

AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные AMBIVERT42
-
-
- Популярный пост
- Популярный пост
Уже в пригороде-всякие-разные автобазы. Там-и рамы и стрелы.
И опять-
зады и бёдра (С) (Саша Чёрный)стрелы и рамы.Стрела экскаватора типа "петушок породы Комацу". Слегонца разворотило "кистевой сустав". Как всегда-строжка, правка, сварка.





Рама самогруза, переделанного из автовоза. Никаких усилений под КМУ сделано не было. Рама уже лопалась и её варили. Как водится-без разделки и провара.



Строжка, разделка, сварка в два прохода.









На раму наложил усиление из распущенного пополам фрагмента рамы КамАЗа. Приваривал на электрозаклёпки по штатным и новым отверстиям и на фланговые прихватки.




Установка распорок на внутреннюю часть рамы под КМУ-будет позже, после примерки новой установки.
Опять-выездная работа. Коррозионное повреждение передней крышки двигателя Мицубиси Кантер.




Что характерно-в этот день мне приносили с аналогичных моторов аж три крышки с теми же повреждениями. А последний случай-пришлось штопать на месте. За деньги клиента-да пожалуйста!
Продолжение "марлезонского балета" с теплотрассой в ТЦ. Строители уже подшили каркас подвесного потолка. Так что можно не только прогуляться по нему, но даже на стремянку взгромоздиться. Плитку на полу-заботливо укрыли листами ДВП по всей площади. Так что никакой РАДС, РЭДС и ещё раз РЭДС.




Чугунный барабан тормозного механизма листогиба. Прихватки РЭДС никелевыми электродами и заполнение разделки ГПН.







-
 28
28
-
@AMBIVERT42, ... следы проковки., пневмомолоток ?
Ага, он самый!
-
2
-
-
- Популярный пост
- Популярный пост
И лесовозы тоже не приезжают
@Luza, ко мне-тоже не приезжают. Поэтому-как там говорится в поговорке про гору и Магомета?.. Цепляем ПРМ и вперёд.

По лету-катался "за туманом и за запахом тайги" на север Кузбасса. Красота-лес хвойный с одной стороны, лес лиственный-с другой. И мошкара. Не боятся кровососы нифига, ни выхлопа моторов, ни дыма от сварки.


А всего-то делов-приварить дышло самосвального прицепа. Не до красот ужо... Цурюк-цурюк унд нах хауз!!!







Чуть поближе, за сотку км-бочка кислотовоза.

В одном месте на раме провар был, похоже, неполным с завода. Оттого и трещина. Рама-нержа аустенитная. Прострогал и заварил электродами ЭСАБ 61.30.




Уже в пригороде-всякие-разные автобазы. Там-и рамы и стрелы.
Панелевоз. Рама двутаврового сечения. Лопнула почти до верхней полки.Провар-односторонний в два прохода.






Стрела экскаватора Катерпиллер. Поперечная трещина. Разделка, сварка, накладка усиления.









-
28
-
- Популярный пост
- Популярный пост
@Steelcar, у меня одна из услуг-исправление установки переднего моста на УАЗах с пружинной подвеской. Когда приходится мост вперёд сдвигать при установке большеразмерных колёс, а когда-просто запараллелить с задним мостом. Имея строгач и П/А-грех не делать такую работу. Большинство УАЗотюнеров при демонтаже старых кронштейнов клюшек-нещадно калечат детали УШМкой, я же-сохраняю старые в почти первозданном виде. Ибо заводские "швы" даже сдувать полностью не надо. Надрезал, шваркнул кувалдочкой и вуаля, кронштейн отделился от рамы.

-
11
-
Эти поддоны в виде фольги надо варить с подогревом и укутывать для остывания
Эти аудячьи поддоны ещё славны своими склонностями к послесварочным деформациям. Большая площадь поддона вкупе с почти полным отсутствием рёбер жёсткости и малой высотой ( низенькие и тощие вертикальные стеночки-не обеспечивают необходимой жёсткости на прогиб) дают весьма причудливую форму детали после нахрапистой сварки. Сколько ни варил такие детали-всегда делал обратный изгиб и подогревал. Пару раз приходилось исправлять поводки опосля "нужных людей". Один раз обошёлся изгибом и подогревом, второй раз-пришлось делать надпилы и сваривать по-новой.
-
3
-
-
- Популярный пост
- Популярный пост
Очередное "славно покатались".
Водномоторное.
Винтик.

Водозаборник водомёта.


Улитка водомёта.


Обратный валик-из серии "Видит глаз, да зуб неймёт..." В том смысле, что не сошлифуешь его бормашинкой. Пришлось заколачивать его обратно холостым проходом дугой на повышенной мощности. Опять-таки, глядя в зеркальце...

Остальное-подправил наждачкой вручную.
Джиперское.
УАЗ-Патриот. Вырвало кусок рамы с кронштейном поперечной тяги переднего моста.



На разборке нашёлся нужный фрагмент рамы. Немного плазмы, строжки, болгарки и П/А в комбинации с РЭДС- и всё, "я пришил ему новые ножки".



Блок с Ниссана Х-трэйл. Мальца перегрели...



Подогрев в массе и сварка.



После мехобработки.


-
26
-
Горох покупать надо, и потихоньку "схомячить" стоя в углу. Стружку после УШМ и в носки,незабываемо.
Для тех, кто прошёл стройку и ЖКХ-абразивный песочек в обуви-ваще "в рамках процесса". Битым кирпичом и колотой плиткой пощекотать коленки (без наколенников)-тоже не в диковинку.

-
7
-
-
- Популярный пост
- Популярный пост
Я честно сказать тоже боюсь.
Есть одна заповедь из кодекса самураев "Бусидо". Она звучит так: в бою самурай должен ощущать себя уже мёртвым. Тогда не будет ни страха боли, ни страха смерти. Я ещё во времена обучения в шараге и институте-на экзаменах включал состояние отрешённости. Помогало здорово. Ничего не заваливал.
-
10
-
Не тушуйся! Как говорится, на миру и смерть красна.Я ни на какие камеры ни за какие каврижки варить не сможу )) Только электродом, и то поганенько, с испугу
-
4
-
-
@Isperyanc, как я понимаю, труба в трубе на первом снимке-эжекционный узел? И по какой необходимости-соединение крутоизогнутого отвода с подогнутой в конце трубой?
-
2
-
-
На многих марках импортных экскаваторах на ковшах: адаптеры приварены, а клыки на замках.
Я вам больше скажу. Есть такая практика, что на ковшах одного объёма и одного и того же производителя-встречаются разные конструктивы крепления адаптеров, клыков и межзубной защиты. Как правило-эти моменты обсуждаются при заказе ковша. Потом-бывает, что и переигрывают на другой конструктив. Мне как-то доводилось сдувать приварную межзубку (точнее-то, что от неё осталось) и приваривать адаптеры под сменную защиту. Во как! В принципе, на тяжёлых абразивных грунтах-очень рационально. Ковш не надо снимать, везти в ремзону и озадачивать кучу народу с привлечением разного инструмента. Прямо в "яме" пара хлопцев с помощью "убедительных приспособлений" типа кувалдочки и выколотки на раз-два меняет расходники.
-
9
-
-
На фото-вариант нормы. Как правило, это-для ковшей малой кубатуры и предназначенных для лёгких грунтов.Или на болтах это неправильно?-
5
-
-
так-то оно так, только тут-куча нюансов. Самый страшный из них-при рассухаривании ударом неполностью вышедший из тарелки сухарь проскакивает вместе с тарелкой вниз по оси клапана и оставляет задиры и забоины на "самом интересном месте" стержня клапана. А потом эти дефекты-начинают нещадно драть свежие маслосъёмные колпачки... Вы уж поверьте бывалому мотористу, таких последствий "экспресс-рассухаривания" я повидал немало. Сам с начала 90-х годов пользовался пневматической фиксацией клапанов при замене маслосъёмных колпачков без снятия ГБЦ. То есть в свечное отверстие вкручивается штуцер и через него в цилиндр подаётся воздух. Давление 8-10 атм-надёжно удерживает клапана на своих местах.если нет помощника и всего две руки,,. свечной трубчатый ключ , поршня в среднее положение , в ключ тряпицу и наставляем на клапанную тарелку резкий удар молотком и он рассухарен , сухарики внутри ключа трубочки-
6
-
-
- Популярный пост
- Популярный пост
Давненько не выставлял ничего...
Строжка - наше всё!!
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20190925_161602.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20190925_161614.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20190925_161623.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20190925_164016.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20190925_164018.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20190925_164627.jpg
@Вад11, применительно к ПТМ и прочей спецтехнике-однозначно!!! А ещё наше всё-это наши антиподы. То есть сральщики и нашлёпочники!!!

Накидать, без разделки, просто так, поверх трещин невесть чего-ну прям святое дело!!! Это касается и рамы бортовой Газели:




И стоек ходовки телеги "Шварцмюллер"...




И так-12 раз подряд...

Работа с "творческим наследием" нашлёпочников-сродни работе археолога. Как учёный-испытывает благоговейный трепет, вскрывая культурный слой, так и сварщик, срезая нашлёпку. И-порой не знает, что там, за причудливой формы латкой с" узорчатыми" швами... Опытный ремонтник-уже предполагает, что за нашлёпкой-ничего, кроме трещины.

Рама самогруза ДЭУ-Новус. Машина-достаточно свежая, но такое-переводит её название в ДЭУ-Старус...


Сдуваем.


Ковыряем.


Завариваем.


Зачистка "лица" и обратный валик.


И, по многочисленным просьбам трудящихся-небольшое усиление. Приварил по флангам и отверстие-превратил в электрозаклёпку по месту заклёпки штатной.

-
24
-
- Популярный пост
- Популярный пост
Так что эти ребятки, которые переваривали, я считаю молодцы -- варят, стараются. Жрать то хочеца. Переделывают, мучаются, но используют именно этот метод выживания -- заработать своим трудом. Им бы подсказал кто, да показал, глядишь и пошло бы нормально.Саш, это-твоё мнение. Моё мнение-несколько иное. Что они-самонадеянные, безответственные балбесы. Им пофигу, что да как, главное-чтоб бабла скосить. Хотя, как они работают-им не то, чтоб колоски светят, стерня бы досталась...Потому как неустойку за низкое качество и срыв сроков-никто ещё не отменял. Да, их начальники-это отдельный и весьма обстоятельный разговор... Но, в данном случае я веду речь именно о работягах. Им что мешало поднатаскаться заранее? А самообучаемость где? Ну, ладно, в конце 80-х и начале 90-х и с литературой было туго и с наставниками-не всем везло, прямо скажем. А сейчас? Что да как с процессом сварки-можно посмотреть-послушать в интернете. А не только в танчики играться. Аппаратов сейчас в продаже-хватает и по приемлемым ценам. Купи, набивай руку. Прежде чем хватать более ли менее ответственную работу.
Вот, Валерий (Селко)-правильный пример с самолётом привёл. Ибо у человека, помимо желания заработать-должны быть ответственность, профессиональная и личная гордость. А у нас-всё наизнанку. Куда взгляд ни кинь... "Дообучаются" и получившие права (но не умение ездить) и врачи на пациентах-тоже "дообучаются". Я прекрасно понимаю, что человек-учится всю жизнь. Но! Базовые навыки для работы-он должен иметь до того, как придёт на эту самую работу. Это, вроде как-непреложная истина.
-
14
-
- Популярный пост
- Популярный пост
@Глобул,Я дико извиняюсь,но шото тут не клеится.Сварка системы ПОЖАРОТУШЕНИЯ в ТЦ( я так понял) не лучшее место для отработки сварочных навыков.Точнее ваще не место.Это должны специалисты делать.Вангую по фото,гадаю по трубам,шо это вообще не сварщики,а приглашенные за самую низкую цену кто угодно.А потом получаются зимние вишни и хромые лошади...
Антон, это-ОНБ РФ. То есть Общество с Неограниченной Безответственностью Российская Федерация...
Нет, не заметил.
Почему не заметил? Вроде, мы с тобой-примерно одного возраста. Значит-мы оба должны были застать все этапы деградации нашего обсчества в целом и сферы строительства-в частности.
Неправилен подход в выборе исполнителей, первостепенный. То есть тендер. Тендер выигравший зачастую не имеет вообще ничего. Кроме желания получить деньги и выбирать подрядчиков. А цепочка подрядчиков порой настолько длинна, что в конце систему пожаротушения могут варить студенты, на лето устроившиеся. А сдавать кто то из середины цепочки за деньги.
Увы и ах, но это-так и не иначе... Обязательность и ответственность-ныне не в чести. И в цепочке от заказчика до конечного исполнителя-виноваты все до единого.
Я принципиально отказался участвовать в монтаже пожаротушения в данном ТЦ. Там ваще-бардак и анархия. Оно мне не нать. Так как опосля "Зимней вишни" переделывать пожарку кинулись везде. Но, в единичных случаях-делается всё по уму. В остальных-всё как всегда. Ибо в мозгах у людей не поменялось нифига. Как говорится, попроси человека, строившего всю жизнь бараки, построить дворец. Он и построит большой барак.
-
10
-
- Популярный пост
- Популярный пост
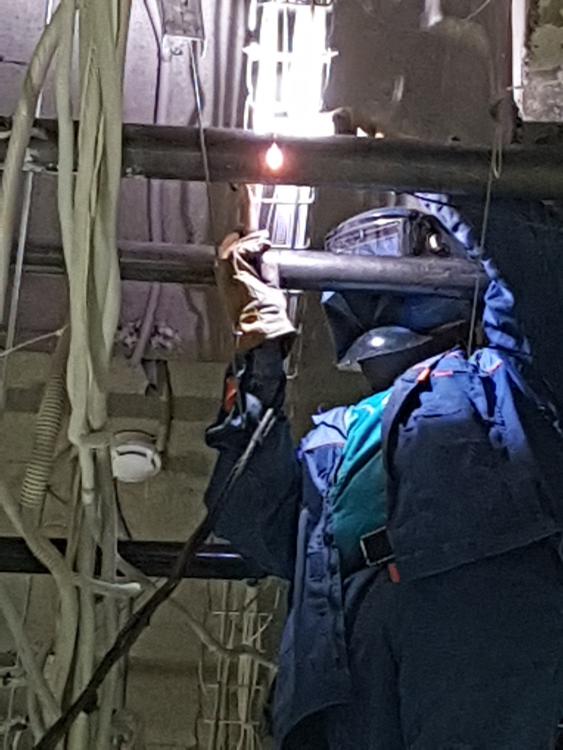
@AMBIVERT42, Снимаю шляпу перед РДСниками могущими сваривать закрытые стыки.....

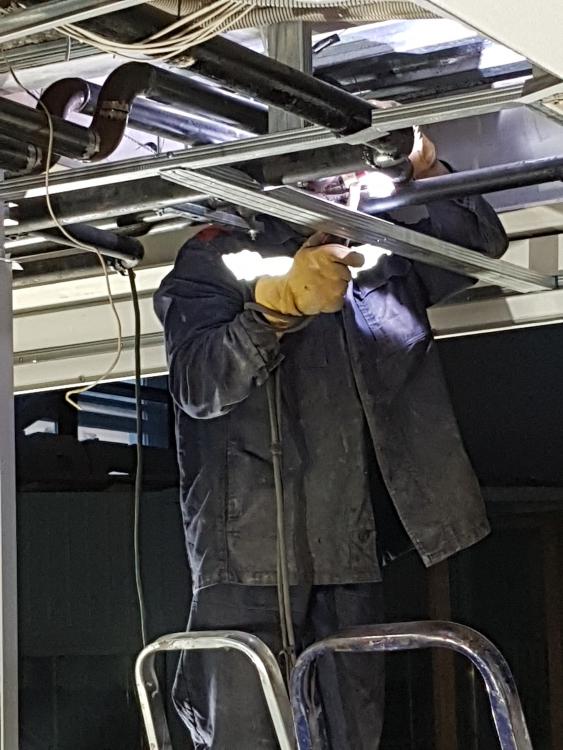
@Вад11, теплоузел и каптёрка-это ещё цветочки... Вот монтажные стыки в эдаком "собачатнике"-куда увлекательнее...

Нижние стыки-лафа, а вот верхние-на вытянутых руках держал держак с загнутым электродом и зеркало на палочке.


Немного внутренних теплотрасс. Всё-с вышки-тур.


Да что там РЭДС, с РАДС-тоже хлебнул лиха. И на стремянке

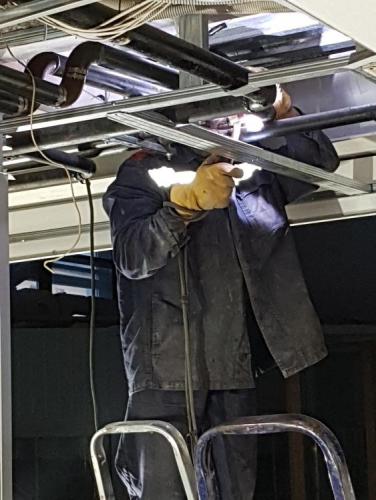


и на шаткой лесенке-слайдере


и на вышке-тур.




Чтобы пройти стенки-от души посверлил и кирпич и бетон и керамогранит.

По соседству-ребятки варганят систему пожаротушения.

И вопрошают, что, де, не слишком ли жирно аргонить теплотрассы? Для меня-нет, не жирно. Я не настолько богат, чтобы потом финансировать ремонт интерьера.


Ребятки, похоже, вообще-те ещё пофигисты. С ориентацией спринклеров в пространстве-есть некоторые проблемы.

А со сваркой в потолочном положении-проблемы посерьёзнее. По ходу-переваривали. И не раз...


-
23
-
@Александр Волков, ох, да сколько ж нас, таких?.. Как это там? "В прошлом году я не поехал в Испанию, в этом-не поеду во Францию..."жаль сам не могу приехать, работа!
-
7
-
-
@Вад11, суровая школа ЖКХ не прошла даром...AMBIVERT42, Снимаю шляпу перед РДСниками могущими сваривать закрытые стыки....
@ЛехаКолыма, ЛБшки на такое-меня жаба задавила... Они как-то больше для рам и стрел у меня. Там-"выхлоп" куда больше. Судиславских УОНИ у нас-нету, а магнитогорские на переменке-брызжут страшнее безымянных МРок...Для сварки с зеркалом-не торт. Магнитогорские же МЭЗ-46 на переменке пашут не хуже ЭСАБовских ОК-46.00. Ими и работал.AMBIVERT42,Алексей доброго дня,на гроверсе в режиме АС судиславские уони-13/55 и lb-52u то же неплохо горят.-
8
-
-
- Популярный пост
- Популярный пост
Подготовка ТЦ к отопительному сезону. Уличная теплотрасса. Замена труб ф 108 мм. Вот это-демонтировал.

А тут-прокладка новых труб:



С мокрой и холодной улицы-в тёплый и сухой теплопункт. Замена задвижки ф 80 мм. Когда демонтировал старую-чуть не убился... С таким бешеным натягом было сварено, что меня с УШМкой в руках-чуть с ног не сбило. Пришлось делать надрезы на старых швах и выправлять соосность тальрепом.


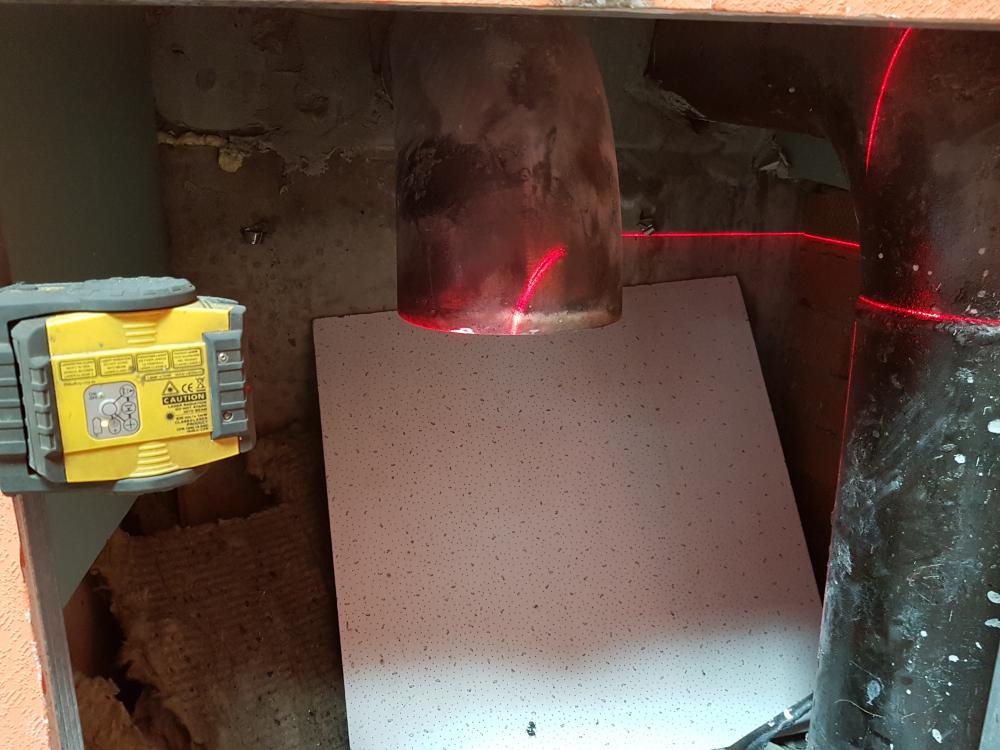
Замена участка вводного трубопровода. Часть-в окошке за гипсокартоном, часть-в перекрытии, часть-в подвале.


Отрезал автогеном и подравнивал болгаркой, с помощью лазерного уровня.

Труба-хорошо так намагничена, оттого-не стал испытывать судьбу, отложил Форсаж-200М и УОНИ, вооружился Гроверсом-200 AC/DC и заварил рутиловыми электродами на переменке.






Трубы-на объекте, трубы-в мастерской...
Трубка пневмосистемы ипоногрузовика. Дальше чинить-смысла нету. Проще-изготовить новую из отожжённой меди.


Труба с бетононасоса. Кто-разрывает, кто-чинит.


Раритетная швейная машинка. Поломалась при транспортировке. ЗаГПНил.



-
27
-
@МассаТом, а он за один проход стык обкатывает, или за несколько? Может, человек автопрессовкой балуется?в соседнем цеху работает сварщик РАДС читер (жулик ) он на поддув ставит аргона сверх меры и каждый его стык выглядит так, как будто сварено с присадочным материалом и возникает вопрос, а обратная сторона шва получается "впуклая"? Ну, если снаружи кажется что шов с усилением, то наверно внутри он иначе выглядит? -
Диаметр проволочки 1.2 или 1.0?
@BUTCHER, ф 0.8 мм.
@selco, пробовал и проги для чернухи и для нержи.И пульс и интерпульс и МИГ/МАГ-режимы. И коррекцию дуги крутил. И в трёхметровый шлейф тефлон под ф 0.8 мм заряжал. Всё какая-то хрень получалась... То проволока в наконечнике насмерть приварится, то податчик мочалку наплетёт...Может, я-баран косорукий, или чего не догоняю? А у Авроры при нулевых настройках коррекции индуктивности и напруги-всё получилось. Впрочем, я заметил одну весчь... Хорошо шпарит мой аппарат только проволокой ф 1.2 мм. И алюмом и нержой и чернухой. Под 1 мм-надо уже приспосабливаться, а под 0.8 мм-настраиваться самому и аппарат настраивать. Поэтому я для себя и решил, что пускай герр Меркле-существует для струйного режима сварки относительно толстых металлов (где он-велик и могуч), а всякое гнильё/тонкотьё-буду штопать Авророй. Впрочем, именно для этого она и покупалась. А возможность переварить тощий ПАНЧ-оказалась приятным бонусом. Педальный П/А Брима-250, от которого я так и не добился адекватной работы-был продан дверникам-перильщикам по цене, большей, чем мне обошлась новая Аврора-200.
-
4
-
-
- Популярный пост
- Популярный пост
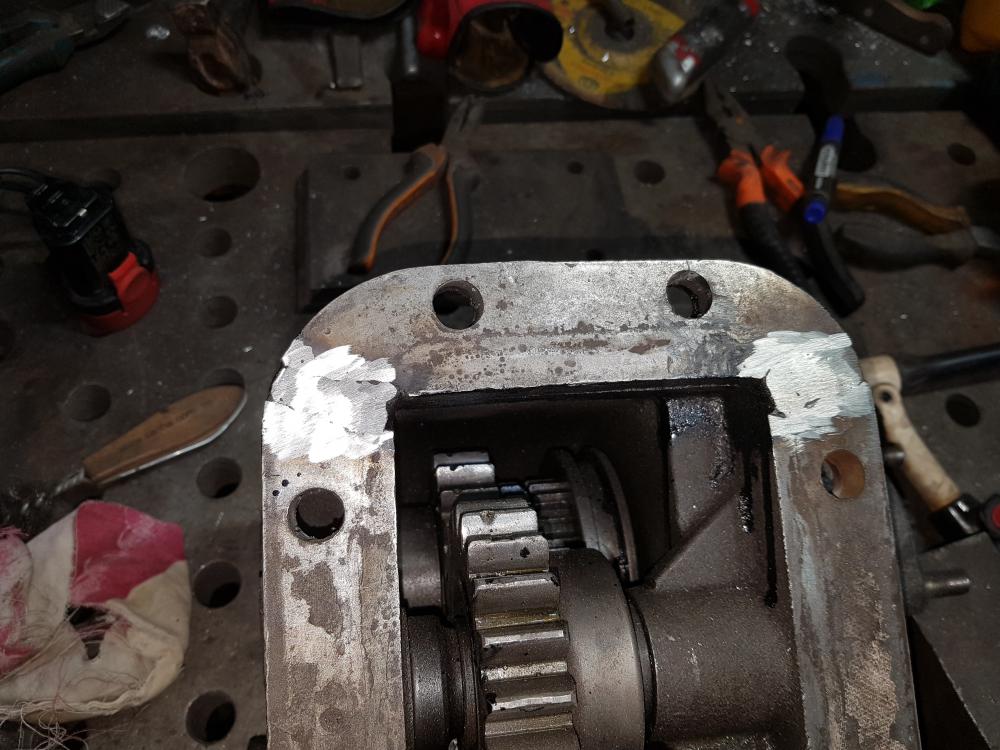
И я приобрёл аппарат Динамика-200. Что сказать? Лично аппаратик понравился и уже пашет. Справляется и с кузовной жестью и с трубами выхлопной системы и с профильными трубами из китайской фольги. А вчера-попытал его ПАНЧем. Вполне себе! При том, что мой Меркле с ПАНЧем я так подружить и не смог... Больше всего понравилось поведение дуги в смеси 98/2. В чистом аргоне-хуже растекаемость, в 80/20-больше пор и брызг. Вот, починил корпус КОМ из неважнецкого американского чугуна. Варил исключительно на холодную с проковкой. В месте зачистки швов-пор почти нет. Керосиновую пробу прошёл с первого раза.


Шов замазал нитроэмалью обладатель КОМа. Прямо по мелу...
 Очень торопился, однако...
Очень торопился, однако... -
10
-
Можно будет задавать глупые вопросы мэтрам, производителям и не стесняться...
@welderman, можно я тут поумничаю немного?..

Как говаривал один глубоко мной (и не только мной) уважаемый профессор-ядерщик, глупых вопросов-не бывает. Бывают глупые ответы. А вопросы-бывают в тему и не в тему, корректные и не корректные.

-
6
-



















































































































































Будни сварщика с иллюстрациями
в Фотогалерея
Опубликовано
Тююю... Всё познаётся в сравнении. Любой сварщик-корпусник из судостроителей-обзавидуется вашим условиям.