

AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные AMBIVERT42
-
-
@drakondima,вариантов тут несколько:
Изделие работало с маслом.Вполне возможно,что здесь система легирования алюминий - магний -цинк.Если там до 7% цинка,то сетка пор будет,т.к.температура кипения цинка 900От себя добавлю, что лично встречался с подобной бякой, где по идее должен быть нормальный литейный алюмосплав, который варится на ура.Однако, всё не так просто. Сплав-грязный, изготовленный и отлитый не по технологии Это и головки бока и поддоны картера и клапанные крышки ГАЗов и УАЗов. Однако, иногда война с порами приводит к тому, что головку блока приходится отдавать не в мехобработку, а в лом. Если поддон или крышку можно залечить с приемлемой герметичностью, но без эстетики,то ГБЦ с сеткой пор на поверхности газового стыка-дорога к скорейшему прогару.
-
 4
4
-
-
@chdv1971, сделайте из листа "шестёрки" и больше не притащат.Настоящий франкинштейн. Больше красить не буду. Всё равно через годик притащат обратно.
-
- Популярный пост
- Популярный пост
Многосопельными горелками + пирометр
@Svarkin71,лично я работаю с подогревом чугуна и алюминия именно так.
как потом себя защищать от излучения тепла?
Применяю суконную куртку-"сталеварку" и толстые спилковые краги. Да, не холодно, скажем так... Но, работать в котельном цехе всяких ГРЭС/ТЭЦ-намного круче.
Вот, немного из свеженького. Поломанный косорукими коммунальщиками крепёж погружных фекальных насосов.

Подогрел ИК-горелками до 450-470 град.В ход пошёл ПАНЧ. Проварил корень. Ток-120 А.


Заполнение разделки.Ток-145 А.




В процессе сварки использовал пропановые горелки для сопутствующего подогрева.На готовую деталь

наварил нихромом приливы для упора во фланец насоса.

Потому как штатный буртик-совсем тонкий и перетяжка крепежа приводит к фатальным последствиям. Но, о последствиях-несколько попозже. На данный момент-деталь прошла мехобработку и установлена на насос. Всё работает.
-
10
-
@Cварщик Джо, Вы несколько превратно меня поняли... Я нигде не упомянул, что электрикам дозволено собирать скрутки ногами. Прочтите ещё раз пост #155 и поймёте, что я отнюдь не ратую за какпопальщину.Это повод не морочить голову и вопрос лежит исключительно в плоскости личной ответственности и на совести исполнителя работ. Недавно столкнулся с похожим мнением, только речь шла о сварке арматуры, мол, все огрехи все-равно бетон скроет. То же самое с электриками: проштробил - скрутил как попало, пока никто не видит, все-равно потом алебастр надолго все закроет и если нагрузка максимум электрический чайник, ничего со скруткой страшного не станет даже без сварки. Я же считаю, если мастер позволяет себе халатность - это его лицо и репутация. Рано или поздно она пострадает и никто с таким спецом дело не захочет иметь.-
2
-
-
- Популярный пост
- Популярный пост
По образованию электрик, и тот ужас с угольным электродом, никак не укладывается в моё понятие - сделать качественно.@sanec, вопрос эстетики и вопрос быстроты-лежат в разных плоскостях. И тут я электриков ой как понимаю. Ладно, когда надо окучить пару десятков скруток в одном помещении. А когда-пару тысяч на площади под тыщу квадратов, да на разной высоте? Захочется ли скакать с баллоном, горелкой и аппаратом? А так-"культю сформировали", термоусадкой этот страх и ужас скрыли, в распаечную коробочку упрятали. Главное-чтоб надёжно было, а эстетика тут-не столь важна. И это-я ещё не раскрыл вопрос стоимости оборудования....
А вот где нельзя плевать на эстетику-так это именно автомобильная тематика. Давеча я на джиперском сайте закусывался с производителем нестандартных топливных баков. Натыкал его носом в "эстетику". Что, мол, негоже такую срамоту делать, да ещё и напоказ выкладывать. Тем более, что неэстетичный шов говорит о низкой квалификации исполнителя. А значит-вопрос качества никто не снимал. И каков же был ответ? "Не бежит же по стыкам, что ещё надо? А что до эстетики-так баки под машиной стоят, швы никому не видно. " На вопросы о равнопрочности соединений и минимизации мест концентрации напряжений-контраргумент:"А ты попробуй, оторви..." Ответил, что тут рвать нечего, кроме, пожалуй, рук этого " ваятеля". И, если, к примеру, разные трубопроводы мы часто закапываем в землю и прячем за элементами отделки ( а там-тоже швы никто не видит), то это что-повод накакатЪ, а не сварить, так штоль? К сожалению, очень многие работники и их руководители не знают поговорки "Где разъ*ба-там несчастье!"...
-
15
-
Обладатели аргонников могут себе и в таком случае красоту позволить. А электрики-чиркают угольным электродом, запитанным от трансформатора. Красоты там и в помине нету. Но, таскаться по объекту с такими причандалами-не в пример легче.Ну а так как лучшее соединение провода это сварка, то вот такую красоту, просто не мог не выложить-
7
-
-
Всегда удивляюсь, что надо с такой деталью сделать, чтобы она сломалась?.. ДТП-не в счёт. Китайчатина-тоже (в силу чудес порошковой металлургии). Ведь на европейцах и, тем более, америкосах-поводки дворников сделаны очень добротно. Понятно, что человек сильней железа, но, как говорится, тем не менее, Абрам, тем не менее...Дворник с МАНа...в принципе можно варить без особого напрягаДа, бывает, что приносят всякую непотребщину, которая корректно не ремонтируется и путь её один-в утиль. Для неверующих клиентов, чтобы ответить на обвинения в косорукости и неумении-держу маску, а также образцы паршивого и нормального сплавов. Чтобы сам смотрел, что как варится и с каким результатом. После такой "наглядной агитации" вопросы, если и были, то сразу отпадают.
-
6
-
-
- Популярный пост
- Популярный пост
@Точмаш 23,обычно такой развлекаловке сопутствует момент эстетического шока. Сначала-у сварщика, искренне не понимающего, насколько можно, оказывается, себя не уважать и как человека и как спеца, чтобы такого налепить...Мелкая развлекаловка после чужой сварки) Потом-у клиента, при виде выполненного по правилам блескучего шва с чешуйками падающего ниц перед деталью и произносящего (из цензурного) эпитеты типа "Охренеть-не встать!!!"
Потом-у клиента, при виде выполненного по правилам блескучего шва с чешуйками падающего ниц перед деталью и произносящего (из цензурного) эпитеты типа "Охренеть-не встать!!!"  И тут становится ясно-теперь это твой клиент.
И тут становится ясно-теперь это твой клиент.
-
10
-
Вчера сломали стале-алюминиевую стремянку, всего год с небольшим прослужила
Стремянки, лестницы-раскладушки, козлики и прочее-это тема для РАДС как в быту, так и на стройке. Очень экономит бюджет. Ибо более ли менее путёвая раскладная лесенка-ценой тянет под червонец. Потому ко мне регулярно тянутся с поломанными лесенками представители разных строительных специальностей:электрики, вентиляционщики, отделочники, слаботочники и даже художники-оформители. Да и свои личные-регулярно починяю и дорабатываю для нужд конкретных объектов.
Ещё одна область, где для РАДС имеется почти непаханое поле работы-общепит в общем и кухонная утварь в частности. Дома починяю за дочками, только постигающими азы кулинарии, а в качестве калымов-куча всякого разного оборудования, от мала до велика, из кафешек, столовых и ресторанов. Нынешняя экономическая ситуация вынуждает начинать считать денежки и то, что раньше без тени сомнения выбрасывалось-теперь чинится и дорабатывается, после чего-служит верой и правдой.
.
-
8
-
-
У меня этот номер не прокатил. Почему-то при переключении выключателя аппарат уходил в защиту. Расколоть этот ребус у меня мозгов не хватило. Поэтому забил на эту проблему и разорвал перемычку раз и навсегда. Поджиг-убойный, как у Пико-162. А у него-БСН нет и в помине. В принципе, работаю обоими аппаратами и отсутствии БСН нисколько не напрягает, хотя специфика моей работы такова, что очень часто приходится работать в сырости.включение и отключение ограничителя НХХ определяется этой перемычкой. Вместо неё два провода к выключателю на передней панели, и все дела. 15 минут максимум.-
1
-
-
- Популярный пост
- Популярный пост
Итак, столбики под газопровод установили, приступили к монтажу труб.

Посёлок попался с, мягко сказать, своеобразным рельефом местности-ни одной прямой улицы. Ни по направлению, ни по горизонтали. К тому же, надо обойти почти все опоры электросетей и фонарные столбы, а также попетлять вдоль улиц, чтобы не попасть на закопанные в землю силовые и оптоволоконные кабели. В общем-веселуха, ни одного прямого участка длиной больше 15 м. Зато-куча компенсаторов,скачков и вилюшек.







Сроки-сжатые, а объём приличный-порядка 8 км. Поэтому-не до реверансов. Сварка-рутиловыми электродами (по проекту, ей-богу, не вру!) за один проход в зазор.

Лесенку мало переставить, её надо ещё установить надёжно. Иногда это делать банально лень, иногда-просто невозможно. Посему приходится варить и левой и правой рукой.
Это-левой.

Это-правой.

В некоторых местах-либо на подворье не попасть (нет хозяина на месте, либо хозяин на месте, но он-"редиска", во двор не пускает). Оборотные стороны стыков варю через зеркало.
Труба ф 133 мм, толщина стенки 3,5 мм. Ток сварки-105 А, в отрыв.
Чтобы обеспечить электроэнергией многочисленный коллектив, вдобавок к шести имеющимся, был взят в аренду ещё один увечный генератор. Отдавался по принципу "На те, Боже, шо нам не гоже!". Стучит мотор и подтекает топливо.

Причина стука в двигателе-отвалившийся крепёж деталей магнето. Приаргонил.


Моторчик после ремонта бодро затарахтел, а топливный бак-обливается бензином. Проварил стык частей бака по периметру.

Резьба под топливный кран-почти отсутствовала, как таковая (да и весь генератор данного производителя-просто образчик "бюджетности"). Поэтому припаял БрКМц нормальную гайку.

-
40
-
Балки мостов трещат не только на КамАЗах. Варил и с америкосов и со шведов и с китайцев. Беда одна-душа русского человека требует грузить не столько, сколько разрешено, а сколько влезает. Влезает меньше, чем хочется-ничего, борта нарастим. Перегруз+раздолбанные дороги-вот вам и усталостные трещины. Если варено нормальными электродами (или проволокой)-то вопросов с надёжностью нет. Может лопнуть где-то поблизости, а может и не лопнет. Вареные мной несколько лет назад мосты пока в ремонт не возвращались. Скорее всего до водителей стало доходить, что мнимая выгода от перегруза перечёркивается одним махом при покупке даже б/у-шного моста. Да и весовщики ныне особо разгуляться не дают.пугают именно когда мост вдоль по шву лопаетсяТрещина картера редуктора в верхней части. Так сказать болезнь этих мостов. Постоянно трещат и течь масла. Периодически их подваривают. Есть ли варианты от этого избавиться?Если трещит постоянно и в одном месте, то это-либо сварка не шибко качественная (как заводская, так и ремонтная), либо перегруз систематический, либо мост бракованный. В любом случае, без подробного описания дефекта с фотографиями-гадание на кофейной гуще. Потому как в своей практике встречался и с кривыми мостами, вареными как попало, так и с усталостными разрушениями вполне качественных мостов.
-
6
-
-
- Популярный пост
- Популярный пост
@evgen67228,думаю, что про засверливание концов трещины,зачистку и разделку подобно пояснять не надо. Это-по умолчанию. Если хотите герметичности-то БрКМц будет предпочтительнее. Меньше пор. Да и температура плавления этой присадки-поменьше, чем у ПАНЧа. Если будете варить на холодную, без предподогрева до 400 град., то варите короткими стежками, по паре сантиметров, не допуская перегрева чугуна и расплавления свариваемых кромок. Это-процесс, больше напоминающий пайку, нежели сварку..Лучше варить в импульсном режиме, давая остыть и основному и наплавленному металлу. Если опыта в РАДС маловато, то имитируйте импульс цмыканием кнопкой, поиграйте длительностью спада тока. Но, таки для начала-потренируйтесь на чём-нибудь чугунном, но ненужном. Например, на резьбовых муфтах, или каком-нибудь чугунном ломе. Прочувствуйте процесс, появится уверенность-тогда можно будет варить восстанавливаемые детали.
Удачи!
-
12
-
- Популярный пост
- Популярный пост
Ну направлять болгарку на маску, это уже кощунство.Если работаешь один-да, кощунство. Но, когда на объекте работает куча народу-сварщики, слесаря с болгарками, плазмо- и газорезчики, то то, как вы положили маску-никого не волнует. Как говорится, это-ваши проблемы. Предупреждать и за вас перекладывать никто не станет. А некоторые злыдни спецом будут струю из-под резака направлять в сторону не фэншуйно положенной маски. Что называется, "для усиления эффекта" и чтоб впредь бросать маску как попало неповадно было... Много раз наблюдал такую картинку.
-
11
-
"Паёк" на ТРИ!!! дня.
Ненуачо, собссно...
 Нормально так. Трёхразовое питание:понедельник, среда, пятница. Или вторник, четверг, суббота-даже выбор есть...
Нормально так. Трёхразовое питание:понедельник, среда, пятница. Или вторник, четверг, суббота-даже выбор есть... 
-
8
-
-
@konstantinXX, буду весьма признателен, если в "пайке" вы разместите ссылку на данное видео.Кстати, как раз сегодня на ютубе, Валерий-медник показывал радик от маза-
2
-
-
Не в обиду, но очень много припоя стратили.
@konstantinXX, какие тут могут быть обиды?! "Ларчик просто открывался"-и патрубок и отбортовка на нижнем бачке были столь сильно пожёваны грубой силой, применённой при снятии шлангов, что проникновение в неравномерный зазор припоя только за счёт капиллярных сил местами было просто невозможно. Патрубок отрихтовал, как мог и как позволяло время. Отбортовку бачка толком выправить не смог...Потому и налил припоя с избытком, чтобы он затёк в зазор по принципу сообщающихся сосудов. Контроль пропайки изнутри патрубка осуществлял "стоматологическим" зеркальцем. Всё путём, да и ладно. Расход ПОСа-ерунда по сравнению с тем, что на верхний патрубок уложил почти целый пруток CuAg. Вот где печалька-то...

-
5
-
-
- Популярный пост
- Популярный пост
Вот и закончилось "бабье лето", а за ним-"золотая осень". Началась традиционная для Западной Сибири "мразь и склизь". Это-верный признак начала монтажа наружных сетей. В данном случае-газопровода низкого давления. Пока наши подсобники бурят грунт под столбики. Что называется, докрутились-довертелись... Свернули шею шнековому буру от трактора-бурояма. Впрочем, поломка была достаточно давно. Починяли на коленке и без понимания сути. То есть саму бор-штангу не варили, а нахлобучили резьбовую (!!!) муфту подходящего диаметра. Естественно, "недолго длилось счастье Шнеерсона"...


Срезал эти кошмарики, разделал кромки. Труба ф 90 мм, толщина стенки-10 мм. Корень-РАДС. Когда толщина стенок приличная, а скорость сварки-достаточно высока-шовчик получается золотистым даже на чернухе.

Задув бор-штанги посчитал излишеством, посему обратный валик-синий.

Заполнение и облицовка-РЭДС. Лб-52.


После починки бур благополучно отработал больше двух недель, ковыряя насыпной грунт вперемежку со строительным мусором.
Автосервисные калымчики.
Пробитая развалившимся подшипником деталь коробки передач.


Заварил.


Чуток поскоблил бор-фрезой.

Продавленная при аварии крышка ГРМ.


Радиаторы мал мала меньше.
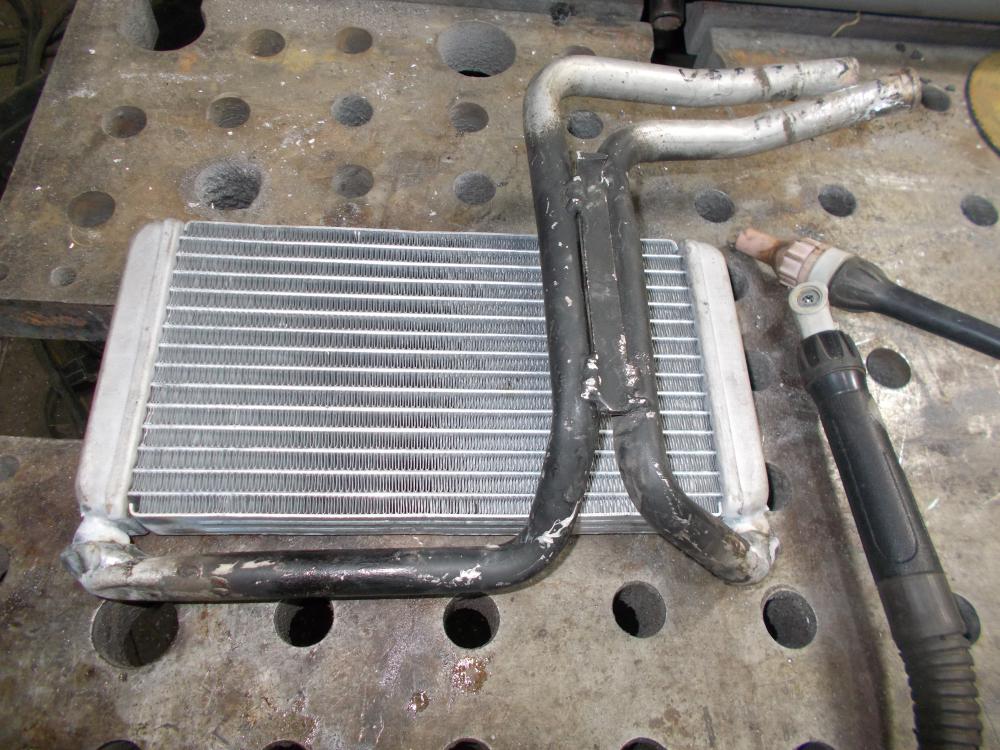
"Неожиданные" для нашего региона холода вынудили водителя начать колхозить доппечку в кабину самогруза. Мне выпала задача "познакомить" трубки с каким-то радиатором.


Радиатор с ВАЗовской "классики" . После радиаторов всяких там "Кенов", "Фредов" и прочих тружеников асфальта и бездорожья сие изделие своими размерами выдавило скупую слезу умиления.

Нижний патрубок просто перепаял ПОСом.

Верхний-косорукие механоиды не просто оторвали, как нижний, а выломали из бачка вместе с отбортовкой, поэтому припаял в аргоне медно-серебряным припоем.

По той же технологии залечил и пробоину в верхнем бачке (из-за которой, собственно, затеяли демонтаж радиатора).

-
37
-
Причём, окотлеченный, как погляжу.Уазик японский -
современные технологии, вторичка не расплавленная а перемолотая в порошок и спресована, из-за экономии электроэнергии... а может и ошибаюсь,
Да уж, сколько народу с этими "прелестями" порошковой металлургии горя хватило... Ну, это, что называется, чтоб сварщикам работа мёдом не казалась.
-
5
-
-
Способов я применяю несколько. Это подогрев ИК-горелками, пропановыми "кровельными", дающими широкий факел, а также пропановыми, ацетиленовыми резаками. Очень хороший результат даёт ацетилен-кислородная горелка для газопорошкового напыления. Она даёт мощный, но не столь концентрированный, как у резака, факел пламени.кто, каким способом подогревает.-
5
-
-
Сразу видно трёхсотым гроверсом варили....Жаль у меня дух сотый такую красоту не выдаст...
@egemih81,неправда Ваша... Двухсотым. Трёхсотпятидесятка опять укатила в "стационар"...

-
3
-
-
- Популярный пост
- Популярный пост
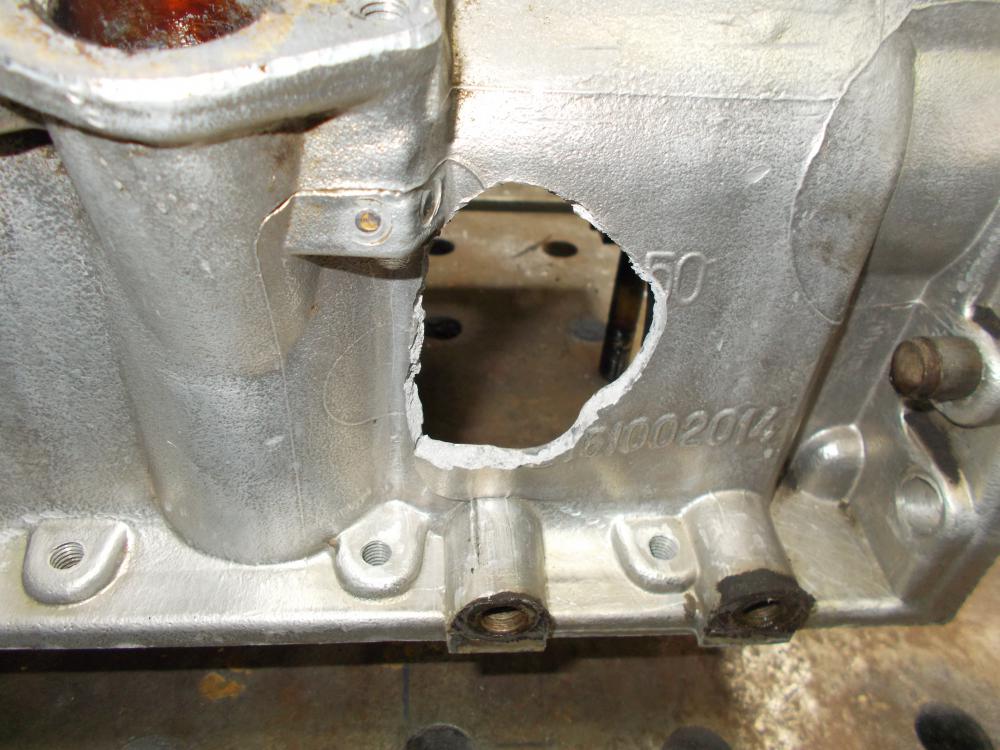
Блок,хрен его знает от какой машины,оторвался шатун,дыры с двух сторон
Блок чугун.
Да что ж это за напасть-то такая?!! Прям эпидемия...
 Мой пациент-третьим будет.
Мой пациент-третьим будет.Блок с УМЗ-4216. Картина маслом...




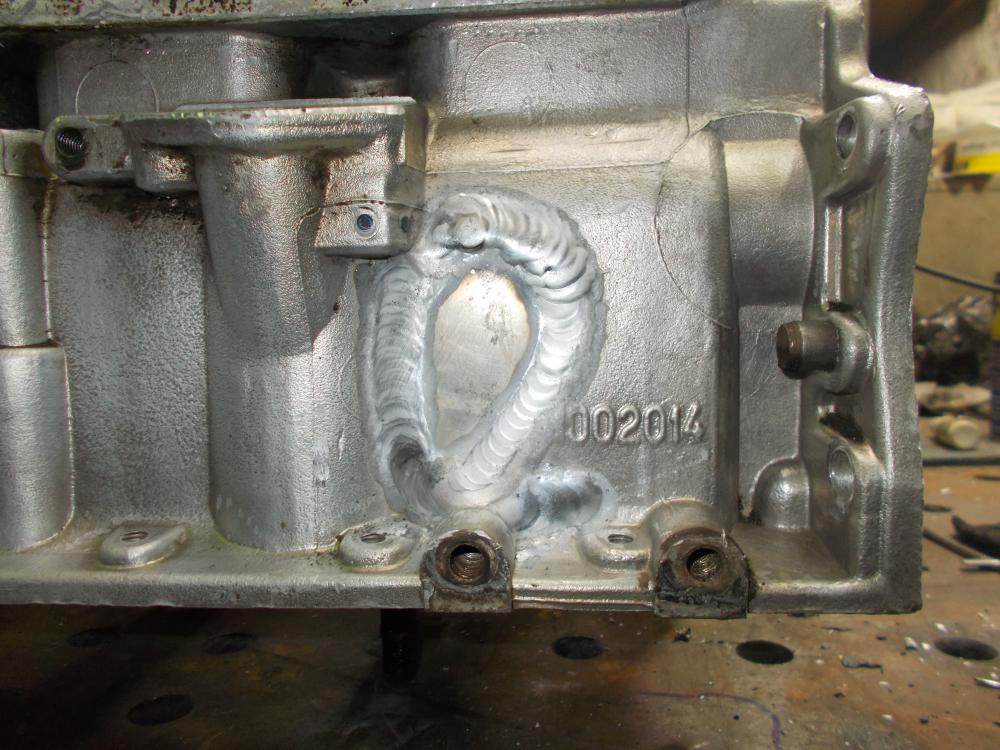
Пробоины подровнял. Вырезал латки из "донорского" блока. Кромки разделал Х-образной разделкой. Варил с предподогревом блока до 200 град. Ток сварки-порядка 200 А.
Вид снаружи и изнутри.




На очереди-ещё пациент той же модели. Только случай-более сложный. Повреждены масляный канал и одна из постелей распредвала.
-
23
-
Не был. Не был. Не был. Даже рядом не стоял... (С) Ни одного знакомого лица.Алексея(Ambivert 42) надо спросить, может узнал кого )
-
1
-

















































Сварка чугуна ТИГ-ом часть 1
в Аргонодуговая сварка — TIG
Опубликовано
@dimas77, рукояти и тяги подъёмной и землеройной техники-высоконагруженные детали, требующие равномерности структуры. Даже если варить покрытыми электродами с чугунным стержнем на горячую, то однородности вы не добьётесь. Детали, работающие на излом и растяжение-должны быть строго однородными по структуре. Поэтому мой вам совет, не затевайте лотерею. Вариантов тут немного. Найти Б/У, но целое, купить новое и изготовить стальное. Лично я по настоянию владельца техники разок сыграл в лотерею и попытался заварить тягу с фронтальника. О лотерейности затеи заказчик был предупреждён. Пока фронтальник ковшом только толкал и ровнял-всё путём. Поднял ковш и трамбовал грунт-хрусть и тяге конец. В итоге-изготовили таки стальную тягу. Работает нормально.