- Популярный пост


AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные AMBIVERT42
-
-
- Популярный пост
- Популярный пост
Сантехническая мелочь (давненько её не было). Как то-текущие трубы подводки к радиаторам.

Помещение-ветлечебница, рентгенкабинет. Заказчик просил не пылить, не коптить и не искрить. Не вопрос, за ваши деньги-как говорится, любые ваши капризы.
Пилил сабельной пилой, варил в аргоне.




Или вот ещё "арбуз". Душевая кабинка установлена так, что для замены как попало проложенной разводки водоснабжения и канализации её нельзя просто отодвинуть...

Нельзя отодвинуть-будем поднимать. Задействуем несколько автомобильных домкратов.

Промеры высот показали, что при минимальном вмешательстве в домовую канализацию по сливу с кабинки выходит контруклон. Пришлось наращивать ножки. Свинья везде грязь найдёт, а сварщик-чего бы посваривать. Из обрезков трубы и кусочков листа делаем 6 подставочек и на низ к ним приклеиваем пластик, чтоб не скрипели и не елозили.


Красим и водворяем на место.

Теперь уклон-что надо.
И мелочи автосервисные, куда ж без них...
Треснувший корпус мотора мойки высокого давления.


Протёртый до дыр топливный бак.


Чугунный рычаг подвески с какой-то раритетной ипономарки. Перестарались при перепрессовке сайлентблока и получили трещину. РАДС, ПАНЧ на горячую.


Трещина на "тазике" КамАЗовского моста.

Разделка и сварка.


И так-6 раз подряд (по два моста на трёх машинах).
-
 23
23
-
а эти раковины не будут концентраторами тепла при работе двигателя? Их края ведь разгару будут подвергаться, или чугун это стерпит?
@konstantinXX, по части термического воздействия чугун стерпит и не такое. Те же выпускные коллекторы на ДВС, или колосники, дверцы в промышленных водогрейных котлах десятилетиями выносят циклы нагрева/остывания. А в данном случае-ГБЦ имеет водяное охлаждение и за местный перегрев можно особо не беспокоиться. Тем более-на низкофорсированном дизеле трактора. Тут вопрос скорее чисто эстетический. Большинство забоин убрали шлифовкой, а то, что осталось-архаичному мотору хуже не сделает.
Клиенту что нужно , что бы качественно и ездило , или дешевле ? абы-как? Чья инициатива ?@krech, пресловутое "клиент всегда прав" часто связывает по рукам и ногам исполнителя работ. Как говорится, хозяин-барин. Но часто-баран. А с барана-какой спрос? Я уже давно подстраховываюсь и, на манер медиков, оформляю отказ в письменной форме, с датой и росписью. Тьфу-тьфу-тьфу, но за последние лет пять понадобилось ворошить архив только раз.
-
6
-
-
@haohaohao,малыш хорош как раз на мелких работах, чтоб из-за десятка стыков на полдюймовой трубе не заряжать взрослый бульбулятор. Вкупе с десятилитровым кислородным баллоном и десятком метров 6-милиметровых шлангов получается достаточно мобильно.
-
@haohaohao, а вы под какие задачи генератор ищете? Малогабаритных генераторов без перезарядки хватает обвязать пару-тройку радиаторов. Да и то-без гибки труб на горячую.
-
@haohaohao, нет, не ошибаетесь, по ссылке-именно БАКС-1М.
-
@haohaohao,ещё раз перечитайте процитированный пост и разница между БАКСами моделей "1" и "1М" будет очевидной. АСП-15 "малыш" несколько хуже держит давление, по сравнению с малышом БАКС. Но, несколько проще в настройке и промывке. Я бы сказал, что разница не критична.
-
@krech, ага! Накупит покрытых электродов, или проволоку в П/А зарядит и давай
какатьварганить...
-
6
-
-
@ugaida, пойдёт. Хотя, размер какой-то не типичный. Я брал ПАНЧ, БрКМц и МНЖКТ 0,8 и 2 мм.
-
1
-
-
@ugaida, в плане химсостава-почти никакой разницы. И в отечественном и в иностранном продукте основной легирующий элемент-кремний. И там и сям его по 3%. По свариваемости БрКМц сравним с дратековским CuSi, который я брал в очень небольшом количестве. Китайский-заметно грязнее. Постоянным током им варить трудновато. Сварочная ванна как ряской болотной подёрнута. На переменном токе-гораздо веселее получается.
-
2
-
-
- Популярный пост
- Популярный пост
Кустарь,штырями от замка вверх-вниз не стали заморачиваться?Николай уже ответил. Дополню, почему они без толку в его случае. Дом-частный, поэтому, если дверь с ходу не сдалась грубой силе, то можно без проблем поискать иной способ проникновения в помещение.
@BelaZZ, у китайцев есть поговорка:"Нет плохого товара, есть плохие покупатели!". Смысл её в том, что китайцы очень точно соотносят добротность товара с его ценой. Часто спрашивают у покупателя, сколько он может дать. Если мало, то и качество будет сообразно сумме. Не зря наших коммерсов в том же Китае зовут "пылесосами". Они скупают самое дешёвое и отвратного качества, потом у нас же продают с солидной маржой. Ну а что, собственно? Внешний лоск (без внутреннего содержания, правда...) есть и сограждане, жутко падкие на дешёвый понт в виде "самоварного золота"-тоже имеются. Причём,в нормальном таком количестве.
Что до разнообразных "мебелЕй" из как бы металла-то это отдельная песТня... @Георгий 11, вот здесь вы правы:
присадок нержа,главное первую каплю поставить,а дальше типа пайки,капельки греешь,пока не растечется на стенки,чуть на стенку залез-дыра.Я давно такие поделки не варю а паяю китайским CuSi. Причём, на переменном токе, дающем менее концентрированную дугу и обеспечивающем лучшую очистку сварочной ванны. К сожалению, я не фоткал сей процесс именно в плане китайских мебеляшек. А пайка тем же материалом бензобака с японского мини-крана запечатлена на фото.


Надысь у меня случился самоварный день. Притащили аж две штуки. Одному-ручку оторвали и разломали. Сначала заварил бронзой развалившуюся ручку.


Затем-дырки в корпусе.

И приделал на прежнее место.

У второго-лопнула внутренняя труба.


Заварил тем же материалом.


Работал малогабаритной горелкой Агни-32.

Ещё одна деталь из бронзы-ведомая шестерня редуктора с промышленного листогиба. Рассыпавшийся подшипник бронзе оказался не по зубам...

Наварил БрКМц.

Обточили на зуборезном станке и собрали. Говорят, всё нормально.
Немного алюминиевого мяска поварил. Часть картера КамАЗовской коробки передач. Разделал и заварил.




Предподогрев в массе до 200 град. Ток сварки порядка 260 А.
Обратный валик выскоблил и прошёл подварочный шов.


Впрочем, этого можно было и не делать. В процессе подварки никаких пор и несплавлений не обнаружилось.
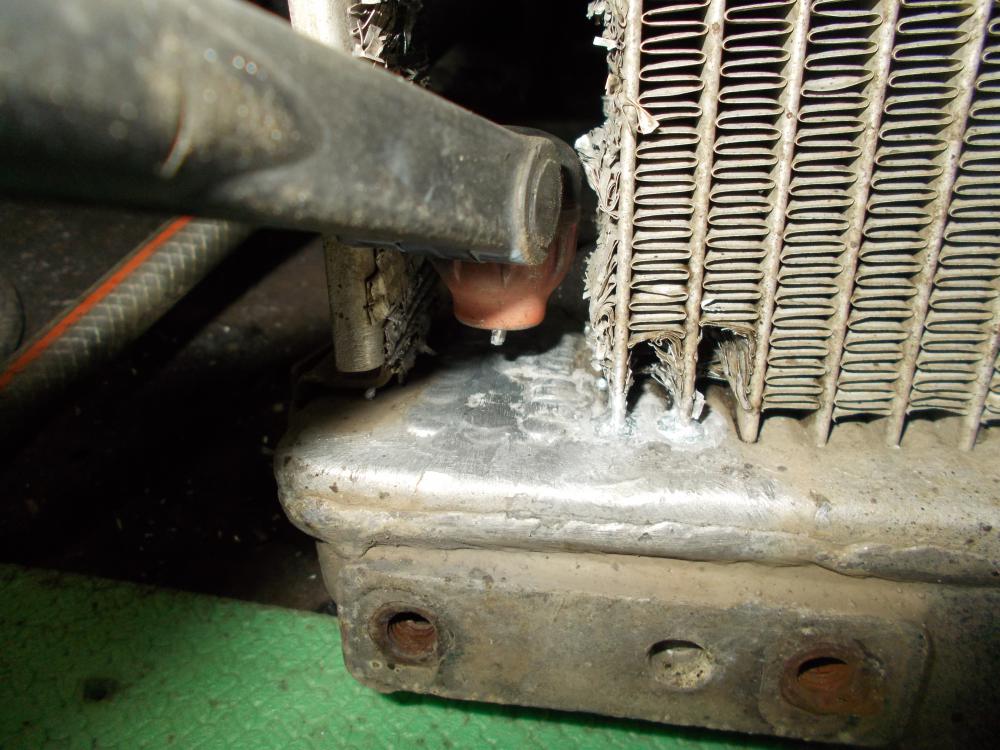
Переделка кондейного радиатора под печку. Как говорится в Сибири-матушке, лучше семь раз вспотеть, чем один раз инеем покрыться.



Радиатор с КамАЗа. Часть трубок полностью оторвалась от доньи, поэтому их пришлось глушить. Опять-таки очень выручила горелка Агни-35. Пару трубок по соседству удалось спасти, подпаяв Кастолином-192ФБК.


-
24
-
@krech, к хорошему привыкаешь быстро...я не помню дырки , куда бы я не смог засунуть свою головку АГНИ
-
6
-
-
@Luza, строгачом ещё не обзавелись?Накладки срезал электродами
Делитесь радостью в разделе "Наше оборудование"! Ждём-с!Немного похвастаю, подарил я себе на юбилей плазму 100 А,
-
2
-
-
Именно! Причём, большой объём работы-у сварщика, а у станочника-очень большой и попотеть ему придётся куда больше, нежели нашему брату. Да и на простом станке такую работу не сделаешь. Куча нюансов-это мягко сказано. То, что наваривал я, обрабатывали на координатно-расточном станке.20 колодцев (все колодцы) были сломаны - большой объем работы.-
5
-
-
- Популярный пост
- Популярный пост
Под конец марта-сгонял в Горный Алтай.
Встретила меня сия земля морозным утром.




Ледовая переправа через Бию.

Вода в верховьях Бии настолько чистая, что местные жители пьют её прямо из проруби.

Вкусная там не только вода, но даже воздух. За околицей-настоящая тайга.


Мишки пока спят, у волков гон ещё не начался, так что побродил по лесу вдоволь.
За ту неделю, что я гостил в Горном Алтае, погода стояла ясная, поэтому каждое утро-любовался рассветом над Бией.


Покатался по местным дорожкам. Местами-отличный асфальт, местами-раздолбанная гравийка.


Местная достопримечательность-скала под названием Иконостас.


К сожалению, эту природную красоту в достопамятные времена несколько "дополнили" флагом СССР и барельефом Ленина.
Также встречаются и горные "пупырышки" поменьше.

Как только местные МЧСники оповестили о грядущем закрытии ледовой переправы-шустро снялся со стоянки и выдвинулся в наукоград Бийск.
Дорога, ведущая в Бийск, разделяет лиственный и хвойный леса.


Асфальт исчезает и появляется вновь достаточно часто.

Пейзажи Алтайского края, ближе к Бийску, уже не блещут природным величием, но пространства-впечатляют.

Уже составляю планы на лето, на предмет вернуться в те места, покосить грибов.
-
16
-
- Популярный пост
- Популярный пост
Тридцатьпятка работает. Наварка ГБЦ. Ток-250 А.

После наварки одного прилива-голова горелки-чуть тёплая. Это не может не радовать.
-
17
-
- Популярный пост
- Популярный пост
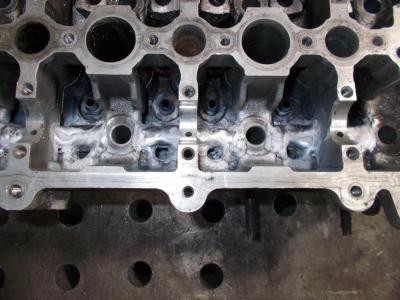
ГБЦ с какой-то китайской спецтехники. Чугун. Горе-механики постарались...


Удаляем остатки резьбы и навариваем ПАНЧем в аргоне новый прилив.


Кронштейн крепления двигателя. Тоже чугун. Последствия ДТП.

Утерянный при аварии фрагмент восстанавливаем на горячую ПАНЧем в аргоне.

Заполнение разделки и усиление-ГПН, выполненное за одну установку детали в нижнем и потолочном положении.


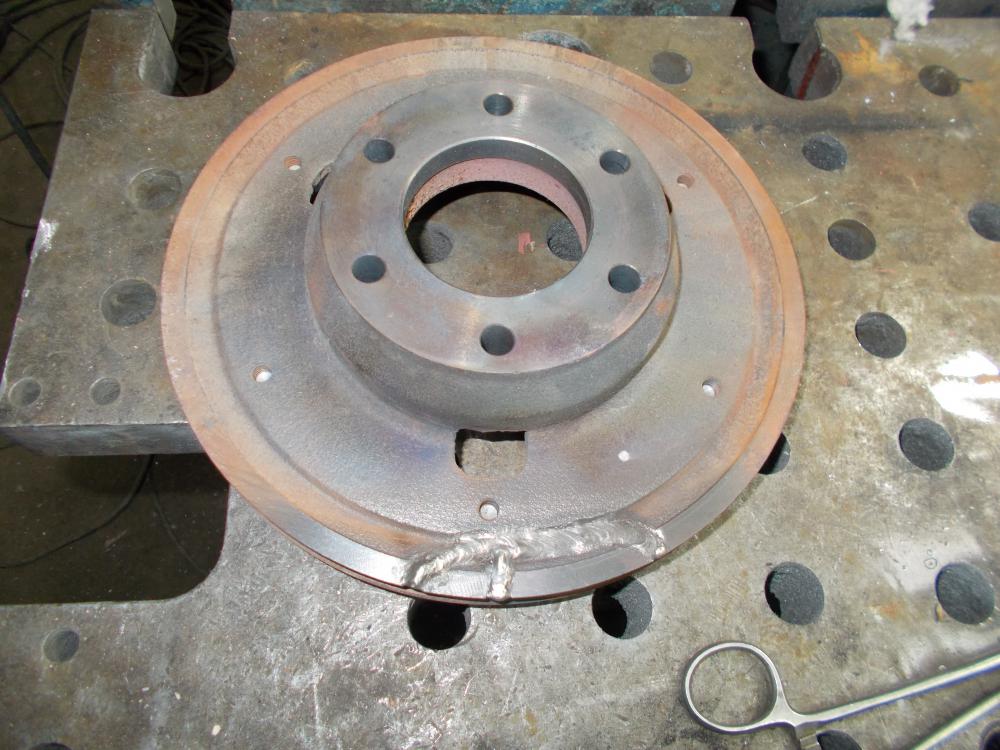
Шкив с двигателя Ивеко. Опять-последствия ДТП. Сварка ПАНЧем на горячую.


Блок ЯМЗ-238. Задиры нижней посадочной поверхности под гильзу вылезшим поршневым пальцем. Мелкие коцки-ПАНЧ в аргоне, масштабные задиры-залил ГПН.


Рычаг селектора АКПП с Рено-Меган. Центровка и защита от провала корня в одном лице-длинное сверло на 7 мм.

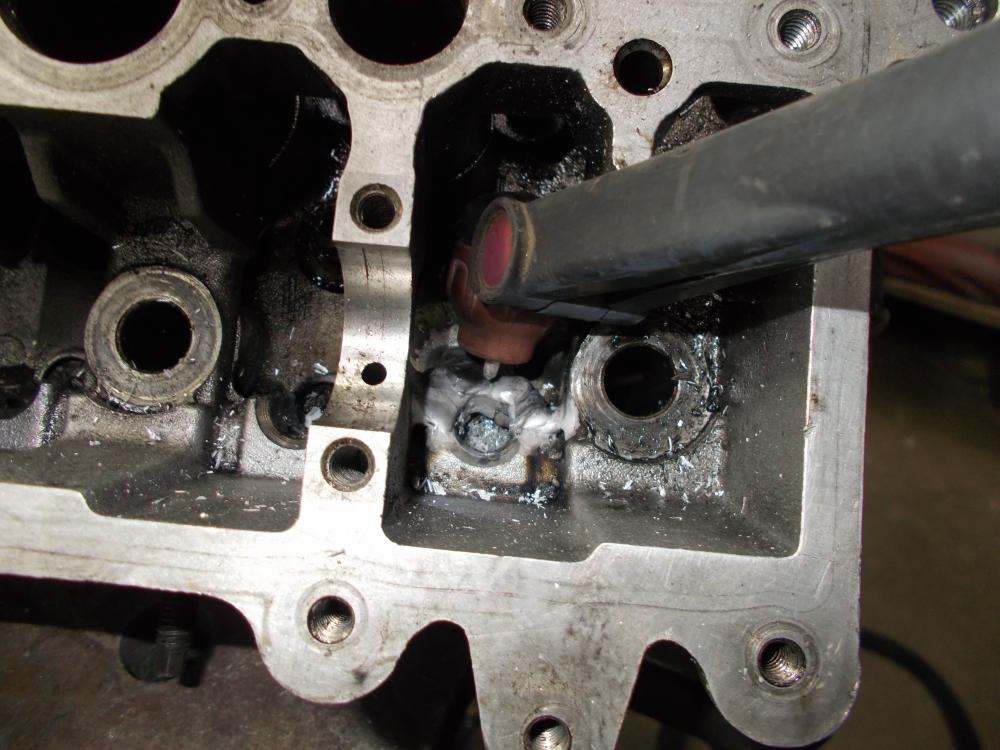
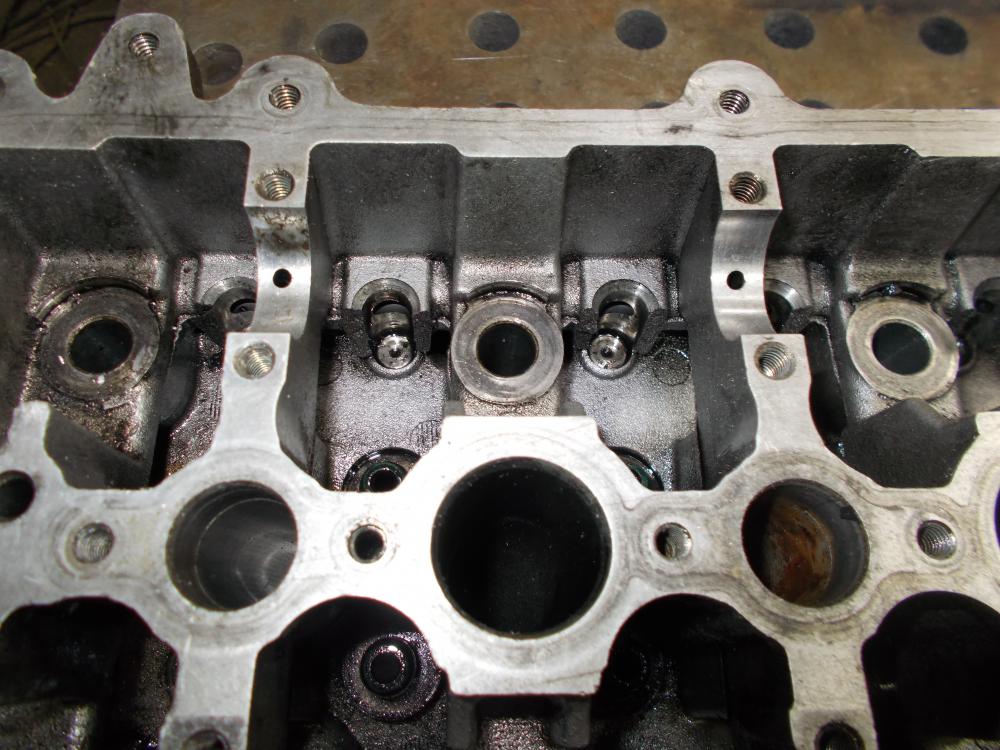
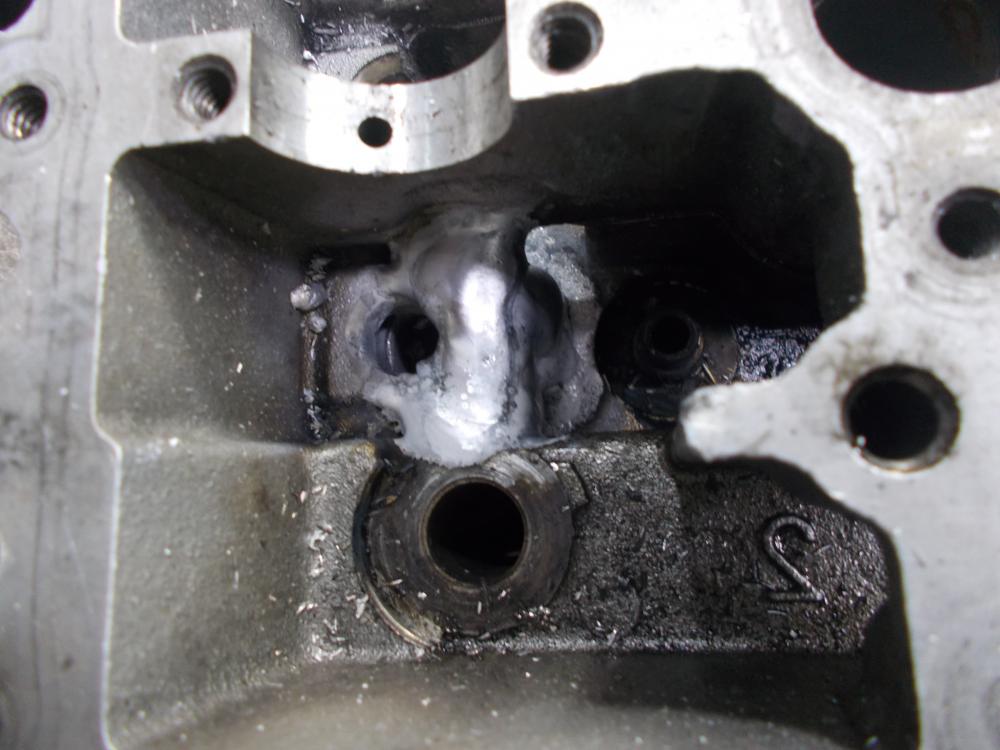
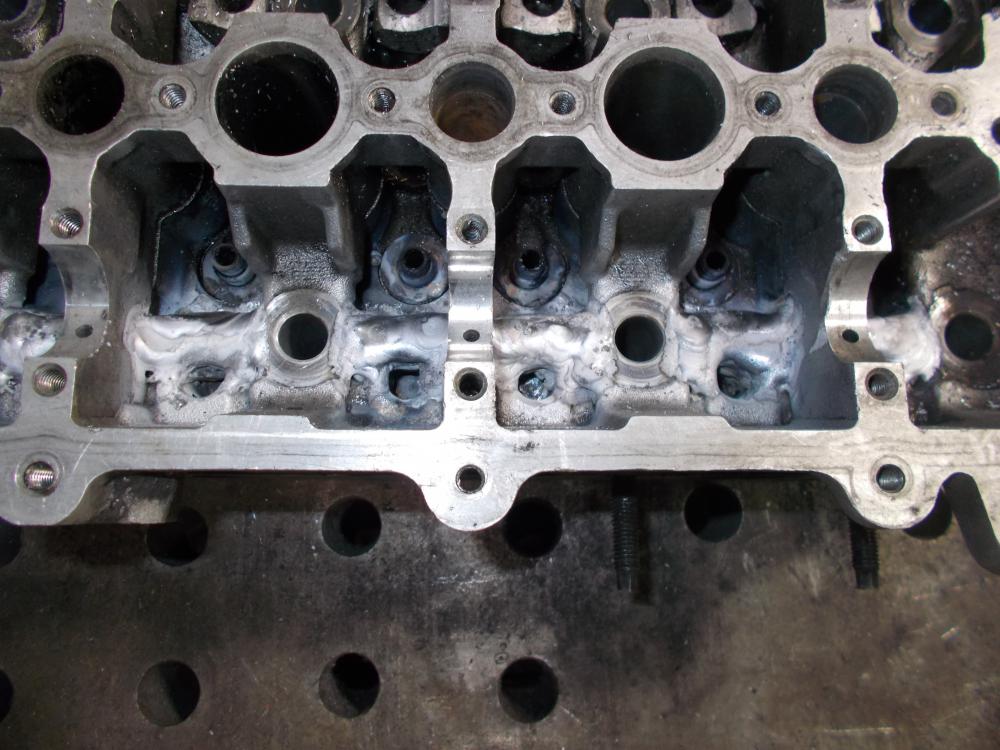
ГБЦ с Вольво. Поломанные гнёзда гидрокомпенсаторов. Наварил сначала одно.


Потом-ещё девять...
-
24
-
@Глобул, вы таки рекордовод? Эх, прямо ностальгия пробила...Когда у меня был таковой, а я работал в автосервисе ( и тоже гонял на машине в робе), то на пошив чехлов напряг знакомую швею. Но, то было лет ...надцать назад. Сейчас чехлов продаётся море. Сидухи на разных машинах разные. Поэтому надо мерить по факту. Либо, как вариант-изготовить грязевой чехол-накидку.
-
@Вад11, я в курсе. Я хотел сказать, что у вас имеются в наличии П/А марки Фрониус. Просто несколько некорректно выразился...Фрони и аргонники есть
-
@Rustam016, насколько я понимаю, Фрониусы-это П/А и сравнение с аргонником от Форсажа будет несколько некорректным.Что можете сказать в сравнении форсажа с фроней
-
2
-
-
Да, таки я зажрался...даже по поверхностным расчетам экономически выгоднее приобрести напильник,чем все то,что вы указали. Конечно, при небольших объёмах можно и обойтись круглым напильником. И это будет реально бюджетно.
Что есть, то есть..Бормашиной и фрезами работать тоже сноровка нужна, одно неверное движение и фреза может сыграть так, что все испортит-
1
-
-
Подскажите, пожалуйста, какие существуют технологии по облагораживанию сварного шва на внутреннем угле при сваривании двух профильных труб под прямым углом? Существуют ли какие-нибудь инструменты, позволяющие получить аккуратную галтель вместо волн?
Не быстрое, но недорогое, эффективное средство-набивание рук на сварку с равномерной чешуйчатостью, не режущей, а радующей взгляд. Если время не терпит и изделие вылизать надо, то мехобработка. Конечно,@Георгий 11 пошутил...
@Шурпет-дал информацию ближе к реальности, но кратко. Поэтому дам несколько более развёрнутый ответ. У дрелей для обработки алюминия маловато оборотов. Производительность будет низкой, а инструмент будет дрыгаться в руках. Самый оптимум-бормашинка с частотой вращения 25-30 тысяч оборотов в минуту.Твердосплавные фрезы с мелкой насечкой будут почти мгновенно забиваться. Специальные фрезы по алюминию-малораспространённые и стоят недёшево. Двухкромочная фреза по дереву отлично грызёт алюминий и забивается только при фанатичном налегании на инструмент. Если найдёте фрезу с полусферической формой режущих кромок с устраивающей вас кривизной -то получите нужную галтель довольно легко.-
5
-
-
@AMBIVERT42, Ай молодца, нельзя их расслаблять

На то и щука в реке, чтоб карась не дремал! (С)
-
1
-
-
- Популярный пост
- Популярный пост
Докладываю: дожал-таки я агнюков и те разобрались. На заводе анатомировали 29-ю голову и где-то внутри нашли проблему. В общем, не раскрывая подробностей, сообщили о том, что в ближайшее время вышлют новую голову. Бесплатно, по гарантии. Извинения-в устной форме по телефону.инженер обещал разобраться "глубже и ширше".-
11
-
рядная намотка идет? А диаметры какие применял?
Китайская присадка-в прутках ф 1,6 мм, отечественная-0,8 мм на катушке, плёл косички.. Пробовал больше года назад. Фото сделать не удосужился. Китайскую продукцию взял пару прутков в местном магазине, чисто попробовать. Не понравилась. Сейчас у нас в местных магазинах с расходкой-печаль превеликая, полки пустые. Так что сравнивать особо не с чем...
По сравнению китай-кузи с фирмОй-это к Селко. У него, подозреваю, практика работы с фирменными присадками-куда больше моей. Я-так, лаптем щи хлебаю. -
2
-









































































Будни сварщика с иллюстрациями, часть 3
в Фотогалерея
Опубликовано
Творчество из подручных материалов.
Знакомый джипер на Ховера своей супруги возжелал приделать калитку под запаску. Да с возможностью возить в заднем свесе велосипед. Калитку для УАЗа, купленную для своего автомобиля и оказавшуюся не у дел, решили приспособить под китайца. Из куска трубы 80х80 изобразили подобие противоподкатного бруса. Сделал узел крепления оси калитки и внутри трубы на электрозаклёпки приделал закладную пластину с резьбами.
Примерка и установка уже окрашенного изделия.
Директор стройконторы, где я недавно ещё трудился, меня не забывает и нет-нет, да подкидывает работёнку. Купил он японский мини-кран типа "паук".
И озадачил меня доработкой сего чуда до функции мини-вышки. И опять-таки, из того, что было под рукой. Не вопрос, в "закромах" конторы имелись обрезки трубы Ду-20, стального листа, швеллера и просечки.
Перила сварил в своём гараже в аргоне, дабы потом швы не зачищать.
Там же П/А сваял и собственно люльку.
Механизм фиксации люльки для предотвращения качки взял от раритетного деревообрабатывающего станка.
Вилку и стыковку с торцом стрелы делал РЭДС прямо на подворье у заказчика.
Подъём!
Максимальная высота подъёма люльки-7 м.
К вышеозначенному кранику сделал ещё и мини-прицеп для транспортировки всякой всячины, типа труб, мелкого металлопроката и прочего. Опять-таки максимально просто и дёшево. Ось-усечённая по колее и перевёрнутая для создания портальности задняя балка от ВАЗ-2108. Каркас-обрезки профильной трубы 100х50 и 80х40,а так же стойки из круглой трубы Ду-25. Также применил завалящее ТСУ от легкового прицепа.