круазик
-
Постов
4 946 -
Зарегистрирован
-
Посещение
-
Победитель дней
203
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент круазик
-
Любопытный факт.В одной западной стране, в МО. изъяли все компьютеры и закупили пишущие машинки, после произошедшего взлома.
-
@тор, Нет, это не защита от протирания.
-
Принесли радиатор отремонтировать. После визуального осмотра увидел такое.Заводское исполнение( информацию по радиатору нашёл),после, аккуратно удалил часть "заливки"- ТРП. Для ремонта придётся удалить слой, как поведёт себя радиатор в дальнейшем - неизвестно.

-
При наличии предложений о продаже, нужного нет. Собираю внутреннюю часть глушителя.
- 130 ответов
-
- 12
-

-
Игорь , подготовил заготовку. Так как ,в пользовании нет расширителя, приходится подгонять свариваемые детали.
-
Робин Бобин.
-
Позвольте предположить о "пятне", которое образуется по середине ванны, и растекается при перемещении дуги?
-
 @mihasik, @Виталий С 31, @Schlosser, Обсуждения кто, где и как делает перенесите пожалуйста в " Курилку", я дополню вашу беседу .
@mihasik, @Виталий С 31, @Schlosser, Обсуждения кто, где и как делает перенесите пожалуйста в " Курилку", я дополню вашу беседу .- 400 ответов
-
- 2
-
-
- технологии
- схемы
- (и ещё 4 )
-
Ни какого сарказма. Если задел - извините. Если от амеров ,то на сайт надо Weldcraft , я то же, много там узнал.
-
Elmos206. Саша, ты даже не представляешь , как его можно эксплуатировать. При наличии, только 2-х позиционного регулирования(X-Y), можно резать в 3-х позициях (X-Y-Z). Габариты заготовок ограничены, но ,для моих работ вполне хватает.
-
@Serj55441, Открою " страшную тайну" , от 9-20-ки линзы подходят. Переходник- адаптер под керамику нужен.
-
Изготовил "штаны" на новый выхлоп. Выход с коллектора 51мм., основная трасса(будет) 63мм.
- 130 ответов
-
- 14
-
-
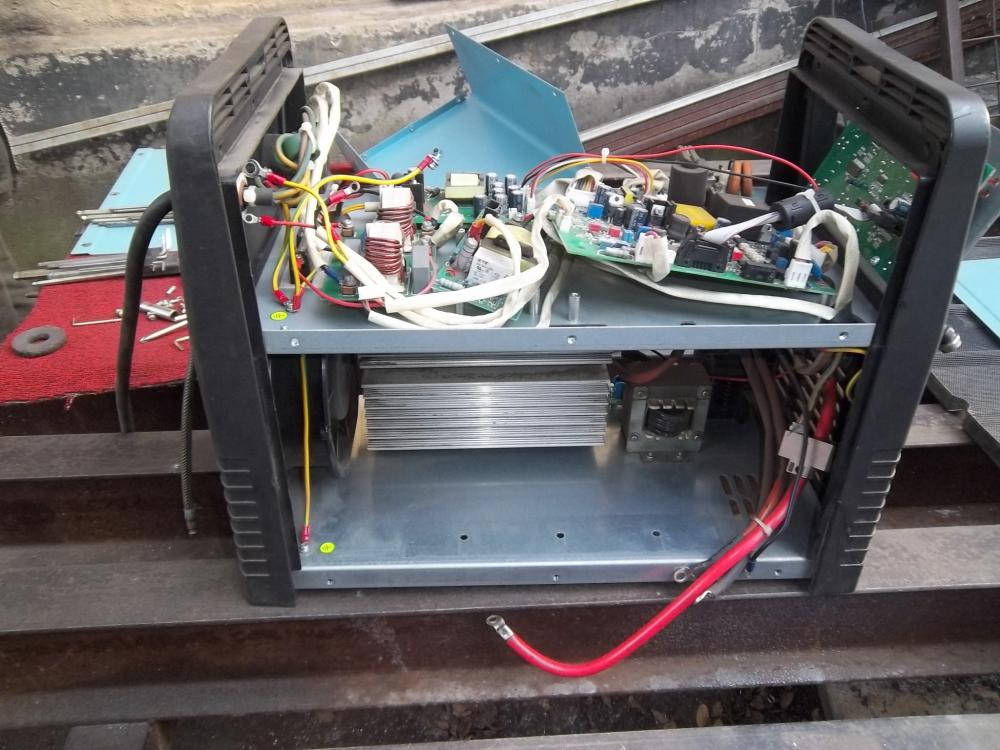
Большое ТО-2. Иногда надо разбирать аппарат, продувка из полостей пыли, с предварительной работой кисточкой ,помогает аппарату легче работать.
- 752 ответа
-
- 12
-
-
Ещё одного джипёра укомплектовал.
- 3 962 ответа
-
- 21
-
-
@Фунтик, Пока не в курсе. Посмотрю на парт номер и найду информацию поточнее, момент должен быть приличный.
-
По случаю приобрёл 2-редуктора.Можно кое-какие прибамбасы изготовить.
-
Когда детали подогнаны под сварку и новые,работать удовольствие.
-
По отверстию. Износ происходит после того как, сгнивает "квадрат" и кронштейн "ходуном ходит".