Лидеры




Популярный контент
Показан контент с высокой репутацией 28.04.2016 во всех областях
-
Почти полгода не касался сварки трубы ПА , мелочь не в счёт . Дорвался , немного , правда . Отводы продолжают радовать , уже и 219 с сюрпризом - надо звонить президенту , чтобы навёл порядок в этой сфере . Иначе - никак . "Разбил" по-братски , сварка с визуальным контролем Очередной объект на стартовал на место своей дислокации
 15 баллов
15 баллов -
собрал все в кучку , теперь инструмент брать в руки приятно и работать намного приятнее трубку нашел полипропилен ,обрезок был, сами ручки подгонял сразу в станке чтоб было чуть больше 20мм в ф и смотрятся интереснее с белой трубкой и заподлицо как раз вышло с ручкой пару ручек сделал для дверей у верстака 3 ящика у меня там мелочевка разная .так вот они сиротинушки были без ручек,нарезал я клопов так сказать шуткой.маслят ) в получились удобные ручки , на саморезы 36 по дереву посадил и все туго закрутилось
9 баллов
-
паял кастолином.
7 баллов
-
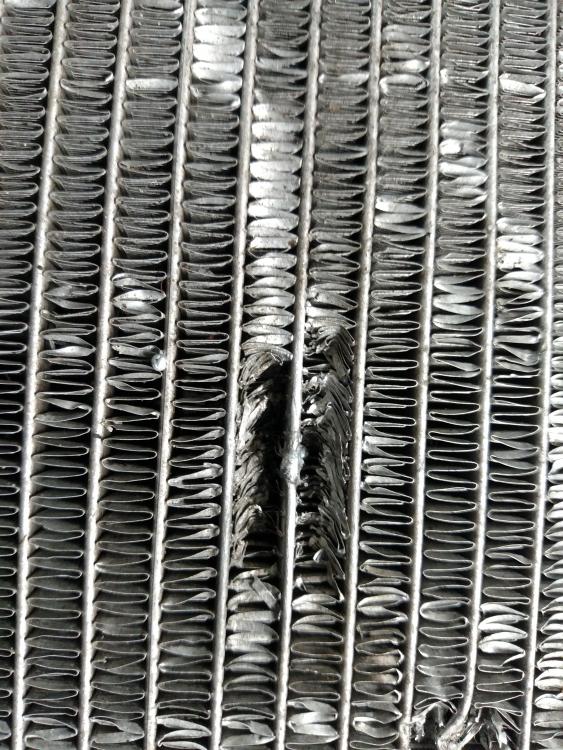
Интеркуллер
7 баллов
-
@BelaZZ, Шикарно! нечего сказать, смотрю шовчик полумесяцем если не ошибаюсь, мне так тоже нравиться шовчик вести (попозорюсь маленько)...
6 баллов
-
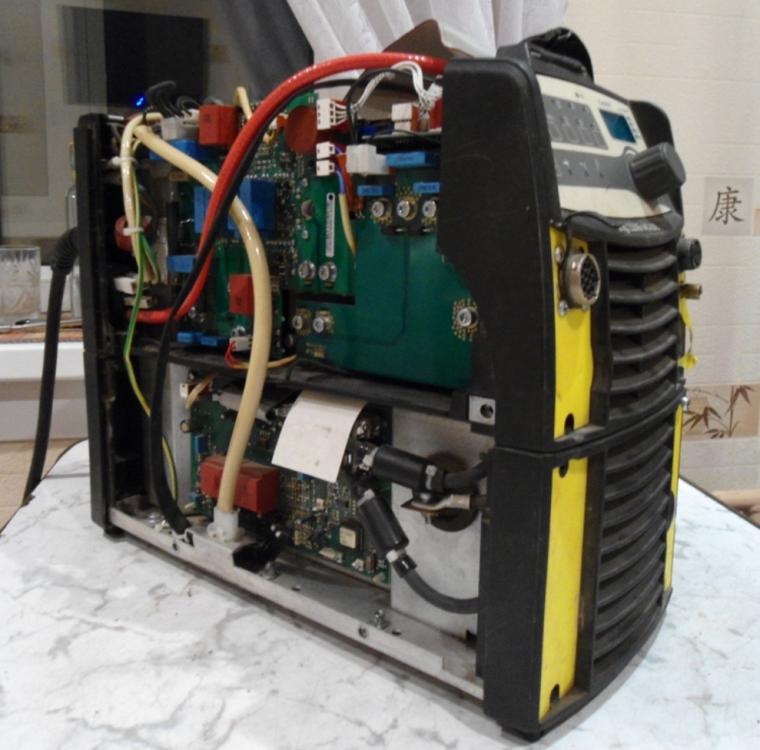
Отмечусь. Ругать уже поздно, куплен Lorch T220 . В воскресенье выкроил время помучить его(дома ремонт). 30 герц переменка, сразу подумал что что-то не так, ан нет. Звук мягкий и прям успеваешь замечать смену полюсов. Горелка пока TBI SR17, лежала без дела, а купить оригинальную бюджета уже не нет и по ходу надолго. Диагноз - сам себе поставить не берусь, но по ходу оно .6 баллов
-
Спинка и поддержка для кофров на Drag Star
6 баллов
-
нет нет ) каждый день хоть по точке но сверкаю )5 баллов
-
Стальной бак ГАЗ , луженый с наружи но .... , заплатки и CuSI3
5 баллов
-
Запах, знакомый с детства. Ну и вкус, естественно тоже. Только из печки. Раньше бабушка такие делала.
4 балла
-
Звонил и договорились , проволочку на пробу примет Сергей http://websvarka.ru/talk/user/5863-metromaxi/ , он все равно на днях ко мне собирался . Вот и испытаем с ним вместе.4 балла
-
Хочу такую же.
4 балла
-
@МАГ, Валере @selco, почти в Москве и его опыту можно доверять не проверяя.4 балла
-
Всем привет, меня зовут Руслан. Где то два года работал монтажником дробильно-размольного оборудования, там в каждой бригаде был сварщик. Иногда просил у них держак ,поварить, в общем, было интересно. Запомнилось, как удивлялся, когда старик сварной электродом "пятеркой" приваривал "американку" к трубочке ,по которой шла жидкость на домкрат для подъема мельницы, я ему говорю - может, "троечка" нужна, а он - да какая разница.. Заварил, давление дали - ничего не течет. В другой раз пришел к нам после училища сварщик, по третьему разряду. А там такая штуковина, бутара называется, метра 2,5 в диаметре, по виду - как конус усеченный, с одной стороны фланец по большему диаметру приварен (этой стороной бутара к мельнице крепиться), внутри из прямоугольных пластин несколько спиралевидных витков от одного края до другого, и отверстия миллиметров 20 диаметров по всей поверхности конуса насверлены, довольно часто. Так вот этому сварщику дали гайку М75 или М65, где то так, и сказали приварить её по центру тяжести этой бутары, что бы потом туда трос просунуть , в петлю кусок арматуры и мостовым краном куда надо ,доставить бутару. Два раза он эту гайку швом обошел, потом мне говорит - переживаю, не оторвется ли? Ну в общем, не оторвалось ничего. В те же годы у электрика на работе купил с доставкой сварочный самодельный трансформатор, кило 40, не меньше, кабель по объявлению приобрел, тяжеленный, начал варить ворота на переулок. Электроды липли, варилось тяжело)) Потом понял, что это были электроды УОНИ. Некоторые электроды варили нормально, я примечал, что у них обмазка в крапинку)), а не чисто светлая. Потом к нам повадились местные медвежатники, и увели из сенец и велик, и сварочник (на багажник небось поставили). Ну и ладно. Потом, уже через пару лет, приобрел "Хелпер", тоже интересная история была. С трех фаз у меня провода идут от счетчика на колодку из эбонита, с зажимами под винт, и там никак я не обозначал, где ноль, где фаза. Под винты я обычно крепил удлиннитель для сварочника. И вот стал пробовать Хелпер в первый раз. И чего то переклинило, и проводки закрепил не на ноль/фаза ,а на фаза/фаза. И индикаторной отвертки че то под рукой не оказалось. Проверил лампочкой - горит. Ну думаю, все норм. Включаю Хелпер - трах бабах дым. О мать твою, думаю, не повезло. Отнес в магазин, поменяли, удивились, что брак, но поменяли. Приношу новый домой, история повторяется. Но второй крепче оказался. Потом, когда я спалил магнитофон кассетник, до меня дошло, что лампочка то может гореть и на фаза/фаза и на фаза/ноль, а серьезный прибор на фаза/фаза перегорает. Ну, сделал фаза/ноль на переноску, включил уже опять второй Хелпер, ничего, работает нормально. Хотя все же что то в нем навернулось. Но работает. А сейчас у меня САИ200, с повышенным током на зажигание электрода, немного электродов ОК46 и МР3. Потом на стройке год работал сантехником, пробовал газовой горелкой чего как поделывать, запомнил, совет, что эжектор лучше вынимать, так как если надо вырезать отверстие в трубе, то он не позволит. Потом закончил курсы на электрогазосварщика и два года работал в гостинице на сантехучастке сварщиком. Запомнилось, как надо было сделать шов на стыке 76й трубы, через операционный вырез, сделал вырез, болгаркой, потом варю стык изнутри горелкой - а металл не сливается в расплаве, а ложится отдельно . А там солевой раствор, в общем по трубе этой качают насосы, такая там система охлаждения, для охлаждения холодильников с продуктами, больших таких. И соль, высыхая, не дает сплавиться металлу. Только электродом смог пройтись и надежно все получилось. Там же узнал, что на трубе надо проходить шов дважды, для надежности, что бы не гонять людей зазря воду спускать. Там мне дали за счет организации поучиться на курсах аргонодуговой сварки, это дело хорошее, только постоянно этой сваркой не варил, только шов на фланце разгонял, да запаял трещину на полотенцесушителе, это из полезного. Потом сократили. Через год после, работал сварщиком два года на монтаже металлоконструкций корпусов одного завода, там работа на высоте была, с монтажным поясом, там чего то устал сильно, лазить по прогонам этим ( это швеллеры, которые по типу досок на стропилах, только крыша не деревянная, а из металлопроката). сейчас в одной электромонтажной конторе сметы делаю, и всякие акты и бумаги. иногда дома по хозяйству сваркой делаю дела.4 балла
-
@Nikoley,Даже не собирался никого убеждать. p.s. главное я знаю (китай igbt шлепает, полляки собирают, есаб продает).
3 балла
-
http://cs633624.vk.me/v633624599/26106/qPitmrFAos8.jpg3 балла
-
@metromaxi, молотком по горячему, пока шов не остыл. там только лёгкая проковка нужна, а не со всей дури ложится короткий шов (100-120 мм) и сразу проковывается. правда это относится только к холодной сварке. по полугорячей и горячей ничего сказать не могу.3 балла
-
Сергей возьмет проволочку и как ко мне попадет то с ним и испытаем . Главное есть на чем пробные швы положить , картер от бензопилы несколько штук валяются и еще что то магниевое есть, нужно порыться в "закромах". Немного терпения наберитесь.2 балла
-
@ssql,До появления инвертора, все сервисники, гаражники использовали трансформаторные ПА. Инвертор легче, лучше. Все перечисленные сварят и тонкое и толстое (если сварщик может).2 балла
-
Вот оно. https://youtu.be/yF3VfUd--Yo http://www.wonkeedonkeetools.co.uk/media/wysiwyg/19VP-Vice-Plates-Emily/19VP09/19PV-09-02_TBTW.jpg Ну кто первый нарисует и на лазере вырежет? )))2 балла
-
Вы бы хоть посмотрели кто есть кто. А потом про Эсаб и тупость говорили.Тут больше о Вашем невежестве пост говорит и о неуважении к обществу. Вырученные деньги от продажи этой платы для Эсаба капля в море. И им пофиг, кто и что будет переделывать.2 балла
-
дааа) бывает что то глючнет, я ее на солнце вынесу полежит и все ок потом )2 балла
-
прошу прощенья ! с днем варенья всех именинников !!! всех благ всего наилучшего
2 балла
-
На месте папы Барбоскина любой бы задумался..... А чего это дети все разной масти и породы....))))))))
2 балла
-
@МАГ,А за деньги,сколько будут стоить 2-3кг?2 балла
-
ворота в прошлом году делал в сентябре, вид с огорода, во двор. финтифлюшки в магазине покупал, краску под патину брал масляную из тюбика для рисования, разводил в полиуретановом лаке чутка, и слегка касаясь, кусочком поролона по поверхностям протирал.
2 балла
-
http://cs615817.vk.me/v615817376/9112/QanR5jdEByM.jpg2 балла
-
2 балла
-
@krech, ничего не имею против Вашей работы. Просто хочу сказать что ПАНЧ в полуавтомате работу эту не сделает (хорошо как хотелось бы). И даю советы не исходя из теоретических изысканий а на основе опыта. Чугун разный бывает на постелях? Нет наверное степень засраности маслом разная. Когда совсем плохо - выжигаю горелкой за несколько проходов. Становится лучше. Просто Вы швы поперечными косичками кладете, мне привычней в данной работе капли. На первых фото блок с самосвала Либхер, на второй партии фото МАН
2 балла
-
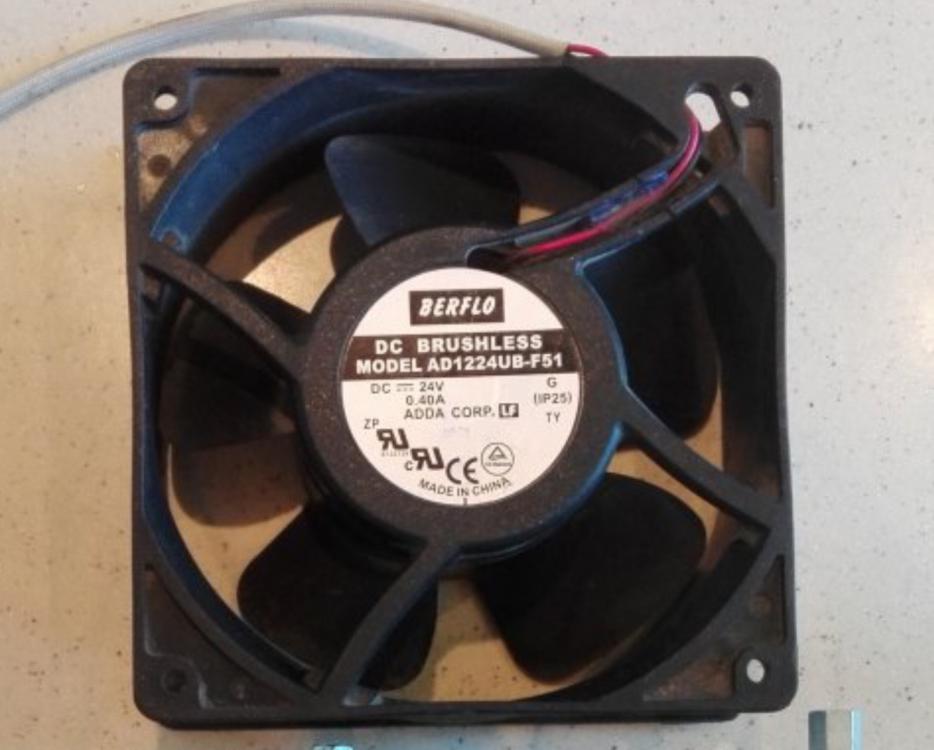
Крутить нечего там по поводу температуры, только замена. В наборе идет датчик холла, плата управления и наклейка новая на переднюю панель. Пришлете копию чека или что там было от интернет-магазина? Для гарантии нам важно знать, что аппарат официальный, даже если это было и "до". А так - заказной номер набора 0700300816.1 балл
-
правильно а то в маске батарейки быстро умрут.1 балл
-
Китай смог затащить к себе всевозможные технологии и производят комплектацию для всего мира. Китайская экономика - вторая экономика в мире, и, мне кажется, что это достойно уважения. Кстати, для информации, сборка плат для этих источников осуществляется не в Китае, а Венгрии на роботизированных комплексах, без участия людей. А про поляков - так они такие же люди, как и мы с вами!1 балл
-
я на 3,5м/мин 19-20В даю, а вы на 5м/мин всего 19В. Явно мало. Загаженность сопла на проплавление и красоту шва не влияет, если, конечно, не в усмерть загажено.П.С.: тавровые швы требуют форсированных режимов тока и щадящих настроек газа.1 балл
-
Добрый день! Мы тоже не модерируем этот раздел и пока не собираемся. Любой человек имеет право высказать свое мнение о нашей продукции, и обратная связь для нас важна. Однако мы оставляем за собой право игнорировать откровенный троллинг, не подкрепленный никакой фактической информацией. С уважением ко всем форумчанам,1 балл
-
Без подварки не обойтись. Расширять разделку, не вариант.
1 балл
-
@Max, @selco выводы должен делать из Вами прочитанного? Он уже все выводы много лет назад сделал, теперь Ваша очередь........... Думай, голова! Шапка куплю.1 балл
-
@Vanguard,А как все-таки получить вогнутый шов или хотя бы ровный ?1 балл
-
Подскажите, пожалуйста, почему тавровый шов в нижнем положении такой выпуклый. На РДС у меня получался вогнутый шов с плавным переходом к основному металлу.
1 балл
-
когда мне в начальник гока говорил что люди по 4 разряду работают, а я пацан зеленый на 5 мечу. мой ответ был "можно 20 лет водку пить и не чего не уметь" перечитанна масса литературы странные вы книжки читаете=) любую книгу ПТУ взять Маслов (самая популярная) Чернышев (по ней учился) там в разделе РАДС, базовые вещи описаны на 1-1.5 страницы1 балл
-
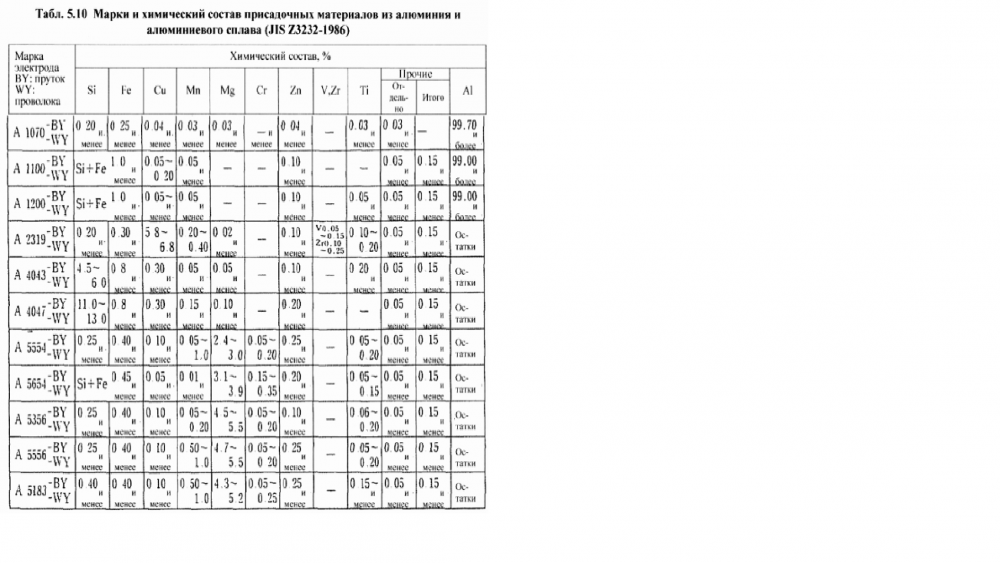
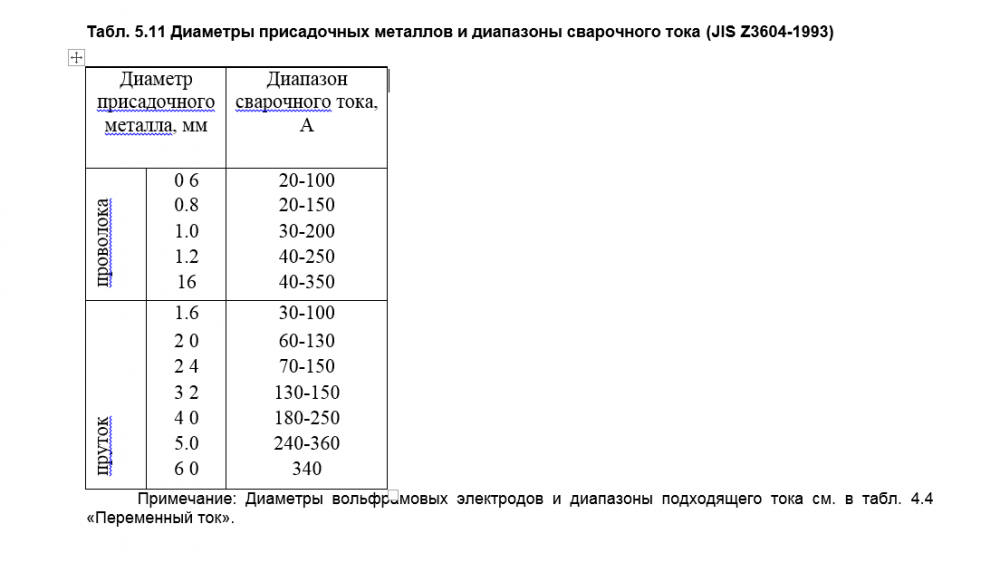
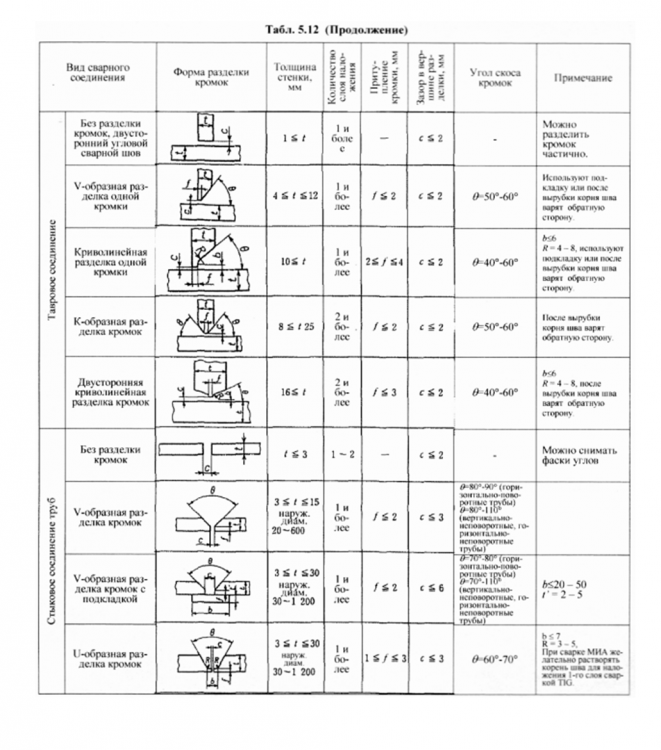
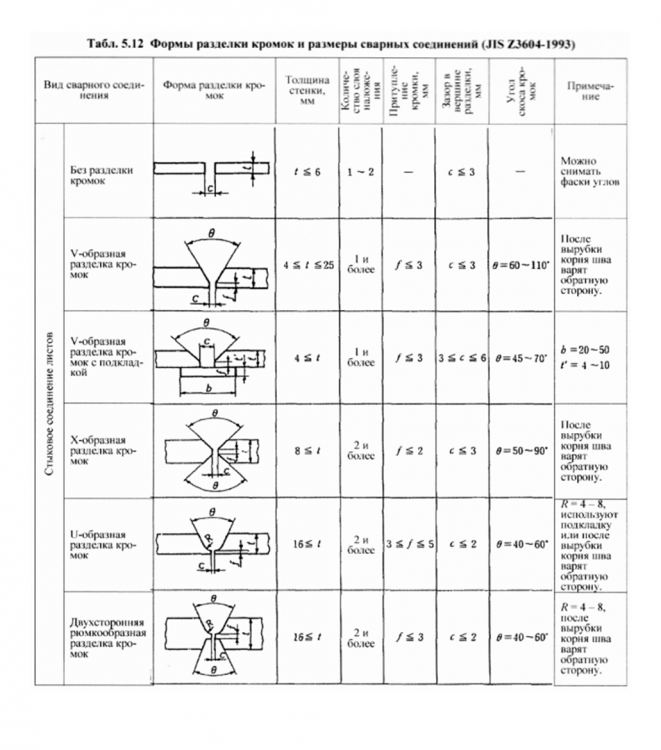
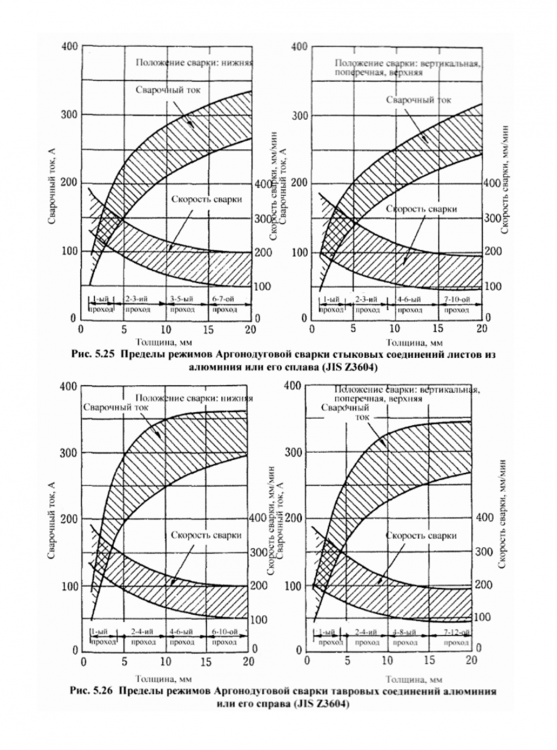
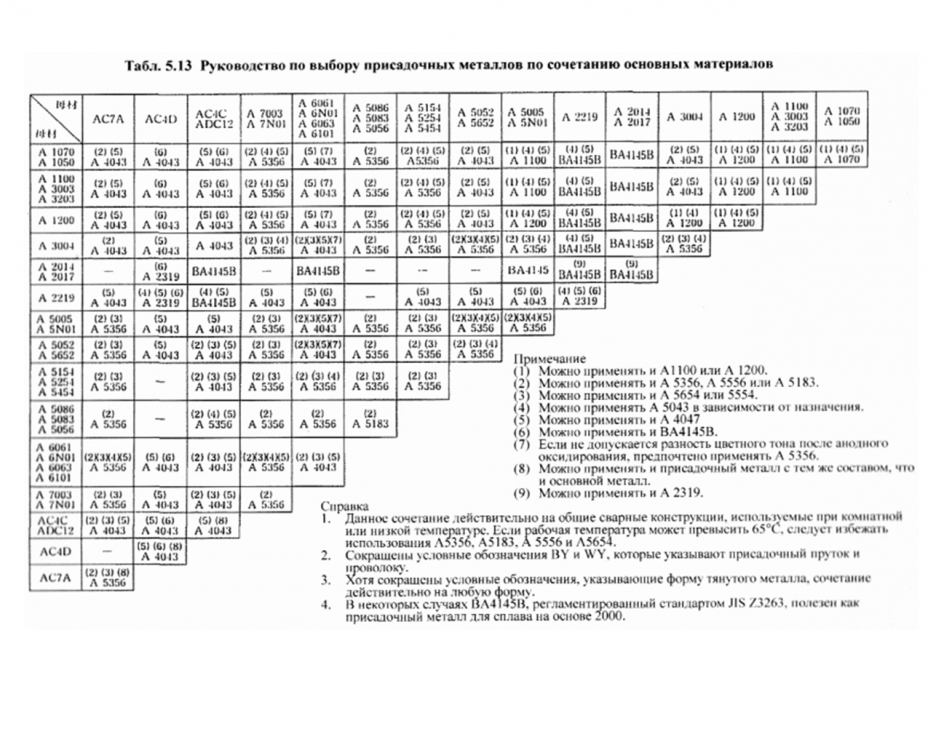
5-5 СВАРКА АЛЮМИНИЯ И ЕГО СПЛАВОВ Алюминий и его сплав, точка плавления которых находится в пределах 480 - 660°С. представляют собой металл, крайне склонный к окислению, так что для них применяется исключительно дуговая сварка в среде инертного газа. Алюминий и его сплав, удельный вес которых не велик и равен 2,7. удельная электропроводность и удельная теплопроводность которых велики, превосходят по свойству при низких температурах, коррозийной стойкости и перерабатываемоси, и относятся к полезному материалу. Следовательно, они применяются к летательным аппаратам, железнодорожным подвижным составам, судам, резервуарам для хранения сжиженного природного газа, машинам для химической переработки, сосудам высокого давления, теплообменникам, холодильным машинам и т.д. Однако их коэффициент теплового расширения в 2 раза больше чем сталь, так что размер деформации при сварке склонен к увеличению. При Аргонодуговой сварке как источник питания применяют переменный ток, пользуясь эффектом очистки, разрушают пленку оксидов алюминия, которая покрывает поверхность основного металла тонким слоем и не склонна к расплавлению, и тем самым облегчают процесс сварки. В табл. 5.10 приведены присадочные металлы для Аргонодуговой сварки алюминия и его сплава. Также в табл. 5.11 и 5.12 приведены диаметры присадочного металла и формы разделки кромок, на рис 5.25 и 5.26 представлены диапазоны режимов Аргонодуговой сварки стыковых и тавровых соединений листов. Кроме того, сочетание основных металлов с присадочными материалами также регламентируется в виде стандарта на производство работ по дуговой сварке в среде инертного газа, как представлено в табл. 5.13. Грязь и влага, прилипшая к поверхности присадочных металлов, грязь на разделках кромок. влажность в атмосфере может быть причиной образование раковин, так что следует обращать внимание на очистку разделок кромок, в частности, эксплуатацию и хранение присадочных металлов. В некоторых случаях понадобится предусмотреть сварочное помещение, в котором поддерживается низкая влажность для производства сварки.
1 балл
-
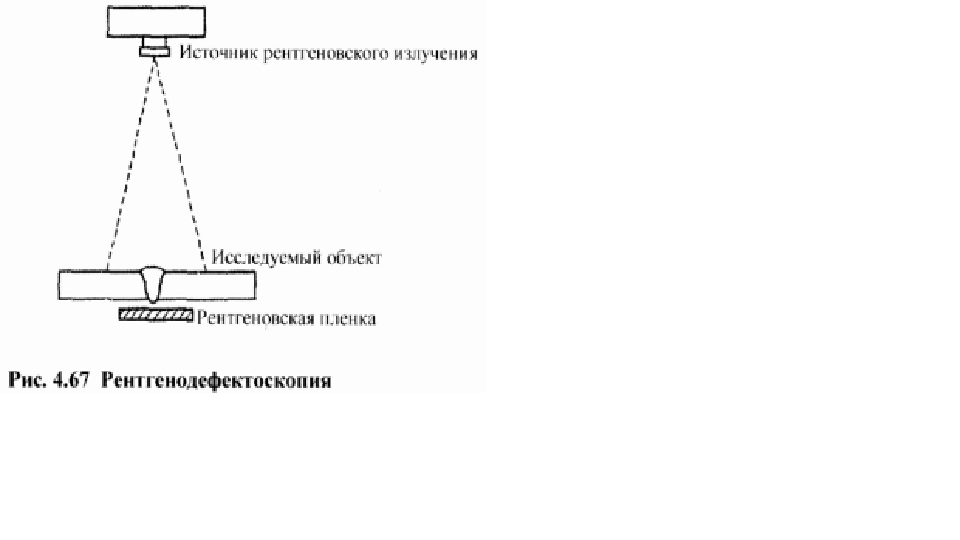
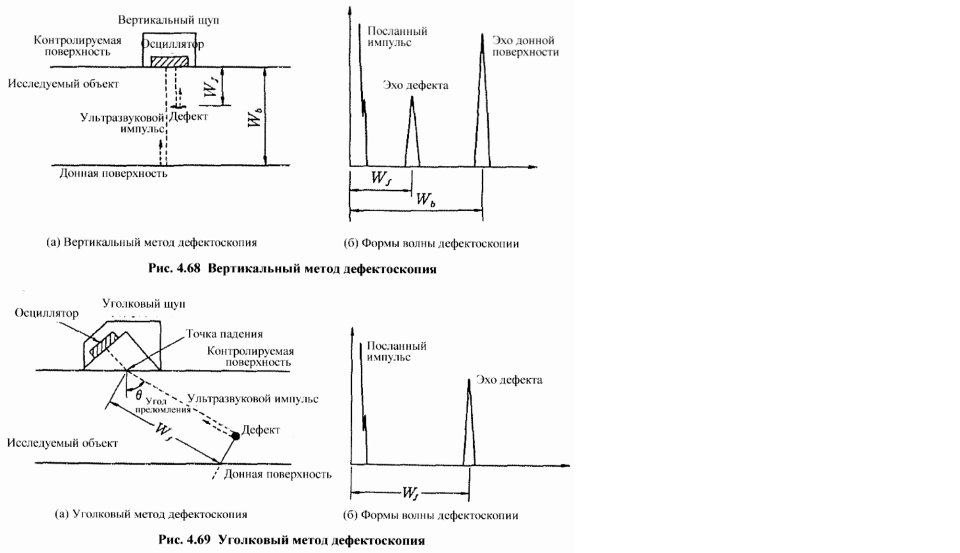
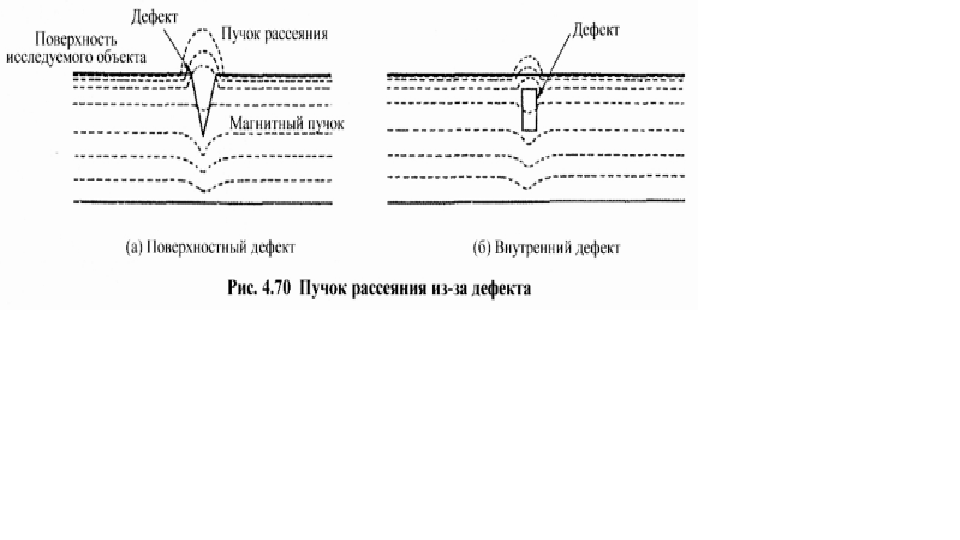
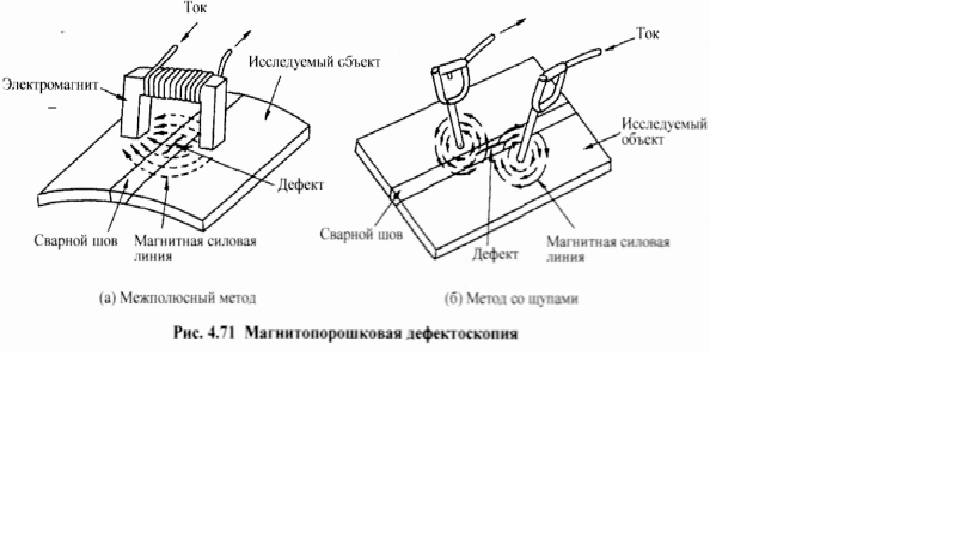
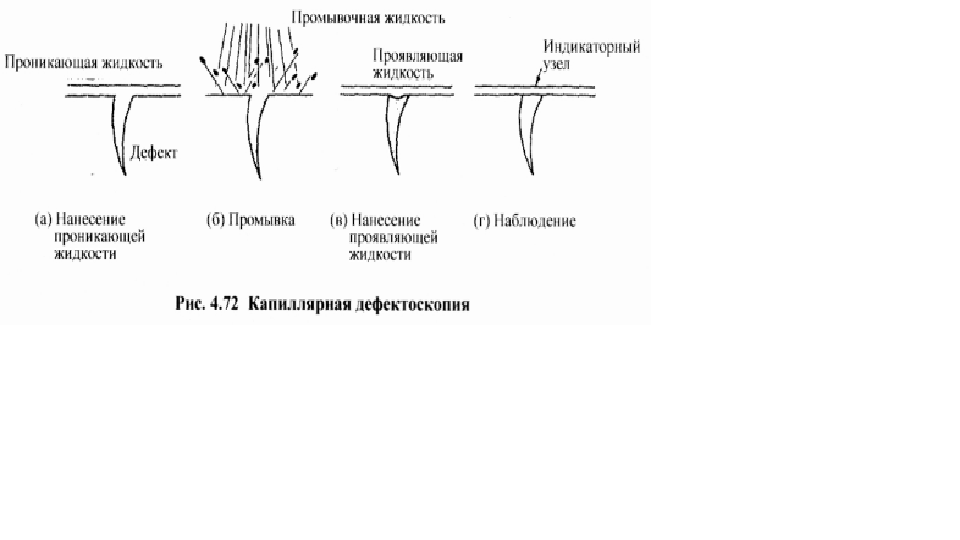
4-9 НЕРАЗРУШАЮЩИЕ ИСПЫТАНИЯ ЗОНЫ СВАРКИ 4-9-1 Вид неразрушающих испытаний Чтобы убедиться в том, что сварные швы удовлетворяют заранее установленным эксплуатационным качествам с учетом цели использования, рабочих условий, рабочей среды и т.д., производят различные испытания и по их результатам судят о приемке сварных швов. Внешний осмотр, производимый визуально, позволяет обнаружить дефекты, раскрытые на поверхности с относительно большими размерами, но не позволяет обнаружить внутренние дефекты, мелкие поверхностные дефекты и пр. Разрушающие испытания, при которых разрушают, деформируют, химически обрабатывают и т.д. сварные швы, позволяют подробно проверить внутренние дефекты, мелкие дефекты и прочие характеристики сварных швов, но не могут быть применены к действующим изделиям. Неразрушающие испытания позволяют проверить внутренние дефекты, мелкие дефекты и пр. сварных швов, не нарушая форму, размеры и эксплуатационные качества изделий, и в основном находят применение следующие 4 вида; (1) Рентгенодефектоскоиия (RT) (2) Ультразвуковая дефектоскопия (UT) (3) Магнитопорошковая дефектоскопия (МТ) (4) Капиллярная дефектоскопия (РТ) Среди этих 4 видов испытаний для обнаружения внутренних дефектов применяются ренттенодефектоскопия и ультразвуковая дефектоскопия, для обнаружения поверхностных дефектов применяются магнитопорошковая дефектоскопия и капиллярная дефектоскопия. 4-9-2 Рентгенодефектоскопия Рентгенодефектоскопия, находящая широкое применение в качестве неразрушающих испытаний сварных швов, представляет собой метод обнаружения, в основном, внутренних дефектов с помощью рентгеновских лучей или гамма-лучей, как показано на рис. 4.67. Когда облучают сварной шов рентгеновскими лучами от источника рентгеновского излучения, рентгеновские лучи, прошедшие через сварной шов, засвечивают рентгеновскую пленку, расположенную на задней стороне исследуемого объекта. Если сварной шов обладает раковинами, трещинами и прочими полостями или шлаком и прочими инородными включениями, рентгеновские лучи не затухают так, как проходят через нормальные части, и засвечивают пленку интенсивно. В результате этого при проявлении одни участки, обладающие дефектами, темнеют, и тем самым можно обнаруживать размеры, формы и положения дефектов. Этот метол испытания позволяет оставлять результаты испытаний в виде пленок, так что обладает способностью к регистрации и сохранению, и находит частое применение в разных областях. В связи с тем, что используются радиоактивные лучи, вредные для организма, этим методом испытания могут заниматься только те, кто прошел государственный экзамен. 4-9-3 Ультразвуковая дефектоскопия Ультразвуковые волны по своему свойству распространяются внутри твердого тела или жидкости прямолинейно и отражаются, если на пути волн встречаются дефекты или прочие инородные предметы. Ультразвуковая дефектоскопия пользуется этим свойством для проверки сварных швов на наличие внутренних дефектов. Метод испытаний в основном подразделяется на два, а именно на вертикальный метод дефектоскопии и угловой метод дефектоскопии. На рис. 4.68 представлена вертикальная дефектоскопия. Как показана на (а), приводят щуп со встроенным осциллятором в контакт с поверхностью исследуемого объекта и посылают внутрь последнего ультразвуковые импульсы. В нормальных участках ультразвуковые импульсы отражаются от донной поверхности и воспринимаются щупом как эха донной поверхности. Однако, если во внутренности имеются дефекты, то ультразвуковые импульсы отражаются от них и превращаются в эха дефекта. В результате щуп воспринимает эхо дефектов и эхо донной поверхности. Нa ультразвуковых дефектоскопах для индикации используются приемные телевизионные трубки, которые при наличии внутреннего дефекта отображают его в виде формы, как показано на (б). Поскольку скорость распространения ультразвуковых импульсов постоянна, по местоположениям эха дефекта можно определить глубину дефекта (Wj), по местоположениям эха донной поверхности - толщину стенки (Wь). Этот метод дефектоскопии дает ультразвуковым импульсам проникать в исследуемый объект перпендикулярно к нему, так что подходит к обнаружению дефектов, параллельных его поверхности, и находит применение к сварным швам таврового соединения и углового соединения. На рис. 4.69 представлен угловой метод дефектоскопии, при котором ультразвуковые импульсы проходят наклонно. Поскольку распространяются наклонно, после отражения от донной поверхности ультразвуковые импульсы не возвращаются в щуп, и не появляется эхо донной поверхности. Необходимо вычислять местоположения возникновения дефекта, основываясь на угле падения, угле преломления (О) и расстоянии до точки возникновения эха дефекта (Wj). Данный метод дефектоскопии в основном применяется к сварным швам стыковой сварки с разделкой кромок. 4-9-4 Maгнитопорошковая дефектоскопия Если намагнитить магнитное тело, которое обладает трещиной или другим дефектом близко к поверхности исследуемого объекта, как показано на рис. 4.70 магнитный пучок внутри исследуемого объекта обходит дефекты, которые имеют большое сопротивление, и частично превращается в поток рассеяния. Если, заранее осыпав поверхность исследуемого объекта тонким однородным слоем магнитного порошка (железного порошка или пр.), намагничивают исследуемый объект, магнитный порошок сосредоточенно всасывается к местам, где появляется пучок рассеяния, что позволяет обнаружить дефекты и определить их местоположения. Этот метод испытания называется магнитопорошковой дефектоскопией, и при использовании магнитного порошка, цвет которого четко контрастирует с цветом поверхности исследуемого объекта, позволяет обнаружить мелкие дефекты, которые обнаружить невозможно невооруженным глазом. Как показано на рис. 4.71, для генерации магнитного поля применяется (а) межполюсный метод или (б) метод со щупами. Исследуемые объекты ограничены стальным или прочими ферромагнитными материалами. Этот метод не применяется к нержавеющей стали, алюминиевому сплаву и прочим материалам, которые не поддаются намагничиванию. Этот метод испытания обладает высокой чувствительностью к обнаружению дефектов, расположенных на. и близко к поверхности. Но он не эффективен для обнаружения внутренних дефектов, на которых пучок рассеяния не склонен к генерации, и во многих случаях применяется для обнаружения дефектов на поверхности разделки кромок, поверхности, подвергшейся дуговой строжке или устранению дефектов для восстановления. 4-9-5 Капиллярная дефектоскопия Как показано на рис. 4.72, (а) дают проникающей жидкости красного цвета проникнуть в выходящие на поверхность дефекты, (б) потом удаляют избыток проникающей жидкости с поверхности, промывают ее, (в) наносят проявляющую жидкость белого цвета, в результате (г) проникшая в дефекты жидкость выходит на поверхность и образовывает индикаторные узлы красного цвета на белом фоне. Поскольку индикаторные узлы появляются красного цвета, контрастного с белым фоном, и шириной больше, чем у фактических дефектов, можно обнаруживать мелкие дефекты, которые не поддаются обнаружению невооруженным глазом. Этот метод испытания называется капиллярной дефектоскопией. Имеется метод по такому же принципу, но при этом в качестве проникающей жидкость используют флуоресцентный состав, индикаторные узлы наблюдают с помощью ультрафиолетового света. Этот метод называется флуоресцентной капиллярной дефектоскопией. Капиллярная дефектоскопия применяется с такой же целью, что и магнитопорошковая дефектоскопия, но позволяет обнаружить только выходящие на поверхность исследуемого объекта дефекты. Однако то, что исследуемое тело не обязательно должно быть магнитным телом, и простота метода испытания позволяют применять этот метод часто.
1 балл
-
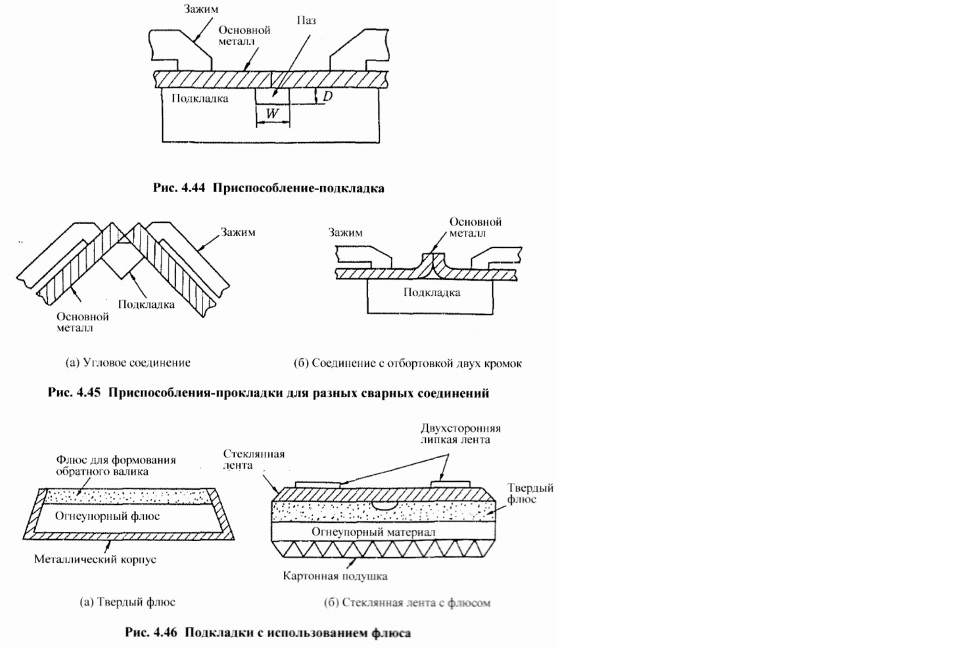
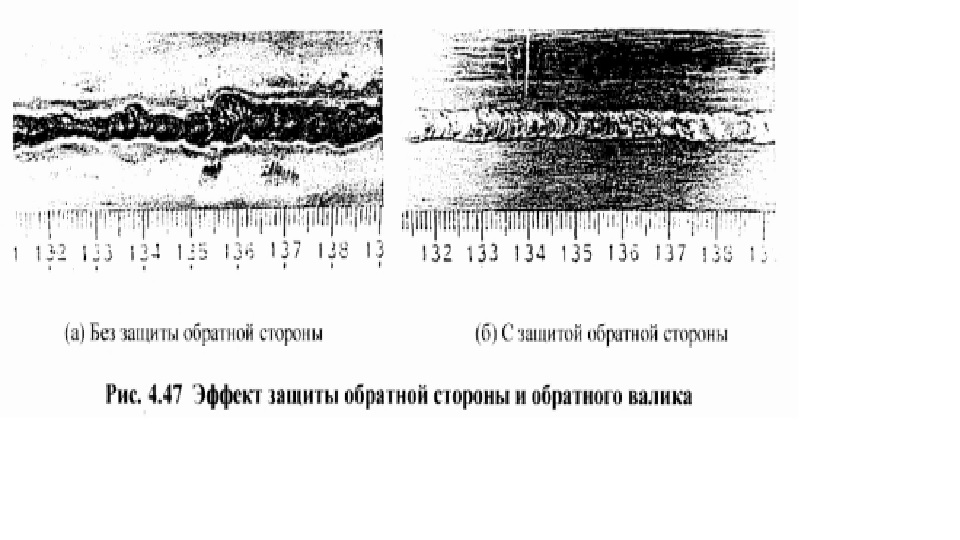
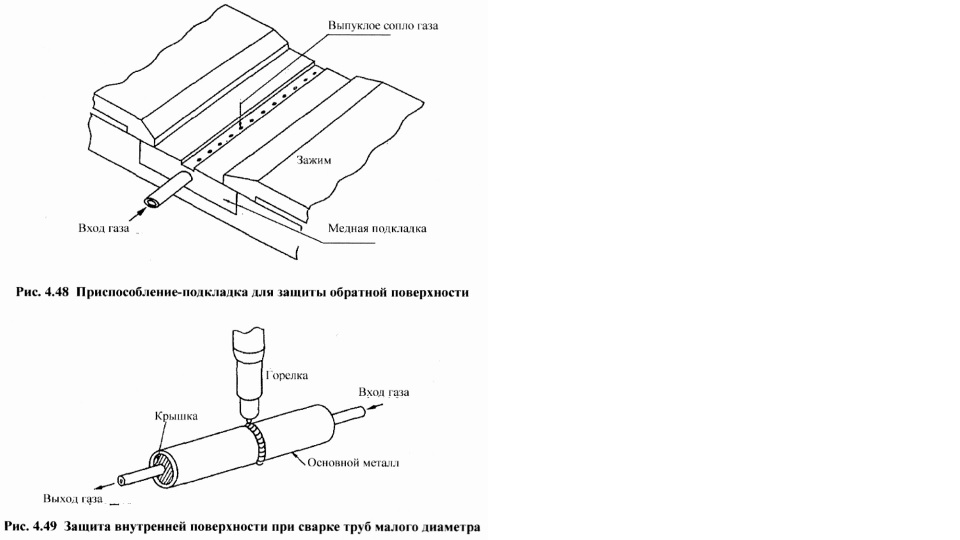
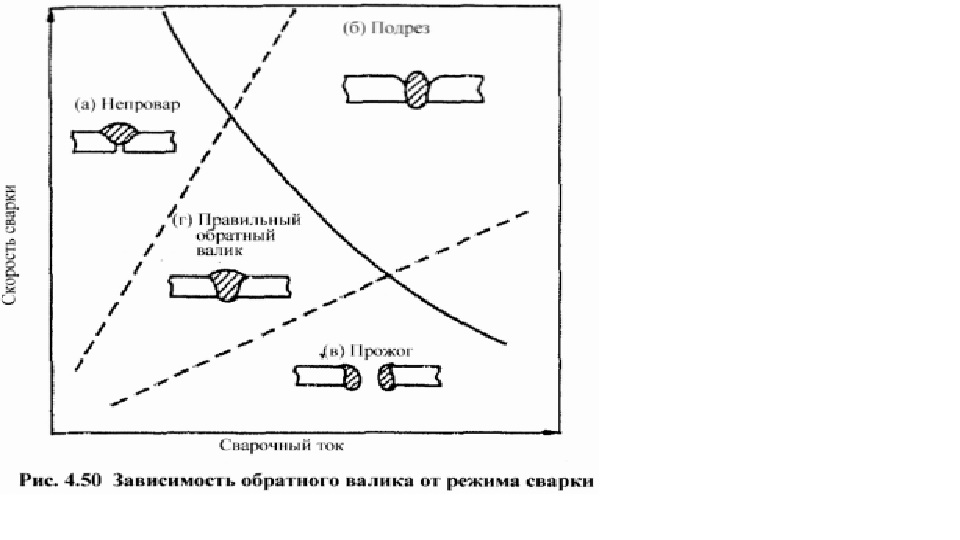
4-6 ОБРАТНЫЙ ВАЛИК 4-6-1 Приспособление-подкладка При сварке тонкостенных листов применяется метод исполнения работ, по которому одним проходом сваркой с лицевой поверхности основного металла и на обратной поверхности формируется валик. Валик, который формируется на обратной поверхности основного металла, называется обратным валиком. В процессе сварки невозможно наблюдать ход формирования этого обратного валика, так что для получения хорошего результата сварки требуется достаточно высокий уровень навыков. Однако Аргонодуговая сварка позволяет формировать обратный валик легче, чем другой метод сварки, так что часто применяется не только при сварке тонкостенных листов, но и для первого слоя многослойной сварки. Чтобы сформировать обратный валик, нужно расплавить основной металл достаточно до обратной поверхности. Однако расплавленный металл держится за счет поверхностного притяжения, так что, если ванна расплавленного металла становится слишком большой, поверхностное притяжение не может держать ванну расплавленного металла, происходит вытекание части расплавленного металла и в ванне будут пробиты поры. Чтобы предотвратить это вытекание части расплавленного металла, используется приспособление-подкладка, представленная на рис. 4.44. Обычно подкладка изготавливается из меди, у которой удельная теплопроводность высока. Пользуясь охлаждающим действием подкладки, сдерживают возрастание ширины обратного валика, вызываемое чрезмерным тепловложением, одновременно предотвращают приплавление подкладки к обратному валику и уменьшают деформацию, вызываемую сварочным теплом. В случае сварки тонкостенных листов приспособления-подкладки часто служат и приспособлениями-ограничителями сварного соединения. Форма паза подкладки также является одним из важных факторов обратного валика, и варьируется в зависимости от толщины стенки и т.д. При установке формы следует ориентироваться на глубину (D) 0.5 - 2 мм и ширину (W) 2-6 мм. Если формируют обратный валик на сварочном соединении с плотно прилегающими кромками в вершине разделки шва. не устанавливая зазора, будет потерян выход газа, выделяемого из расплавленного металла, и этот газ устремится к поверхности валика, что может привести к образованию раковин или поверхностных раковин. В угловом соединении и соединении с отбортовкой двух кромок также часто применяется приспособление-подкладка, пример которых представлен на рис. 4.45. Кроме того, в случае обратного валика для толстостенных листов или крупных конструкций и т.д. в качестве материала подкладки могут быть применены твердый флюс, стеклянная лента с флюсом и т.д.. как представлено на рис. 4.46. 4-6-2 Защита обратной поверхности Поскольку обратный валик относится к затвердевшему состоянию расплавленного металла, в случае нержавеющей стали, титана и прочих металлов, склонных к окислению при высокой температуре, необходимо обеспечить обратный валик защитой. В некоторых случаях газовая защита обратного валика называется обратной защитой Например, в случае нержавеющей стали, если формируют обратный валик без защиты обратной стороны, окисление происходит на значительную глубину обратного валика, как показано на рис. 4.47 (а) и с первого взгляда виден некачественный внешний вид обратного валика. На рис. 4.47 (б) показан пример с защитой обратной стороны. Обратный валик защищен за счет газовой защиты и показывает свой качественный внешний вид. Для защиты обратной поверхности обычно с использованием подкладки, пример которой представлен на рис. 4.48. подают аргон на обратную поверхность зоны сварки через выхлопные сопла этой подкладки. Если расход аргона слишком велик, то аргон может захватить воздух и тем самым понизить эффект защиты, так что нельзя подавать аргон больше, чем необходимо. При сварке труб с малым внутренним диаметром использовать подкладку невозможно, так что защиту с внутренней стороны осуществляют, как показано на рис. 4.49. В этом случае необходимо предусмотреть не только вход защитного газа, но и его выход, чтобы был получен сквозной поток защитного газа. Таким образом, чтобы обеспечить обратную поверхность полной защитой, нужно сложное оборудование и увеличение расхода газа. С другой стороны, в некоторых случаях невозможно обеспечивать обратную поверхность защитой из-за ограничения формой сварного соединения или т.д., так что на предприятиях продаются покрытые присадочные прутки для Аргонодуговой сварки, поверхность которых покрыта флюсом, и присадочные прутки с флюсом, которые включают в себя флюс. С использованием этих присадочных прутков обратные валики защищаются шлаком и получается хороший результат. 4-6-3 Формирование обратного валика При стыковой сварке тонкостенных листов без подкладки формы валика подразделяются, как представлено на рис. 4.50. В зоне (а) из-за нехватки тепловложения расплавление не распространяется до обратной стороны основного металла и обратный валик не формируется. В зоне (б) не полностью, но все-таки формируется обратный валик, однако велико обжатие ванны расплавленного металла давлением дуги в силу высокой скорости и сильного тока сварки, и в результате чего образуется подрез. В зоне (в) из-за чрезмерного тепловложения расплавленный металл вытекает и в ванне расплавленного металла пробивается пора. Следовательно, чтобы получить качественный обратный валик, (смотри) зону (г), сварку производят на слабом токе и низкой скорости. Кроме того, по мере возрастания зазора в вершине разделки или смещения подходящая к сварке зона уменьшается и, если превышен допустимый предел, сварка сама становится невозможной. Допустимый предел зазора в вершине разделки и смешения не больше, чем 1/2 толщины стенки. В случае использовании приспособления-подкладки, если устанавливают зазор в вершине разделки, можно формировать обратный валик легче, чем при стыковке участков притупления кромок друг к другу. Выполняя сварку, работник сам почти не может непосредственно наблюдать ход формирования обратного валика, однако, если приобрел опыт в определенной степени, может сам предположительно судить о ходе формирования обратного валика, наблюдая за состоянием ванны расплавленного металла. Например, можно наблюдать следующие явления; Ø Пока расплавление не распространяется до обратной поверхности основного металла, ванна расплавленного металла выглядит немного выпуклой в силу теплового расширения. Ø Когда расплавление достигло обратной поверхности основного металла и формируется обратный валик, расплавленный металл протекает к обратной стороне, так что поверхность ванны расплавленного металла выглядит немного вогнутой. Ø Когда обратный валик формируется устойчиво, ванна расплавленного металла выглядит относительно прозрачной и ее размер почти не изменяется. Ø Когда обратный валик не формируется нормально, ванна расплавленного металла резко теряет свое прозрачное ощущение и выглядит немного черноватой. Размер ванны расплавленного металла уменьшается. Ø Непосредственно перед возникновением прожога. Ванна расплавленного металла выглядит так, как будто резко увеличила свое прозрачное ощущение, и размер ванны расплавленного металла также увеличивается. Следовательно, следует сначала расплавить поверхности притупления кромки до обратной стороны, приостанавливая горелку на начальной точке сварки, и. суля по поведению и состоянию ванны расплавленного металла, убедиться в формировании обратного валика, а затем переместить горелку, обращая внимание, на постоянность размера ванны расплавленного металла. Даже когда на начальной точке сварки успели сформировать правильный обратный валик, если затем скорость сварки становиться слишком большой или малой, то дальше или не формируется обратный валик или происходит прожог. Так что следует по возможности приобрести навыки в перемещении горелки на равномерной скорости. Кроме того, изменение длины дуги также оказывает влияние па формирование обратного валика, так что следует обучаться, чтобы по возможности уменьшить дрожь руки. Форма конца вольфрамового электрода также оказывает влияние, так что следует полировать электрод, форма которого изменилась вследствие износа, заблаговременно.
1 балл
-
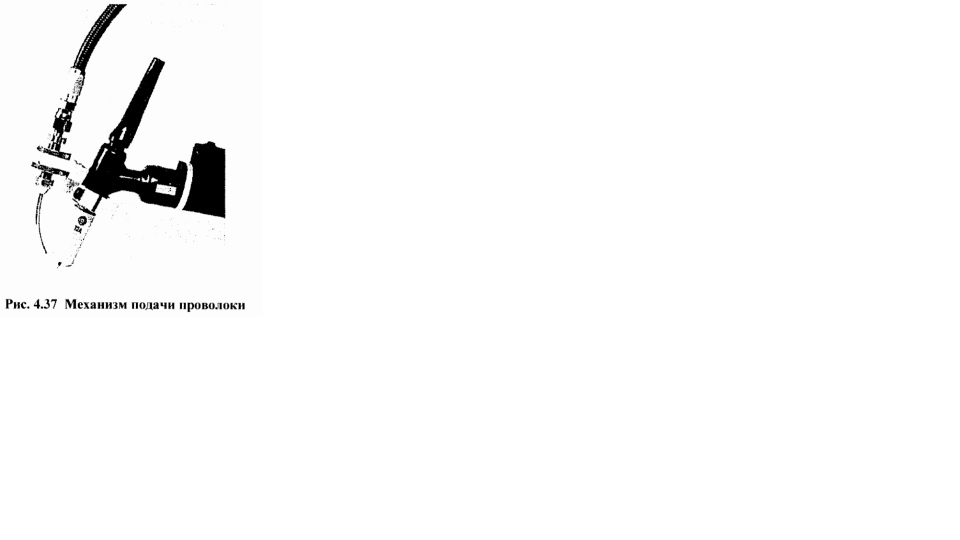
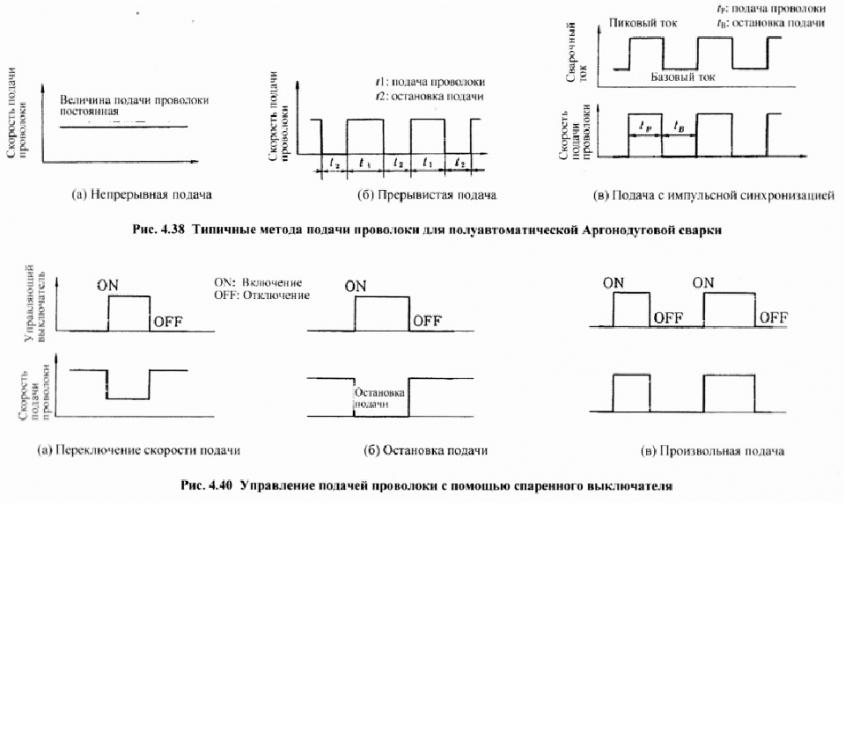
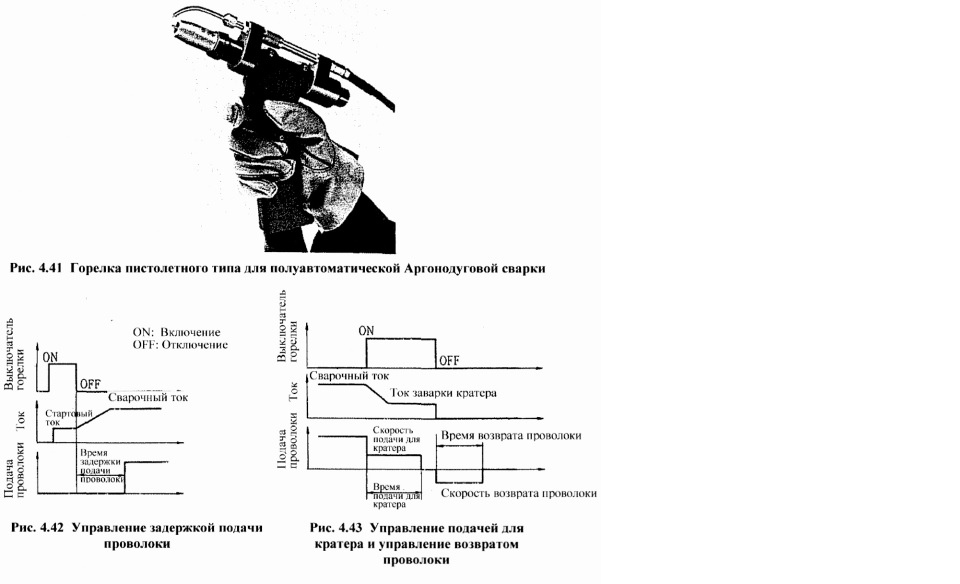
4-5-3 Полуавтоматическая Аргонодуговая сварка В случае ручной сварки одной рукой управляют сварочной горелкой, другой рукой подают присадочный пруток, поэтому работникам требуется достаточно высокий уровень квалификации. И длина оперируемого присадочного прутка ограничена по длине, так что невозможна непрерывная сварка длинномерных деталей. В случае полуавтоматической Аргонодуговой сварки с использованием устройства подачи проволоки, намотанная на барабане проволока подается автоматически, так что можно исключать требование на уровень квалификации по добавлению присадочного металла и ограничение длиной прутка. На горелку для полуавтоматической Аргонодуговой сварки установлен механизм подачи (добавления) проволоки, как показано на рис. 4.37. так что можно подавать присадочный металл в нужное положение. Кроме того, с учетом обрабатываемости можно устанавливать направление подачи присадочного металла в любое положение вокруг горелки в пределах примерно 240°. Количество добавления присадочного металла регулируется блоком управления подачи проволоки, типичный метод добавления на котором представлен на рис. 4.38. На п. (а) представлен метод непрерывной подачи проволоки па постоянной скорости, который применяется, когда требуется сварка на сильном токе или большой объем наплавки. На п. (б) представлен метод прерывистой подачи проволоки, который позволяет устанавливать длительность времени подачи проволоки и длительность времени остановки отдельно и применительно к конкретной работе, и применяется к сварке на слабом токе, сварке алюминия и т.д. На п. (в) представлен метод, который применяется в сочетании с источником питания импульсно-дуговой сварки. Подача проволоки производится синхронно с пиковым током и останавливается при базовом токе. Данный метод применяется к сварочному соединению листов, отличающихся друг от друга толщиной стенки, соединению инородных металлов, вертикальной сварке, поперечной сварке и т.д. Если в качестве выключателя горелки используют спаренный выключатель, представленный на рис. 4.39. можно производить управление подачей проволоки, как представлено на рис. 4.40. На п. (а) представлен метод, по которому скорость подачи проволоки переключается на 2 этапах. Нажатием управляющего выключателя величина подачи уменьшает (или увеличивает) и его опусканием восстанавливают исходное состояние. Каждый из 2 этапов скорости подачи проволоки устанавливают ручкой на устройстве управления. На п. (б) представлен метод, по которому подачу проволоки останавливают нажатием управляющего выключателя, на п. (в) представлен метод, по которому подачу проволоки осуществляют только в течение, когда управляющий выключатель остается нажатым. Все эти методы относится к методу прерывистой подачи проволоки, но их преимущество заключается в том, что в отличие от представленного на рис. 4.38 (б) метода, по которому подача и остановка производятся по постоянному циклу, можно менять длительность времени подачи и длительность времени остановки произвольно. Все эти (а) - (в) относятся к функции тонкой настройки величины подачи проволоки применительно к обстановке сварки. Однако, если использовать полуавтоматическую горелку пистолетного типа, на которой выключателем горелки служит спусковой крючок, как показано на рис. 4.41. величину подачи проволоки можно регулировать без спаренного выключателя степенью нажатия спускового крючка. К функциям, требуемым при начале и окончании сварки, можно перечислить управление задержкой подачи, управление подачи для кратера, управление подачи проволоки, общие черты которых представлены на рис. 4.42 и 4.43. Управление задержкой подачи представляет собой функцию для предотвращения непровара, прожога и т.д.. которые склонны происходить при начале сварки, и применяется, чтобы начинать подачу проволоки через определенное время после начала основной сварки. Управление подачей для кратера представляет собой функцию установки скорости подачи проволоки и длительности времени подачи при заварке кратера на подходящие значения. Управление подачи проволоки представляет собой функцию отвода проволоки для того, чтобы при окончании сварки предотвратить наплавку проволоки на основной металл.
1 балл
-
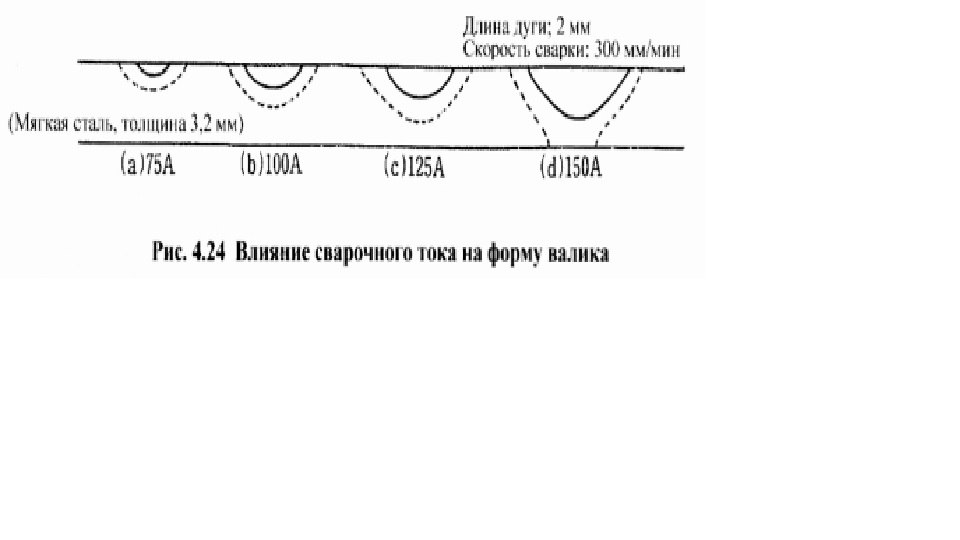
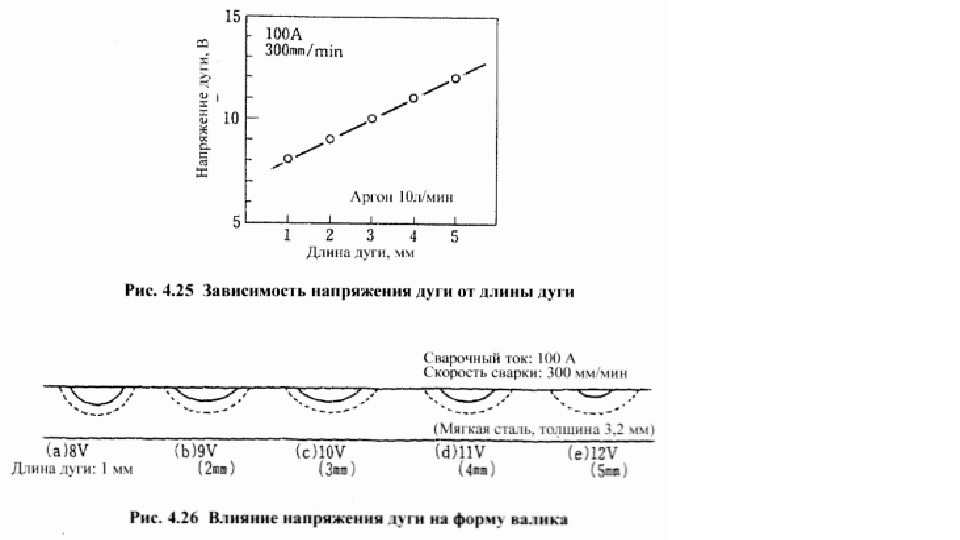
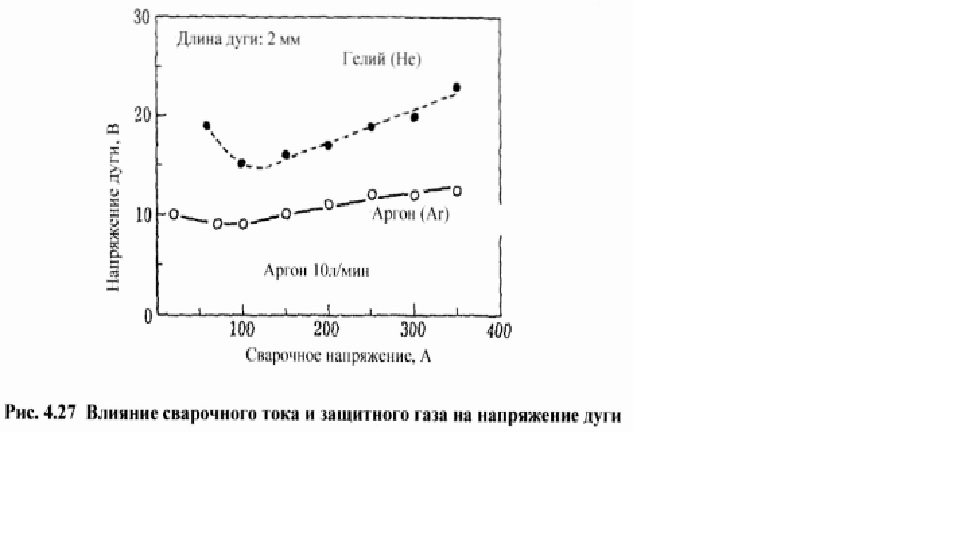
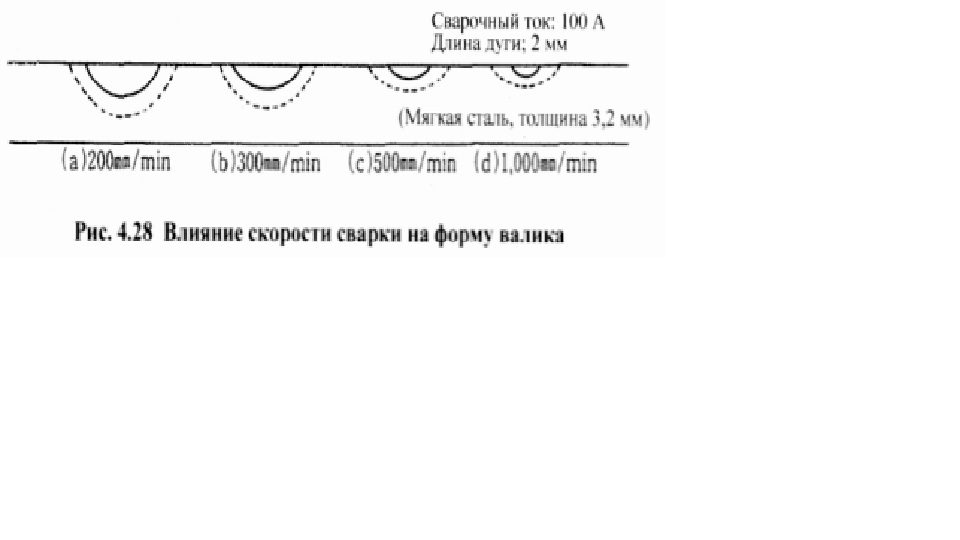
4-4 МЕТОД ВЫБОРА РЕЖИМА СВАРКИ 4-4-1 О сварочном токе Хотя режимы сварки различаются материалом и толщиной стенки основного металла, формой сварного соединения, уровнем квалификации работников и пр., в случае Аргонодуговой сварки можно перечислить 3 главных фактора, а именно сварочный ток. напряжение дуги и скорость сварки. Сварочный ток устанавливают рукояткой или ручкой, установленной на корпусе сварочного источника питания, ручкой на ручном пульте управления или другим типом регулятора тока. На регуляторе тока обозначен ориентир силы тока, но тем не менее желательно зажечь дугу заранее на другом листе и удостовериться о состоянии дуги. 13 случае сварочного источника питания с встроенным амперметром можно устанавливать или подтверждать силу тока легко, смотря на указатель амперметра, однако в случае источника питания без амперметра следует как можно быстрее понять состояние дуги, зависящее от силы тока, по опыту как можно скорее. В случае источника питания без амперметра можно измерять сварочный ток следующим образом. Различаются методы в переменном токе и в постоянном токе. В случае сварки па переменном токе удобно использовать амперметр зажимного типа. Этот амперметр оснащен кольцом для захватывания сварочного кабеля. Открывают это кольцо, заводят кабель в кольцо, снова закрывают кольцо, а затем ведут сварку, в процессе которой можно измерять сварочный ток. Имеются и амперметры такого же типа для постоянного тока, но не находят широкого применения. В случае сварки на постоянном токе подключают к сварочному кабелю шунт, выход шунта вводят в амперметр и тем самым ведут измерение. Шунт генерирует микронапряжение, пропорциональное силе тока. Зависимость формы валика от сварочного тока представлена на рис. 4.24. Отсюда видно, что по мере возрастания сварочного тока возрастает ширина валика и глубина проплавления. Чтобы различить подходящий сварочный ток, можно ориентироваться на то, что через 2-3 секунды после горения дуги образуется ванна расплавленного металла диаметром 3-5 мм. Если образованная ванна расплавленного металла меньше чем это значение, можно предположить, что установленный сварочный ток слишком слаб. Если образованная ванна расплавленного металла больше, чем это значение, сварочный ток слишком большой. 4-4-2 О напряжении дуги Напряжение дуги изменяется с изменением длины дуги, как показано на рис. 4.25. Чем длиннее становится дуга, тем выше становится напряжение дуги. Зависимость формы валика от напряжения дуги (или длины дуги) можно представить, как показано на рис. 4.26. Когда напряжение дуги низко (при короткой дуге), получается форма валика с узкой шириной и глубинным проплавлением. При возрастании напряжения дуги (при длинной дуге), ширина валика увеличивается и проплавление становится мельче. Дальнейшее увеличение напряжения дуги влечет за собой чрезмерное рассеяние тепловложения в основной металл, так что ширина валика становится узкой, проплавление становится еще мельче и, наконец, основной метал не будет поддаваться расплавлению. При обычной сварке длина дуги составляет примерно 2-4 мм. Кроме того, напряжение дуги изменяется в зависимости от сварочного тока и вида защитного газа, пример чего представлен на рис. 4.27. Имеется свойство того, что в зоне сварочного тока не менее 100 А по мере возрастания тока увеличивается напряжение дуги, в зоне 100 А и менее по мере уменьшения тока возрастает напряжение дуги При одинаковом сварочном токе и длине дуги напряжение дуги различается по виду защитного газа. По сравнению с аргоном гелий имеет склонность к захвату тепла от столба дуги и уходу с места, столько же велико его воздействие охлаждения дуги. Когда воздействие охлаждение велико, чтобы компенсировать его, требуется питание более мощной электроэнергии, так что при одинаковом сварочном токе и длине дуги напряжение дуги возрастает. То есть, если применять гелий в качестве защитного газа, по сравнению с аргоном ширина валика становиться больше, проплавление -глубже. 4-4-3 О скорости сварки Форма валика изменяется и за счет изменения скорости сварки, то есть по мере возрастания скорости, ширина валика уменьшается и проплавление становится мельче, как показано на рис. 4.28. Слишком высокая скорость сварки повлечет за собой подрез, неоднородность валика или прочие дефекты сварочного шва. Эти дефекты сварочного шва могут появиться еще быстрее по мере возрастания сварочного тока. Кроме того, следует обращать внимание на то, что при ручной сварке неравномерность скорости перемещения горелки повлечет за собой неоднородность валика, непровар и прочие дефекты. При Аргонодуговой сварке скорость сварки составляет, в общем, примерно 50 - 500 мм/мин.
1 балл
-
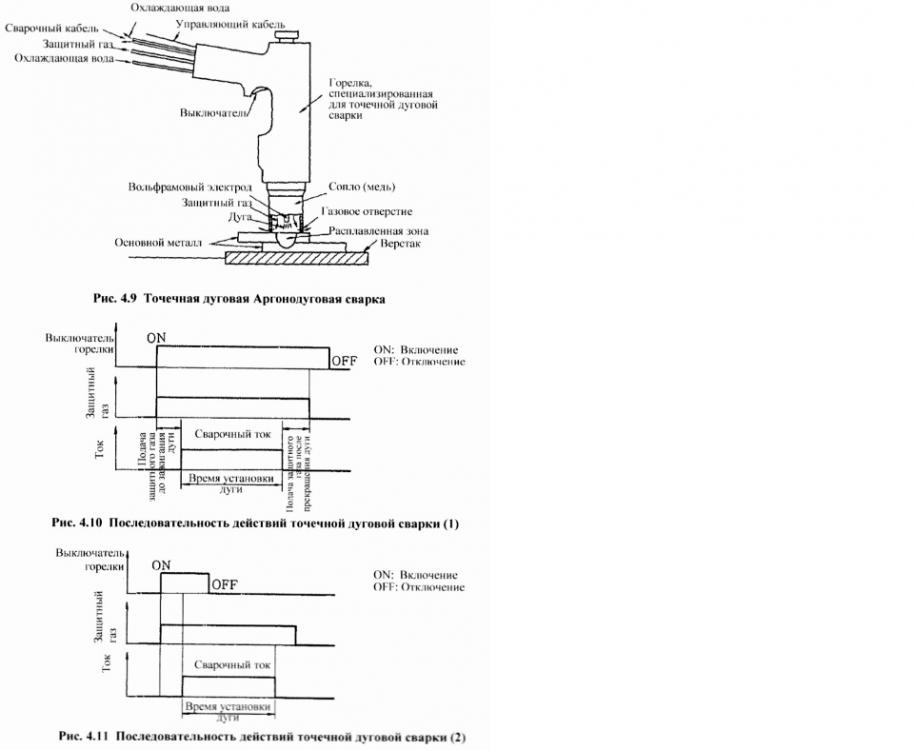
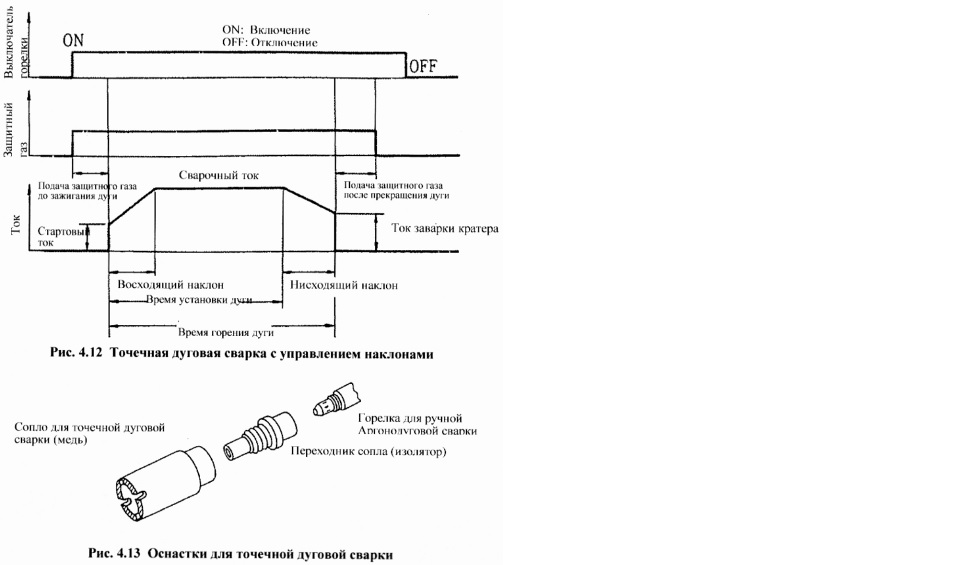
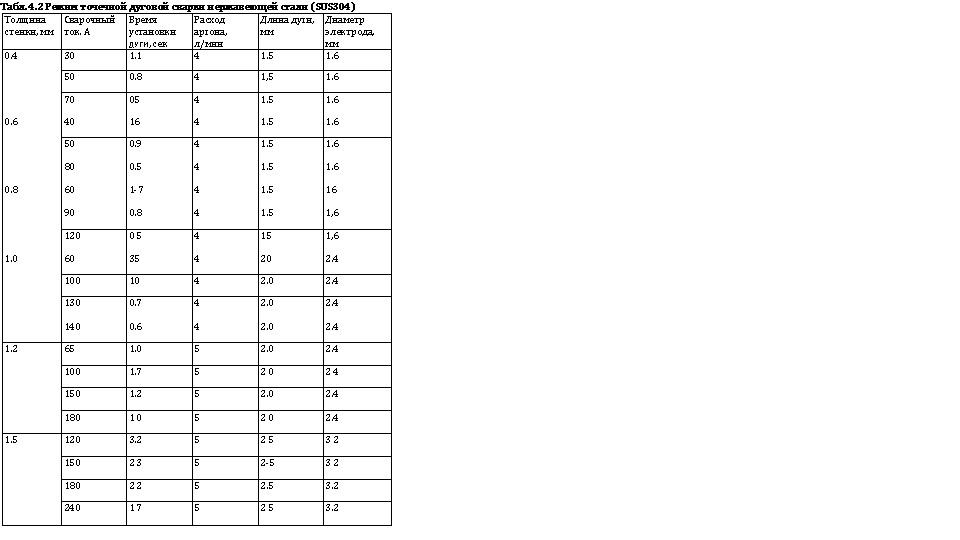
4-1-3 Точечная дуговая сварка Точечная дуговая сварка относится к методу сварки, при котором, как представлено на рис. 4.9, зафиксировав положение горелки, формируют дугу с одной стороны расположенных один под другим листов и тем самым осуществляют расплавление и соединение. Этот метод находит основное применение к конструкционной стали, нержавеющей стали и т.д. Хотя в последнее время он применяется и к алюминиевому сплаву, вопросы по равномерной свариваемости, внешнему виду и т.д. остаются открытыми. Точечная дуговая сварка также осуществляется под программным управлением и типичный пример последовательности ее действий приведен на рис. 4.10. При включении выключателя горелки начинает подаваться защитный газ и по истечении заданного времени от подачи защитного газа до зажигания дуги под наведением напряжения высокой частоты зажжется дуга. Обнаружив горение дуги, таймер начнет отсчет, и дута прекратится по истечению заданного времени установки дуги. При этом даже если не истекло время установки дуги, можно прекратить дугу отключением выключателя горелки. Однако, как представлено на рис. 4.11. бывает последовательность действий, в которой, после зажигания дуги невозможно прекратить ее действие, пока не истечет заданное время, даже когда отключен выключатель горелки. Следовательно, необходимо заранее установить, какая последовательность действий применена к используемой сварочной установке. Как представлено на рис. 4.12. в некоторых случаях к точечной дуговой сварке добавляют восходящий наклон, нисходящий наклон и т.д. с тем. чтобы был получен более качественный результат сварки и более красивый внешний вид. Для точечной дуговой сварки можно использовать не только специализированные горелки, как представлено на рис. 4.9. но и стандартные горелки для ручной Аргонодуговой сварки, установив на них переходники сопла, сделанные из изоляционного материала, и медные сопла для точечной дуговой сварки, как представлено на рис. 4.13. Обычно при точечной дуговой сварке не используется присадочный металл, поэтому в местах сварки листы, расположенные внахлест должны прилегать дрм к другу плотно. В большинстве случаев точечная дуговая сварка применяется к тонкостенным листам, так что достаточно только сильно прижимать горелку к ним. Однако если листы не прилегают плотно, рекомендуется использовать подходящий кондуктор применительно к соединению. Горелку должны держать вертикально, приложив конец сопла полной окружностью плотно к основному металлу. Так же. как в случае обычной сварки, следует обращать внимание на очистку основного металла. В табл. 4.2 приведен режим сварки нержавеющей стали как пример режима исполнения точечной дуговой сварки. Кроме того, в случае точечной дуговой сварки рекомендуется сделать угол конца электрода больше чем обычно, чтобы получить хороший результат сварки.
1 балл
-
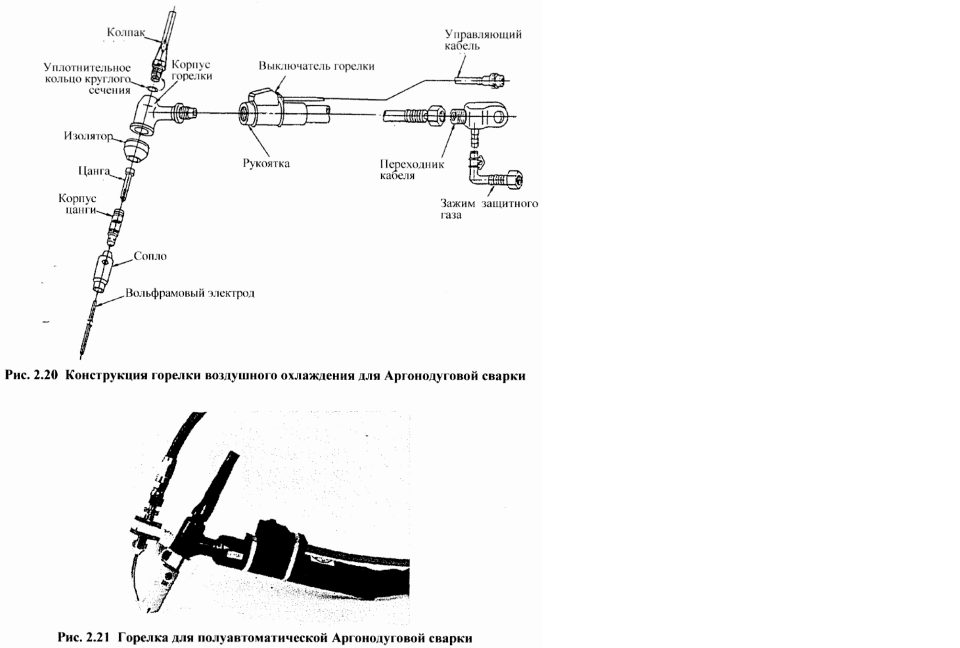
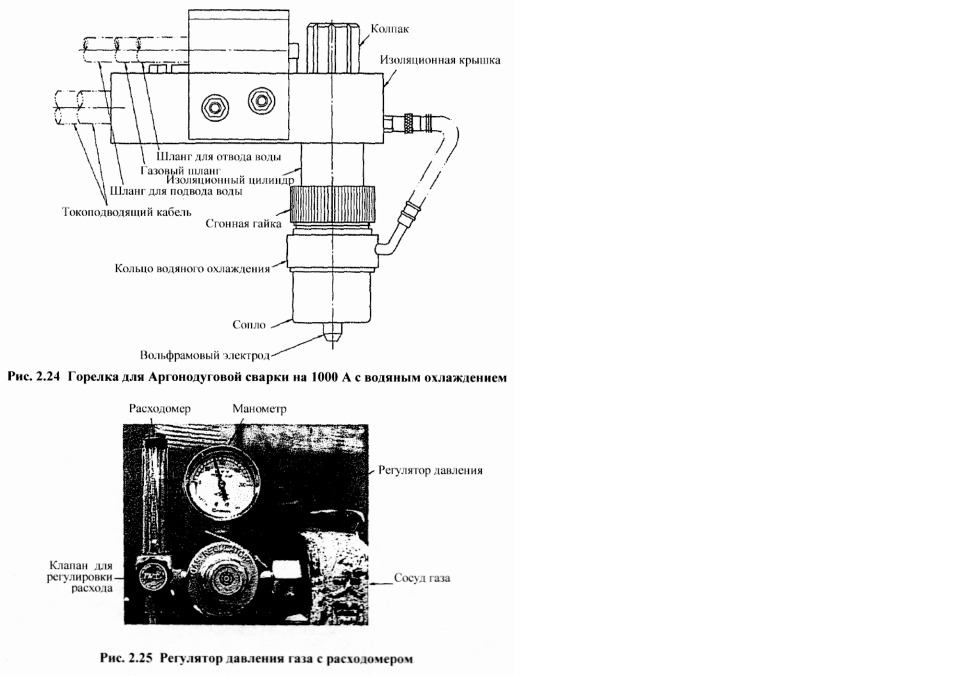
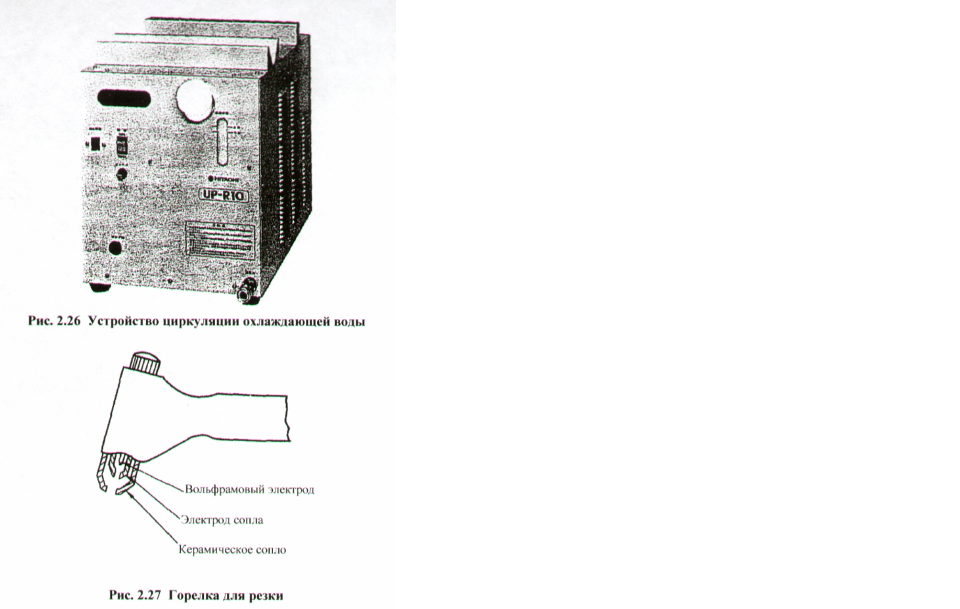
Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/01.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/02.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/03.JPGhttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/04.JPG http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/05.JPGhttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/06.JPG http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/07.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/08.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/09.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/010.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/011.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/012.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/013.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/014.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/015.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/016.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/017.jpg С другой стороны, по методам охлаждения горелки подразделяются на горелки водяного охлаждения и горелки воздушного охлаждения. Горелки водяного охлаждения, теплостойкость которых увеличивается за счет водяного охлаждения сварочного кабеля, держателя электрода и сопла, находят применение при сварке на сильном токе. Горелки воздушного охлаждения, не располагающие контуром охлаждающей воды, просты по конструкции и превосходны по управляемости благодаря компактности и легковесности, но ограничены рабочим током примерно до 200 А. Конструкция горелки воздушного охлаждения представлена на рис. 2.20. 2-4-2 Горелки дли полуавтоматический сварки Под горелками для полуавтоматической сварки подразумеваются горелки, операция которых осуществляется вручную, но добавление присадочного металла автоматизировано. Пример представлен на рис. 2.21. При использовании эти горелки должны быть комбинированы с устройством подачи проволоки, которое представлено на рис. 2.22. и устройством управления подачи проволоки, которое представлено на рис. 2.23. и позволяют получить равномерные валики легче по сравнению с ручной сваркой благодаря стабильному добавлению присадочного металла. Если эта горелка установлена на тележку или прикреплена к стенду горелки и комбинирована с поворотным столом, то легко получается автомат Аргонодуговой сварки. 2-4-3 Прочие горелки Кроме горелок для ручной сварки и полуавтоматической сварки, находят применение разнообразные горелки, специализированные в зависимости от назначения; например, горелки для сварки на сильном токе, сопло которых охлаждается водой непосредственно, как представлено на рис. 2.24. горелки с двойной зашитой, в которой защитный газ подается двойственно для улучшения защитного эффекта, горелки, специализированные для точечной дуговой сварки, и прочие специализированные горелки. 2-5 ВСПОМОГАТЕЛЬНЫЕ АППАРАТЫ 2-5-1 Регуляторы давления газа с расходомером Аргон, который применяется в Аргонодуговой сварке в качестве защитного газа, обычно хранят в сосуде высокого давления порядка 15 МПа (150 кгс/см2) при температуре 35°С. Регуляторы давления предназначены для того, чтобы снизить давления сжатого газа до уровня, подходящего к сварке, порядка 0,15 MПa (1.5 кгс/см2), а расходомеры предназначены для установки расхода защитного газа, подходящего к сварке. Обычно в большинстве случаев регулятор и расходомер конструируются заодно, как представлено на рис. 2.25. Заданный расход защитного газа устанавливается, смотря на деление, выгравированное на расходомере, и плавучую отметку, перемещающуюся вертикально в зависимости от расхода газа, и открывая или закрывая клапана регулировки расхода. 2-5-2 Устройства циркуляции охлаждающей воды Водяное охлаждение горелки для Аргонодуговой сварки осуществляется методом с использованием водопроводной воды или методом с использованием устройства циркуляции охлаждающей воды, как представлено на рис .2, 26. Устройства циркуляции охлаждающей воды находят применение в следующих случаях; (1) Невозможно использовать водопроводную воду. (2) В связи с плохим качеством воды водяной канал горелки может легко засориться из-за накипи или т.п.. (3) В связи с низким давлением воды или колебанием давления воды не получается количество воды в подходящем объеме. (4) Место производства работы перемещается часто, например, при сварке на разных объектах.
1 балл
-
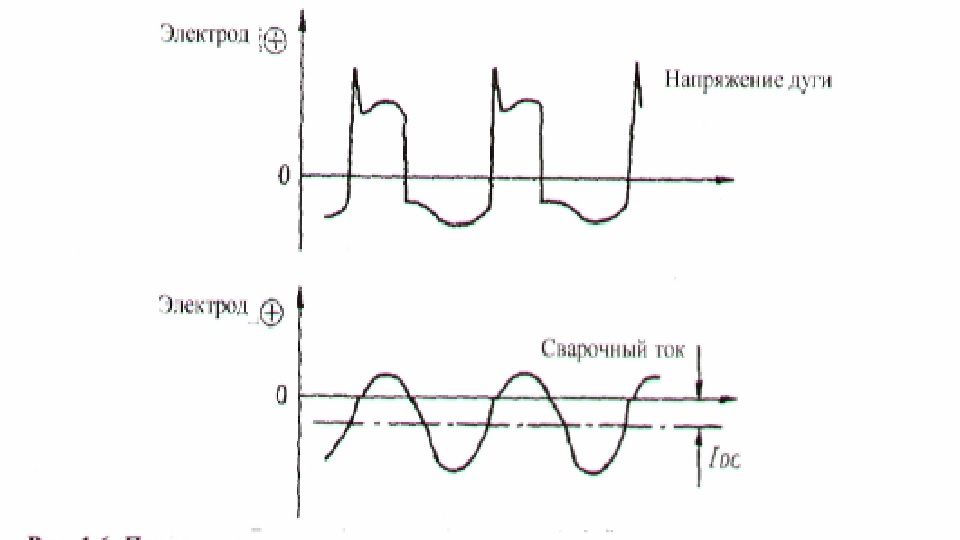
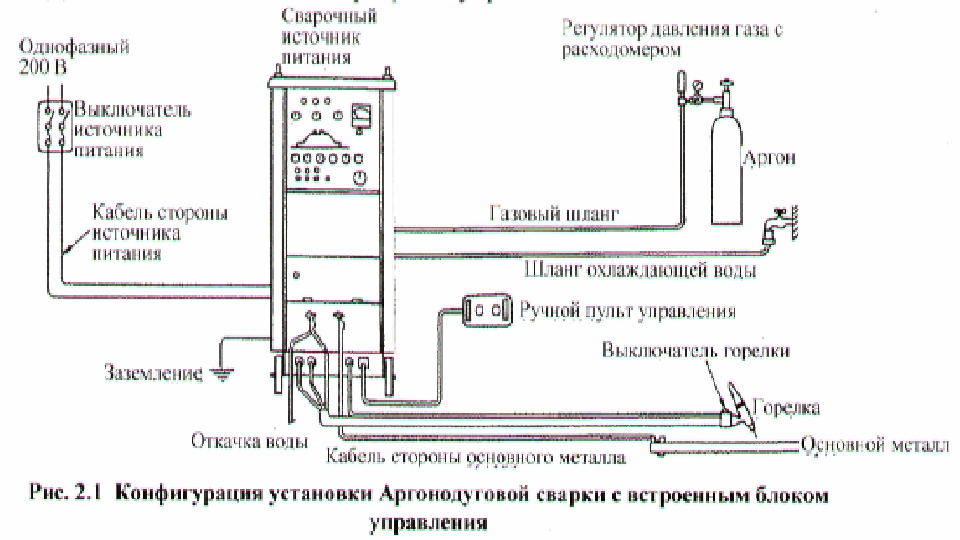
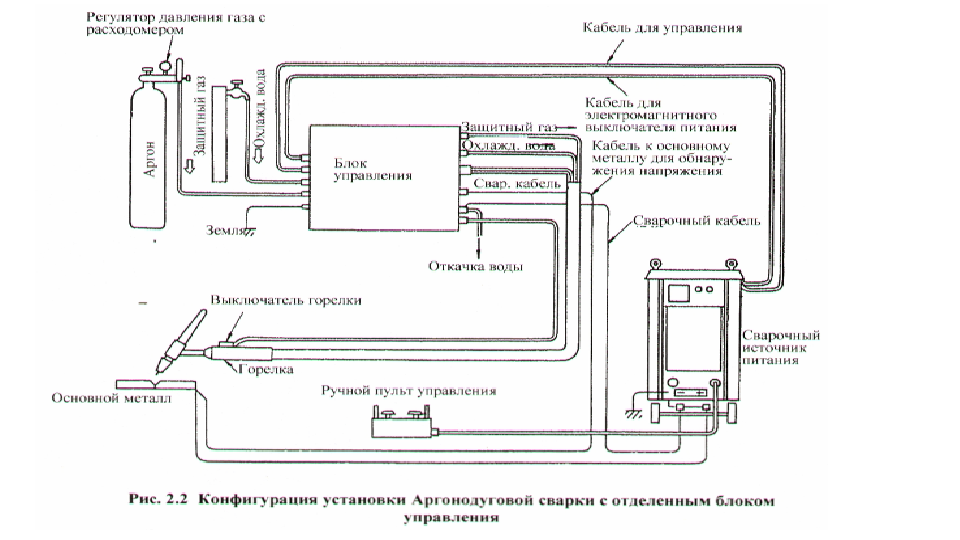
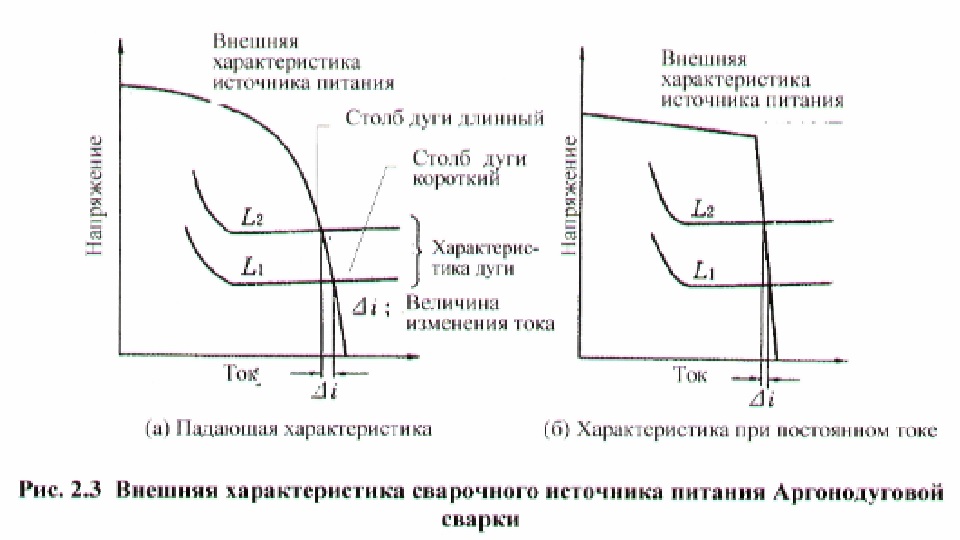
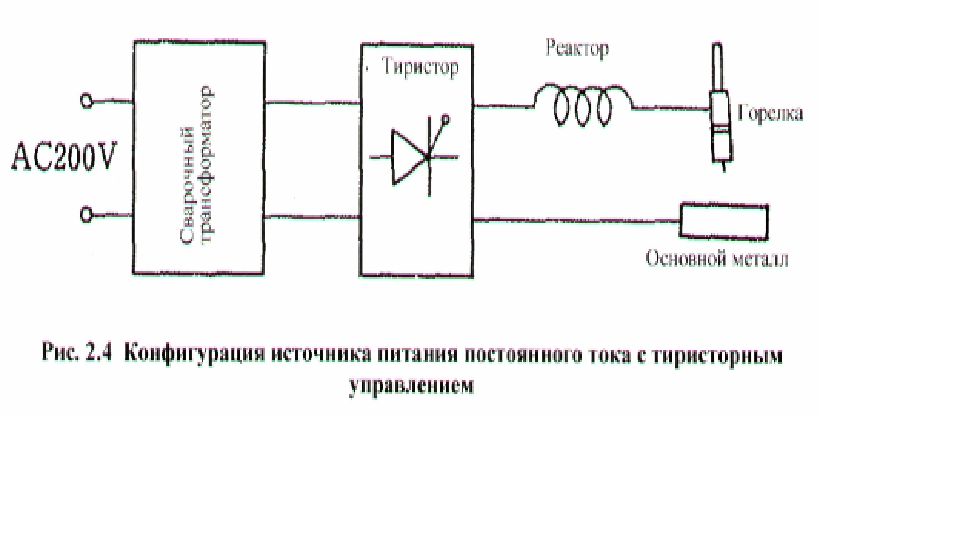
Как представлено на рис. 1.6, в периодах положительной полярности электрода дуга не склонна гореть, напряжение дуги высоко и сварочный ток слаб. Наоборот, в периодах отрицательной полярности электрода дуга склонна гореть, напряжение дуги низко и сварочный ток силен. В результате этого ток положительной полярности электрода и ток отрицательной полярности электрода становятся асимметричными относительно оси абсцисс нулевого уровня. Эта форма волн тока представляется как сложение формы волн переменного тока, симметричной относительно оси абсцисс нулевого уровня, и постоянной составляющей IDC. следовательно, называется неуравновешенным током с включением постоянной составляющей (IDC). Эта тенденция к несимметричности особенно значительна и случае основного металла из алюминиевого сплава. Если в сварочном токе содержится постоянная составляющая, в 1-ной цепи сварочной машины течет сильный ток. Если так и оставить. Этот сильный ток не только повлечет за собой перегрев сварочного трансформатора, но и окажет вредное влияние на допустимый ток сварочного кабеля и вольфрамового электрода, на качество эффекта очистки и на стабильность дуги. Так как на обычных сварочных машинах определяется номинальный ток, коэффициент использования на номинальном токе и т.д. с учетом наличия постоянной составляющей, не требуются специальные меры, поскольку сварочная машина используется в пределах ее технических условий. Однако при сварке алюминиевого сплава и т.д. с использованием обычной сварочной машины в сочетании с нижеприведенной установкой Аргонодуговой сварки, требуется обращать внимание на постоянную составляющую. Хотя простейшим и безопасным методом подавления постоянной составляющей является ограничение используемого тока сварочной машины на 50 - 70% или ниже номинального тока, в некоторых случаях постоянная составляющая устраняется методом, представленным на рис. 1.7. Кроме того, бывают батарейный метод, метод с использованием выпрямителя и т.д., которые в настоящее время почти не используются. УСТАНОВКИ АРГОНОДУГОВОЙ СВАРКИ 2-1 КОНФИГУРАЦИЯ УСТАНОВОК АРГОНОДУГОВОИ СВАРКИ В общем, установки Аргонодуговой сварки состоят из (1) сварочного источника питания, (2) блока управления, содержащего в себе схему генерации высокой частоты, схему управления последовательностью, схему управления защитным газом, реле давления и т.д., (3) сварочной горелки и (4) принадлежностей, содержащих в себе кабели, шланги, регулятор давления газа с расходомером и т.д. Существует два типа блока управления: моноблочного исполнения со сварочным источником питания и отдельного от него исполнения. Обычно в большинстве случаев сварочные машины аргонодуговой сварки моноблочного исполнения с встроенным блоком управления и снабжены разнообразными функциями, поддерживающими автоматизацию Аргонодуговой сварки. Конфигурация сварочного источника питания с встроенным блоком управления представлена па рис. 2,1, а конфигурация с отделенным блоком управления - на рис. 2.2. В случае типа с отделенным блоком управления число кабелей между сварочным источником питания и блоком управления будет больше. 2-2 СВАРОЧНЫЕ ИСТОЧНИКИ ПИТАНИЯ 2-2-1 Внешние характеристики сварочного источника питания аргонодуговой сварки Источники питания, используемые для Аргонодуговой сварки, бывают разными, а также их классификация варьируется в зависимости от ее критерия. Например, если классифицировать по форме волны, можно подразделять источники питания на: ü источник питания постоянного тока, ü источник питания переменного тока, ü универсальный источник питания. ü источник питания для импульсно-дуговой сварки Если классифицировать по методу управления током, можно подразделять на: ü источник питания с подвижным сердечником, ü источник питания с тиристорным управлением, ü источник питания с транзисторным управлением. ü источник питания с инверторным управлением. Однако в любом источнике питания внешняя характеристика, показывающая отношение между выходным током и напряжением, является падающей характеристикой или характеристикой при постоянном токе, как представлено на рис. 2.3. Эти характеристики располагают преимуществом, что при изменении напряжения дуги, то есть длины дуги, сварочный ток меняется лишь незначительно, так что колебание длины дуги вследствие дрожи руки и пр. не так часто будет оказывать вредное влияние на результат сварки. 2-2-2 Источники питания постоянного тока Источники питания постоянного тока подразделяются па источники питания с тиристорным управлением и источники питания с магнитным усилителем (с насыщенным реактором), однако в настоящее время в большинстве случаев применяются источники питания с тиристорным управлением. Источники питания с тиристорным управлением, конфигурация которых представлена на рис. 2.4, не только преобразовывают переменный ток от сети в постоянный ток с помощью тиристора, но и регулируют выходной ток, так что позволяют регулировать сварочный ток с помощью ручки легко и непрерывно. Кроме того, работник может регулировать ток рукояткой, установленной на ручном пульте у себя. На рис. 2.5 представлен пример источников питания постоянного тока с тиристорным управлением. Эти источники питания не только включают в себя блок управления, но и обладают функцией регулировки дугового кратера, функцией таймера активного пятна дуги и т.д. 2-2-3 Источники питания переменного тока Как источники питания переменного тока, кроме источников питания, специализированных на Аргонодуговую сварку, обычно используются источники питания переменного тока для дуговой сварки покрытым электродом, как представлено на рис. 2.6. Эти источники питания не включают в себя блок управления, так что используются в сочетании с блоком управления отделенного типа. Регулировка сварочного тока осуществляется поворотом регулировочной рукоятки, которая расположена па лицевой стороне источника питания и приводит подвижный сердечник в перемещение, как представлено на рис. 2.7. следовательно, не позволяет работнику выполнять регулировку у себя так, как на источнике питания с тиристорным управлением. 2-2-4 Универсальные источники питания Под универсальными источниками питания подразумеваются источники питания, 1 единица которых позволяет совместное применение переменного тока и постоянного тока. Имеются система сочетания источника питания переменного тока с подвижным сердечником с выпрямителем и система тиристорного управления. В большинстве случаев обе системы включают в себя схему управления и схему генерации высокой частоты, которые необходимы для Аргонодуговой сварки, и обладают не только функцией Аргонодуговой сварки, но и функцией дуговой сварки покрытым электродом. В универсальных источниках питания, принцип которых представлен на рис. 2.8, выходные клеммы, используемые при переменном токе и при постоянном токе, отличаются друг от друга, Однако, как представлено на рис. 2.9, имеются только две выходных клеммы источника питания и переключение между ними осуществляется внутри источника питания. 2-2-5 Источники питания импульсно-дуговой сварки Под импульсно-дуговой сваркой подразумевается сварка, при которой силе тока придают изменение по определенным периодам, как представлено на рис. 2.10, и используют источник питания импульсно-дуговой сварки. Импульсно-дуговая сварка может быть произведена на постоянном токе и на переменном токе, и в случае переменного тока амплитуда меняется, как представлено на рис. 2.11. Кроме 4-ого, по частоте импульсно-дуговая сварка подразделяется на следующие 3 вида; (1) Импульс низкой частоты (несколько Гц или менее), (2) Импульс средней частоты (несколько десятков Гц - несколько сотен Гц), (3) Импульс высокой частоты (несколько сотен Гц или более). На рис. 2.12 представлен пример источника питания низкочастотной импульсно-дуговой сварки. При этом источником питания является универсальный источник питания с тиристорным управлением, который позволяет низкочастотную имнульсно-дуговую сварку на постоянном токе и на переменном токе. В большинстве случаев управление током в источниках питания средне -высокочастотной импульсно-дуговой сварки относится к транзисторному управлению, пример их конфигурации представлен на рис 2.13. 2-2-6 Источники питании с инверторным управлением За новейшие типы источника Аргонодуговой сварки принимают источники питания с инверторным управлением. Эти источники питания представляют собой разновидность источников питания с транзисторным управлением, и обладают такой особенностью, как высокой частотой управления и к тому же управление выходом осуществляется на 1-ой цепи сварочного трансформатора. Данные источники питания, конфигурация которых представлена на рис. 2,14, выпрямят переменный ток от сети, преобразуют его в постоянный ток, а затем сформирует инвертором высокочастотный переменный ток и, снова выпрямив его, произведут сварку на переменном токе. В отличие от традиционных источников питания управление током осуществляется на 1-ой цепи сварочного трансформатора. Кроме того, за счет использования высокочастотного трансформатора источники питания обеспечены компактностью и легковесностью, в связи с тем, что частота управления высока, их работоспособность управления током намного улучшается по сравнению с традиционными машинами. Далее, бывают источники питания переменного тока, в которых на выходную клемму, представленную на рис. 2.14, еще установлен инвертор вторичной цепи, чтобы выходной постоянный ток еще раз был преобразован на переменный. Такие источники питания могут дать дуге гореть на переменном токе с прямоугольной формой волны с любой пропорцией полярностей без приложения напряжения высокой частоты. На рис. 2.15 представлен пример источников питания с инвсрторным управлением. По сравнению с традиционными источниками питания с тиристорным управлением эти источники питания легче в 1/5 раза и по объему меньше в 1/4 раза. Однако он включает в себя не только блок управления Аргонодуговой сварки, но и функцию средне-и низкочастотной импульсно-дуговой сварки и Т.Д. 2-3 БЛОКИ УПРАВЛЕНИЯ TIG СВАРКОЙ Пример панели управления универсального инвертерного аппарата AC/DC Итальянской фирмы INE: http://websvarka.ru/talk/uploads/sakhalin_cat/panel/ine.jpg Пример панелей от других источников, скачанные с инета: http://websvarka.ru/talk/uploads/sakhalin_cat/panel/1.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/2.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/3.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/4.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/5.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/6.jpg Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости. 2-3-1 Схема генерации высоких частот При Аргонодуговой сварке вольфрамовые электроды используются как неплавящиеся электроды, так что обычно зажигание дуги осуществляется, не приводя электрод в контакт с основным металлом для защиты электрода oт износа. В связи с этим применяется система, в которой к промежутку между электродом и основным металлом прилагается высокое напряжение высокой частоты, иод наведением которого зажигается дуга. При сварке на постоянном токе, если зажечь дугу, сварочный ток принимает постоянное значение а также дуга приобретает стабильность, так что приложение напряжения высокой частоты осуществляется только при зажигании. Однако при сварке на переменном токе, поскольку повторное зажигание затрудняется при переходе синусоидального переменного тока к положительной полярности электрода, в процессе сварки требуется постоянное приложение напряжения высокой частоты. Однако в случае переменного тока с прямоугольной формой волны в инверторном управлении полярность чередуется мгновенно, что позволяет легкое повторное зажигание, поэтому не требуется приложение напряжения высокой частоты. Генерация напряжения высокой частоты осуществляется методом искрового промежутка, обычный пример которого представлен на рис 2.16. (а) показывает метод, в котором питание к схеме высокой частоты осуществляется с первичной цепи сварочного источника питания, а (б) показывает метод, в котором питание осуществляется с вторичной цепи. Метод (б) больше применяется к сварке на переменном токе, которая постоянно нуждается в приложении напряжения высокой частоты, и позволяет понизить радиопомехи из-за высокой частоты по сравнению с методом (а). 2-3-2 Схема управления защитным газом При зажигании дуги, в случае недостаточной защиты зоны сварки, дуга горит нестабильно и происходит интенсивный износ электрода, поэтому начинают подавать защитный газ за 0,1 - 0,5 сек до запуска дуги. Это действие называется подачей защитного газа до зажигания дуги. Кроме того, если выключают защитный газ одновременно с прекращением дуги, вольфрамовый электрод и ванна расплавленного металла, находящиеся в раскаленном состоянии, подвергаются значительному окислению, что приводит к износу электрода, сварочному дефекту и прочим неисправностям, Чтобы предотвратить это, необходимо продолжать подавать защитный газ в течение 5-30 сек, пока электрод и ванна расплавленного металла не остывают достаточно. Эти два действия контролирует схема, состоящая из электромагнитных клапанов и таймеров. 2-3-3 Реле давления охлаждающей воды В случае использования горелок водяного охлаждения вследствие нехватки подачи охлаждающей воды, ее прекращения и т.д. горелка может перегореть. Чтобы предотвратить это, сконструирована схема управления, которая при снижении давления охлаждающей воды ниже заданного значения прекращает горение дуги с помощью реле давления. При этом следует обращать внимание на то, что эта схема бессильна перед нехваткой подачи, вызванной засорением корпуса горелки или шланга охлаждающей воды. 2-3-4 Схема управления последовательностью Как изложено выше, в качестве схемы управления для Аргонодуговой сварки существуют схема генерации высокой частоты, схема управления защитным газом и т.д., которые осуществляют ряд действий; (1) Нажатием выключателя горелки начнется подаваться защитный газ. будет приложено напряжение высокой частоты, под наведением которого зажжет дуга. (2) В случае сварки на постоянном токе после зажигания дуги напряжение высокой частоты автоматически прекращается, но в случае сварки на переменном токе приложение высокой частоты продолжается и в процессе сварки. (3) Повторным нажатием выключателя горелки дуга прекратится, но защитный газ будет подаваться в течение несколько секунд. Управление этими действиями осуществляет схема управления последовательностью. На рис. 2.17 представлена последовательность основных действий Аргонодуговой сварки. Кроме этого, в зависимости от производимых работ имеются разновидные последовательности, но в любом случае управление действиями осуществляется путем операции выключателя горелки.
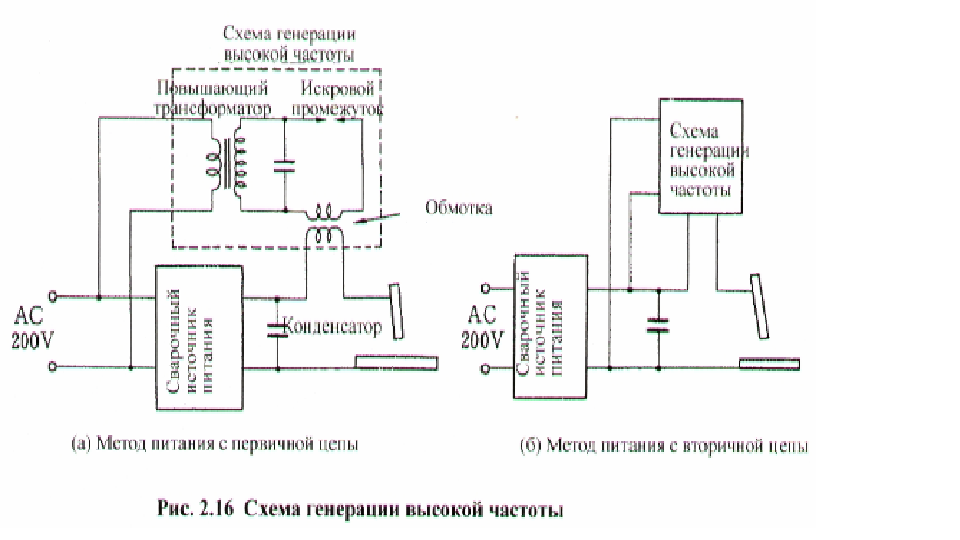
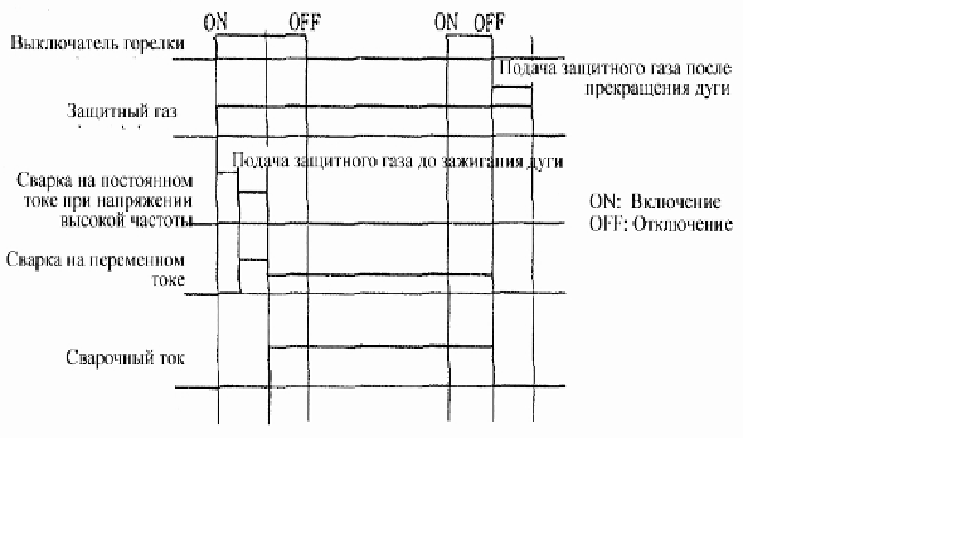
1 балл
-
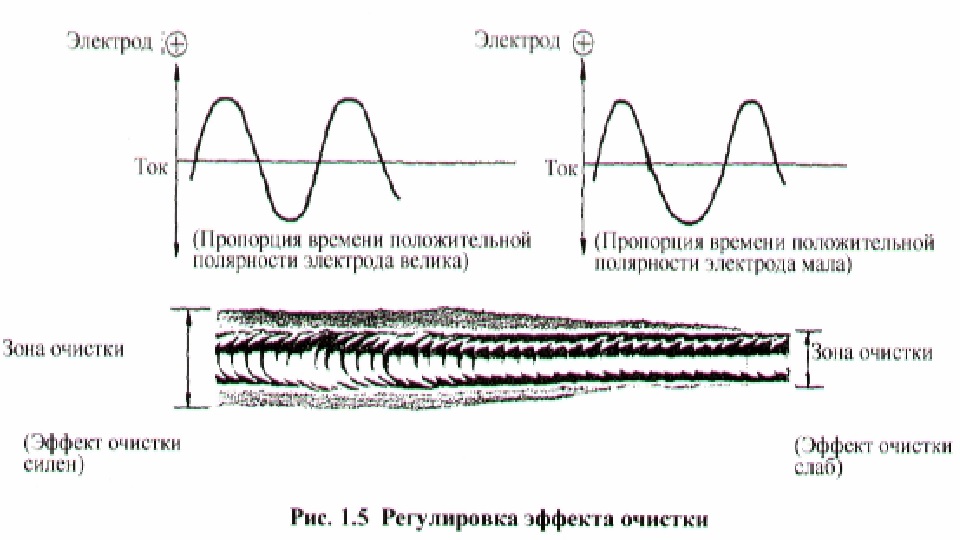
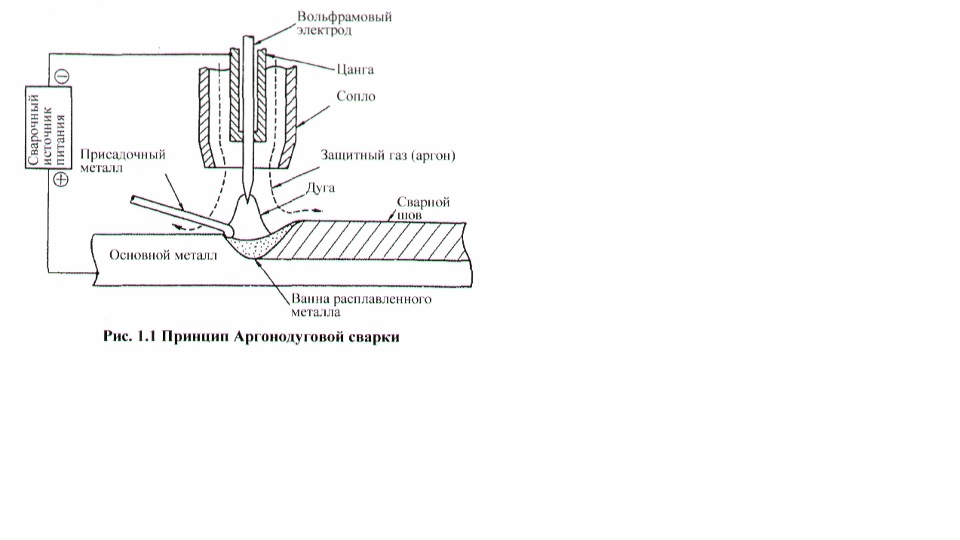
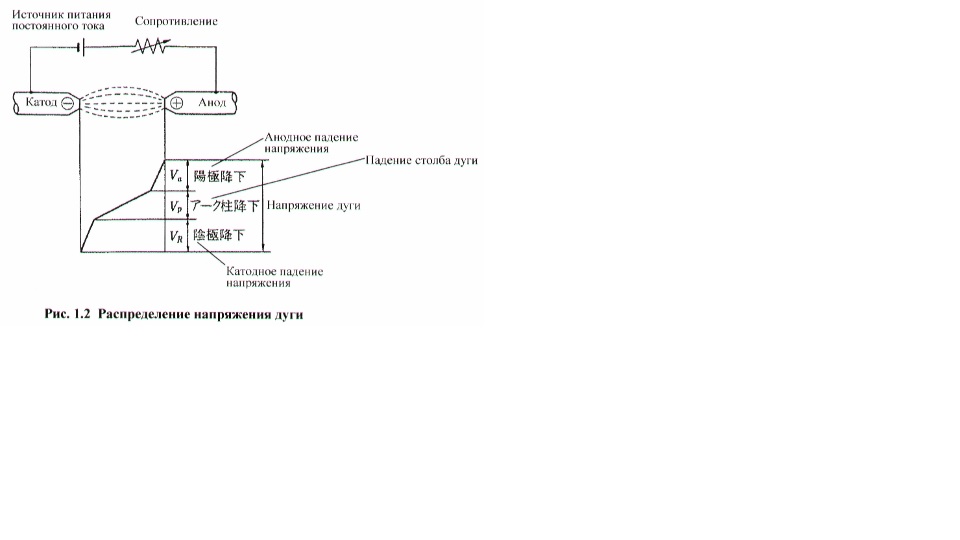
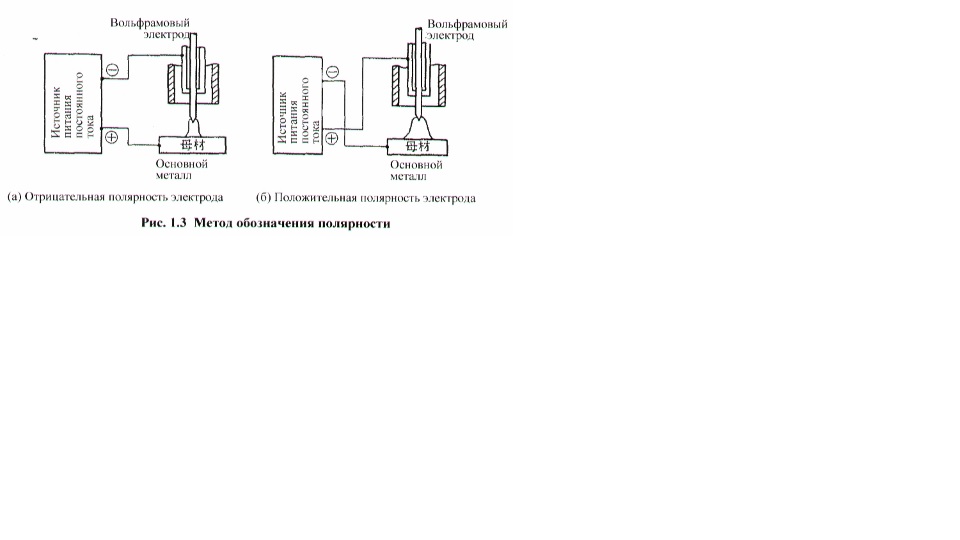
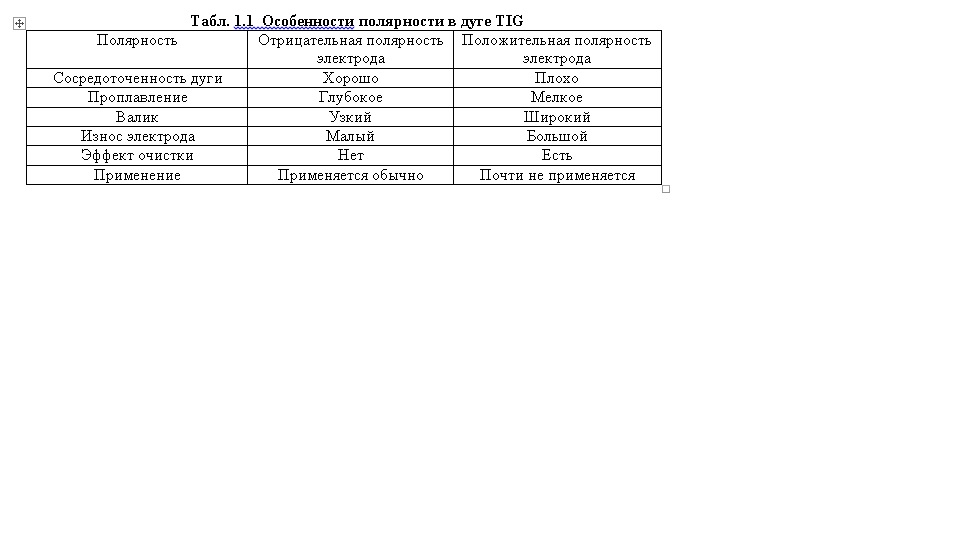
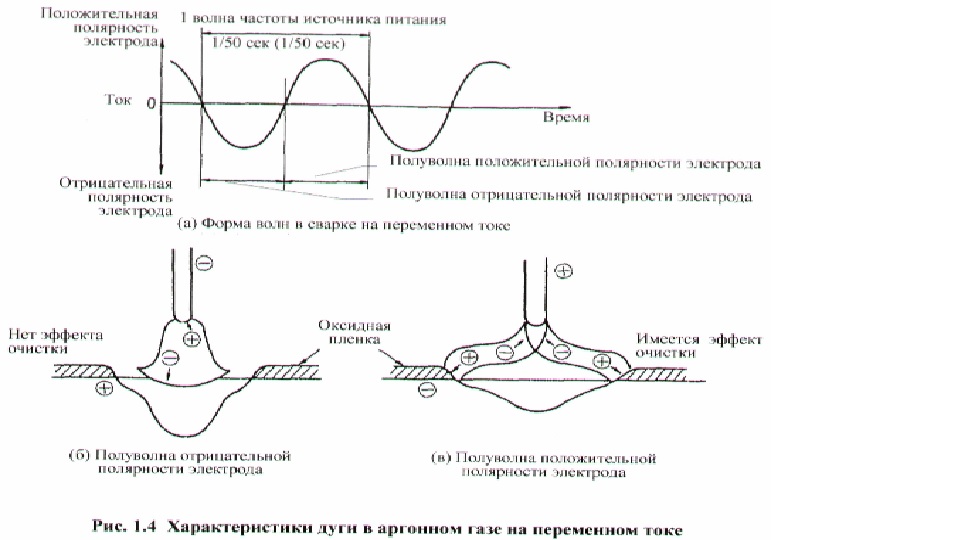
ОСОБЕННОСТИ АРГОНОДУГОВОЙ (ТIG) СВАРКИ T1G из термина АРГОНОДУГОВОЙ (TIG) сварки представляет собой сокращение "вольфрам - инертный газ (Tungsten Inert Gas)". Под Аргонодуговой сваркой подразумевается дуговая сварка вольфрамовым электродом в среде инертного газа, не реагирующего ни на какое другое вещество, причем между "вольфрамовым электродом" и основным металлом образуется дуговой разряд, в силу тепла которого происходит плавление основного металла. Вольфрам представляет собой металл, который применяется в изготовлении нити накала лампы и пр. Температура его плавления -приблизительно 3400°С, то есть гораздо выше, чем в случае железа. В среде высокотемпературной дуги вольфрам по свойству не поддается плавлению длительное время. В качестве инертного газа, в общем, применяют аргон, свойство которого регламентируется стандартом JIS K1105 (аргон), Гелий применяют изредка и только тогда, когда свойство газа гелия необходимо, так как в нашей стране гелий стоит очень дорого (в несколько раз больше, чем аргон). На рис. 1.1 представлен принцип Аргонодуговой сварки. Между вольфрамовым электродом и основным металлом зажигается дуга, инертный газ, вытекающий по соплу из окружения вольфрамового электрода, защищает электрод, дугу и ванну расплавленного металла. Вытекающий по соплу газ называется "защитным газом" и защищает по своей функции расплавленный металл от вредного влияния от попадающего кислорода, азота и пр. из атмосферного воздуха и защищает вольфрамовый электрод от окисления и износа. Вольфрамовый электрод, который не плавится называется неплавящимся электродом и применяется в качестве электрода только для формирования дуги, кроме случаев с тонкостенными листами, когда требуется только расплавление основного металла, и не требуется добавление присадочного металла для дополнения сварного шва. Присадочный металл подают сбоку от дуги и к краю расплавленной ванны вручную или подающим автоматом. ДОСТОИНСТВА И НЕДОСТАТКИ При Аргонодуговой сварке в связи с тем, что электрод не подвергается плавлению, дуга легко стабилизируется и поэтому качественно можно сваривать углеродистую сталь, легированную сталь, алюминий, титан, никель. магний, медь и прочие металлы. Причиной такого свойства служат следующие достоинства. (1) Инертный газ изолирует дугу и ванну расплавленного металла полностью от атмосферы, не позволяет попадание кислорода, азота, водорода и другого газа или примесей в металл шва, и как следствие формируется качественный сварной шов с высокими химическими и физическими свойствами. (2) Можно поддерживать стабильную дугу, начиная с области слабых токов порядка несколько ампера и кончая областью сильных токов порядка несколько сотен ампера, что позволяет находить широкомасштабное применение сварки, начиная со сверхтонкого листа и кончая толстым листом. (3) Электрод используется только для обеспечения зоны сварки теплотой и присадочный металл добавляется отдельно, так что можно управлять количеством присадочного металла и тепловложением отдельно, исключая ограничения положением сварки и формой соединения. (4) Можно четко наблюдать дугу и ванну расплавленного металла, и ванна расплавленного металла спокойна, что облегчает формирование обратного валика. (5) Не нужно использовать флюс, что позволяет, в общем, производить чистую сварку, почти не образуя дыма, кроме как при сварке специальных металлов и сплавов. Внешний вид сварных швов красив так как во время сварки не образуется шлак и нет брызг. Следовательно после сварки не нужно проводить работу по их устранению. С другой стороны можно перечислить следующие недостатки; (1) По сравнению с дуговой сваркой в среде углекислого rasa и другой сваркой плавящимся электродом производительность сварки низкая. (2) Аргон и вольфрамовый электрод стоят сравнительно дорого, что поднимает себестоимость. (3) Применяют защитный газ, и поэтому сварка зависит от такого фактора как ветер). ПОЛЯРНЫЙ ЭФФЕКТ И ЭФФЕКТ ОЧИСТКИ Когда дуга горит между двумя электродами с помощью источника питания постоянного тока, получается напряжение дуги, как представлено на рис. 1.2. Электрод, подсоединенный к плюсовой стороне источника питания, называется анодом, электрод, подсоединенный к минусовой стороне, называется катодом, и зона между анодом и катодом называется столбом дуги. Напряжение дуги выражается суммой резкого падения напряжения вблизи анода/катода и падения столба дуги, пропорционального длине столба дуги. Температура столба дуги, хотя зависит от силы тока и вида окружающего газа, составляет приблизительно 5 000 - 20 000°С. При Аргонодуговой сварке сварочной машиной постоянного тока в зависимости от вольфрамового электрода на катоде (основного металла на аноде) или основною металла на катоде (вольфрамового электрода на аноде) луга, глубина прославления основного металла и величина износа электрода бывают разными. Чтобы различать эти две полярности, как представлено на рис. 1.3 (а), в случае, когда вольфрамовый электрод присоединен к минусовой клемме источника питания (вольфрамовый электрод на катоде), полярность называется "отрицательной полярностью электрода". Наоборот, как представлено на рис. 1.3 (б), в случае, когда вольфрамовый электрод присоединен к плюсовой клемме (вольфрамовый электрод па аноде), называется "положительной полярностью электрода". Кроме того, по другому методу обозначения отрицательная полярность электрода может называться "прямой полярностью" или "SP (Straight Polarity)", положительная полярность электрода может называться "обратной полярностью" или "RP (Reverse Polarity)". Однако эти методы обозначения, основанные на потоке электрона, являются противоположными потоку тока, что может легко вызвать ошибку. Поэтому в последнее время обычно применяется обозначение "отрицательная полярность электрода" и "положительная полярность электрода" Заимствуя английские прописные буквы, отрицательная полярность электрода обозначается буквами EN (Electrode Negative), положительная полярность электрода - ЕР (Еlectrode Positive). При отрицательной полярности электрода, в которой вольфрамовый электрод присоединяется к минусовой клемме, термоэлектроны, когда вылетают от служащего катодом вольфрамового электрода, захватывают энергию, необходимую для эмиссии, так что электрод не подвергается перегреву. В результате этого износ электрода не значителен, и можно подводить относительно сильный ток к тонкому электроду. Кроме того, концентричность дуги хороша, что позволяет получать узкий валик с глубоким проплавлением. Это характерная особенность сварки так что при обычной Аргонодуговой сварке применяется "отрицательная полярность электрода". С другой стороны, при положительной полярности электрода, в которой вольфрамовый электрод подсоединяется к плюсовой клемме, служащий анодом вольфрамовый электрод склонен подвергаться перегреву, изнашивается больше, так что необходимо использовать более толстый электрод, чем в случае отрицательной полярности электрода. Кроме того, концентричность дуги неудовлетворительная и получается широкий валик с мелким проплавлением. Так что эта полярность применяется очень редко в специальных случаях. Однако "положительная полярность -электрода" обладает немаловажной функцией устранения окисей с поверхности основного металла. То есть, отрицательно наряженные электроны вылетают от катодных пятен на поверхности основного металла к столбу дуги, но, одновременно, вокруг1 него сталкиваются положительно заряженные катионы защитного газа. Этим сталкиванием разрушается оксидная пленка. Катодные пятна склонны формироваться в местах, где имеются окиси, и передвигаются .за окисями, в результате чего окиси вокруг дуги устраняются полностью. Это явление называется "эффектом очистки" дуги и относится к необходимому условию для сварки алюминиевого сплава или магниевого сплава, на которых формируются поверхностные окиси. Вышеизложенные характеристики двух полярностей оформлены таблицей 1.1. ХАРАКТЕРИСТИКИ ДУГИ В АРГОНЕ НА ПЕРЕМЕННОМ ТОКЕ При Аргонодуговой сварке с использованием источника питания переменного тока полярность тока меняется через каждую полуволну, так что получается характеристика, являющаяся сочетанием характеристики отрицательной полярности электрода с характеристикой положительной полярности электрода, как показано на рис. 1.4. Полуволны отрицательной полярности электрода не имеют эффект очистки, но выявляет эффект охлаждения в связи с эмиссией термоэлектрона. Наоборот, полуволны положительной полярности электрода не имеют эффекта охлаждения, но выявляют эффект очистки столкновением катионов. При аргонодуговой сварке на переменном токе электрод и основной металл становятся или анод (плюс) или катод (минус) поочередно, так что электрод перегревается больше, чем при отрицательной полярности электрода, но меньше, чем при положительной полярности электрода, что способствует использованию относительно сильного тока. В связи с тем, что полуволны положительной полярности электрода имеют эффект очистки, для сварки алюминиевого сплава и магниевого сплава, требующей устранение оксидной пленки с поверхности основного металла, применяется переменный ток. Некоторые последние типы установок Аргонодуговой сварки на переменном токе снабжены функцией изменения пропорции времен между отрицательной полярностью электрода и положительной полярностью электрода. Это изменение пропорции времен приводит к изменению эффекта очистки. Чем меньше длительность времени положительной полярности электрода (чем больше длительность времени отрицательной полярности электрода), тем меньше становиться ширина зоны очистки, как представлена рис. 1.5. Не говоря уже о случае, когда вносятся изменения в пропорцию времен положительной полярности электрода и отрицательной полярности электрода, как изложено выше, даже если пропорция времен равномерна, степени трудности горения дуги отличаются в зависимости от полярности. Следовательно, ток в в полуволне положительной полярности электрода и ток в в полуволне отрицательной полярности электрода не становятся равными.
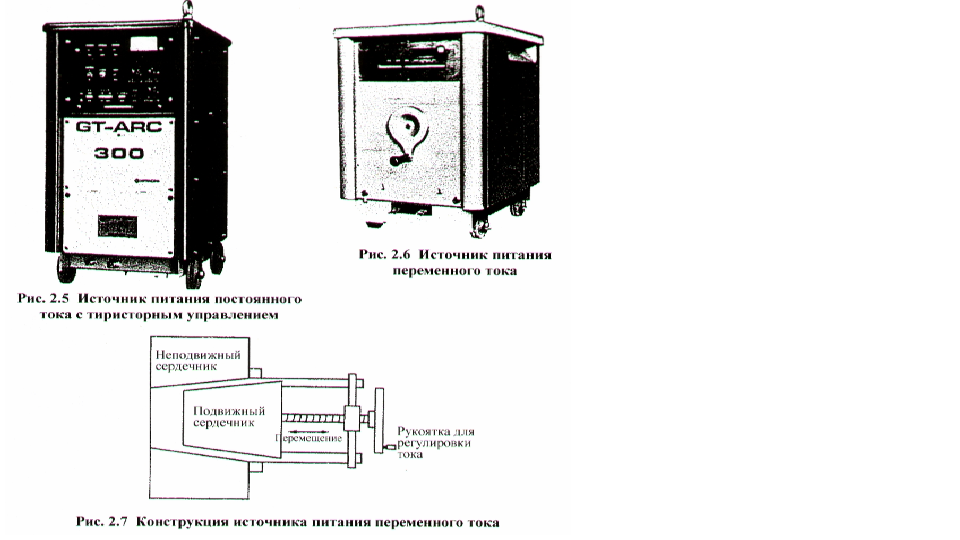
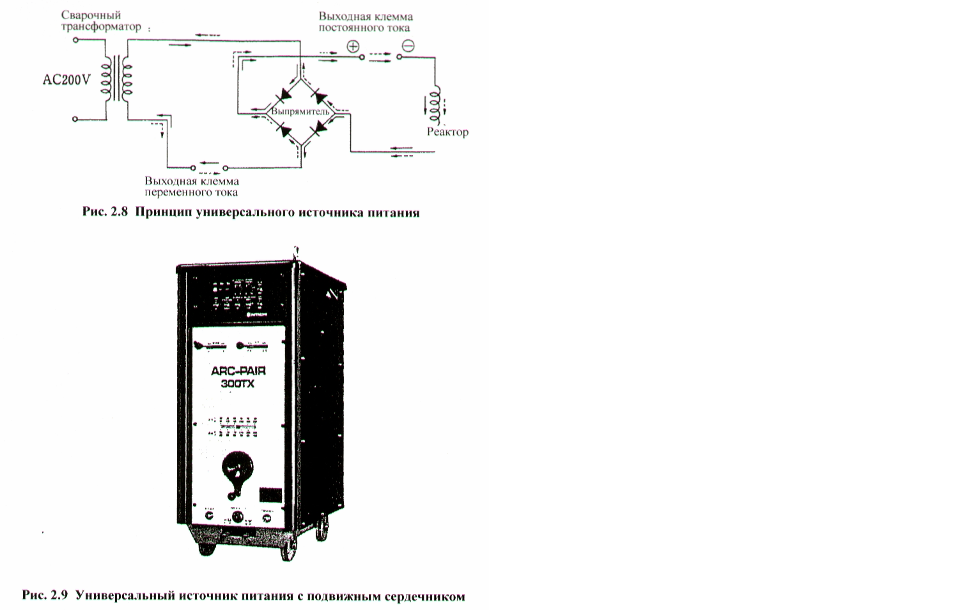
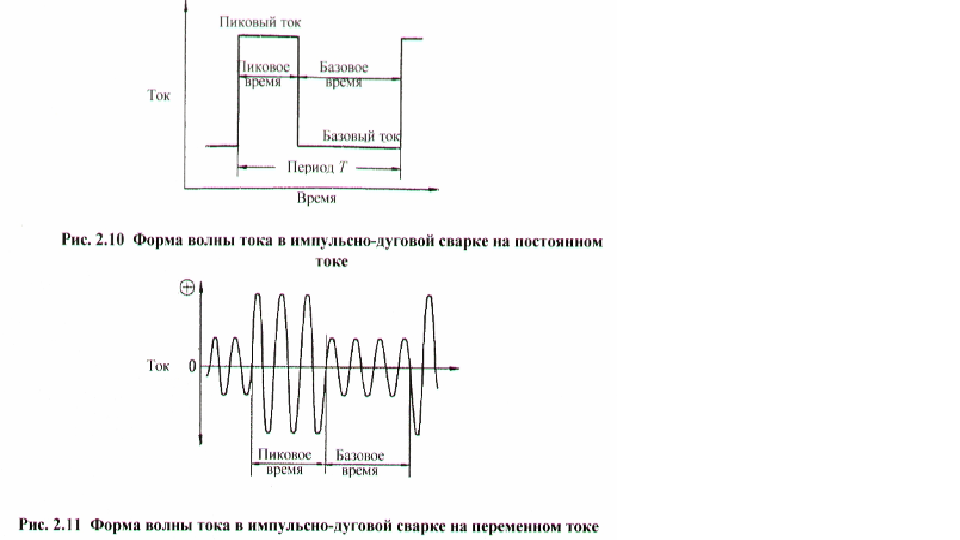
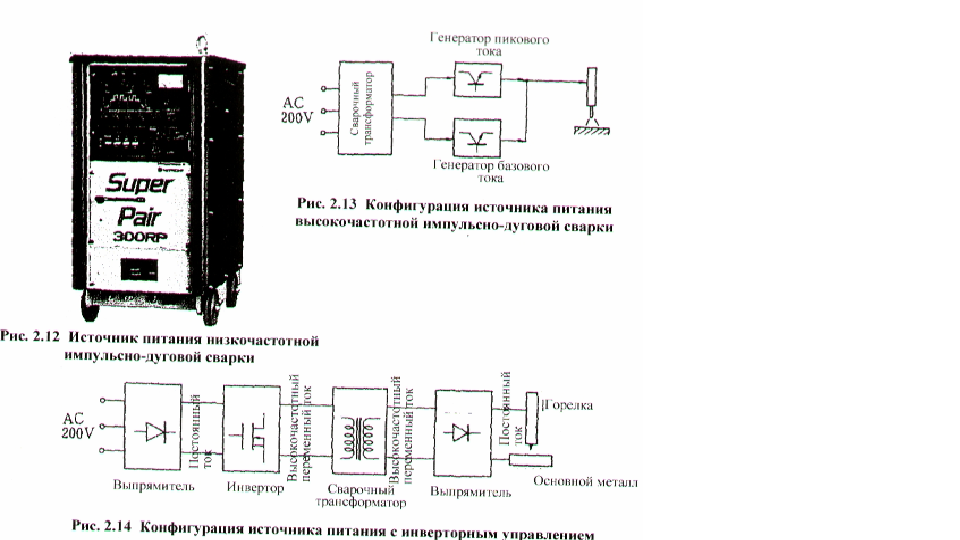
1 балл
-
Влияние полярности тока на процесс сварки тиг Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер. Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями: - сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности неплавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится); - зона расплавления основного металла широкая, но неглубокая; - наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва. В то время как при сварке на прямой полярности наблюдается: - повышенный ввод тепла в изделие и сниженный в электрод; - зона расплавления основного металла узкая, но глубокая. http://weldering.com/sites/default/files/styles/medium/public/tig_pryampol.jpg?itok=iWg728Yyhttp://weldering.com/sites/default/files/styles/medium/public/tig_obrpol.jpg?itok=_khl4avW Как и в случае сварки ММА и МИГ/МАГ, различия свойств дуги при прямой и обратной полярности при сварке ТИГ связаны с несимметричностью выделения энергии на катоде и аноде. Эта несимметричность, в свою очередь, определяется разностью в значениях падения напряжения в анодной и катодной областях дуги. В условиях сварки неплавящимся электродом катодное падение напряжения значительно ниже анодного падения напряжения, поэтому тепла на катоде выделяется меньше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к сварке ТИГ при токе сварки 100 А и при использовании прямой полярности (как произведение падения напряжения в соответствующей области дуги на ток сварки): - в катодной области: 4 В х 100 А = 0,4 кВт на длине ≈ 0,0001 мм - в столбе дуги: 5 В х 100 А = 0,5 кВт на длине ≈ 5 мм - в анодной области: 10 В х 100 А = 1,0 кВт на длине ≈ 0,001 мм. В связи с тем, что при сварке на прямой полярности наблюдается повышенный ввод тепла в изделие и сниженный в электрод, при сварке на постоянном токе используют прямую полярность. При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод. Основные международные обозначения, относящиеся к сварке ТИГ TIG - Такое сокращение названия этого процесса принято в Европе. TIG - Tungsten Inert Gas (tungsten – вольфрам на английском языке). WIG - Так принято для краткости называть этот процесс в Германии. WIG – Wolfram-Inertgasschweiβen (wolfram – вольфрам на немецком языке). TIG-DC - способ ТИГ на постоянном токе (DC - direct current - постоянный ток на английском языке). TIG-AC - способ ТИГ на переменном токе (AC – alternating current – переменный ток на английском языке). TIG-HF - способ ТИГ с системой бесконтактного возбуждения дуги высоковольтным и высокочастотным разрядом; HF - high frequency – высокая частота на английском языке. http://weldering.com/sites/default/files/styles/thumbnail/public/image66.jpg?itok=GpmPsloT Установка длины дугового промежутка http://weldering.com/sites/default/files/styles/thumbnail/public/image67.jpg?itok=4Vvy7nQA Высокочастотный разряд http://weldering.com/sites/default/files/styles/thumbnail/public/image68.jpg?itok=rTTRtgCF Зарождение и развитие дуги http://weldering.com/sites/default/files/styles/thumbnail/public/image69.jpg?itok=k5xHvU9m Формирование рабочей дуги При этом используется осциллятор, который вырабатывает кратковременный импульс напряжения, обеспечивающий пробой и последовательное развитие искрового разряда вплоть до дугового. Благодаря высокой частоте и малой мощности осциллятора высокое напряжение неопасно для человека. Высокочастотный поджиг обеспечивает самое высокое качество сварного шва, так как при нем не происходит контакта вольфрамового электрода с изделием, и, поэтому, исключается попадание частичек вольфрама в сварочную ванну. При таком поджиге также не происходит разрушения торца вольфрамового электрода. Однако, применение осцилляторов может приводить к выходу из строя устройств чувствительных к электромагнитному воздействию. TIG-Contact или SCRATCH START - способ ТИГ с контактным возбуждением дуги касанием вольфрамового электрода изделия ("чирканьем" торца вольфрамового электрода по поверхности изделия, наподобие того, как это делается при сварке покрытыми электродами). При этом способе зажигания дуги возможно попадание частичек вольфрама в сварочную ванну, а также имеет место разрушение торца вольфрамового электрода, так как в момент контакта электрода с изделием протекает ток короткого замыкания. TIG-LIFT ARC (TIG-LIFT IGNITION, LIFTIG) - способ ТИГ с контактным возбуждением дуги когда в момент короткого замыкания протекает заблаговременно сниженный ток. http://weldering.com/sites/default/files/styles/thumbnail/public/image71.jpg?itok=or1bG7Ie Касание электрода http://weldering.com/sites/default/files/styles/thumbnail/public/image70.jpg?itok=3aMQpReX Зарождение малоамперной дуги http://weldering.com/sites/default/files/styles/thumbnail/public/image72.jpg?itok=lzgkc20F Формирование рабочей дуги Этот способ зажигания дуги, хотя и не исключает контакта электрода с изделием, не имеет недостатков предыдущего способа, так как в момент КЗ протекает заблаговременно сниженный ток. Настройка параметров сварки ТИГ На рисунке ниже показана последовательность определения и регулировки параметров сварки ТИГ. http://weldering.com/sites/default/files/styles/large/public/tig_nastr.jpg?itok=OT542Tz4 Техника сварки ТИГ При сварке ТИГ боковой угол горелки должен всегда поддерживаться равным 90 градусам. Горелку следует держать под углом В то время как угол наклона горелки к поверхности изделия в направлении обратном сварке должен составлять 70 … 80 градусов. Присадка подается по мере перемещения горелки под углом от 15 до 30° к основному металлу. http://weldering.com/sites/default/files/styles/large/public/tig_direction.jpg?itok=kHRGq7Wjhttp://weldering.com/sites/default/files/styles/large/public/tig_angle.jpg?itok=XytjlaEW Сварка ТИГ выполняется "углом вперед" (т.е. горелка наклонена в сторону формирующегося сварного шва) с регулярной подачей присадки мелкими шагами. При сварке очень важно, чтобы конец присадочной проволоки не выводился из зоны газовой защиты; в противном случае, будучи расплавленным или нагретым, он окислится от контакта с окружающим воздухом. Любая степень окисления или загрязнения присадочной проволоки неизбежно вызовет загрязнение сварочной ванны. Поэтому очень важно, чтобы сварщик использовал присадочные прудки чистые грязи, смазки или влаги. Обычно грязь и смазка попадает на присадочный металл с грязных рукавиц. Поэтому, непосредственно перед сваркой, очень желательно обрабатывать прутки, например, ацетоном. Смазка и влага, как на присадочном прутке, так и на основном металле могут вызвать серьезные дефекты сварного шва, такие как пористость, водородное растрескивание и др. Особенности сварки алюминия и алюминиевых сплавов При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить: - механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно); - химической обработкой (довольно сложно и трудоемко); - сваркой на обратной полярности; - сваркой на переменном токе. http://weldering.com/sites/default/files/styles/large/public/tig_al.jpg?itok=V67Xxp5r При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка). http://weldering.com/sites/default/files/styles/medium/public/tig_al1.jpg?itok=DYu4EjHwhttp://weldering.com/sites/default/files/styles/medium/public/tig_al2.jpg?itok=fKbNomNr Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности. Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски. Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон) Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов. http://weldering.com/sites/default/files/styles/large/public/tig_pol.jpg?itok=7GmxPOj9 Достоинства и недостатки процесса ручной сварки ТИГ По сравнению с другими способами сварки (ММА, МИГ/МАГ, сварка под флюсом) сварка ТИГ характеризуется следующими преимуществами: - позволяет получить сварные швы высокого качества применительно к практически всем металлам и сплавам (включая трудносвариваемые и разнородные, например алюминий со сталью); - обеспечивается хороший визуальный контроль сварочной ванны и дуги; - благодаря отсутствию переноса металла через дугу не имеет места разбрызгивание металла; - практически не требуется обработка поверхности шва после сварки; - как и в случае сварочных процессов МИГ/МАГ и ММА сварку ТИГ можно выполнять во всех пространственных положениях; - также как и в случае сварки МИГ/МАГ при сварке ТИГ нет шлака, а это означает, что не бывает шлаковых включений в металл шва. К недостаткам этого способа сварки можно отнести низкую производительность, сложность и высокую стоимость источника питания (по сравнению со сваркой плавящимся электродом). Охрана здоровья и охрана труда применительно к процессу сварки TIG Ниже изложены некоторые дополнительные меры предосторожности относительно сварки ТИГ. На первый взгляд этот способ сварки представляется наименее опасным, так как, либо дымов вообще не видно, либо они выделяются в очень небольшом объеме. Но нельзя обманываться, считая, что при этом способе сварки вообще не выделяются опасные вещества. Они выделяются и могут попадать во вдыхаемый воздух. Концентрация опасных веществ зависит от силы тока сварки, от типа стали (нелегированная, низколегированная или высоколегированная) и от степени очистки поверхности основного металла от, например, масла, используемого при резке металла или от антикоррозионных покрытий.1 балл