - довольно часто отпавшая субстанция вплавляется в подошву или падает на тебя . В результате проплавленная подошва или подпаленная спецовка ( рукава слабое место ).
2 балла
-
Добавлю немного своих фоток)) с момента окончания работ минул ровно год на фото замена тележки на газовой бочке
2 балла
-
как то так http://s009.radikal.ru/i307/1503/20/de795f79a82e.jpg http://s014.radikal.ru/i327/1503/80/b6105b03c7dc.jpg http://s008.radikal.ru/i303/1503/ad/27ece81bb28c.jpg http://s52.radikal.ru/i135/1503/b2/431647e67e7a.jpg http://s017.radikal.ru/i427/1503/f2/baa0806649bc.jpg http://s016.radikal.ru/i336/1503/0c/622d747263d1.jpg http://s020.radikal.ru/i706/1503/63/1f50511bf222.jpg http://s019.radikal.ru/i632/1503/20/6cc837d1f29c.jpg http://s020.radikal.ru/i722/1503/12/3281c1fc3a12.jpg http://s017.radikal.ru/i430/1503/c2/1f1cc6e1e5ea.jpg http://i004.radikal.ru/1503/80/dd809d729a0e.jpg http://s018.radikal.ru/i512/1503/fe/c91cb2fdd6d0.jpg http://s020.radikal.ru/i711/1503/53/9929db5ffee6.jpg http://s017.radikal.ru/i429/1503/b4/646d82dec8bf.jpg http://s018.radikal.ru/i500/1503/f0/38dbd4273e30.jpg http://s011.radikal.ru/i316/1503/0a/7b6be351759c.jpg http://s42.radikal.ru/i097/1503/17/7b3a22135109.jpg2 балла
-
У первых зазор на стыке больше, а у вторых меньше.1 балл
-
На таких изделиях с множеством завитушек и отверстий думаю рвать будет все и чтобы не рвало только пожалуй одно можно применить это не спеша и с большой осторожностью работать . Вот по этому полировка и дорога . https://www.youtube.com/watch?v=aeULBs5HSXI1 балл
-
@FvS, да любой каприз.
1 балл
-
@deilvagburg,может я и не прав. Тогда поставьте мне двойку за аэродинамику. Заодно-и инженерам-двигателистам из WAG за ту же дисциплину, а также разное столь причудливое расположение и меньшее сечение одного из впускных каналов. P.S. Всё, заканчиваем флуд!1 балл
-
Нее, флешка тэробайтная Внешность часто бывает обманчивой... сказал ёжик слезая с половой щетки
1 балл
-
Спасибо за фото! Какая толщина? Кромки разделывали? Вот, варил сегодня: Это трансформатор для контактной сварки. Пластина АМГ-6 (7 мм), в щели вставляются выводы из чистого алюминия (3 мм) и привариваются. Присадок 5356 3,2 мм. Ток 150 А; WL-20 3,2 мм; Баланс 70% (30% очистки), аргон 10 л/мин.
1 балл
-
шикарный приз за 1е место1 балл
-
Поддон БМВ . Две трещины легли параллельно в 12 мм друг от дуга,не считая ответвлений.Обратный изгиб.Плоскость вышла в ноль.Корень продавлен без подварки.
1 балл
-
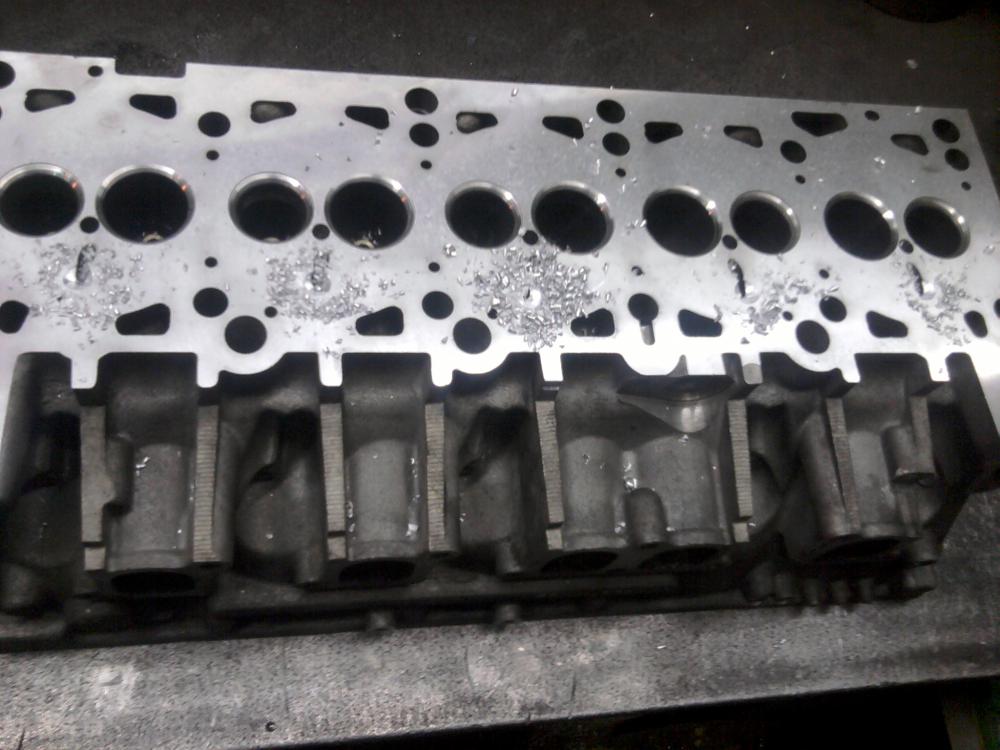
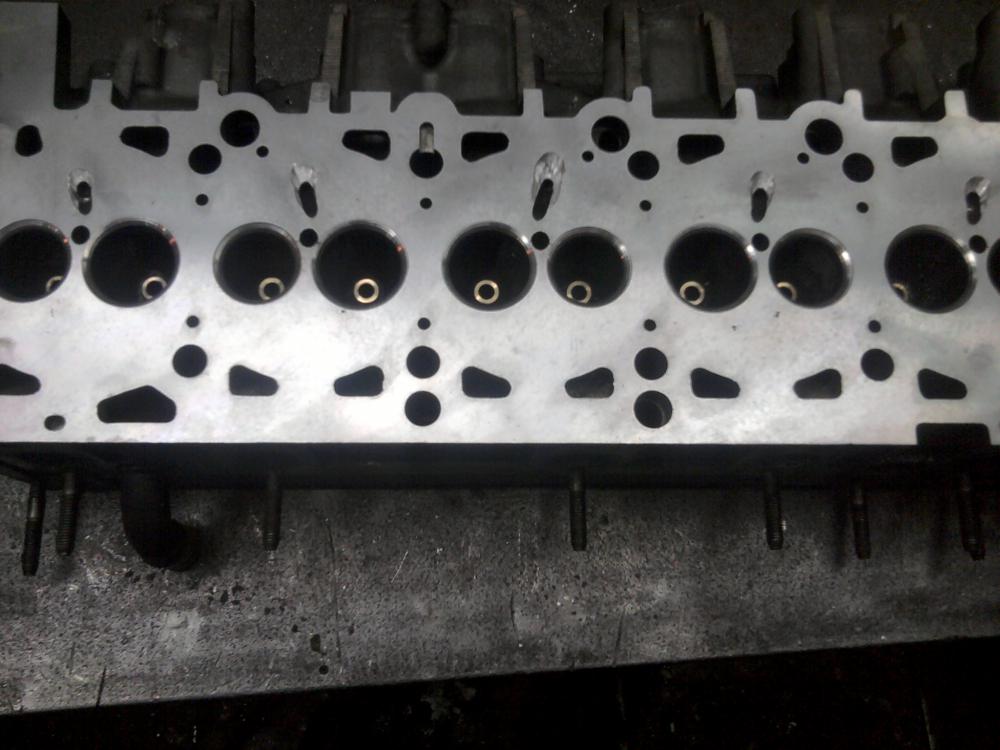
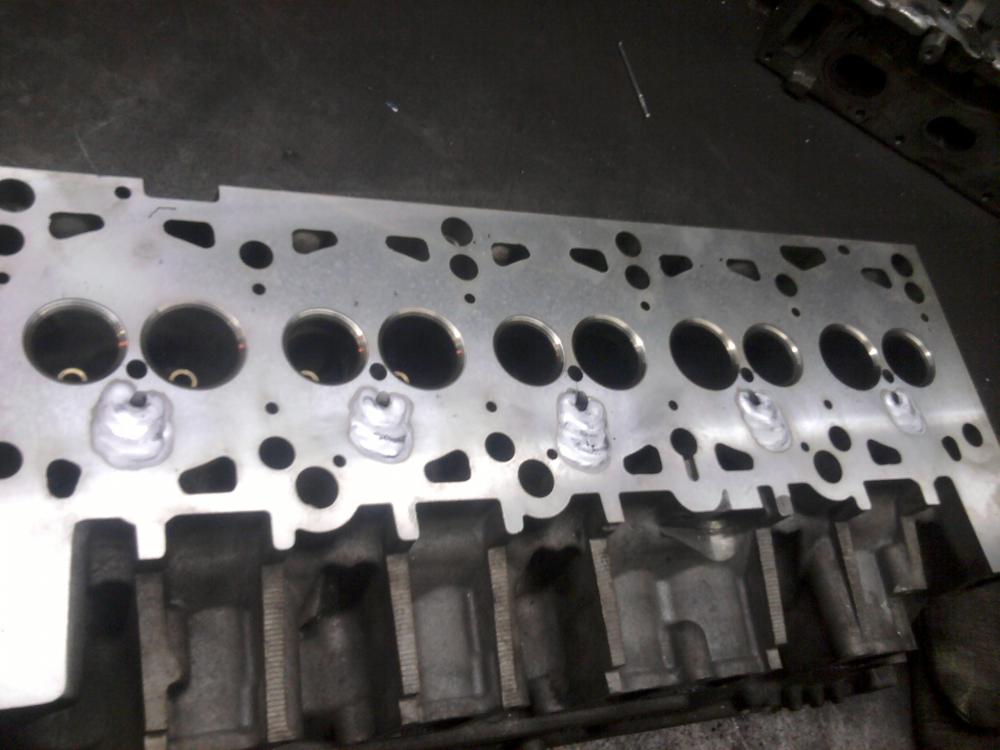
Головка Фольцваген , 5 трещин -5 цилиндров . До этого была притерта , плоскость отфрезерована . Но клиент захотел заварить трещины от свечного отверстия , пришлось варить , плоскость заново делать и естечтвенно повторно притирать , ибо , Вакуума , не было , потянуло ))
1 балл
-
MAGия металла!"Ганфайтер"(быстрый стрелок) Великий вождь Дикообраз Воров и гниль валю на раз За бутыль я текилы свой Ганфайтером зовусь порой
1 балл
-
Мне тоже очень интересно смотреть швы на улице. Окажвачка не один я такой.1 балл
-
а мартини - чтоб резкость лучше навести? Ну да, фотографы - они такие .1 балл
-
Доделал,клиент доволен.
1 балл
-
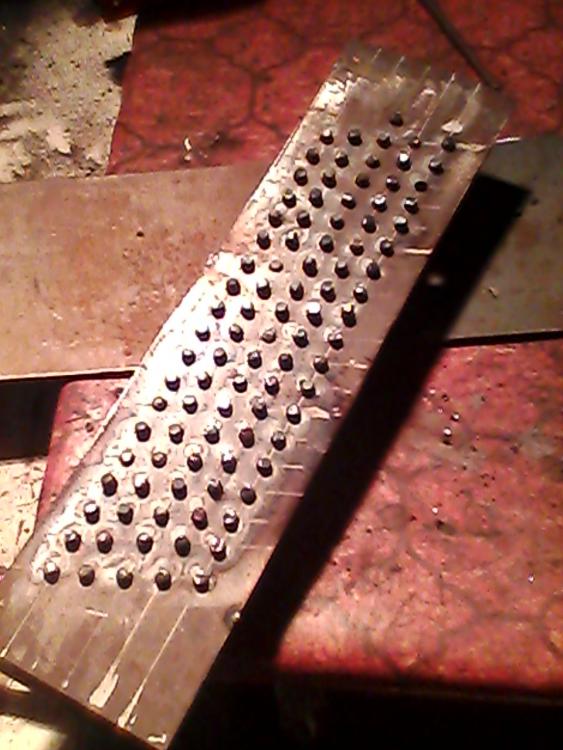
Доброго времени друзья,товарищи! В связи с тем,что на конкурс "Это сделал я" моя работа не прошла проверку. Жалко! Но виноват сам! как говориться- не ошибается тот,кто ни чего не делает))). Но все же хотелось бы с Вами поделится своей работой. Началось, все банально! В разговоре товарищ по работе с ухмылкой на лице спросил меня- А баян сварганить из металла смогёшь?) Разумеется меня это зацепила, уж больно люблю ставить перед собой задачки. Перерыв интернет и ничего путнего не найдя,кроме картинок ) принял решения решать вопросы во время самого изготовления. Другой товарищ в помощь отдал старый баян. С него то и снимались все размеры. Разделил работу на несколько частей.1)изготовления меха. 2) Изготовления левой части. 3)Изготовления правой части. 4). Сборка частей 5) изготовления ремней и установка на столик) 6) окончательная шлифовка и покраска. Первая часть! Основной материал это листовой металл толщиной 2мм.+ проволока 6мм. Вторая часть! Взял пластину и насверлил 101 отверстие (расположение брал с оригинала) затем в отверстия вставил обрезки проволоки 6мм.(благо,что ни чего не выкидываю). Затем изготовил корпус левой части. Затем вмонтировал туда пластину с кнопками. Третья часть! Состоит из изготовлении корпуса (размеры чуть изменились,согласно оригинала) +подготовил основания для кнопок правой стороны Проварил,зачистил. Для изготовление кнопок правой стороны использовалась все таже проволока (6мм) и шайбы. Четвертая часть! Произвел сборку трех частей. Пятая часть! Придела ножки и установил на столик. Шестая часть (заключительная) Ну и в итоге окончательная шлифовка и покраска. Если у кого то возникнут вопросы или потребуются больше фото (если вдруг захотите сделать что,то аналогичное) с удовольствием отвечу и поделюсь фото материалами.
1 балл
-
из электрода "тройки", вопщем, железо черное, латунь желтая, медь красная год примерно, 2008-й.
1 балл
-
всем привет. я тоже делал подарки на 8 марта. вначале отковывал лепестки. потом доводил их до нормальной кондиции. после чего завернул бутоны. после всего этого не много сварки, зачистки и покраска. и подарки готовы.
1 балл
-
Товарищ попросил сделать машину определённой модели для своего отца. Машина довольно известная так что найти схем в интернете не составило труда. Вот только с мотором возникла затыка. Пришлось прошерстить много разборок и старых гаражей. Но счастье наконец улыбнулось .Нашёлся мотор вместе с радиатором. Правда пришлось немного довести его до ума. Потом поехали на покраску.Ну вот забрал машину из покраски. Установил мотор и сразу провёл испытания в лесу. Ведь это настоящий внедорожник. Правда резина оказалась не очень внедорожной поэтому испытания были не очень сложными. Но старичок показал себя во всей красе. И как нормальный хозяин после всех покатушек были проверены все жидкости в моторе и мостах. Ну и дровишек на зиму немного привёз. Длинна машинки получилась 15 см ширина 7 см
1 балл
-
@трэш скульптор, Какая же странность то, я почти что 6й, и вот уволился из конторы, в которой мог стать технологом по промышленным холодильным (от рамы до датчика, дальше только нефть и химия), а системным администратором мне было бы за счастье. РД - это копейки, а если и платят то по факту там где нужно 3 стоит 1 - 12 часов... Полуавтомат - минимум умения, 50\50, хотя чаще платят мало, у них заказы то есть, то нет. Аргон - и ремонты, и производство (когда это была высшая по оплате степень), на цветном металле получка хороша и стабильна. Аргон это путь к большой оплате и насыщенной жизни, пока эту отрасль еще не перекрыли. Будет много схожего с админкой, материал один (Интел), проект другой (МС), руки свои (Скрипты + Си). РД чаще нужна как сопровождающий процесс (чем похоже на Asm+VB), полуавтомат когда швы в 200 метров и далее (С++ & PHP). Админ на сварного сдаст за год, сварной на админа вряд ли вообще. От души первое - это рисование, причем и глубиной и повышением (схоже с лепкой) и траекторией на плоскости. всего лишь удержать жидкость в направлении кристаллизации, не более, вот и все. Прихватки, они же минимальный шов - это упреждения отклонений, поначалу опасайся термического сжатия (жидкость сопротивление ноль, но расширение выгибает на меньшую сторону по энергии, а затем резкое сжатие - НО - без восстановления формы, самая большая пакость у РД и Аргона (большие тепловложения на 1ед. длины)) На прихватках - выставляют зазор (точка с края дает что хочешь, вместо шаблона), поворачивают в градус направления (supp.info = Ставь на черных прихватки нержавейкой - уведет в разы меньше, черную 9х6 прихватку рвет оппозитный шов такой же детали - швеллер 12). Прихваткой размечают сборку, прихваткой выравнивают диагональ с 1.5 см в ноль, главное знать куда направить стягивающее усилие, как у менеджеров дисков - размер кластера критерий распределения всего тома). Если будет время гляди на ведение - идеально выставленный стык может уйти в 2см в сторону, от термического влияния. Нечто схожее с отладчиками - это ацетилен, когда что либо увело, нагрев в грамотном месте - восстанавливает до требований заказчика. По факту высшее техническое позволяет не выбирать какой именно, здесь как у сетевиков - смысл от знания направлений пакетирования, а уж в Asm PHP C++ VB или VM_server дело всего лишь времени и минимальных навыков. РД требует максимум реакции и не прощает промахов на 1 диметр электрода, метал стынет сразу, самый сложный процесс. Полуавтомат тоже самое, но прощает косяки руки больше, им бывает гиблое дело может перевернуть в 50000-75000 за три недели, но как повезет. Аргон же это по факту газовая, но с более гибким контролем по теплу и пятну расплава на 1ед длины - даже сильный промах (кроме прожега) элементарно исправляется обратным движением. В сварке главная идея максимально приблизится к проектному сечению шва - это треугольник (чаще трапеция) от которого даны отсчеты наружу (сплавление кромок, корневой валик, внешний несущий валик). Второй аспект - это термо карты сплавов - некоторые нельзя расплавлять больше определенного объема, некоторые должны вариться от начальной 400 и остывать по другому (похоже на гистерезис) градиенту, чем были переведены в жидкость, т.е. греть можно быстро, но остывание надо проводить с другой скоростью, поэтому даже идеальный с точки зрения геометрии наплава шов может лопнуть при остывании \ начальной эксплуатации. Третий аспект - это тип нагрузок - динамические (у них суть начальное зарождение трещины, которая потом аномально распространяется на весь шов) и статика - меньше требования и меньше получка, но бывают аномалии, как у графита. Элемент альтернативы - кузнечное дело и скульптуры (наплав \ удаление материала + цементация ( в народе побежалость, оптические свойства глянцевых блесков). Но это уже не сама сварка, а прикладное использование процессов плавления. После аргона РД покажется чуть сложной, там секрет в выдержках паузы для самого капризного параметра - переход с наплавляющей способности к проваривающей, когда металл перестает идти вверх и образуется впадина - ванна, после чего ее выдержка с запасом на остывание, и переход к повтору траектории. Две крайности - непровар - прожег, между ними качество. Еще свечение шлака и металла разные по цветам и оптике поверхности (блеску) - это опорный параметр визуального контроля, умение им пользоваться дает скорость и качество что на стыках что на нахлестах. Сварка детали -40 и детали +600 по состоянию сечения как бы разные токи (примерно как 50А и 250А). Ампераж параметр условный (до схода с анодного\катодного пятна) , зависит от графика питания дуги, а дуга это плазменный процесс, в нем сила тока другой, не Омовой природы, поэтому на ручки управления смотри условно, с исключением в векторе тока, плюс это катодное пятно, большее по температуре и энергии, минус - анодное, на 1000 (условно) ниже, на алюминии это еще и ионная составляющая, когда минус прогревает - но оксидирует, провар невозможен из за пленки, а плюс - и очищает обратным потоком электронов и при этом минимальный по энергии, алюминиий и схожие по этой природе именно и оплачиваются выше, за счет сложности сварки и уникальных свойств самого металла. И может быть пригодится, все же Питер чем то промышленно-культурный, аргон это любые металлы, свобода выбора по зарплате и времени работ, РД и полуавтомат больше промышленные, там все ближе к линии. Также это еще и наплавка спец свойств, что тоже плюс к доходу\интересу. CATIA+ACAD+3D Studio и чуть эмуляторов жидкости\эпюров сечений (что для админа найти просто) даст отдачу по предупреждению косяков на любых деталях, я бы не советовал играться в сообразительного, иногда можно запутаться даже в элементарных вещах.1 балл
-
Эх пора жаркая на стройке. Времени нет ни на что. На работе - работа , дома ремонт. В промежутках воплощение проектов) В том году катаясь по деревням и весям заприметил украшение для палисадника. Рассказал маме. Мама просила сделать. Осенью руки не дошли да и бутылок из под кефира надо было насобирать. А вот элементов нагнул и навырезал с осени. Листья сделал из металла а не как на виденном из зеленых бутылок. Ну и цветов по размеру на убывание нарезал (на фотках не очень видно) что б похожесть соблюсти. Сварил покрасил, вот. Мама довольна.
1 балл