Поиск сообщества
Показаны результаты для тегов 'инвертор'.
Найдено: 53 результата
-
 Уважаемые коллеги! В данной теме будут рассматриваться вопросы, касающиеся обучения технике сварки ММА, навыкам работы со сварочным оборудованием, выкладываться литература по данной тематике.Прошу всех, опытных в сварке ММА снисходительно отнестись к вопросам новичков.Нечего сообщить по теме вопроса-лучше воздержитесь от кнопания по клаве.Поменьше эмоций-побольше конструктива. Договорились?
Уважаемые коллеги! В данной теме будут рассматриваться вопросы, касающиеся обучения технике сварки ММА, навыкам работы со сварочным оборудованием, выкладываться литература по данной тематике.Прошу всех, опытных в сварке ММА снисходительно отнестись к вопросам новичков.Нечего сообщить по теме вопроса-лучше воздержитесь от кнопания по клаве.Поменьше эмоций-побольше конструктива. Договорились? -
Задарили сварочник ММА-ТИГ . Особенности: Настоящий кореец. Инвертор. Питание - 220 вольт!!! Ток рабочий - до 350 ампер!!! Ток весьма высок для однофазного питания! Режимы ММА и ТИГ Осциллятор присутствует ( вкл/выкл) Выход - только постоянка. Ступенчатая регулировка задержки продувки. Состояние - приличное. Аппарат неисправный, пока мельком посмотрел - выход есть, но не руглируется ток , похоже. Пока не понял - что за зверька мне задарили. Я ремонтник сварочников, варить не умею да и задач нет. Переквалифицироваться в сварные нет интереса. Держать его балластом - тоже. Как вариант - отремонтировать да продать. Отсюда и вопрос - что за зверь и во что оценить? Посмотрел в Корее этот аппарат, там его цена 35 000 рублей на наши.

-
Добрый вечер всем. Как уже писал, приобрел себе этот аппарат, вместо 180 Чеборы, выбор был сделан из за возможности комбинировать и менять форму волн и полуволн. В принципе от младшей модели она отличается только возможностью выбора форм волны и полуволн. Мне не понравилась в ней невозможность поменять % на А в токе поджига, высчитывать % конечно полезно, с точки зрения " чтоб мозги не засохли" но бесит то, что опять не дают выбора. Но это в принципе не существенный недостаток. Поджиг четко отрабатывает, на грязном алюминии попробовать не довелось пока, радиатор и куллеры им чинил, видео сниму, пока много работы по лесовозам, и прочей тяжелой технике, пока не до Чеборы. Аппарат по размеру больше чем 315 Форсаж, и тяжелее его на 4 кг, фото внутренностей добавлю, когда буду его продувать, разбирать Чеборы еще то удовольствие, (по крайней мере 180).


-
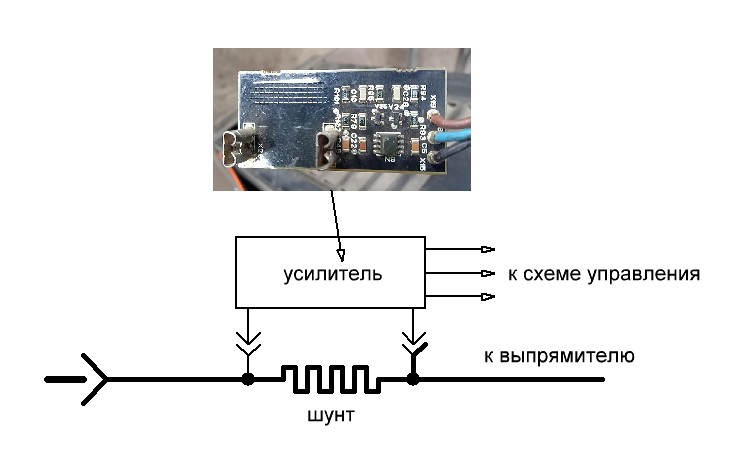
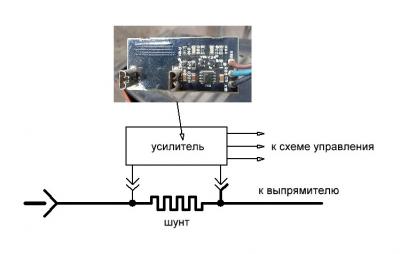
Привезли в ремонт инвертор KEMPPI KPS 5500 слегка разграблен. В этом аппарате на минусе выхода силового тока непосредственно на разъем крепится шунт с усилителем. На фото и рисунке подробности. И шунт и усилитель утрачены, концов не нашли. Аппараты достаточно древние, но хорошие, просят восстановить. Нужны: 1. Схема усилителя сигнала с датчика тока - шунта. 2. Сопротивление шунта, который тоже утрачен. Если у кого есть такая информация то буду благодарен.



-
Decapower 160 CEL. Скажу, что я удивлён, это новое слово в сварочных аппаратах из Китая.
-
Всех приветствую, привезли новинку на небольшое тестирование и смотрины, показался интересным аппаратом, захотелось поделиться впечатлениями. На российском рынке сварочного оборудования мне уже ранее встречались подобные аппараты (ММА с возможностью регулировки форсажа дуги и хот-старта, а так же отключение ВРД и анти-стика, красивый дисплей и бонус в виде синергетики от маркетологов), обозреваемый аппарат буду немного сравнивать с Сварогом Real Smart 200, на него ранее писал на форум обзор и сформировалось некоторое мнение в процессе эксплуатации. В многих бытовых инверторах значения форсажа дуги и хот-старта зашиты в прошивку, и мне очень по душе, что появляются доступные ММА источники с возможностью регулировки данных параметров, это делает источник более универсальным и комфортным и дает возможность настроить аппарат все же немного "под себя", а не себя привыкать к особенностям аппарата. Такими темпами вполне возможно, что скоро увидим и доступный пульс на ММА. Ну да ладно, достаточно болтовни Хоть это и совсем неважно, но аппарат выглядит весьма стильно, качественно окрашен приятным насыщенным черным цветом. Если судить по внешнему виду, то такой аппарат будет не стыдно подарить или весьма приятно получить в подарок. Габариты источника 485х215х345, вес источника 6.1кг Аппарат спереди: Байонетные разъемы у аппарата формата 35-50, листовой металл корпуса жесткий, не фольга, не проминается под пальцами, как на некоторых современных инверторах. В корпусе имеются прорези для плечевого ремня, ремешок идет в комплекте. Так же в комплекте с аппаратом идет обычная комплектуха на 3 метра. Провода от комплектухи алюминиевые, порекомендовал бы заменить на медные комплекты с латунной клеммой, особенно если сварочник будет использоваться дла работы, а не в хоббийных целях. На шильдике аппарата заявлены такие параметры: Замерил клещами максимальный ток на соответствие заявленному, аппарат прошел испытание. Видео с замером можно посмотреть ниже: https://www.youtube.com/watch?v=U0FxVAGgafg Аппарат отлично зажигает основные электроды (проверял на уонии 13\55 и lb-52u), могу предположить, что НХХ аппарата соответствует заявленному. Вентилятор инвертора дает мощный воздушный поток, в просторном корпусе аппарата силовой начинке не тесно, вполне могу предположить, что ПН аппарата может реально составлять 100% на максимальном токе при температуре воздуха 25*С. Работающий дисплей выглядит так, исполнение дисплея и управление доп.настройками реализовано на мой взгляд, лучше и удобнее чем в Свароговском аппарате. Яркий синий цвет видно в условиях плохой освещенности, цифры показывающие сварочный ток крупного размера, к примеру даже я, очкарик с зрением "-4" вижу их без очков с расстояния полуметра. Индикатор отключенного ВРД впечатляющего размера, сложно будет перепутать При регулировки силы тока, корректируется так же "условная толщина металла" и диаметр электрода. Новички в сварке, могут выставлять просто толщину металла и брать предлагаемый электрод, все будет получаться. Форсаж дуги и хот-старт, регулируются от 0-10, где каждая условная единица добавляет 5% от выставленного тока. Может пригодится при сварке тонкого профиля или при работе лежалыми основными электродами. Аппарат на фоне с "меньшим собратом" без доп.плюшек. Удивило, что при современной тенденции на уменьшение размеров обновленных моделей, данный аппарат наоборот раздобрел, улучшив свои свойства. Подведу итог. Поведение сварочной дуги пришлось по вкусу, она податливая и гибкая, в сравнению с Сварогом дуга "помягче" и зажигает основу определенно лучше. Прекрасно, что аппарат выдает заявленный ток, погрешность реального тока от выставленного минимальна (в пределах 2-3А). Комплектуха стандартная для современных аппаратов, для профи не критично, т.к у них обычно свои комплекты на хороших медных кабелях имеются. Это конечно вкусовщина, но я был бы готов переплатить 200-300 руб к стоимости, если бы по дефолту шла с аппаратом цельнолатунная небольшая клемма. В целом аппарат мне понравился и уверен, что он найдет свою целевую аудиторию как среди дачников-любителей, так и в среде тех, кто зарабатывает на хлеб сварочными работами, т.к этот аппарат можно будет взять с сертификатом НАКС для ответственных работ. Спасибо за внимание! Желаю здоровья Вам и Вашим кормильцам и успехов в сварке
-
Тема посвящена преимущественно разработке полуавтомата. В данной теме вы можете: - задать вопросы о разработке сварочных процессов; - узнать о последних обновлениях и нововведениях; - оставить отзыв. Вопрос о возможной модернизации оборудования задать можно. Для этого необходимо предоставить серийный номер и обозначить месторасположение. На 1 октября 2020г. Были полностью переработаны (в трехмодульной машине): ROOT-процессы для проволоки 08Г2С диаметра 0.8, 1.0 и 1.2мм в среде Co2 и 18% смеси;Normal для проволоки 08Г2С диаметра 0.8, 1.0, 1.2, 1.6мм в среде Co2 и 18% смеси;Normal для 308/309 нержавейки 0.8, 1.0, 1.2 в смеси Ar+2%Co2;RCW - сварка порошковой проволокой (FCAW) 1.2мм в среде Co2 и 18% смеси;Jet-DAC (в народе Force) – режим для сварки с большим вылетом и глубоким проплавлением, пока переработан только для проволоки 08Г2С диаметра 1,2мм.Большая часть остальных процессов подверглась косметическим изменениям, для возможности их портирования в обновленные машины. Данные обновления наиболее актуальны владельцам относительно новых машин – конца 2019 года и новее, а также владельцем машин с кабель-пакетом до 15м (в последнем случае процессы будут требовать не большой корректировки по напряжению). Рекомендую обновиться, да и мне будет интересна обратная связь. Планы на ближайшее будущее: Готовится обновление платы управления, точнее её ПО, что позволит минимизировать отклонения между сварочными источниками. Ориентировочно конец этого года. Скорее всего обновить можно будет любые машины;Обновление ТР-ки. Есть большое желание заняться COLD-процессами, аналогами COLD-ов, представленных в EWM AlphaQ и TitanXQ;Пульсы – КТТС.
- 74 ответа
-
- 3
-

-
- технологии
- отзывы
- (и ещё 4 )
-
 Полезные ссылки: Конкурс сварщиков «Мой звездный час с 3М»Техническая номинация.Художественная номинация.http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_06_2020/post-3288-0-04095400-1591636496_thumb.jpg Правила конкурса 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков «Мой звёздный час с 3М» (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: выявление и поощрение индивидуальных навыков Участников Конкурса, связанных со сваркой; поддержка творческого самовыражения и развитие творческих навыков у Участников Конкурса; популяризация профессии «Сварщик». 1.3. Конкурс проводится по 2-м отдельным направлениям: 1.3.1. Техническая номинация, к которой конкурсные работы оцениваются по их функциональности и практичности. 1.3.2. Художественная номинация с упором работ на их творческую составляющую. 1.4. Конкурс проводится в сети интернет на сайте http://websvarka.ru/talk/ в специальном разделе форума Конкурс сварщиков «Мой звездный час с 3М» (далее – Сайт Конкурса). 2. Организатор Конкурса 2.1. Организатором Конкурса выступает форум сварщиков Вебсварка. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, пишите в текущей теме, личным сообщением @Миротворец, (для зарегистрированных пользователей) или по электронной почте на адрес [email protected] 3. Спонсор Конкурса 3.1. Компания "3М" https://www.3mrussia.ru/3M/ru_RU/company-ru/?utm_medium=redirect&utm_source=vanity-url&utm_campaign=www.3mrussia.ru/3M/ru_RU/Country-RU/ 3М. Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg 4. Сроки проведения Конкурса4.1. Конкурс проводится в период с 15 июля 2020 года по 15 сентября 2020 года (здесь и далее — время московское). Указанный срок включает в себя:4.1.1. Срок предоставления работ для участия в Конкурсе: с 15 июля 2020 года по 10 сентября 2020 года включительно.4.1.2. 11-15 сентября — технический перерыв перед голосованием. Работы уже не принимаются, но публикуются те, которые были присланы в последние дни Конкурса.4.1.3. Срок, в течение которого осуществляется голосование на Сайте Конкурса: в период с 16 сентября 2020 года по 19 сентября 2020 года (включительно).4.1.4. Официальное объявление Победителей и обладателей Наград осуществляется 20 сентября 2020 года. 5. Участники Конкурса, их права и обязанности5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса.5.2. Участником Конкурса может стать любой желающий (включая Супермодераторов и Модераторов проекта Вебсварка), за исключением Организатора конкурса (он же — Администратор проекта Вебсварка).5.3. Каждый Участник может представить на Конкурс только одну работу (изделие), выполненную своими руками в срок его проведения. Запрещено участие сразу в 2-х номинациях, как и предоставление нескольких Конкурсных работ или работ, выполненных командой из нескольких людей. 5.4. Участники имеют права и несут обязанности, установленные действующим законодательством Российской Федерации, а также настоящими Правилами. 6. Как стать Участником Конкурса6.1. Для того, чтобы стать Участником Конкурса, необходимо в период, указанный в п. 4.1.1. настоящих Правил, совершить следующие действия:6.1.1. Зарегистрироваться на Сайте Форума (на форуме).6.1.2. Зайти на Сайт Конкурса Конкурс сварщиков «Мой звездный час с 3М» и создать Новую тему с описанием своей конкурсной работы в соответствии с требованиями, описанными в п.7 Правил.6.1.3. Конкурсную работу не обязательно выкладывать сразу всю целиком, можно поэтапно или по мере изготовления.6.2. Все присланные работы проходят предварительную модерацию в срок, не превышающий 7 дней. 6.2.1. Работам присвоенным порядковый номер считаются допущенными к участию конкурса. 7. Требования к конкурсным работам 7.1. Конкурсная работа должна соответствовать теме: "Воплощение давней мечты" и выбранной Номинации, Технической или Художественной. 7.1.1. Все работы, независимо от номинации, должны иметь элементы сварки и непосредственное отношение к названию конкурса. К примеру: любое самодельное металлическое изделие с элементами сварки, детская площадка, карусель, качели, ...) железная статуя, трактор и много ещё чего, лишь бы не противоречила правилам конкурса. 7.2. Конкурсная работа должна в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название работы). 7.2.2. Указание, на какую из 2-х Номинаций заявлена конкурсная работа. 7.2.3. Поэтапный отчет с фотографиями и текстовым описанием процесса изготовления конкурсной работы. В отчете должно присутствовать как минимум 5 фотографии (начало процесса изготовления, его середина и итоговая работа), на которых изображены: 7.2.3.1. Сама конкурсная работа (или процесс ее изготовления). 7.2.3.2. На изделии обязательно должен присутствовать логотип «3М» (можно без кавычек на всех 5-ти фото!),написанный сваркой на самом конкурсном изделии. Запрещено накладывать слово, используя постобработку фотографий в любых графических редакторах. 7.2.4. Одна главная фотография с логотипом «3М», на изделии, которая будет использоваться в качестве иллюстрации к конкурсной работе. 7.2.5. Дополнительные фото, видео и описание работы приветствуются. Так же берётся во внимание использование атрибутов компании "3М" 7.3. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов 8.1. Техническое направление: 8.1.1. Приз за 1-е место: Сварочный щиток с АЗФ Speedglas® 9100 XXI 8.1.2. Приз за 2-е место: Сварочный щиток с АЗФ Speedglas® 9002NC 8.1.3 Приз за 3-е место Перчатки Argo 8.512 (Арго), для сварочных работ. 8.2. Художественное направление: 8.2.1. Приз за 1-е место: Сварочный щиток с АЗФ Speedglas® 9100 XXI 8.2.2. Приз за 2-е место: Сварочный щиток с АЗФ Speedglas® 9002NC 8.2.3. Приз за 3-е место Перчатки Argo 8.512 (Арго), для сварочных работ. 8.3. Дополнительно один поощрительный приз от спонсора: Сварочный щиток с АЗФ Speedglas® 9002NC 9. Порядок определения Победителей и обладателей Наград 9.1. Победителей Конкурса определяет жюри, которое состоит из администрации форума и спонсора конкурса. 9.2. Выбор делается на основании субъективного мнения жюри. 9.3. При выборе победителей жюри учитывает: полноту и качество описания представленной работы; ее идею, практическую и художественную ценность; полученную реакцию пользователей форума Вебсварка, выраженную в оставленных сообщениях к конкурсной работе, а также в значении числа репутации первого сообщения конкурсной работы. 9.4. По каждому из 2-х направлений конкурса проводится отдельное голосование. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленная им Конкурсная работа может быть использована Организатором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества (использование чужих работ, махинации и пр.), Организатор оставляет за собой право не допустить Участника до Конкурса или итогового голосования, а также пересмотреть результаты голосования, если в их процессе будут выявлены факты мошеннических действий. 10.3. Администрация имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве Конкурсной работы, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленной Конкурсной работы. 11. Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на [email protected]
Полезные ссылки: Конкурс сварщиков «Мой звездный час с 3М»Техническая номинация.Художественная номинация.http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_06_2020/post-3288-0-04095400-1591636496_thumb.jpg Правила конкурса 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков «Мой звёздный час с 3М» (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: выявление и поощрение индивидуальных навыков Участников Конкурса, связанных со сваркой; поддержка творческого самовыражения и развитие творческих навыков у Участников Конкурса; популяризация профессии «Сварщик». 1.3. Конкурс проводится по 2-м отдельным направлениям: 1.3.1. Техническая номинация, к которой конкурсные работы оцениваются по их функциональности и практичности. 1.3.2. Художественная номинация с упором работ на их творческую составляющую. 1.4. Конкурс проводится в сети интернет на сайте http://websvarka.ru/talk/ в специальном разделе форума Конкурс сварщиков «Мой звездный час с 3М» (далее – Сайт Конкурса). 2. Организатор Конкурса 2.1. Организатором Конкурса выступает форум сварщиков Вебсварка. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, пишите в текущей теме, личным сообщением @Миротворец, (для зарегистрированных пользователей) или по электронной почте на адрес [email protected] 3. Спонсор Конкурса 3.1. Компания "3М" https://www.3mrussia.ru/3M/ru_RU/company-ru/?utm_medium=redirect&utm_source=vanity-url&utm_campaign=www.3mrussia.ru/3M/ru_RU/Country-RU/ 3М. Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg 4. Сроки проведения Конкурса4.1. Конкурс проводится в период с 15 июля 2020 года по 15 сентября 2020 года (здесь и далее — время московское). Указанный срок включает в себя:4.1.1. Срок предоставления работ для участия в Конкурсе: с 15 июля 2020 года по 10 сентября 2020 года включительно.4.1.2. 11-15 сентября — технический перерыв перед голосованием. Работы уже не принимаются, но публикуются те, которые были присланы в последние дни Конкурса.4.1.3. Срок, в течение которого осуществляется голосование на Сайте Конкурса: в период с 16 сентября 2020 года по 19 сентября 2020 года (включительно).4.1.4. Официальное объявление Победителей и обладателей Наград осуществляется 20 сентября 2020 года. 5. Участники Конкурса, их права и обязанности5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса.5.2. Участником Конкурса может стать любой желающий (включая Супермодераторов и Модераторов проекта Вебсварка), за исключением Организатора конкурса (он же — Администратор проекта Вебсварка).5.3. Каждый Участник может представить на Конкурс только одну работу (изделие), выполненную своими руками в срок его проведения. Запрещено участие сразу в 2-х номинациях, как и предоставление нескольких Конкурсных работ или работ, выполненных командой из нескольких людей. 5.4. Участники имеют права и несут обязанности, установленные действующим законодательством Российской Федерации, а также настоящими Правилами. 6. Как стать Участником Конкурса6.1. Для того, чтобы стать Участником Конкурса, необходимо в период, указанный в п. 4.1.1. настоящих Правил, совершить следующие действия:6.1.1. Зарегистрироваться на Сайте Форума (на форуме).6.1.2. Зайти на Сайт Конкурса Конкурс сварщиков «Мой звездный час с 3М» и создать Новую тему с описанием своей конкурсной работы в соответствии с требованиями, описанными в п.7 Правил.6.1.3. Конкурсную работу не обязательно выкладывать сразу всю целиком, можно поэтапно или по мере изготовления.6.2. Все присланные работы проходят предварительную модерацию в срок, не превышающий 7 дней. 6.2.1. Работам присвоенным порядковый номер считаются допущенными к участию конкурса. 7. Требования к конкурсным работам 7.1. Конкурсная работа должна соответствовать теме: "Воплощение давней мечты" и выбранной Номинации, Технической или Художественной. 7.1.1. Все работы, независимо от номинации, должны иметь элементы сварки и непосредственное отношение к названию конкурса. К примеру: любое самодельное металлическое изделие с элементами сварки, детская площадка, карусель, качели, ...) железная статуя, трактор и много ещё чего, лишь бы не противоречила правилам конкурса. 7.2. Конкурсная работа должна в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название работы). 7.2.2. Указание, на какую из 2-х Номинаций заявлена конкурсная работа. 7.2.3. Поэтапный отчет с фотографиями и текстовым описанием процесса изготовления конкурсной работы. В отчете должно присутствовать как минимум 5 фотографии (начало процесса изготовления, его середина и итоговая работа), на которых изображены: 7.2.3.1. Сама конкурсная работа (или процесс ее изготовления). 7.2.3.2. На изделии обязательно должен присутствовать логотип «3М» (можно без кавычек на всех 5-ти фото!),написанный сваркой на самом конкурсном изделии. Запрещено накладывать слово, используя постобработку фотографий в любых графических редакторах. 7.2.4. Одна главная фотография с логотипом «3М», на изделии, которая будет использоваться в качестве иллюстрации к конкурсной работе. 7.2.5. Дополнительные фото, видео и описание работы приветствуются. Так же берётся во внимание использование атрибутов компании "3М" 7.3. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов 8.1. Техническое направление: 8.1.1. Приз за 1-е место: Сварочный щиток с АЗФ Speedglas® 9100 XXI 8.1.2. Приз за 2-е место: Сварочный щиток с АЗФ Speedglas® 9002NC 8.1.3 Приз за 3-е место Перчатки Argo 8.512 (Арго), для сварочных работ. 8.2. Художественное направление: 8.2.1. Приз за 1-е место: Сварочный щиток с АЗФ Speedglas® 9100 XXI 8.2.2. Приз за 2-е место: Сварочный щиток с АЗФ Speedglas® 9002NC 8.2.3. Приз за 3-е место Перчатки Argo 8.512 (Арго), для сварочных работ. 8.3. Дополнительно один поощрительный приз от спонсора: Сварочный щиток с АЗФ Speedglas® 9002NC 9. Порядок определения Победителей и обладателей Наград 9.1. Победителей Конкурса определяет жюри, которое состоит из администрации форума и спонсора конкурса. 9.2. Выбор делается на основании субъективного мнения жюри. 9.3. При выборе победителей жюри учитывает: полноту и качество описания представленной работы; ее идею, практическую и художественную ценность; полученную реакцию пользователей форума Вебсварка, выраженную в оставленных сообщениях к конкурсной работе, а также в значении числа репутации первого сообщения конкурсной работы. 9.4. По каждому из 2-х направлений конкурса проводится отдельное голосование. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленная им Конкурсная работа может быть использована Организатором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества (использование чужих работ, махинации и пр.), Организатор оставляет за собой право не допустить Участника до Конкурса или итогового голосования, а также пересмотреть результаты голосования, если в их процессе будут выявлены факты мошеннических действий. 10.3. Администрация имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве Конкурсной работы, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленной Конкурсной работы. 11. Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на [email protected]


- 40 ответов
-
- 10
-
-
 6.2. Расчет режимов сварки (наплавки) в углекислом газе проволокой сплошного сечения В основу выбора диаметра электродной проволоки при сварке и наплавке в углекислом газе положены те же принципы, что и при выборе диаметра электрода при ручной дуговой сварке: Толщина листа, мм 1- 2 3-6 6-24 и более Диаметр электродной проволоки dЭ, мм 0,8-1,0 1,2-1,6 2,0 Расчет сварочного тока, А, при сварке проволокой сплошного сечения производится по формуле (6.9) где а – плотность тока в электродной проволоке, А/мм2 (при сварке в СО2 а=110 ÷ 130 А/мм2 ; dЭ – диаметр электродной проволоки, мм. Скорость подачи электродной проволоки, м/ч, расчитывается по формуле (6.10) где αР – коэффициент расплавления проволоки, г/А· ч ; ρ – плотность металла электродной проволоки, г/см3 (для стали ρ =7,8 г/см3). Значение αР рассчитывается по формуле (6.11) Скорость сварки (наплавки), м/ч, рассчитывается по формуле (6.12) где αН - коэффициент наплавки, г/А ч; αН = αР·(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 Ψ = 0,1- 0.15; FB - площадь поперечного сечения одного валика, см2. При наплавке в СО2 принимается равным 0,3 - 0,7 см2. Масса наплавленного металла, г, сварке рассчитывается по следующим формулам: при сварке ; при наплавочных работах (6.13) где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3); VН - объем наплавленного металла, см3. Время горения дуги, ч, определяется по формуле Полное время сварки (наплавки), ч, определяется по формуле где kП – коэффициент использования сварочного поста, ( kП= 0,6 ÷ 0,57). Расход электродной проволоки, г, рассчитывается по формуле (6.14) где GH – масса наплавленного металла, г; Ψ – коэффициент потерь, (Ψ = 0,1 - 0,15). Расход электроэнергии, кВт· ч, определяется по формуле где UД– напряжение дуги, В; η– КПД источ https://pvrt.ru/regim/regim_62.htm
6.2. Расчет режимов сварки (наплавки) в углекислом газе проволокой сплошного сечения В основу выбора диаметра электродной проволоки при сварке и наплавке в углекислом газе положены те же принципы, что и при выборе диаметра электрода при ручной дуговой сварке: Толщина листа, мм 1- 2 3-6 6-24 и более Диаметр электродной проволоки dЭ, мм 0,8-1,0 1,2-1,6 2,0 Расчет сварочного тока, А, при сварке проволокой сплошного сечения производится по формуле (6.9) где а – плотность тока в электродной проволоке, А/мм2 (при сварке в СО2 а=110 ÷ 130 А/мм2 ; dЭ – диаметр электродной проволоки, мм. Скорость подачи электродной проволоки, м/ч, расчитывается по формуле (6.10) где αР – коэффициент расплавления проволоки, г/А· ч ; ρ – плотность металла электродной проволоки, г/см3 (для стали ρ =7,8 г/см3). Значение αР рассчитывается по формуле (6.11) Скорость сварки (наплавки), м/ч, рассчитывается по формуле (6.12) где αН - коэффициент наплавки, г/А ч; αН = αР·(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 Ψ = 0,1- 0.15; FB - площадь поперечного сечения одного валика, см2. При наплавке в СО2 принимается равным 0,3 - 0,7 см2. Масса наплавленного металла, г, сварке рассчитывается по следующим формулам: при сварке ; при наплавочных работах (6.13) где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3); VН - объем наплавленного металла, см3. Время горения дуги, ч, определяется по формуле Полное время сварки (наплавки), ч, определяется по формуле где kП – коэффициент использования сварочного поста, ( kП= 0,6 ÷ 0,57). Расход электродной проволоки, г, рассчитывается по формуле (6.14) где GH – масса наплавленного металла, г; Ψ – коэффициент потерь, (Ψ = 0,1 - 0,15). Расход электроэнергии, кВт· ч, определяется по формуле где UД– напряжение дуги, В; η– КПД источ https://pvrt.ru/regim/regim_62.htm -
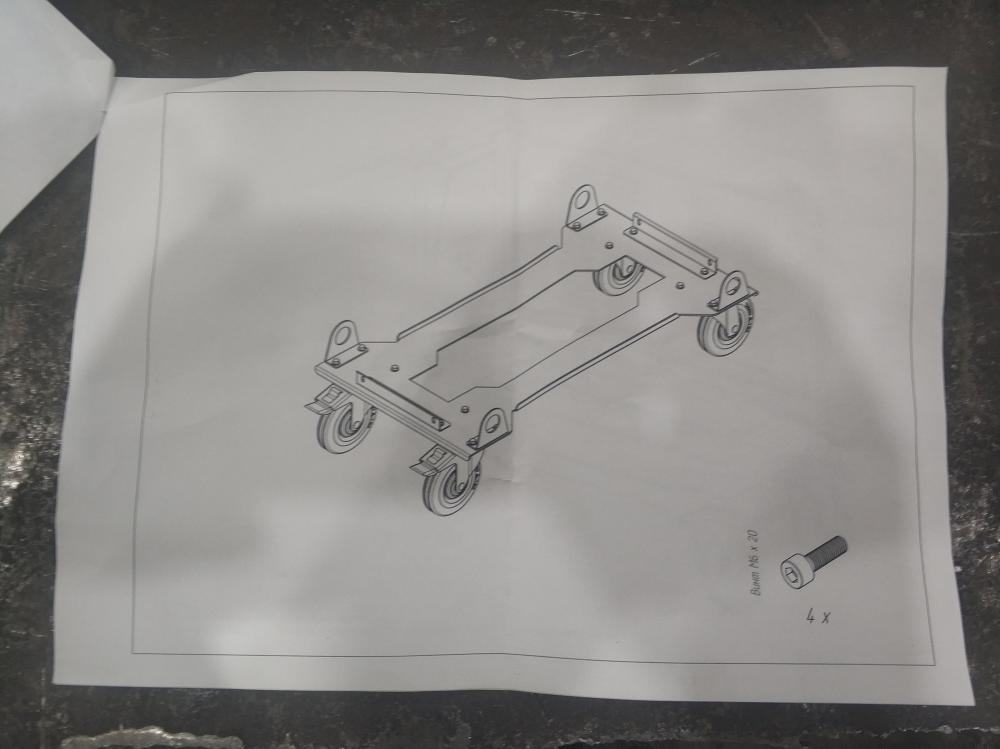
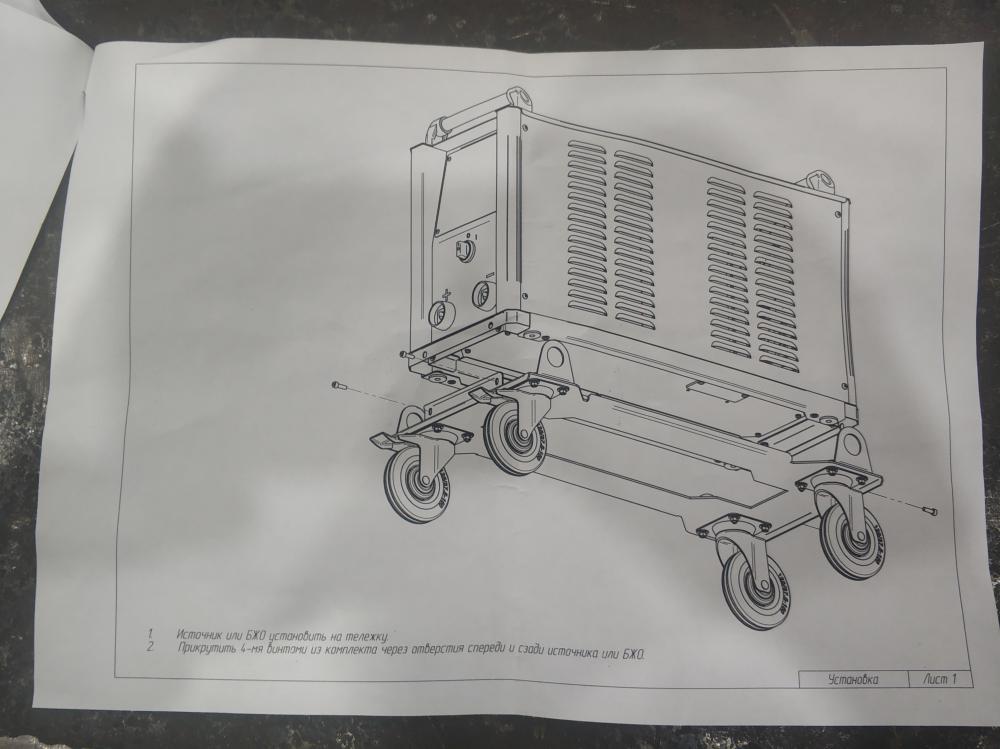
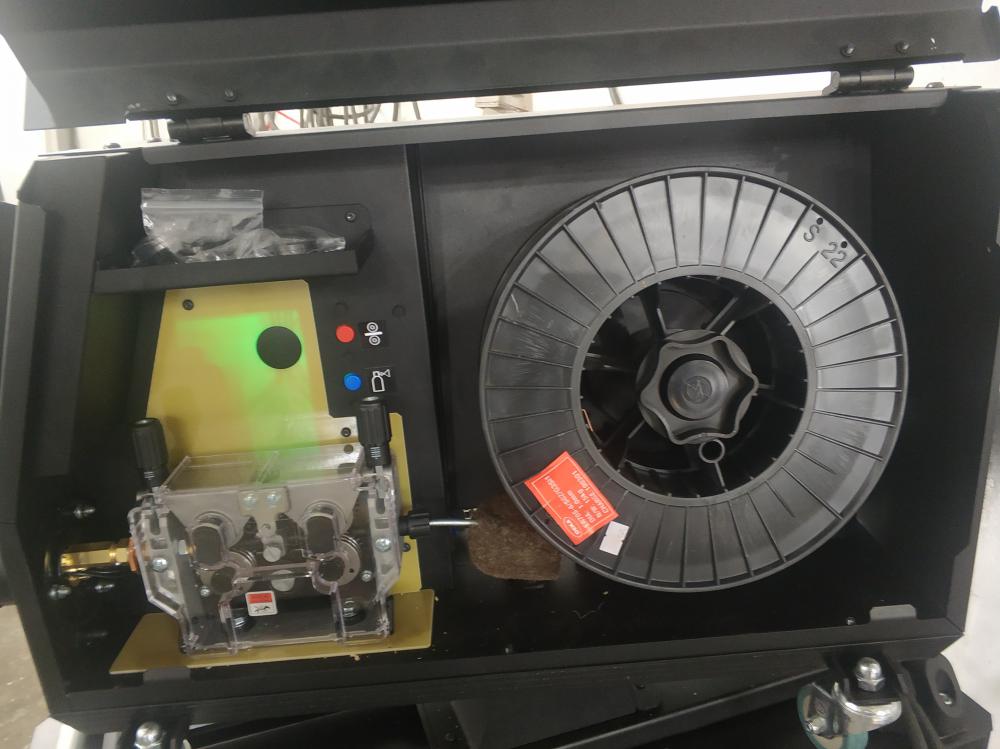
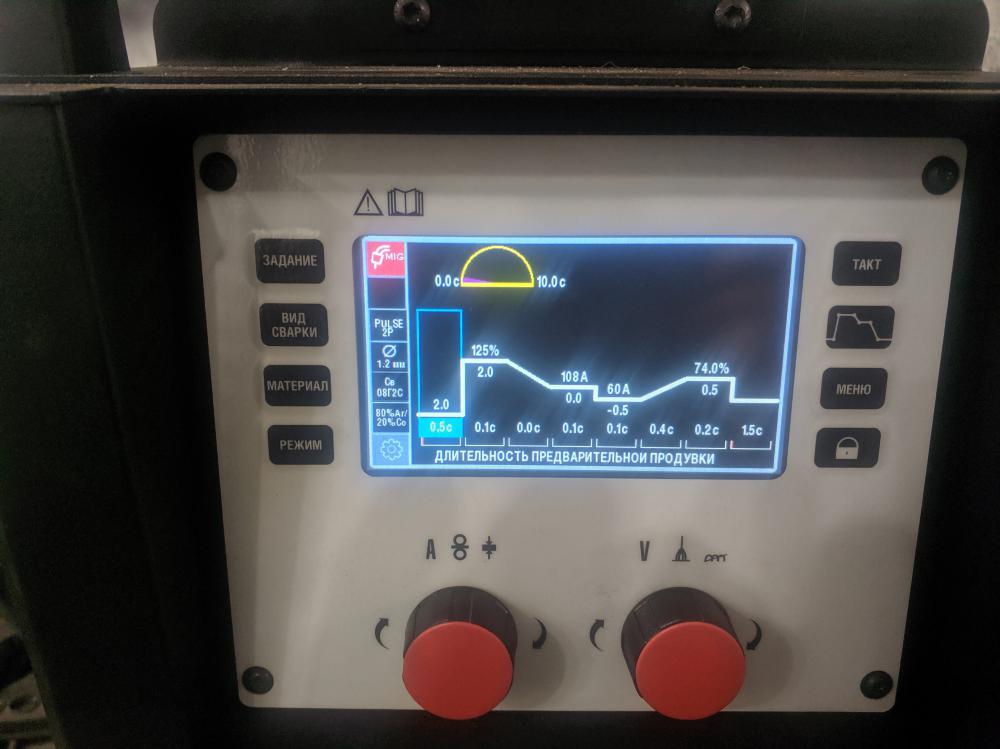
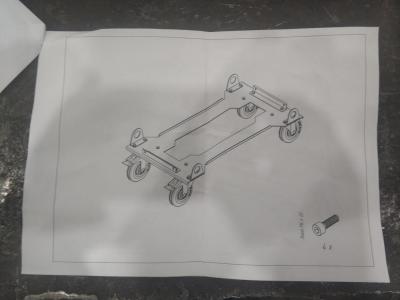
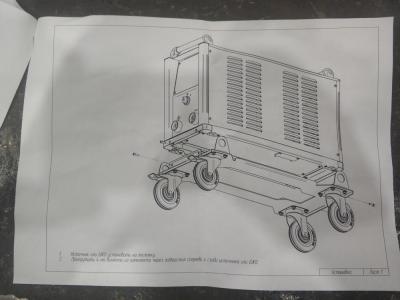
Всех приветствую. На днях стал обладателем сего девайса. Забавная инструкция по сборке При сборке открылась часть внутренностей В сборе выглядит как-то так: Пришел без вилки, но зато хорошо обжатыми проводами Подающий взял закрытый, в нем мне понравилось расположение катушки под не большим углом, а так же наличие не большой полочки. Дополнительный дисплей можно не брать, смотрится не особо привлекательно, а его функционал может заменить модная горелка. Шланг-пакет обрезинен и выдержит многое, но весит как кусок танковой брони. Для производства хорошо, для меня излишне бронирован. Моя версия ПО Циклограмма, всех режимов где участвуют два тока Что мне не понравилось по функционалу настроек. Настройка второго тока жестко фиксируется и сохраняется неизменной при переключении режимов и настройки толщин, при этом она в своём минимальном значении ограничена минимальным процентом от величины первого тока. К примеру при установке первого тока в 120А минимальное значение второго составит 60А (цифра на обум), если мы увеличим первый ток до 200А, минимальное значение автоматически измениться на 90А, при обратном уменьшении первого тока второй ток так и останется на 90А. Продолжительность кратна 0,1с, что я считаю многовато. Настраивается в приделах от 0,1с до 10с(10 то зачем?) лучше бы настраивалась от 0,01(0,05) и до 1 секунды с шагом в 0,01 или 0,05. Динамика дуги(индукция?) не уловил её особого влияния, кроме крайних значений (+-30), при этих значениях аппарат начал подтупливать. Для корректировки разбрызгивания в импульсных программах пользовался только регулировкой длины дуги и корректировкой скорости подачи проволоки, включается в меню, доступна только в программах Вот шовчик сделанный на 2-ке проволокой 1,2, вроде в двойном пульсе. Для проволоки 1,2 очень не плохо. Не хватает программ под проволоки отличных от 1,2, причем чем меньший диаметр тем меньше программ доступно. Настроить можно в ручную, используя коррекцию по скорости подачи, но это гемор. Еще отмечу посредственный дожог проволоки, почти постоянно откусывать шарик на таком аппарате это моветон.













- 75 ответов
-
- 20
-
-
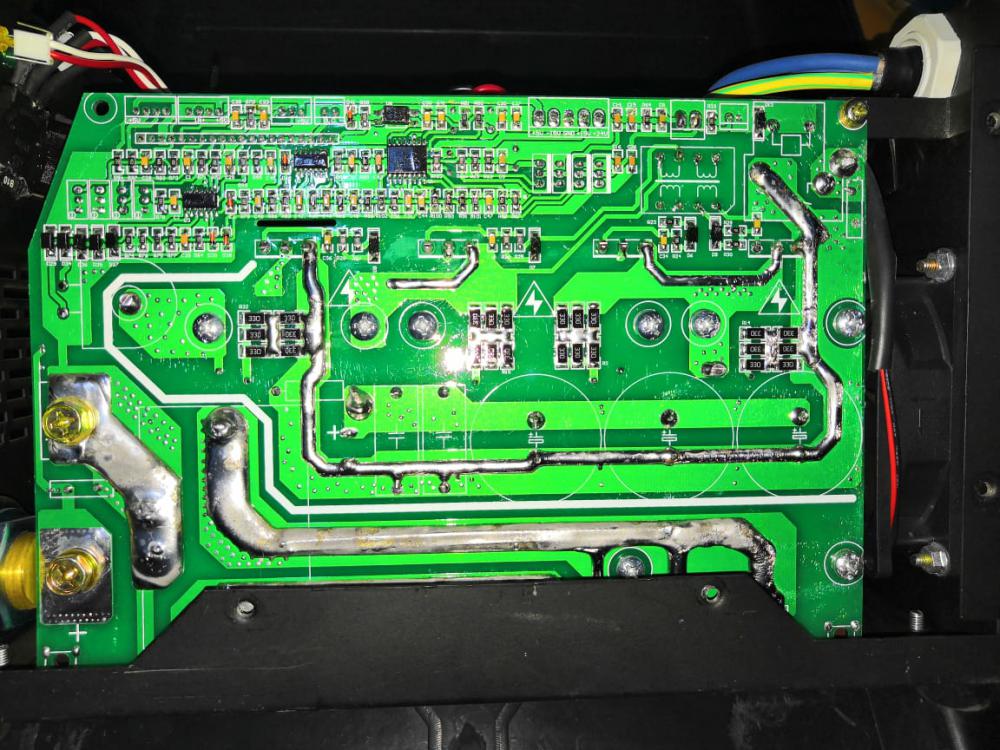
Добрый вечер, купил Б\ушный сварочный, как не рабочий, хочу поднять. В силовой части вылетели 2 диода(3 на фото), и один транзистор(1 на фото), транзистор выпаял( там 6 параллельно вроде стоит), диоды заменил временно( для проверки) на другие. плату видимо ремонтировали до меня меняли транзисторы (2 на фото). На данный момент, при включении всё работает, но как только включаю мма, или замыкаю кнопку гарелки в режиме тиг, сразу зависает( работает только центральный валкодер, с кнопки не выключить) и это скорее всего из за того что нет напряжения на контактах ( 4 на фото). Куда копать? транзисторы целые ( те что 4 штуки) мелочёвка тоже.





-
Маленький обзор. До ресанты не дотягивает, сильно искрит. Но меньше чем один мой фирменный. Шовчик идеальный получается. Но есть чувство непровара самого металла. Просадку тока держит хорошо, но приходится добавлять силу тока. Горячий старт не чувствителен, даже и не понял. Антистик не проверял. На последнем фото сварка разными аппаратами, верхний шов Енерджи.







-
Miller trailblazer 302 air pak https://www.instagram.com/p/BnYYJEGg_es/?hl=ru значиться сварочный агрегат (с приводом на генератор двс) по американски: вес 350 (без топлива) гена на 10 кВа (чистые или 12 пиковые) компрессор винтовой сварка на 300 ампер mma-mig/mag-tig чуть позже все подробнее... могу одно подметить что с компрессорами делает только Miller и Linkoln и доступны они только в североамериканском рынке (США и Канада)
-
Не нашел инфы на форуме по данному аппарату, решил потихоньку начать писать отзыв, потому как по заявленным параметрам аппарат очень интересный. Вот и он. Обошелся он мне в 56 тысяч рублей в наличии в Томске у официального диллера Сварог. В комплекте добротная 4м горелка 26-я, т.е. 180А на ПВ 35%. К тому же она шла с регулировкой тока, хотя не уверен, что это плюс, потому как пожертвовали размерами кнопки поджига, а это не очень-то удобно. Варить пробовал пока только нержавейку. На постоянке все функции работают, есть импульсный и прихваточный режим, спад, нарастание, продувка - полный комплект. Но сразу обнаружился один недостаток - это отвратительная работа осциллятора. На аппарате предусмотрен выбор диаметра электрода - 1/1.6/2/2.4/3.2. Я работал с электродом 2.4. Осциллятор работает не постоянно при нажатии, а трещит секунды две, потом отрубается, если дуга не зажглась. Так вот, даже выставив диаметр на 3.2, дуга не желает загораться, при том разряд между электродом и изделием идет. Интересно, что когда выставляю диаметр на 1, то дуга не загорается вообще, а дальше от 1.6 до 3.2. разницы нет, поджиг идет нестабильно и одинаково отвратительно. Еще помучаю его, но думаю - это повод обратиться в сервисный центр. Думаю залезть внутрь, взглянуть на осциллятор... Надо глянуть - есть ли пломбы на корпусе...

-
Полезные ссылки: Конкурс сварщиков "Дачный сезон".Техническая номинация (обзор всех работ)Художественная номинация (обзор всех работ) Правила конкурса 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков «Дачный сезон» (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: выявление и поощрение индивидуальных навыков Участников Конкурса, связанных со сваркой; поддержка творческого самовыражения и развитие творческих навыков у Участников Конкурса; популяризация профессии «Сварщик». 1.3. Конкурс проводится по 2-м отдельным направлениям: 1.3.1. Техническая номинация, к которой конкурсные работы оцениваются по их функциональности и практичности. 1.3.2. Художественная номинация с упором работ на их творческую составляющую. 1.4. Конкурс проводится в сети интернет на сайте http://websvarka.ru в специальном разделе форума Конкурс сварщиков "Дачный сезон". (далее – Сайт Конкурса). 2. Организатор Конкурса 2.1. Организатором Конкурса выступает форум сварщиков Вебсварка. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, пишите в текущей теме, личным сообщением @Миротворец, (для зарегистрированных пользователей) или по электронной почте на адрес [email protected] 3. Спонсор Конкурса 3.1. Компания "Зона-Сварки! http://welding-zone.ru техническое обслуживание сварочного оборудования в Москве и Московской области, а также в регионах России, на выезде и в сервисном центре! [http://websvarka.ru/talk/uploads/monthly_05_2018/post-3288-0-13265300-1526311242_thumb.png] 4. Сроки проведения Конкурса 4.1. Конкурс проводится в период с 1 июня 2018 года по 31 августа 2018 года (здесь и далее — время московское). Указанный срок включает в себя: 4.1.1. Срок предоставления работ для участия в Конкурсе: с 1 июня 2018 года по 24 августа 2018 года включительно. 4.1.2. 25-28 августа — технический перерыв перед голосованием. Работы уже не принимаются, но публикуются те, которые были присланы в последние дни Конкурса. 4.1.3. Срок, в течение которого осуществляется голосование на Сайте Конкурса: в период с 28 августа 2018 года по 31 августа 2018 года (включительно). 4.1.4. Официальное объявление Победителей и обладателей Наград осуществляется 1 сентября 2018 года. 5. Участники Конкурса, их права и обязанности 5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса. 5.2. Участником Конкурса может стать любой желающий (включая Супермодераторов и Модераторов проекта Вебсварка), за исключением Организатора конкурса (он же — Администратор проекта Вебсварка). 5.3. Каждый Участник может представить на Конкурс только одну работу (изделие), выполненную своими руками в срок его проведения. Запрещено участие сразу в 2-х номинациях, как и предоставление нескольких Конкурсных работ или работ, выполненных командой из нескольких людей. 5.4. Участники имеют права и несут обязанности, установленные действующим законодательством Российской Федерации, а также настоящими Правилами. 6. Как стать Участником Конкурса 6.1. Для того, чтобы стать Участником Конкурса, необходимо в период, указанный в п. 4.1.1. настоящих Правил, совершить следующие действия: 6.1.1. Зарегистрироваться на Сайте Конкурса (на форуме). 6.1.2. Зайти на Сайт Конкурса Конкурс сварщиков "Дачный сезон" и создать Новую тему с описанием своей конкурсной работы в соответствии с требованиями, описанными в п.7 Правил. 6.1.3. Конкурсную работу не обязательно выкладывать сразу всю целиком, можно поэтапно или по мере изготовления. 6.2. Все присланные работы проходят предварительную модерацию в срок, не превышающий 7 дней. 6.2.1. Работам присвоенным порядковый номер считаются допущенными к участию конкурса. 7. Требования к конкурсным работам 7.1. Конкурсная работа должна соответствовать названию, целям Конкурса и выбранной Номинации, Технической или Художественной. 7.1.1. Все работы, независимо от номинации, должны иметь элементы сварки и непосредственное отношение к названию конкурса. К примеру: самодельный культиватор, трактор, картофелекопалка, детская площадка(карусель, качели, ...) железная статуя-фонтан, и много ещё чего, лишь бы не противоречила правилам конкурса. 7.2. Конкурсная работа должна в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название работы). 7.2.2. Указание, на какую из 2-х Номинаций заявлена конкурсная работа. 7.2.3. Поэтапный отчет с фотографиями и текстовым описанием процесса изготовления конкурсной работы. В отчете должно присутствовать как минимум 5 фотографии (начало процесса изготовления, его середина и итоговая работа), на которых изображены: 7.2.3.1. Сама конкурсная работа (или процесс ее изготовления). 7.2.3.2. Слово «Вебсварка-конкурс» (на всех 5-ти фото!),написанное на листке бумаги или каким-то иным образом изображенное рядом с конкурсной работой. Запрещено накладывать слово, используя постобработку фотографий в любых графических редакторах. 7.2.4. Одна главная фотография со словом «Вебсварка-конкурс», которая будет использоваться в качестве иллюстрации к конкурсной работе. 7.2.5. Дополнительные фото, видео и описание работы приветствуются. 7.3. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов 8.1. Техническое направление: 8.1.1. Приз за 1-е место: Сварочный аппарат Форсаж 301 8.1.2. Приз за 2-е место: Сварочный аппарат LINCOLN PowerCRAFT 200i-ST 8.1.3. Приз за 3-е место: Сварочный аппарат Grovers ENERGY ARC 200 8.2. Художественное направление: 8.2.1. Приз за 1-е место: Сварочный аппарат KIRK ARC200 8.2.2. Приз за 2-е место: Сварочный аппарат Aurora INTER 160 8.2.3. Приз за 3-е место: Сварочный аппарат KIRK TIG160 8.3. Дополнительно один поощрительный приз FUBAG IR 160 с маской Оптима 11 9. Порядок определения Победителей и обладателей Наград 9.1. Победителей Конкурса определяет жюри, которое состоит из администрации форума и спонсора конкурса. 9.2. Выбор делается на основании субъективного мнения жюри. 9.3. При выборе победителей жюри учитывает: полноту и качество описания представленной работы; ее идею, практическую и художественную ценность; полученную реакцию пользователей форума Вебсварка, выраженную в оставленных сообщениях к конкурсной работе, а также в значении числа репутации первого сообщения конкурсной работы. 9.4. По каждому из 2-х направлений конкурса проводится отдельное голосование. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленная им Конкурсная работа может быть использована Организатором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества (использование чужих работ, махинации и пр.), Организатор оставляет за собой право не допустить Участника до Конкурса или итогового голосования, а также пересмотреть результаты голосования, если в их процессе будут выявлены факты мошеннических действий. 10.3. Администрация имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве Конкурсной работы, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленной Конкурсной работы. 11. Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на [email protected]







- 48 ответов
-
- 3
-
-
- технологии
- полуавтомат
- (и ещё 7 )
-
Правила конкурса http://websvarka.ru/talk/uploads/monthly_01_2018/post-14762-0-00848100-1517112306_thumb.png 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков "Нам здесь жить и работать" (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: Расширение и упрочнение профессионального сообщества на базе форумной площадки Websvarka.ru,реклама и продвижение новых технологий в области индивидуальной защиты сварщика,популяризация профессии «Сварщик».1.3. Конкурс проводится в сети интернет на сайте websvarka.ru в специальном разделе форума "Конкурс сварщиков "Нам здесь жить и работать" (далее- Раздел Конкурса). 2. Организатор Конкурса Форум сварщиков Вебсварка 3. Спонсор конкурса http://www.termopro.com/upload/medialibrary/59d/59dd7fe53679f6382a93d0cb3b7f174a.jpg ООО АРАМИД — предприятие по производству и разработке арамидных материалов для защиты человека 4. Сроки проведения Конкурса 4.1. Конкурс проводится в период с 1 февраля по 20 февраля 2018 года (здесь и далее — время московское). Указанный срок включает в себя: 4.1.1. Срок предоставления фотообзора для участия в Конкурсе: с 1 февраля по 20 февраля включительно. 4.1.2 Подведение итогов Конкурса состоится 23 февраля. 5. Участники Конкурса, их права и обязанности 5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса. 5.2. Участником Конкурса может стать любой пользователь форума, за исключением Организатора конкурса, Спонсора и администрации. 6. Как стать Участником Конкурса 6.1. Участником Конкурса может стать любой зарегистрированный пользователь. 6.2. Зайти в "Конкурс сварщиков "Нам здесь жить и работать" и создать Новую тему в соответствии с требованиями, описанными в п.7 Правил. 6.3. Все присланные фотообзоры проходят предварительную модерацию в срок, не превышающий 2-x дней. 6.4. По желанию, обзор может публиковаться постепенно — по ходу процесса. В этом случае он будет признан участником конкурса только после окончательного завершения и выполнения условий п.7 Правил. 7. Требования к конкурсным работам Для участия в конкурсе необходимо предоставить фотообзор места работы сварщика в размере объекта, цеха или иного формирования, в котором принимает участие сварщик (если есть возможность, то видео), также осветить общий объём работы, и то, чем конкретно занимается участник в данном коллективе, что производится, ремонтируется или строится. Желательно указать название организации, в которой трудится участник. 7.1. Конкурсный фотообзор должен соответствовать названию и целям Конкурса. 7.2. Конкурсный фотообзор должен в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название обзора). 7.2.2. Фотографии общих планов цеха, строительного объекта, или иной площадки, на которой работает сварщик. 7.2.3. Фотографии сварочного и иного технологического оборудования, используемого коллективом, в котором работает сварщик. 7.2.4. Фотографии исходного металлопроката и готовых изделий, если таковые имеются. 7.3. На фотографиях должна присутствовать металлическая пластина с буквой W, выполненная сварочным швом. Это является доказательством, что фотография сделана для конкурса. При отсутствии данного логотипа на отдельных фото, они могут быть оставлены в конкурсной теме по усмотрению организаторов, если они однозначно подтверждаются фотографиями с логотипом. 7.4. Общее количество фотографий в конкурсном фотообзоре за время проведения конкурса должно быть не менее 10 штук. 7.5. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов Главным призом является костюм сварщика от компании ООО Арамид: Размер и тип костюма определяет сам победитель конкурса. http://websvarka.ru/talk/uploads/monthly_01_2018/post-14762-0-88809300-1517126141_thumb.jpeg http://websvarka.ru/talk/uploads/monthly_01_2018/post-14762-0-38531400-1517126180_thumb.jpeg http://websvarka.ru/talk/uploads/monthly_01_2018/post-14762-0-28175700-1517126205_thumb.jpeghttp://websvarka.ru/talk/uploads/monthly_01_2018/post-14762-0-01345000-1517126207_thumb.jpeg 9. Порядок определения Победителей и обладателей Наград 9.1. Победителя Конкурса определяет администрация Вебсварки и ООО Арамид. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленный им фотообзор может быть использован Организатором и Спонсором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества, Организатор оставляет за собой право снять Участника с Конкурса. 10.3. Организатор имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве фотообзора, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленных фотографий.
-
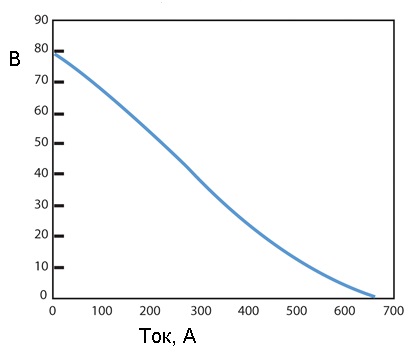
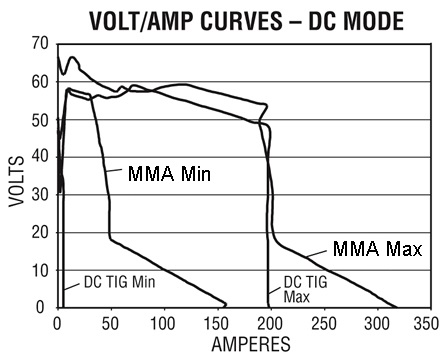
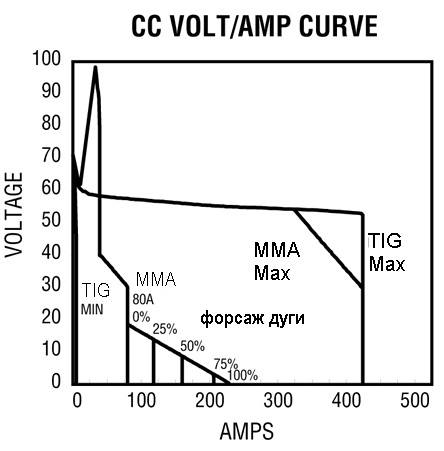
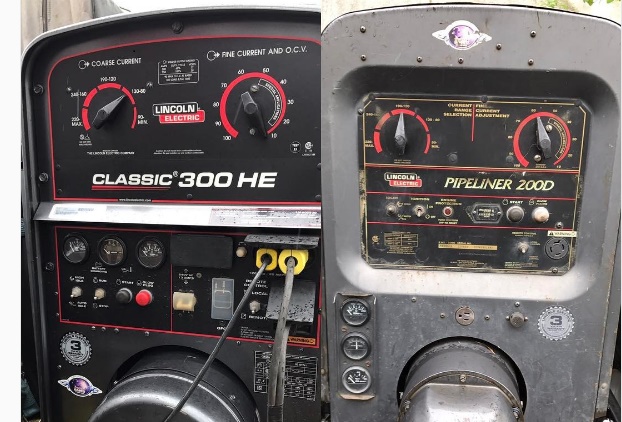
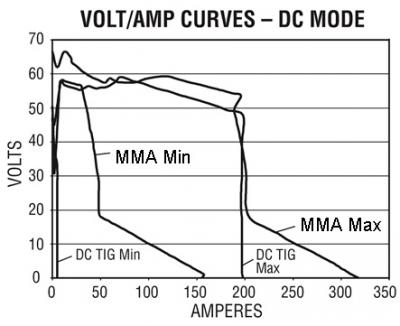
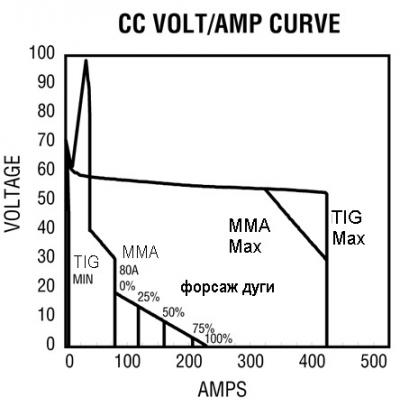
 Выбор сварочного аппарата постоянного тока (CC) DC для целей обучения. Понимание индивидуальности сварочного аппарата постоянного тока (CC) означает успешный или неудачный тест на сварку, или приводит к различию между студентом, который сделает карьеру в сфере сварки, и тем, кто может отказаться от профессии, разочаровавшись в результатах. Узнайте, как читать кривую ВАХ (вольт-амперной характеристики) и выбрать подходящий сварочный аппарат для целей обучения. Реальная история: молодой подмастерье (назовем его Джо) сдавал тесты для работы сварщиком штучными покрытыми электродами (ММА) на трубопроводах, используя незнакомое оборудование. Джо провалил несколько тестов подряд, чего никогда раньше не было. Это вина Джо? Он недостаточно занимался? Нет, Джо делал все правильно, но выбрал для этого неподходящее оборудование. Инструктор заметил неприятности Джо и поставил его на другую сварочную машину, и его следующий шов был безупречен. То, на что Джо и многие другие не обращали внимания, является двумя разными особенностями («характерами») сварочных аппаратов постоянного тока. Вы можете много узнать об особенностях аппарата, посмотрев на его вольт-амперную кривую, «свидетельство о рождении» сварочника: 1. Сварочные аппараты для сварки штучными электродами (ММА), которые могут сваривать TIG. Примером такого типа сварочного аппарата может быть генератор постоянного тока, блок типа магнитного усилителя «8 шт» или традиционный сварочный аппарат с большим механическим реостатом для контроля силы тока. Старые сварщики называют эти машины «спусками» (“drooper”) из-за формы их ВАХ (см. рис.1). Рисунок 1 – Наклонная ВАХ традиционного блока ММА (который также может сваривать TIG) позволяет оператору контролировать выход тепла и форму сварного шва путем манипулирования электродом. 2. Сварочные аппараты TIG, которые «могут сваривать ММА». Они имеют падающую ВАХ постоянного тока (см. рис. 2). Примером такого типа сварочного аппарата может служить обычная машина TIG (Джо выбрал аппарат этого типа для сварки электродом E7018). Рисунок 2 – Обратите внимание на то, что кривая ВАХ на этом современном сварочном аппарате TIG почти вертикальна. Сила тока будет оставаться постоянной, даже если оператор меняет напряжение (длину дуги). Есть также сварочные аппараты, одинаково хорошо работающие в режимах TIG и MMA, в них часто используется технология инвертора (Джо использовал инвертор для проведения теста на сварку). Сварочные аппараты подобного типа могут формировать как диагональные, так и вертикальные ВАХ (рис.3). Рисунок 3 - ВАХ инвертора, «изменяющего свойства», при переключении режимов ММА и TIG. Также обратите внимание на то, как проценты для управления силой дуги (форсаж дуги) увеличивают силу тока при падении напряжения. Чтение кривой ВАХ Чтобы интерпретировать кривую ВАХ, нужно понимать взаимосвязь между длиной дуги и напряжением. Основным фактом процесса дуговой сварки является то, что по мере увеличения длины дуги напряжение увеличивается. По мере уменьшения длины дуги напряжение падает. Производители разрабатывают сварочные аппараты для сварки таким образом, что, когда оператор меняет длину дуги, сила тока противоположна напряжению. Если оператор уменьшает длину дуги (понижает напряжение), ток увеличивается. Если оператор увеличивает длину дуги (увеличивает напряжение), ток уменьшается. В сочетании с этой информацией, еще одним основным фактом, который операторы должны помнить, является то, что напряжение представляет собой электрическое давление. Давление (напряжение) контролирует высоту и ширину сварного шва, в то время как сила тока контролирует проникновение. Вооруженные этими знаниями, повторите анализ Рис. 1. Опытные сварщики ММА знают, что «вытягивание длинной дуги» (увеличение напряжения при понижении силы тока) позволяет им создавать плоский широкий бортик с неглубоким проникновением. Длинная дуга также заставляет сварочную ванну быстрее затвердевать, поскольку она снижает общее количество энергии. И наоборот, приближение электрода к соединению (увеличение силы тока при понижении напряжения) создает более узкий шов, более глубокое проникновение и более жидкую (более горячую) сварочную ванну. Таким образом, сварочные аппараты ММА с характеристиками «drooper» (пологой ВАХ) позволяют оператору контролировать качество и внешний вид сварного шва, манипулируя электродом. Тем не менее, этот сварочный аппарат, идеально подходящий для сварки штучными электродами ММА, плохо подходит для TIG (ниже среднего). Представьте, что вы свариваете наружный угол на нержавеющей стали 18-калибра. Если по какой-либо причине вы сократите длину дуги (более низкое напряжение), «сварочный аппарат для сварки, который может сваривать TIG», будет пытаться поддерживать общую выходную мощность (Вт) за счет увеличения силы тока - и что дополнительная сила тока (проникновение) может прожечь дыру в тонком материале. По этой причине производители изготавливают сварочные аппараты «только для TIG», так что изменения напряжения не влияют на ток. Как видно на рис. 2, такой аппарат обеспечивает вертикально падающую ВАХ. Он удерживает постоянную силу тока независимо от напряжения (длины дуги), что и привело к провалу Джо во время его испытания на сварку ММА. Джо, возможно, был лучшим в мире сварщиком, но «машина TIG, способная варить ММА» просто не могла правильно реагировать на манипуляции Джо электродом. Производители обычных сварочных аппаратов TIG/ММА преодолели некоторые из этих ограничений, добавив функцию форсаж дуги (более подробно о ней – ниже). Тем не менее, во многих учебных заведениях есть более старое оборудование TIG без этой функции или, если у них есть современное оборудование, не все понимают, как использовать форсаж дуги. В любом случае, ученики находятся в невыгодном положении, когда учатся сваривать ММА. Кроме того, TIG-специфические аппараты имеют более сложные элементы управления, которые могут запутать начинающих. Наконец, несмотря на то, что многие сварщики работают очень хорошо, они просто не могут победить преимущества и эффективность новых технологий. Выбор правильного сварочного аппарата Инверторная технология позволяет производителям создавать сварочные аппараты с «несколькими характерами», с ВАХ как на рис. 3. В принципе, поскольку характер ВАХ контролируется с помощью микропроцессоров и высокоскоростных токовых коммутационных устройств, инвертор может создавать практически любой вид ВАХ. Короче говоря, инверторы могут выполнять все сварочные процессы одинаково хорошо. Для многих объектов преобразователь постоянного тока CC/CV с выходной мощностью 350 ампер при 60-процентном рабочем цикле отвечает большинству потребностей в сварке. Этот тип устройств (например, инвертор Miller XMT® 350 CC/CV) позволяет обучать студентов сварке электродами (ММА) и сварке TIG в широком спектре применений, а также обучать студентов процессам MIG и сваркой под флюсом. Обратите внимание, что для TIG-специфического обучения и сварки AC TIG на цветных металлах инвертор AC/DC TIG, такой как Dynasty® 350, обеспечивает максимальную гибкость. Чтобы помочь инструкторам выбрать лучший набор оборудования, Miller предлагает рекомендации по выбору учебного оборудования на веб-странице инструкторов по сварке, MillerWelds.com/instructors. Miller обычно рекомендует инверторы, потому что они обеспечивают школам несколько преимуществ: · Это тип технологии сварки, которую принимает индустрия, поэтому имеет смысл обучать студентов оборудованию, которое они будут использовать профессионально. · Инверторы составляют примерно одну пятую размера и веса обычных сварочных аппаратов, они занимают очень мало места, что немаловажно. · Некоторые инверторы предлагают возможность подключения к одно- или трехфазному питанию в широких диапазонах первичного напряжения (например, от 115 до 460 или от 190 до 630 В переменного тока). Кроме того, инверторы потребляют ток значительно меньшей величины, позволяя подключать больше сварщиков к питанию. Самое главное, инвертор предлагает расширенные средства управления дугой, которые позволяют учащимся быстрее освоиться. Инвертор может сделать хорошего сварщика из среднего ученика, позволяя отличным студентам выявить свой полный потенциал. Расширенное управление дугой Для обеспечения оператора дополнительным управлением дугой, продвинутые сварочные аппараты постоянного тока предлагают функцию контроля форсажа дуги. Эта функция позволяет операторам адаптировать форму ВАХ для лучшего соответствия различным конфигурациям стыков и типам электродов, и она может создавать дугу, которую опытные операторы описывают как «мягкую и эластичную» или «жесткую и направляющую». Рисунок 4 – Увеличение силы дуги облегчает для этого сварщика труб хорошее проникновение на открытом корневом проходе с электродом E6010. При нормальных условиях сварки электродом и длине дуги ее напряжение составляет примерно 20 вольт. Однако некоторые сварочные ситуации требуют более короткой длины дуги, например, когда оператор должен подталкивать стержень в плотный угол или в глубокий скос открытого корневого соединения. В этих ситуациях электроды, как известно, склонны «прилипать» (например, напряжение падает настолько низко, что дуга гаснет сама). Управление форсажем дуги преодолевает эту проблему за счет увеличения тока, когда уровни напряжения опускаются ниже примерно 20 вольт (см. Рис.3). Повышение тока увеличивает общую мощность, удерживает сварочную ванну расплавленной, предотвращая прилипание электрода и облегчая работу сварщика (оператора). Следует помнить, что инверторы могут настраивать сварочный выходной ток тысячи раз в секунду. Таким образом, скорость человеческой руки, толкающей электрод, ничто по сравнению со скоростью микропроцессора! Работа с новейшими современными сварочными аппаратами подобна счету на компьютере в сравнении с обычными счетами. Для школ и учебных центров, которые хотят преподавать сварку ММА, TIG и MIG*, выбор правильной машины может означать разницу между тем, чтобы помочь студентам стать успешными как можно быстрее или выйти из программы сварки в расстройстве. В целом индустрия отчаянно нуждается в том, чтобы добавить в свои ряды более квалифицированных операторов сварки. Мы обязаны предоставить студентам и стажерам инструменты, которые помогут им добиться успеха. * Не забывайте о многопроцессных сварочных аппаратах CC/CV, которые обеспечивают питание для ММА, TIG, MIG, флюса и воздушной дуги. Рисунок 5 – Об авторе. После ухода из военно-морского флота США, где он работал по контракту на подводной лодке, Нил Борхерт присоединился к Miller Electric Mfg. Co. в 1977 году и 12 лет проработал в качестве инструктора. Сегодня, будучи менеджером по развитию бизнеса, он широко работает со школами и учебными заведениями. Настройка дуги У каждого сварщика есть свои представления о том, как настраивать форсаж дуги, который регулируется ручкой на передней панели машины. Некоторые общие рекомендации заключаются в следующем: Для открытых корневых швов на пластине или трубе обычно выбирается электрод XX10 (6010) или XX11 (6011) для первого прохода. Во время этого прохода оператор пытается достичь полного проникновения. Путем добавления управления дугой, обычно к верхнему краю шкалы (скажем, 5 или 6 из 10), оператор может управлять силой тока (пробиванием) по длине дуги. Для более глубокого проникновения просто уменьшите длину дуги, вставив электрод в соединение. В этот момент - и только в этот момент - управление силой дуги активируется и обеспечивает необходимый импульс тока. Повторяем: операторы будут испытывать изменение дуги только тогда, когда они уменьшают длину дуги до точки, где уровни напряжения опускаются ниже 20 вольт на большинстве машин. Для электродов, не используемых на открытых сварных швах, увеличьте форсаж дуги до того момента, когда электроды не прилипают во время сварки (возможно, 2-5 по шкале от 1 до 10). Если вы пользуетесь режимом TIG, установите форсаж дуги на ноль или выключите его (если у вас сварочный аппарат с отдельными настройками для TIG и ММА, это не будет иметь никакого значения). Обычно аппарат отключает управление дугой при переключении в режим TIG. Оригинал на английском: Selecting a Constant Current (CC) DC Welder for Training Purposes
Выбор сварочного аппарата постоянного тока (CC) DC для целей обучения. Понимание индивидуальности сварочного аппарата постоянного тока (CC) означает успешный или неудачный тест на сварку, или приводит к различию между студентом, который сделает карьеру в сфере сварки, и тем, кто может отказаться от профессии, разочаровавшись в результатах. Узнайте, как читать кривую ВАХ (вольт-амперной характеристики) и выбрать подходящий сварочный аппарат для целей обучения. Реальная история: молодой подмастерье (назовем его Джо) сдавал тесты для работы сварщиком штучными покрытыми электродами (ММА) на трубопроводах, используя незнакомое оборудование. Джо провалил несколько тестов подряд, чего никогда раньше не было. Это вина Джо? Он недостаточно занимался? Нет, Джо делал все правильно, но выбрал для этого неподходящее оборудование. Инструктор заметил неприятности Джо и поставил его на другую сварочную машину, и его следующий шов был безупречен. То, на что Джо и многие другие не обращали внимания, является двумя разными особенностями («характерами») сварочных аппаратов постоянного тока. Вы можете много узнать об особенностях аппарата, посмотрев на его вольт-амперную кривую, «свидетельство о рождении» сварочника: 1. Сварочные аппараты для сварки штучными электродами (ММА), которые могут сваривать TIG. Примером такого типа сварочного аппарата может быть генератор постоянного тока, блок типа магнитного усилителя «8 шт» или традиционный сварочный аппарат с большим механическим реостатом для контроля силы тока. Старые сварщики называют эти машины «спусками» (“drooper”) из-за формы их ВАХ (см. рис.1). Рисунок 1 – Наклонная ВАХ традиционного блока ММА (который также может сваривать TIG) позволяет оператору контролировать выход тепла и форму сварного шва путем манипулирования электродом. 2. Сварочные аппараты TIG, которые «могут сваривать ММА». Они имеют падающую ВАХ постоянного тока (см. рис. 2). Примером такого типа сварочного аппарата может служить обычная машина TIG (Джо выбрал аппарат этого типа для сварки электродом E7018). Рисунок 2 – Обратите внимание на то, что кривая ВАХ на этом современном сварочном аппарате TIG почти вертикальна. Сила тока будет оставаться постоянной, даже если оператор меняет напряжение (длину дуги). Есть также сварочные аппараты, одинаково хорошо работающие в режимах TIG и MMA, в них часто используется технология инвертора (Джо использовал инвертор для проведения теста на сварку). Сварочные аппараты подобного типа могут формировать как диагональные, так и вертикальные ВАХ (рис.3). Рисунок 3 - ВАХ инвертора, «изменяющего свойства», при переключении режимов ММА и TIG. Также обратите внимание на то, как проценты для управления силой дуги (форсаж дуги) увеличивают силу тока при падении напряжения. Чтение кривой ВАХ Чтобы интерпретировать кривую ВАХ, нужно понимать взаимосвязь между длиной дуги и напряжением. Основным фактом процесса дуговой сварки является то, что по мере увеличения длины дуги напряжение увеличивается. По мере уменьшения длины дуги напряжение падает. Производители разрабатывают сварочные аппараты для сварки таким образом, что, когда оператор меняет длину дуги, сила тока противоположна напряжению. Если оператор уменьшает длину дуги (понижает напряжение), ток увеличивается. Если оператор увеличивает длину дуги (увеличивает напряжение), ток уменьшается. В сочетании с этой информацией, еще одним основным фактом, который операторы должны помнить, является то, что напряжение представляет собой электрическое давление. Давление (напряжение) контролирует высоту и ширину сварного шва, в то время как сила тока контролирует проникновение. Вооруженные этими знаниями, повторите анализ Рис. 1. Опытные сварщики ММА знают, что «вытягивание длинной дуги» (увеличение напряжения при понижении силы тока) позволяет им создавать плоский широкий бортик с неглубоким проникновением. Длинная дуга также заставляет сварочную ванну быстрее затвердевать, поскольку она снижает общее количество энергии. И наоборот, приближение электрода к соединению (увеличение силы тока при понижении напряжения) создает более узкий шов, более глубокое проникновение и более жидкую (более горячую) сварочную ванну. Таким образом, сварочные аппараты ММА с характеристиками «drooper» (пологой ВАХ) позволяют оператору контролировать качество и внешний вид сварного шва, манипулируя электродом. Тем не менее, этот сварочный аппарат, идеально подходящий для сварки штучными электродами ММА, плохо подходит для TIG (ниже среднего). Представьте, что вы свариваете наружный угол на нержавеющей стали 18-калибра. Если по какой-либо причине вы сократите длину дуги (более низкое напряжение), «сварочный аппарат для сварки, который может сваривать TIG», будет пытаться поддерживать общую выходную мощность (Вт) за счет увеличения силы тока - и что дополнительная сила тока (проникновение) может прожечь дыру в тонком материале. По этой причине производители изготавливают сварочные аппараты «только для TIG», так что изменения напряжения не влияют на ток. Как видно на рис. 2, такой аппарат обеспечивает вертикально падающую ВАХ. Он удерживает постоянную силу тока независимо от напряжения (длины дуги), что и привело к провалу Джо во время его испытания на сварку ММА. Джо, возможно, был лучшим в мире сварщиком, но «машина TIG, способная варить ММА» просто не могла правильно реагировать на манипуляции Джо электродом. Производители обычных сварочных аппаратов TIG/ММА преодолели некоторые из этих ограничений, добавив функцию форсаж дуги (более подробно о ней – ниже). Тем не менее, во многих учебных заведениях есть более старое оборудование TIG без этой функции или, если у них есть современное оборудование, не все понимают, как использовать форсаж дуги. В любом случае, ученики находятся в невыгодном положении, когда учатся сваривать ММА. Кроме того, TIG-специфические аппараты имеют более сложные элементы управления, которые могут запутать начинающих. Наконец, несмотря на то, что многие сварщики работают очень хорошо, они просто не могут победить преимущества и эффективность новых технологий. Выбор правильного сварочного аппарата Инверторная технология позволяет производителям создавать сварочные аппараты с «несколькими характерами», с ВАХ как на рис. 3. В принципе, поскольку характер ВАХ контролируется с помощью микропроцессоров и высокоскоростных токовых коммутационных устройств, инвертор может создавать практически любой вид ВАХ. Короче говоря, инверторы могут выполнять все сварочные процессы одинаково хорошо. Для многих объектов преобразователь постоянного тока CC/CV с выходной мощностью 350 ампер при 60-процентном рабочем цикле отвечает большинству потребностей в сварке. Этот тип устройств (например, инвертор Miller XMT® 350 CC/CV) позволяет обучать студентов сварке электродами (ММА) и сварке TIG в широком спектре применений, а также обучать студентов процессам MIG и сваркой под флюсом. Обратите внимание, что для TIG-специфического обучения и сварки AC TIG на цветных металлах инвертор AC/DC TIG, такой как Dynasty® 350, обеспечивает максимальную гибкость. Чтобы помочь инструкторам выбрать лучший набор оборудования, Miller предлагает рекомендации по выбору учебного оборудования на веб-странице инструкторов по сварке, MillerWelds.com/instructors. Miller обычно рекомендует инверторы, потому что они обеспечивают школам несколько преимуществ: · Это тип технологии сварки, которую принимает индустрия, поэтому имеет смысл обучать студентов оборудованию, которое они будут использовать профессионально. · Инверторы составляют примерно одну пятую размера и веса обычных сварочных аппаратов, они занимают очень мало места, что немаловажно. · Некоторые инверторы предлагают возможность подключения к одно- или трехфазному питанию в широких диапазонах первичного напряжения (например, от 115 до 460 или от 190 до 630 В переменного тока). Кроме того, инверторы потребляют ток значительно меньшей величины, позволяя подключать больше сварщиков к питанию. Самое главное, инвертор предлагает расширенные средства управления дугой, которые позволяют учащимся быстрее освоиться. Инвертор может сделать хорошего сварщика из среднего ученика, позволяя отличным студентам выявить свой полный потенциал. Расширенное управление дугой Для обеспечения оператора дополнительным управлением дугой, продвинутые сварочные аппараты постоянного тока предлагают функцию контроля форсажа дуги. Эта функция позволяет операторам адаптировать форму ВАХ для лучшего соответствия различным конфигурациям стыков и типам электродов, и она может создавать дугу, которую опытные операторы описывают как «мягкую и эластичную» или «жесткую и направляющую». Рисунок 4 – Увеличение силы дуги облегчает для этого сварщика труб хорошее проникновение на открытом корневом проходе с электродом E6010. При нормальных условиях сварки электродом и длине дуги ее напряжение составляет примерно 20 вольт. Однако некоторые сварочные ситуации требуют более короткой длины дуги, например, когда оператор должен подталкивать стержень в плотный угол или в глубокий скос открытого корневого соединения. В этих ситуациях электроды, как известно, склонны «прилипать» (например, напряжение падает настолько низко, что дуга гаснет сама). Управление форсажем дуги преодолевает эту проблему за счет увеличения тока, когда уровни напряжения опускаются ниже примерно 20 вольт (см. Рис.3). Повышение тока увеличивает общую мощность, удерживает сварочную ванну расплавленной, предотвращая прилипание электрода и облегчая работу сварщика (оператора). Следует помнить, что инверторы могут настраивать сварочный выходной ток тысячи раз в секунду. Таким образом, скорость человеческой руки, толкающей электрод, ничто по сравнению со скоростью микропроцессора! Работа с новейшими современными сварочными аппаратами подобна счету на компьютере в сравнении с обычными счетами. Для школ и учебных центров, которые хотят преподавать сварку ММА, TIG и MIG*, выбор правильной машины может означать разницу между тем, чтобы помочь студентам стать успешными как можно быстрее или выйти из программы сварки в расстройстве. В целом индустрия отчаянно нуждается в том, чтобы добавить в свои ряды более квалифицированных операторов сварки. Мы обязаны предоставить студентам и стажерам инструменты, которые помогут им добиться успеха. * Не забывайте о многопроцессных сварочных аппаратах CC/CV, которые обеспечивают питание для ММА, TIG, MIG, флюса и воздушной дуги. Рисунок 5 – Об авторе. После ухода из военно-морского флота США, где он работал по контракту на подводной лодке, Нил Борхерт присоединился к Miller Electric Mfg. Co. в 1977 году и 12 лет проработал в качестве инструктора. Сегодня, будучи менеджером по развитию бизнеса, он широко работает со школами и учебными заведениями. Настройка дуги У каждого сварщика есть свои представления о том, как настраивать форсаж дуги, который регулируется ручкой на передней панели машины. Некоторые общие рекомендации заключаются в следующем: Для открытых корневых швов на пластине или трубе обычно выбирается электрод XX10 (6010) или XX11 (6011) для первого прохода. Во время этого прохода оператор пытается достичь полного проникновения. Путем добавления управления дугой, обычно к верхнему краю шкалы (скажем, 5 или 6 из 10), оператор может управлять силой тока (пробиванием) по длине дуги. Для более глубокого проникновения просто уменьшите длину дуги, вставив электрод в соединение. В этот момент - и только в этот момент - управление силой дуги активируется и обеспечивает необходимый импульс тока. Повторяем: операторы будут испытывать изменение дуги только тогда, когда они уменьшают длину дуги до точки, где уровни напряжения опускаются ниже 20 вольт на большинстве машин. Для электродов, не используемых на открытых сварных швах, увеличьте форсаж дуги до того момента, когда электроды не прилипают во время сварки (возможно, 2-5 по шкале от 1 до 10). Если вы пользуетесь режимом TIG, установите форсаж дуги на ноль или выключите его (если у вас сварочный аппарат с отдельными настройками для TIG и ММА, это не будет иметь никакого значения). Обычно аппарат отключает управление дугой при переключении в режим TIG. Оригинал на английском: Selecting a Constant Current (CC) DC Welder for Training Purposes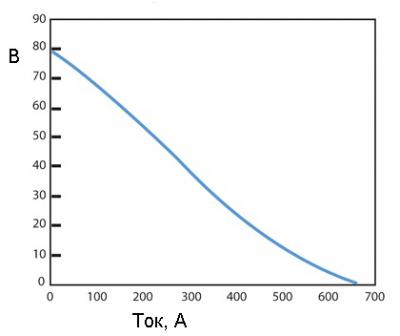

-
Добрый день всем! Есть в хозяйстве два аппарата САИ-200 ТСС старой версии на MOSFET который трудится по сей день. Решил купить еще такой же, но обнаружил что сменилась линейка. Есть ли на форуме обладатели этих аппаратов? Отзовитесь пожалуйста! Интересует прежде всего качество сборки аппаратов, соответствие заявленным характеристикам и как бы сказать "комфортность" по сравнению со старыми версиями. Старые аппараты очень нравятся неприхотливостью и "мягкой" сваркой (простите за .... ) Перекурив практически все сварочные форумы рунета, не нашел вообще информации по данным аппаратам. Есть ли на форуме обладатели этих аппаратов? С уважением http://i94.fastpic.ru/thumb/2017/0526/50/440f54403fe8673fa27537de681c4f50.jpeg
-

Напряжение холостого хода, arc force, форсаж дуги.
psi опубликовал тема в Ручная дуговая сварка — ММA
и так начнем с того что все то меня заинтриговало как влияет хх в рдс и плавно перетекло в кучу инфы=) так же скажу что форсаж дуги или arcforce - это не антиприлипание электрода, вернее скорей как уже вытекающий результат, главная функция это жесткость (дросселирование индукция называйте как хотите) проще наверно было видео запилить но не умею я (есть у нас ютюберы, сделайте а=) ), да и откорректировать можно или пояснить моменты. вопрос с к админам можно будет изменять первый пост? так как все дописывать буду. начну с маркировок электродов ГОСТ: Э46-МР3С -Ф-УД на территории бывшего СССР Е 431(3) -РЦ13 ISO: E433R11 международный EN: E38AR12 европа (великобритания) AWS: E6013 американский (популярный щас) DIN: E380RC11 немецкий стандарт а это так поржать, посмотрите как они марку "мр3с" расшифровывают и другие электроды во всех есть сходство кстати и в современном мире надо уметь читать их. так же не по теме есть электроды ESAB OK 48.00 Ф5 так вот опытные сварщики знают что Ф5 и более варят только в нижнем и лодочку, и стандартной маркировке это указано цифрой, но рисунки со стрелками говорят о всех кроме сверху вниз=) в госте нас интересует цифра красного цвета. в остальных, кроме AWS, последняя цифра. у амереканце там сложнее. комбинация двух цифр указывает на тип, толщину и вид электродов по роду и полярности сварочного тока. смотрим циферки и видим ток постоянный обратной полярности (для любителей кабель перекинуть) или переменный 50 вольт + - 5 вольт дальше больше. хх должен быть не меньше 50 вольт для постоянки играет роль только 50 вольт, а вот для переменке эти +-5 вольт. для корректировки жесткости дуги, так как ток имеет синусоиду и постоянно пересекает нулевую отметку. в постоянке этого нет там есть форсаж дуги=) но многие скажут что нет сварочных трансформаторов с регулировкой вольтажа. есть но у нас не нашел, а у амерекосов-трубачей (многие любят именно эту модель) есть=) теперь как пользоваться этим форсажем. конкретных настроек для него нет и не может быть. они индивидуальны. разделим электроды на управляемые и неуправляемые. пример 1 у вас инвертор с регулировкой форсажа. варим трубу не поворот. электроды рутил или рутил-целлюлоз. в основном варят с отрывом. но можно без, для этого форсаж в минус и ток допустим для ok46.00 Ф3 я ставил 60-70 ампер. ванна держится а если вплюс то прям сопли вытекаю. пример 2 у вас инвертор с регулировкой форсажа электроды также ток такой же, но угловое нижнее бывает шлак натекает на ванну и поры шлак в шве... можно добавить ампераж, но тогда чешуя шва будет грубее. пример 3 у вас инвертор с регулировкой форсажа но электроды озл-8. варите и у вас на малых токах дугу как бы забивает металлом электрода (он тягучей) и переносится крупными каплями, форсаж в плюс до того момента пока не начнет разбивать эти капли в столбе дуги. пример 4 у вас инвертор с регулировкой форсажа электроды озч-4 на них шлак перенаправляет дугу. и она не горит куда надо опять форсаж в плюс. кстати про горячий старт вспомнил он нужен не для провара (опять это как второстипенная функция) начала шва, а для исключения порообразования. а именно с основным покрытием. когда варят неповорот трубу то тока занижают 10-15% что не есть хорошо для горения обмазки. толи полевой шпак толи что то еще должно в электрическом столбе разлагаться на ионы и они там удаляют водород из шва.... но это химия и про нее я мало что нашел=) плюсы минусы переменки постоянки переменка нет магнитного дутья, регулировка частоты и формы волны. одинаковое тепловложение (баланс) на изделие и электрод, что есть лучше в разных пространственных положениях постоянка возможность сварки основным покрытием, без добавок как у нас (за бугром не любят его, не умеют наверно=) ). что есть положительно к удалению водорода и сварки холодоустойчивых сталей. но если к переменке приделать цифровое управление то получается она более тонкая настройка. на ней баланс можно менять, форму волны менять, частоту менять, временный баланс менять, пульс еще приделать можно=) пример 5 у вас инвертор с регулировкой форсажа плюс электроды рутил-целлюлоз или целлюлоз, форсаж в плюс чтобы при сварки сверху вниз разносил шлак и он не затекал на дугу если разбираться в расшифровке электродов, то как многие привыкли принимать, марка электродов что есть "мр3" "уони" и т.д. не является показателем вольтамперной характеристикой и типом покрытия, а так же типом электрода (прочностным качествам) расписывать не буду более подробно можно почитать, сравнить и найти различия тут пример 6 всеми известные МР3 они есть МР3С, МР3Р покрытие меняется. пример 7 уони 13/55 уонии 13/55 и такие жу с пристакой У, К и Р. типы разные (прочностные свойства) пример 8 чем отличаются МР3 (стандартный рутил) от УОНИ 13/45. вроде бы не чем кроме обмазки, типы одинаковые (прочностные свойства) оба э46. но есть такая вещь как группа индексов Е 41 2(4) - Б 20 так вот циферка 4 в уони и 3 в мр3. а означает она гарантированные прочностные свойства при -40 (для уони) и -20 для Мр так что кто на севере не варите металлоконструкции, мр в Краснодаре можно=) и отсюда ответ почему в жкх можно мр а в газопроводе нет. так как где вода там полюбому плюс чуть позже (завтра наверно) разберу свою помойку в голове и наверно дополню. если кому что не понятно или есть вопросы. спрашивайте=) мне так проще с ориентироватся будет про что написать

- 400 ответов
-
- 8
-
-
- технологии
- схемы
- (и ещё 4 )
-
Приходиться писать в эту тему. Благодаря Роману из Екатеринбурга я приобрел вот такой аппаратик. Пока не подключал, только забрал с ТК. Еще один в заначке есть по смешной цене. Кому интересно - пишите в личку.





- 49 ответов
-
- 11
-
-
- полуавтомат
- инвертор
- (и ещё 2 )
-
Кто, что знает про эти аппараты. Ясно, что китай. Интересны реальные пользователи. https://www.620131.ru/catalog/svarochnye_poluavtomaty_mig_mag/mig_350pw_master_kn_poluavtomat_svarochnyy_invertornyy/

-

Jasic он же Сварог 145. Тест на максимальный ток.
morgmail опубликовал тема в Обзоры, тесты и отзывы
У меня был такой в пользование лет 7 назад. https://www.youtube.com/watch?v=TFC8z6oP22A https://www.youtube.com/watch?v=SWHQxKVXvhM- 15 ответов
-
- 13
-
-
Правила конкурса сварщиков "Подарок себе"
Миротворец опубликовал тема в Конкурс сварщиков «Подарок себе»
1. Общие положения 1.1. Название конкурса: Конкурс сварщиков «Подарок себе» (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: выявление и поощрение индивидуальных навыков Участников Конкурса при создании любого металлосварного изделия на свободную тему (что-то, что вас вдохновляет и радует, что вы хотели бы принять в подарок или подарить сами себе);поддержка творческого самовыражения, а также демонстрация практических навыков Участников Конкурса;популяризация профессии «Сварщик».1.3. Конкурс проводится в сети интернет на сайте websvarka.ru в специальном разделе форума websvarka.ru/talk/forum/72/ (далее – Сайт Конкурса). 2. Организатор Конкурса 2.1. Организатором Конкурса форум сварщиков Вебсварка. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, пишите в текущей теме, личным сообщением @Миротворец (для зарегистрированных пользователей) или по электронной почте на адрес [email protected]. 3. Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки. 4. Сроки проведения Конкурса 4.1. Конкурс проводится в период с 24 декабря 2016 года по 31 января 2017 года (здесь и далее — время московское). Указанный срок включает в себя: 4.1.1. Срок предоставления работ для участия в Конкурсе: с 24 декабря 2016 года по 26 января 2017 года включительно, время московское. 4.1.2. Официальное объявление Победителей и обладателей Наград осуществляется 31 января 2017 года в 12:00. 5. Участники Конкурса, их права и обязанности 5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса. 5.2. Участником Конкурса может стать любой активный пользователь форума, за исключением Организатора конкурса и администратора проекта Вебсварка. 5.3. Каждый Участник может представить на Конкурс только одну работу (изделие). 6. Как стать Участником Конкурса 6.1. Для того, чтобы стать Участником Конкурса, необходимо в период, указанный в п.4.1.1. настоящих Правил, совершить следующие действия: 6.1.1. Зарегистрироваться на Сайте Конкурса (на форуме). 6.1.2. Зайти на Сайт Конкурса (раздел о конкурсе) и создать Новую тему с описанием своей конкурсной работы в соответствии с требованиями, описанными в п.7 Правил. 6.2. Все присланные работы проходят предварительную модерацию в срок, не превышающий 2-x дней. Допускается поэтапное исполнении работы, но в этом случае ей присваивается номер б/н до полного завершения работы.. Всем работам прошедшим модерацию и допущенным к конкурсу присваивается порядковый номер работы. Если по завершению приёма работ ей не присвоен номер, то такая работа считается не допущенной к голосованию жюри и выбывает с конкурса. 7. Требования к конкурсным работам 7.1. Конкурсная работа должна соответствовать названию и целям Конкурса. 7.2. Конкурсная работа должна в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название работы). 7.2.2. Поэтапный отчет (не менее 3 этапов) с текстовым описанием и фотографиями процесса изготовления конкурсной работы. В отчете должно присутствовать как минимум 3 фотографии (начало процесса изготовления, его середина и итоговая работа), на которых изображены: - Сама конкурсная работа (или процесс ее изготовления). - Фраза «Вебсварка и ЭСАБ» (на всех 3-х фото!), написанное на листке бумаги или каким-то иным образом изображенное рядом с конкурсной работой. Запрещено накладывать слово, используя постобработку фотографий в любых графических редакторах. + Одна главная фотография с фразой «Вебсварка и ЭСАБ», которая будет использоваться в качестве иллюстрации к конкурсной работе. - Приветствуется наличие в конкурсной работе описания и дополнительных фотографий процесса изготовления изделия, желательно с применением продукции ЭСАБ и желательно фраза на всех дополнительных фотографиях «Вебсварка и ЭСАБ», написанное на листке бумаги или каким-то иным образом изображенное рядом с конкурсной работой для избежания недопонимания между участником конкурса и организатором. 7.3. К участию в Конкурсе не допускаются работы, заявленные на другие конкурсы (включая Вебсварку) и изготовленные до проведения конкурса. 7.4. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов Один приз 1-й категории: Мультипроцессный сварочный аппарат ESAB Rebel Два приза 2-й категории: Инверторный сварочный аппарат ESAB Buddy Arc 180 3 приза 3-й категории (комплект): Сварочная маска ESAB Aristo Tech HD 5-13 и Сварочные перчатки Heavy Duty Regular (Цвет масок может отличаться) 9. Порядок определения Победителей и обладателей Наград 9.1. Победителей Конкурса определяет жюри, которое состоит из Спонсора и Организатора конкурса. 9.2. Выбор делается на основании субъективного мнения жюри. 9.3. При выборе победителей жюри учитывает: полноту и качество описания представленной работы; ее идею, практическую и художественную ценность; полученную реакцию пользователей форума Вебсварка, выраженную в оставленных сообщениях к конкурсной работе, а также в значении числа репутации первого сообщения конкурсной работы. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленная им Конкурсная работа может быть использована Организатором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества, Организатор оставляет за собой право не допустить Участника до Конкурса. 10.3. Организатор имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса.



- 272 ответа
-
- 18
-
-
Пощупал очередного китайчика, подробности на видео. - https://www.youtube.com/watch?v=cyNhZ9Rp7-g
- 59 ответов
-
- 16
-
-
 Вожусь дома с проводкой. Ну а так как лучшее соединение провода это сварка, то вот такую красоту, просто не мог не выложить Параметры такие: 3-провода на 2.5 квадрата - 180 ампер, время импульса 0.15 секунды. 2-провода на 2.5 квадрата - 120 ампер, время импульса 0.15 секунды. 3-провода на 1.5 квадрата - 49 ампер, время импульса 0.15 секунды.
Вожусь дома с проводкой. Ну а так как лучшее соединение провода это сварка, то вот такую красоту, просто не мог не выложить Параметры такие: 3-провода на 2.5 квадрата - 180 ампер, время импульса 0.15 секунды. 2-провода на 2.5 квадрата - 120 ампер, время импульса 0.15 секунды. 3-провода на 1.5 квадрата - 49 ампер, время импульса 0.15 секунды.
- 19 ответов
-
- 12
-