hvr63
-
Постов
1 294 -
Зарегистрирован
-
Посещение
-
Победитель дней
105
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
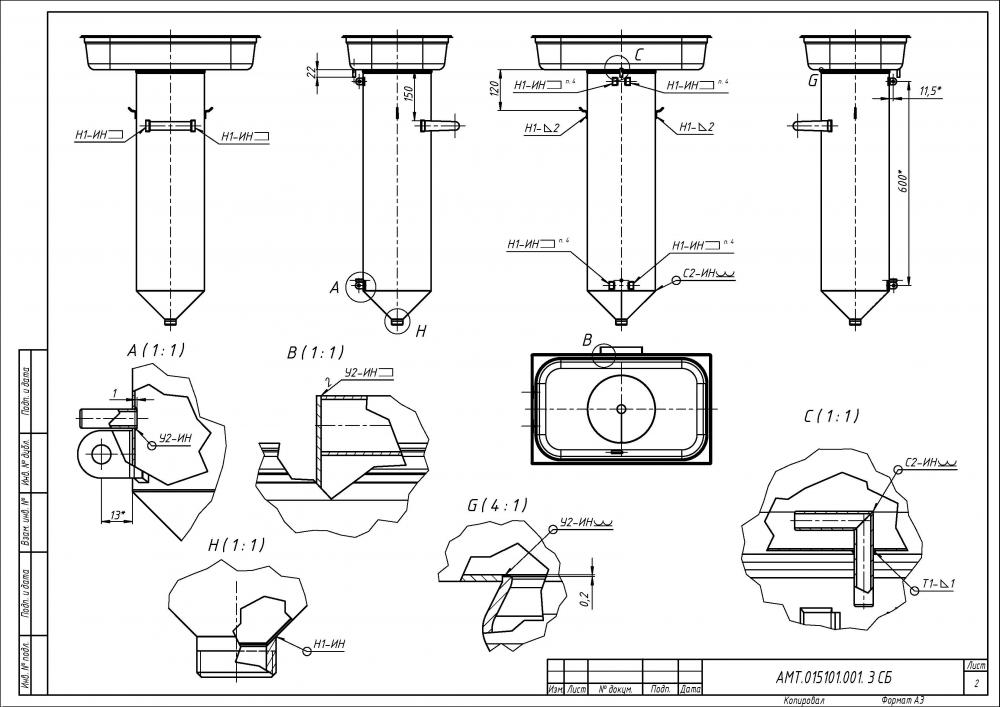
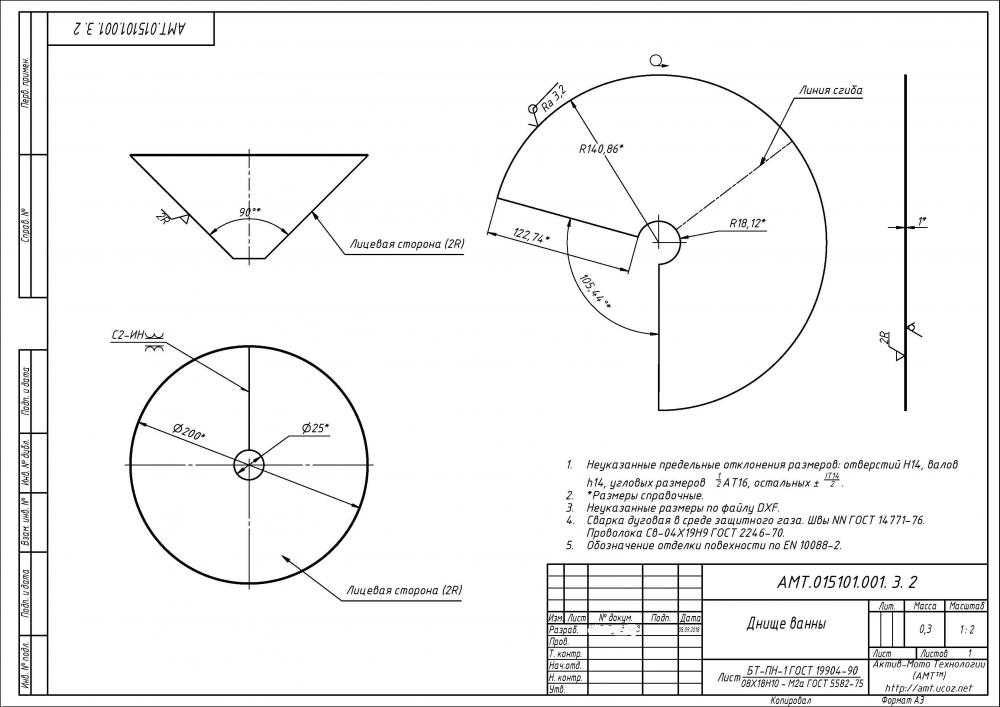
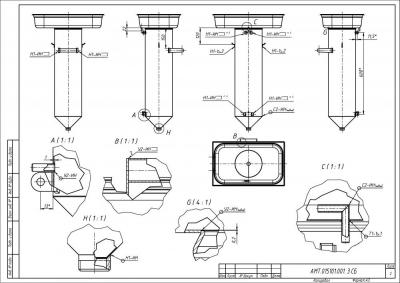
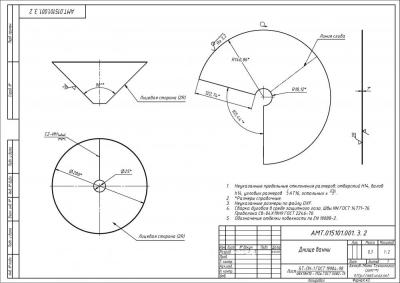
Как конструктор - конструктору скажу (банальные вещи наверное). Существующая догма на недопущение конструктором установки технологии выполнения изделия (с известными оговорками), зачастую рождает для конструктора сильную головную боль. Запаришься в цех бегать и объяснять свои мысли исполнителю. Я всегда в конструкцию закладываю технологические возможности исполнителя, если конструкция не обезличенная по исполнителю. Если исполнитель обезличен, то по возможности стараюсь опереться на технологию исполнения попроще, а не на ту, которая применяется в NASA, или НПО Лавочкина. Вот для примера пара чертежей с установленной технологией исполнения под известного исполнителя.


-
Да.
-
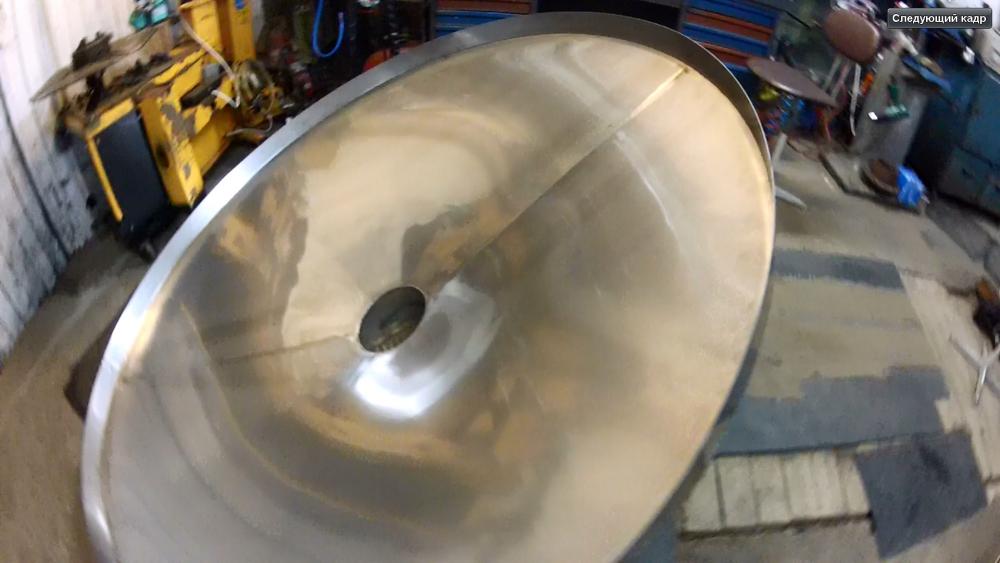
Вот 1 мм нержавейка. Сплошной шов и даже не пульс. Ничего не ведет, не коробит (можно по отражению посмотреть). Конструктор, технолог и сварщик сидят на одном стуле. Я к чему? Необходимо согласовывать действия этих трех, по отдельности уважаемых персонажей.














-
Ну а чё, тоже сварка...






-
Адрес почты в личку, отгрузку проведу незамедлительно.
-
Ток розжига не регулируется, но исхитриться можно.



-
Продам за 3000=00 руб. Системные требования: Excel 2016 Заинтересовавшимся вышлю демо-версию программы. aktivmoto@yandex.ru Краткое описание в PDF АМТ.131001.001 - Программа Автомат сварочный - О программе.pdf










-
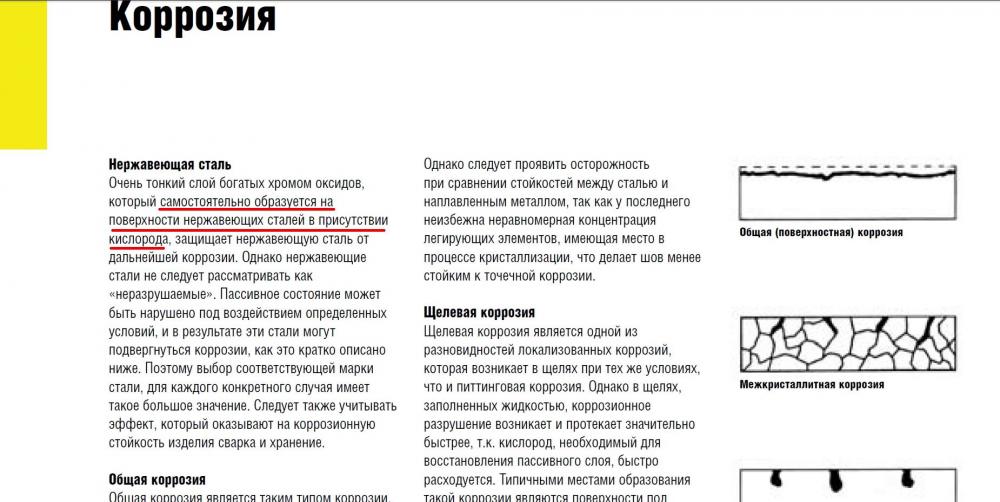
ESAB - Информация и руководство по травлению нержавеющей стали.pdf

-
Может не по теме. В бытность службы механиком на самолете, в мои обязанности входила заправка-слив жидкого кислорода системы дыхания летчиков. Сей перфоманс происходил перед-после каждого полета. После полета кислорода оставалось в сосуде прилично и сосуд емкостью был приличный (экипаж 6 человек). Слив происходил до банальности просто, кран открыл и из сливного отверстия внизу фюзеляжа кислород потек прямо на бетон. В холодное время даже лужица успевала образоваться. Ну так присматриваешь, чтоб не в лужу с маслом, но никто площадку под сливом с мылом не мыл. А площадка иногда сильно загрязнялась, например при замене тормозных камер на колесах шасси. Случаев возгорания кислорода с такой процедуры, я не припоминаю. Если бы нечто подобное было, то обязательно такие случае до личного состава доводились бы. При заправке тоже особо никто не церемонился, машина с кислородом подъезжала, подстыковывалась и понеслось. Заправка происходила до перелива: как кислород потек из дренажа - идешь краник закрывать. А под самолетом могло еще несколько технических машин болтаться и люди суетиться.
-
Теорему Ферма доказали, а это уравнение - сущая безделица.
-
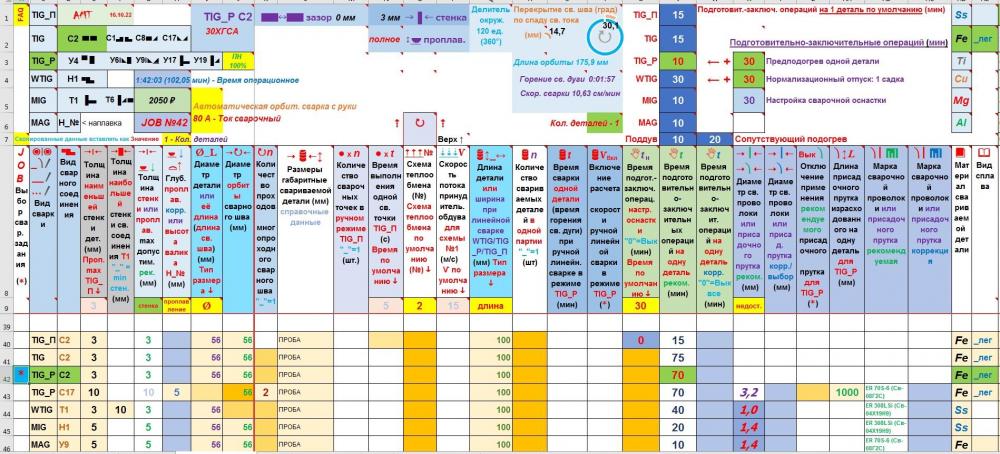
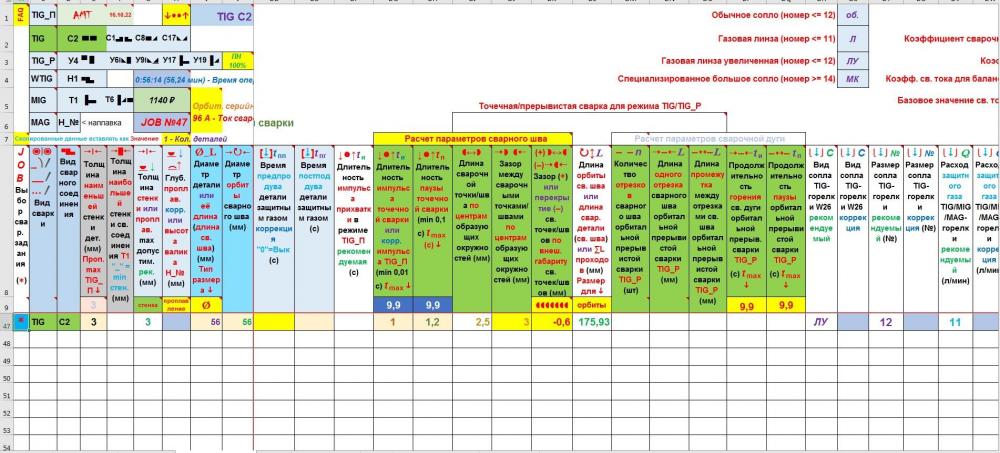
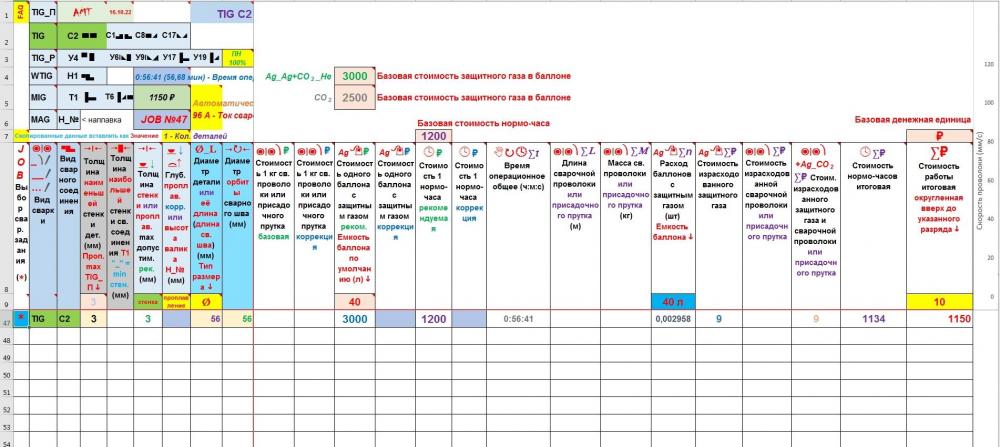
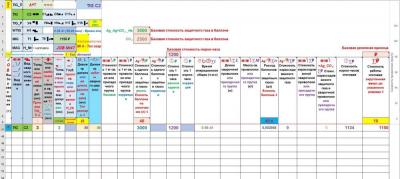
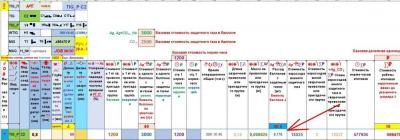
И вот как выглядит ответ на этот законный вопрос если надо сварить 1000 выхлопных труб. Как видно, все прекрасно маштабируется. Так что, мое мнение (и оно правильное ) - нормо-час рулит всем. И как приятный бонус владения информацией о нормо-часах - можно заранее газовыми баллонами запастись.

-
У заказчика еще один глупый вопрос возникает: "сколько это будет стоить?" И как на него отвечать перед началом работ? А если деталей 1000 шт?
-
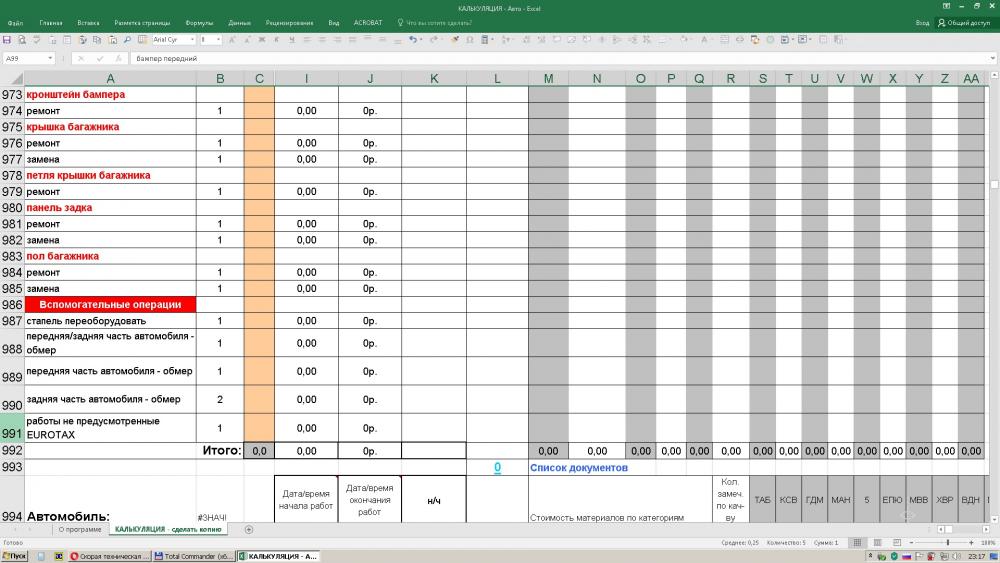
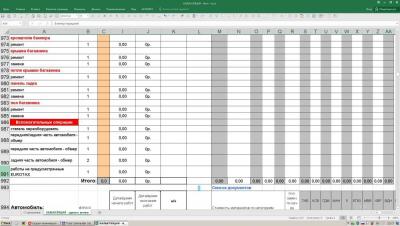
Я привел примере (вверху) как рассчитывается стоимость работы для сварки выхлопной трубы с применением нормо-часов. По моему все предельно просто. А вот, кстати, как выглядела программа из автосервиса. У меня работники тоже ныли, что стоят нереальные нормативы. Пришлось им доказывать, что все реально. Для примера заменял переднего крыла Жигулей (они как раз стояли в работе). По нормативу, если не ошибаюсь, 15 лет прошло, на замену 1,7 часа. Я быстрее заменил.
-
"Все очень просто, Анджин-сан. Просто измените ваше представление о мире."Джеймс Клавелл, Сёгун У меня в автосервисе нормативы на окрасочные работы (у меня специализация - кузовной ремонт) были по справочнику "Евротакс". Так вот, я обсчитывал ремонт автомобиля после катастрофы полностью, до начала работ, и полученная стоимость потом не менялась. И я ошибался крайне редко. В этом справочнике "Евротакс", было прямое указание на то, что все временные нормативы должны базироваться на условии должной технической оснащенности автосервиса, и предлагалось использовать поправочный коэффициент, если оснащенность, по каким либо параметрам, не соответствует нормативной.





-
Есть универсальный способ ценообразования - нормо-час + накладные расходы (по вкусу).
-
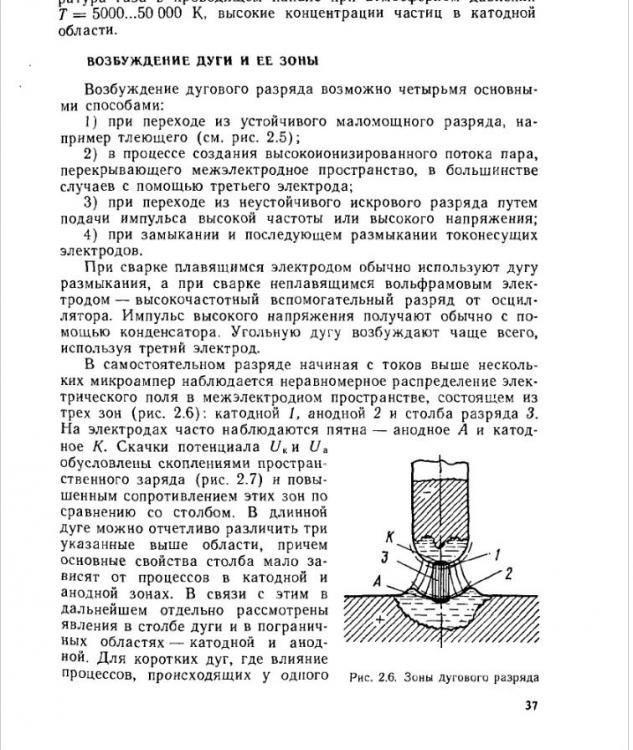
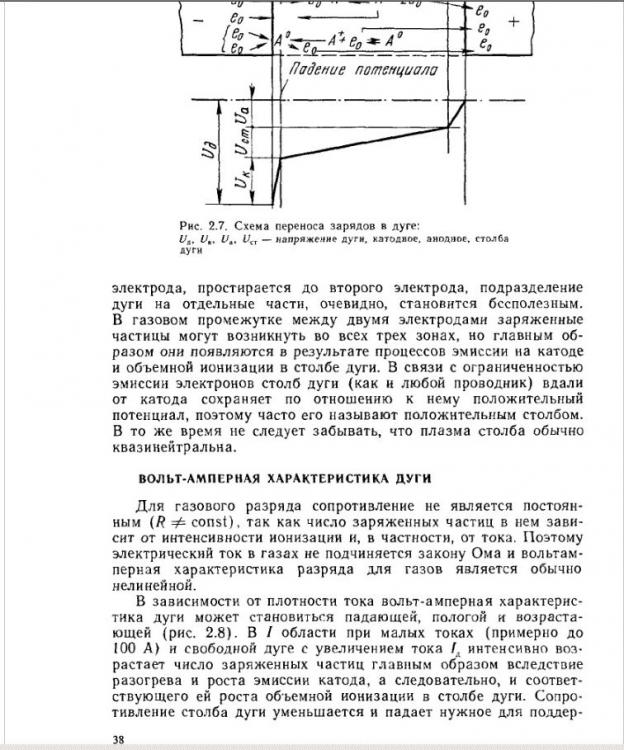
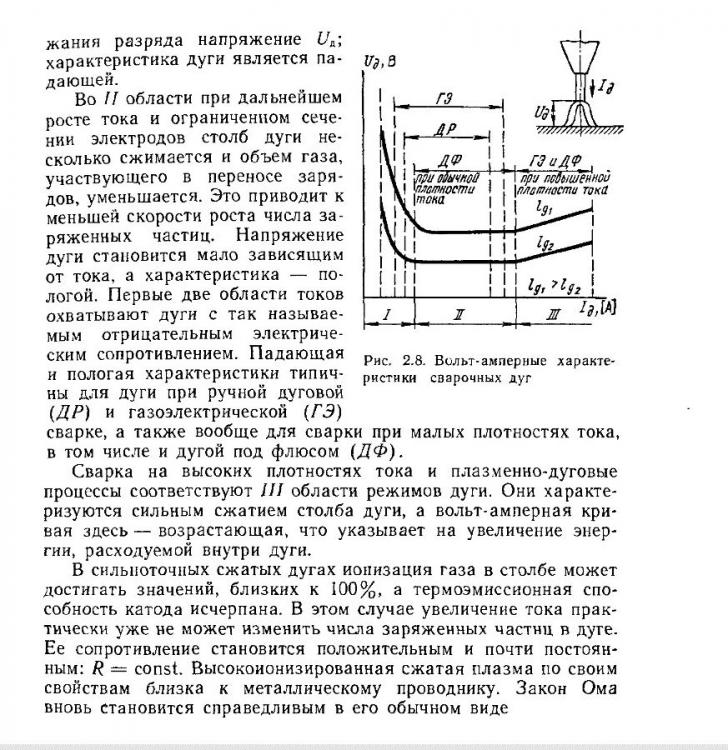
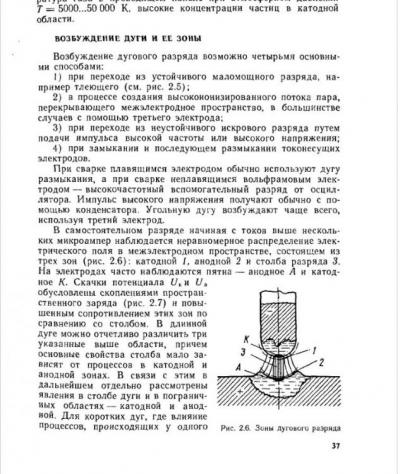
Я, с этой Сиборой, скоро весь учебник сюда залью.


-
Валер, это я писал про профессиональный аппарат Тритон, там такие фокусы возможны.
-
Я тут подумал про первичный и вторичный поджиг, все таки это все относиться к первоначальному зажиганию дуги. Первый поджиг, с его силой тока, необходим для разогрева электрода, дальше, с разогревом электрода эмиссия резко возрастает и ток нужно снизить. То что в заводских настройках предусмотрена такая функция - это просто сказочный падарок от разработчиков, не надо менять каждый раз прошивку, а можно отладкой заниматься в реальном времени. В связи с этим, сильно менять временные показатели розжигов нужно с осторожностью. Все же на Сиборе не колхозники из Заветов Ильича сидят, а люди с лабораторной измерительной аппаратурой и они уж точно знают временные фазы зажигания дуги.
-
Может вторичный поджиг, это как раз поджиг во время сварки, а первичный только когда есть ВЧ, или контакт с деталью при Лифте? У разогретого элетрода эмиссионные свойства высокие, ему не нужен такой большой ток для поджига, какой прописан для первичного.
-
Кто предупрежден - тот вооружен. Это физическое явление, а мы, советские ученые, с физическими явлениями можем бороться.
-
Это есть, но оно не носит катастрофический характер. Хотя... Я думаю, в какой-то неблагоприятный момент это может подловить, как когда я сжег трубку при стоящем за спиной заказчике.
-
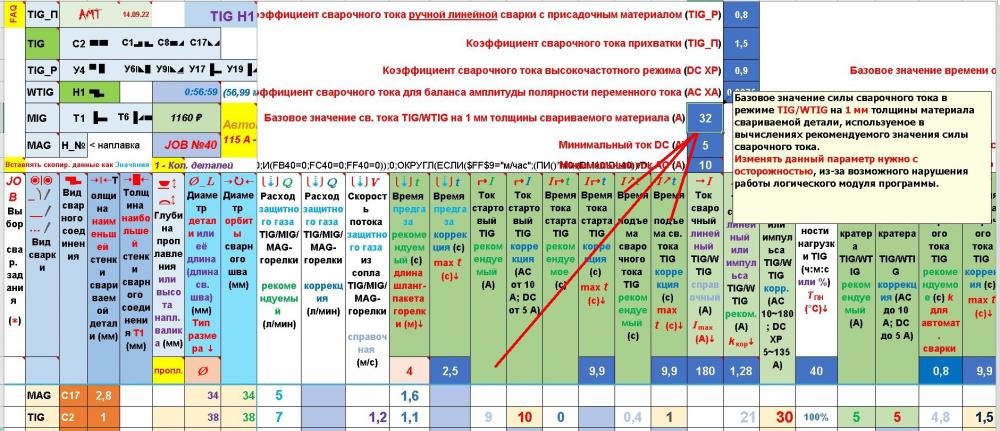
Это к вопросу про суслика Просто в обычном мануале производитель не обязан расписывать всю логику заводских настроек. Но вот я, к примеру, в своей программе указываю про возможные последствия изменения заводских установок (см. по стрелке и пояснение к параметру). Тут определенно что-то не так, как должно быть. У них на первой прошивке были какие-то проблемы с поджигом (со слов Тульского мастера). В 14 якобы это исправили. Может здесь Hund begraben.

-
При токе розжига для диаметра 0,5 можно на алюминии 0,3 мм спокойно поджечься и некоторое время держаться на оном месте.
-
Кстати, слишком мало, наверное тоже не очень хорошо. При маленьком токе розжига количество попыток возбудить дугу будет больше. И вот что я заметил. Такое ощущение, что при розжиге, баланс полярности очень сильно в плюс, если не чисто в плюс. У меня на другом аппарате, с нерегулируемым током розжига, шарик оплавляется правильно при балансе на всю в плюс. И на этом аппарате есть возможность менять полярность розжига (старт с положительной, или отрицательной полуволны). Так вот ставил на нем на положительную полуволну и шарик подкипал. А вот на Сиборе шарик почти сразу начинает кипеть, что говорит за то, что сильно в плюс.