hvr63
-
Постов
1 294 -
Зарегистрирован
-
Посещение
-
Победитель дней
105
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Пардонче, не в ту тему запсочил. Целился отдельной темой в "Прибамбасинг".
-
Надоело прыгать как макака к баллону, подстраивать расход. Сделал из одной дельной вещи - две.






-
Такие вопросы лучше решать на chipmaker
-
-
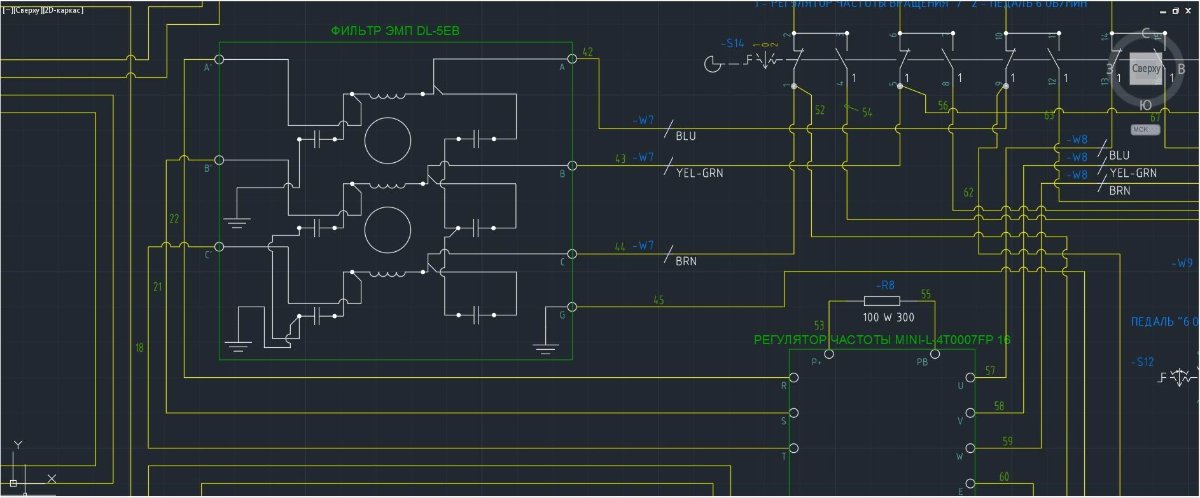
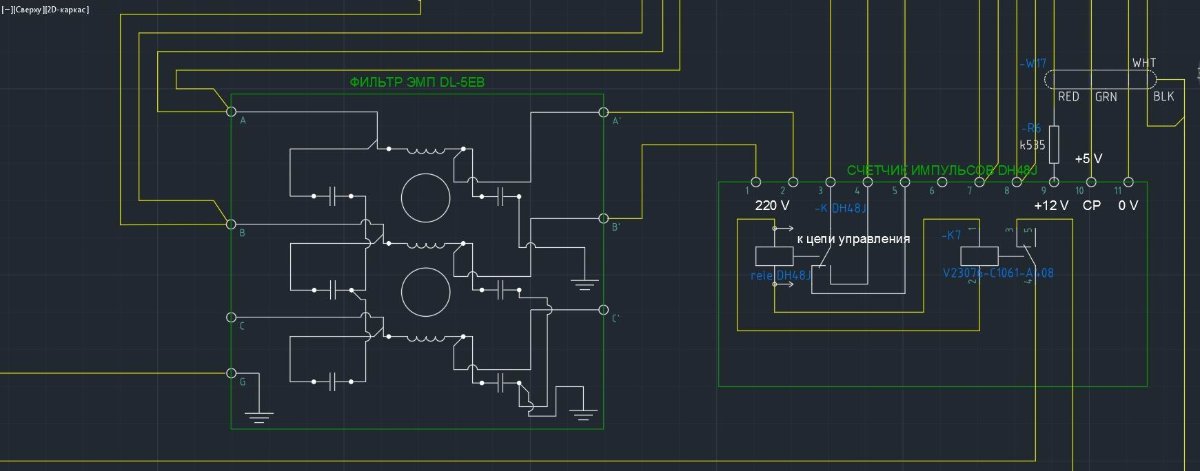
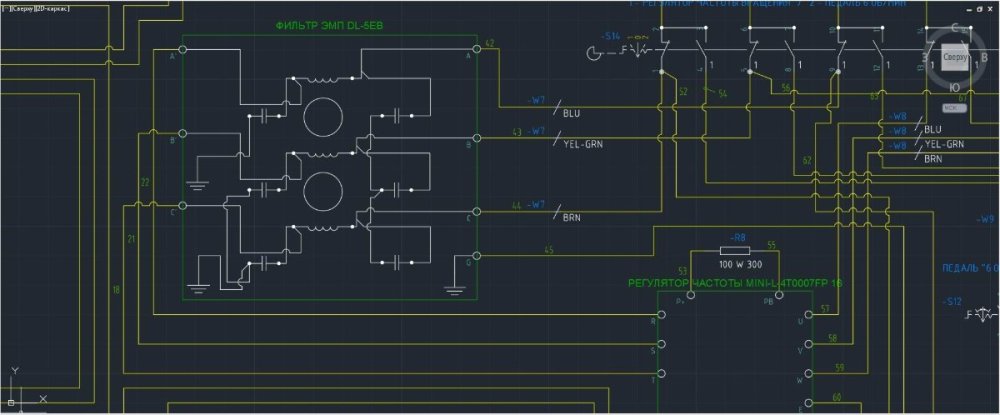
Я думаю мне прилетело по питанию. У меня заземление сделать нет технической возможности. Все что сделано - зануление. Частотник иногда падает в обморок, но вроде не по ВЧ-помехе, а по национальности. У частотника стоит по питанию фильтр, у энкодера фильтра не было, теперь поставил. Провод датчика энкодера экранирован. Светодидная цокольная лампочка рядом с поджигом ВЧ тухнет, также тухнет настольный монитор в 3-4 метрах. Монитор ноутбука не тухнет (ноутбук без батареи, подключен к сети 220). ПС. Я не электроник, и в электронике очень слабо разбираюсь. Делаю на сколько мозга хватает.
-
В смысле сварочный?
-
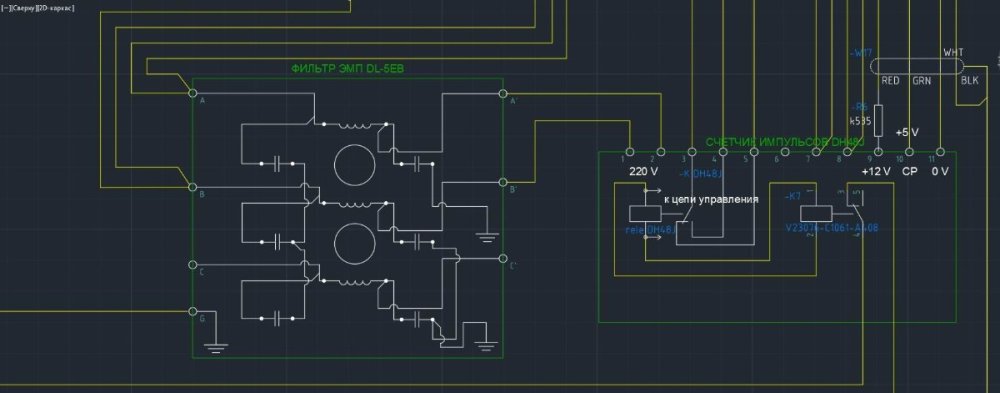
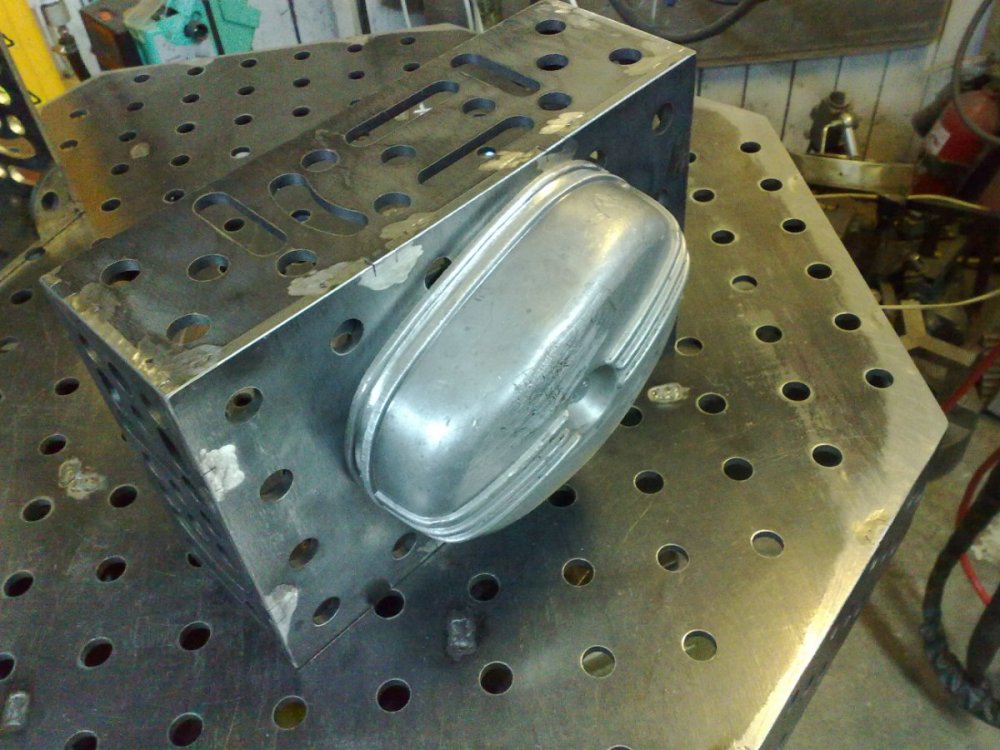
На стол я закрепил так, для примера. А насчет того, что что-то может сгореть от ВЧ-поджига - это да. Тут на днях варил на вращателе полированную деталь и чтобы не поджечь в неожиданном месте отсоединил массу от стола и присоединил только на деталь. При сварке другой детали в автоматическом режиме забыл, что масса от стола отсоединена. Дуга само-собой не зажглась, а я ее ждал секунды 2-3 - сгорел опто-датчик энкодера положения стола и счетчик его импульсов.
-
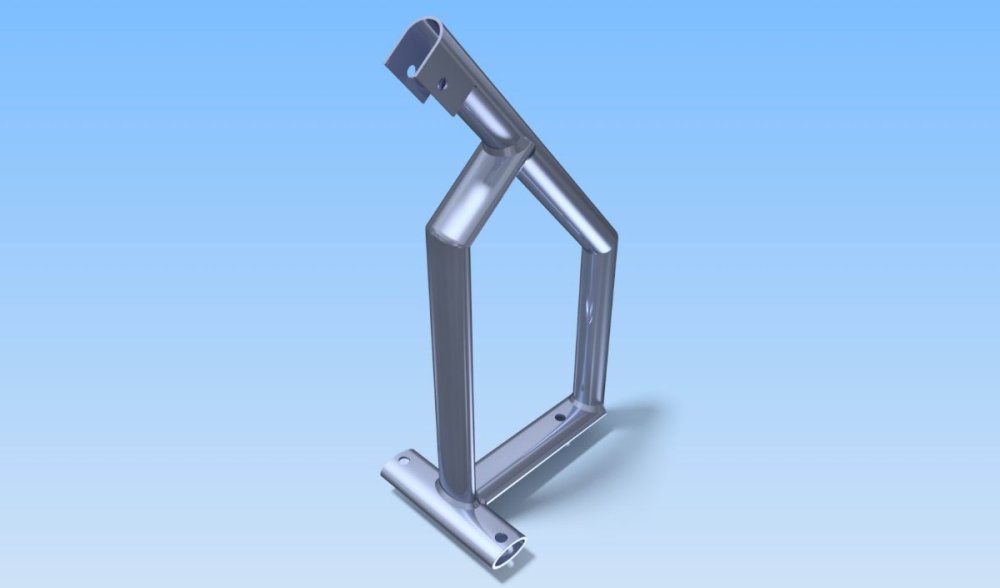
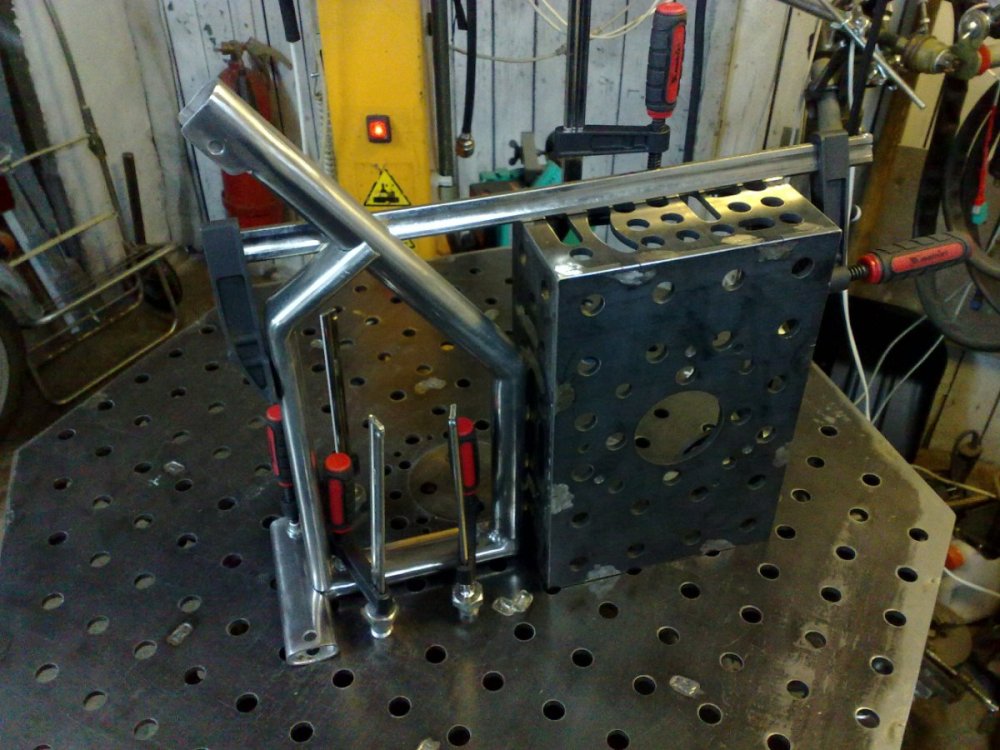
Можно и так. Но я любитель делать из подручных материалов, а под рукой были две новые тяги (товарищу в автосервисе принесли не те, я и обогатился на халяву). Вообще, рулевые тяги - вещь полезная в хозяйстве. Вторая тоже нашла себе приют, с использованием этого же замечательного свойства - "усилие сдвига".


-
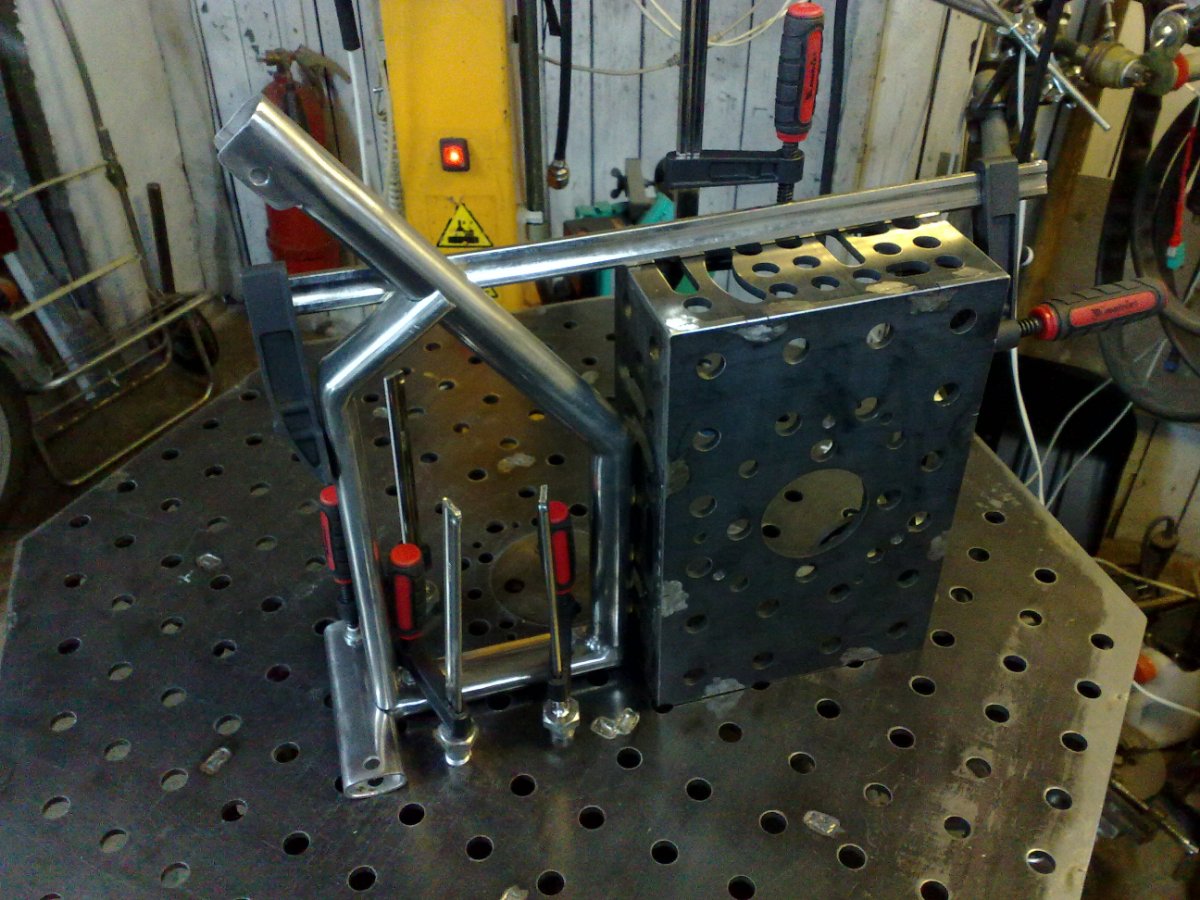
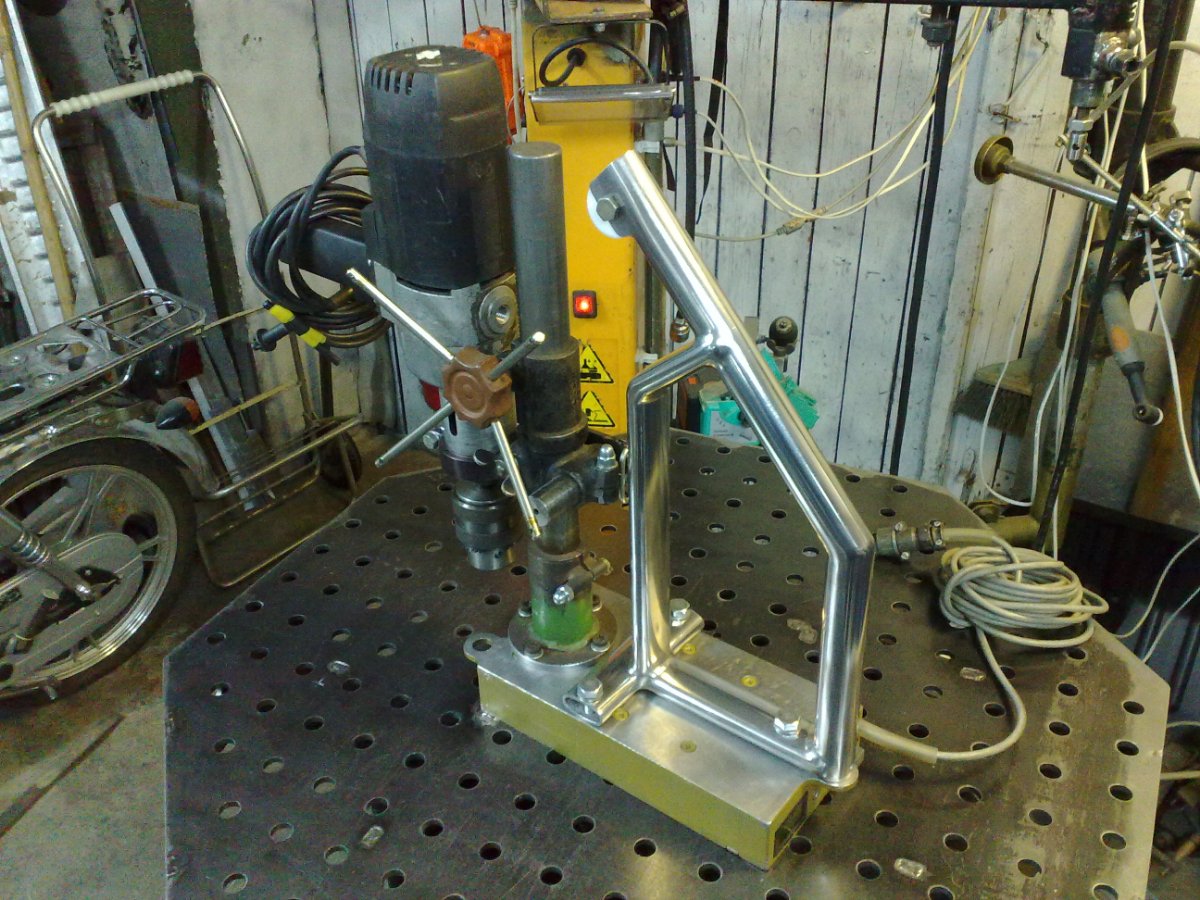
Соорудил себе фонарик с универсальным креплением и многофункциональной стойкой. Дополнительная стойка из какой-то рулевой тяги (если кто задумает повторить - тяга обязательно новая, у нее усилие сдвига покоя многократно превышает силу трения движения). Прожектор в качестве источника выбран из-за низкой надежности светодиодных цокольных ламп (в плане их драйверов, или питания). Но вместо прожектора несложно опять применить цокольную лампу. Лампы накаливания не рассматривал, такие лампы у меня сильно засвечивают инфракрасные датчики.












-
 Есть в хозяйстве. В девичестве - "Вепрь". Если память не изменяет 6 кВт номинальной. Сварку не подключал. Покупал питать магазин, когда в районе кабель порвался на месяц. ПС. Телега самодельная. В оригинале стоял на каких-то чудовищных санях-волокушах.
Есть в хозяйстве. В девичестве - "Вепрь". Если память не изменяет 6 кВт номинальной. Сварку не подключал. Покупал питать магазин, когда в районе кабель порвался на месяц. ПС. Телега самодельная. В оригинале стоял на каких-то чудовищных санях-волокушах.



-
Не совсем по теме (скорее совсем не по теме).
-
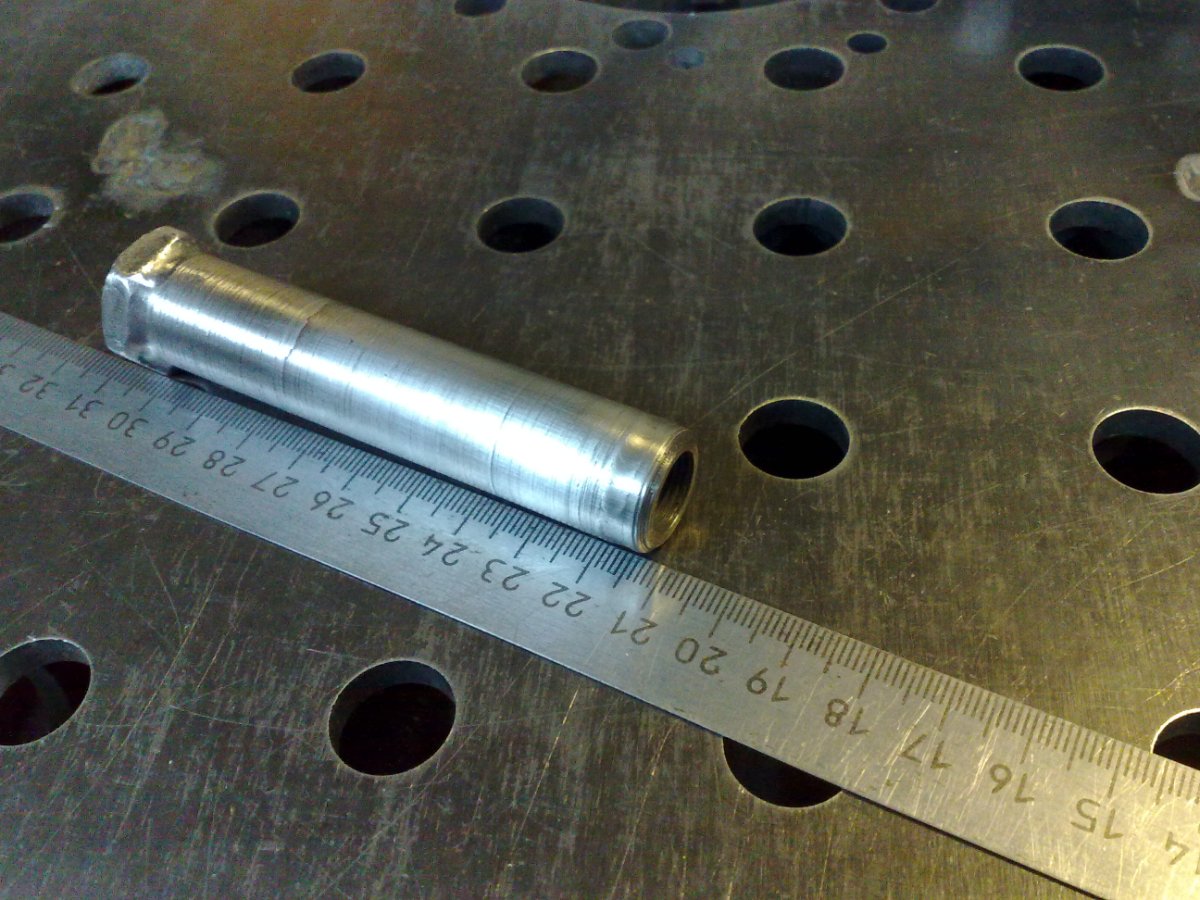
Сталь 20. Труба D18х2. Резьбовая втулка D18хМ12х1. 71 А. 14,7 см/мин.


-
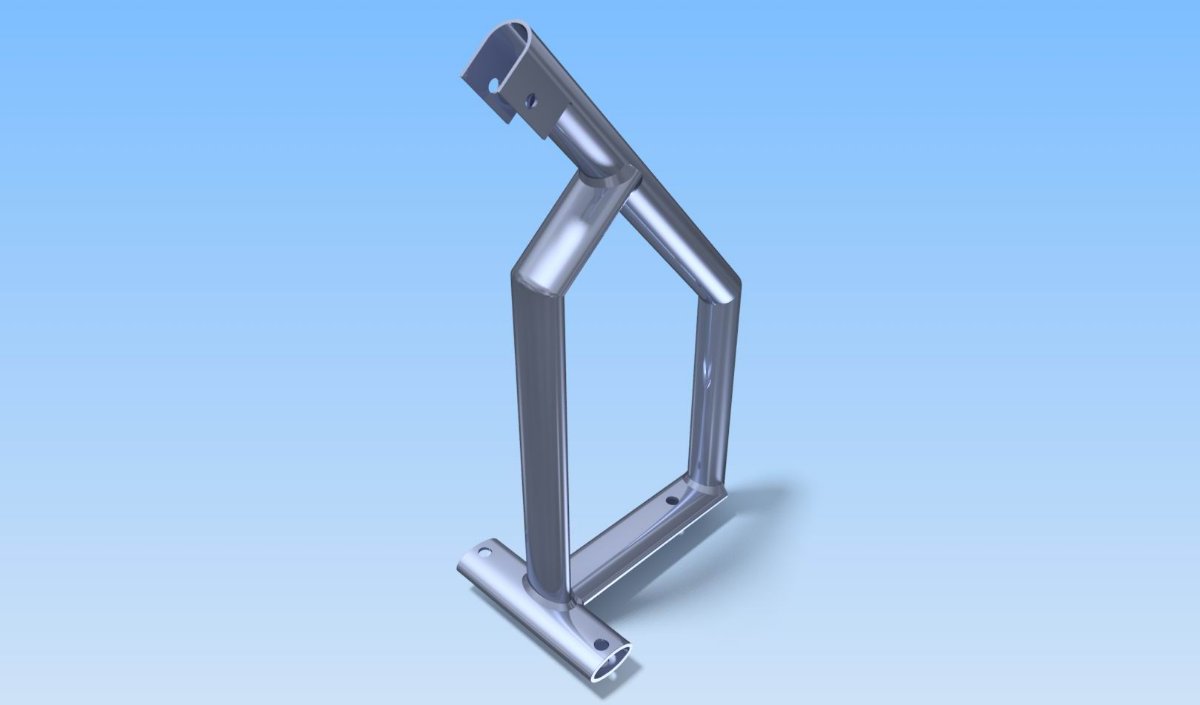
Сваял стильную дизайнерскую ручку.













- 3 ответа
-
- 6
-

-

-
Да, оставил. Стоит в резерве, а то эта Cebora загнется не дай Бог.
-
Да, тоже иногда есть желание закрутить ниже 50 Гц, но нема. По поводу брака. Ту у всех купивших одна проблема. И я пока разобрался что проблема все же есть, менять уже было поздно. Да и на что, за такие деньги (мне еще скидочку в 20 тысяч сделали)? А так, аппаратом почти полностью доволен. А к этим заскокам можно приноровиться.
-
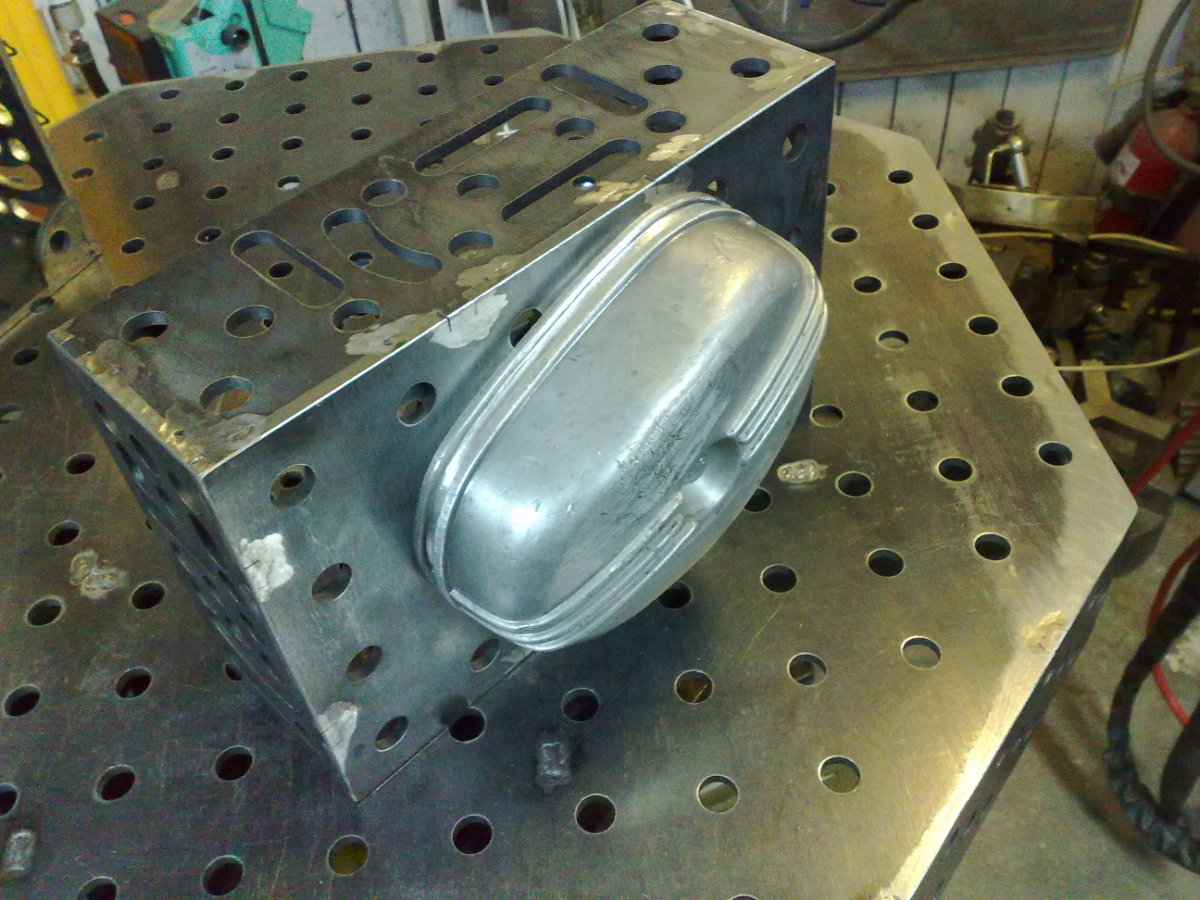
Доработка клапанных крышек кроссового мотоцикла Урал (спортивные клапана в стандартные крышки не помещаются). Приварка проставок выпиленных из таких же крышек. Литье конечно же говеное, много грязи. И что любопытно, крышки варились по разному (они не с одного мотоцикла), одна плохо, а вторая отвратительно.



-
230-я - посерьезнее машина. Но тут про 180-ю. И у меня давно стойкое ощущение, что у 180-й какая-то аппаратная проблема. Не программная, я именно аппаратная, потому что с изменением прошивки картина не меняется. А проблема заключается в отвратительной стабильности дуги, которая сильнее проявляется на малых токах и больших частотах. И я уже долгое время пытаюсь эту проблему нивелировать настройками. Получается не очень. У меня есть еще Тритон, и вот там вообще с этим проблем нет, хотя он по части функционала не уступает 180-й, и даже кое в чем превосходит (в отличие от 180-й есть все виды волн и выбор старта с любой из полуволн). Вот только есть один минусик - нет регулировки тока старта. А так бы на нем варил и не печалился.
-
Ну хоть с этим у меня порядок.
-
В данном случае, неподготовленная деталь - часть экспериментальной программы по настройке режима, а не мои религиозные убеждения. И я специально на этом акцентировал внимание, дабы не возникло ложное чувство (а оно почему-то возникло), что я по жизни варю неподготовленные детали. Деталь не подготовлена потому, что на таких малых токах плохо видна степень зачистки и смачиваемость ванны. Старая окисная пленка выступает хорошим индикатором. И подобранный, таким образом, режим, на подготовленной детале должен работать вообще идеально.
-
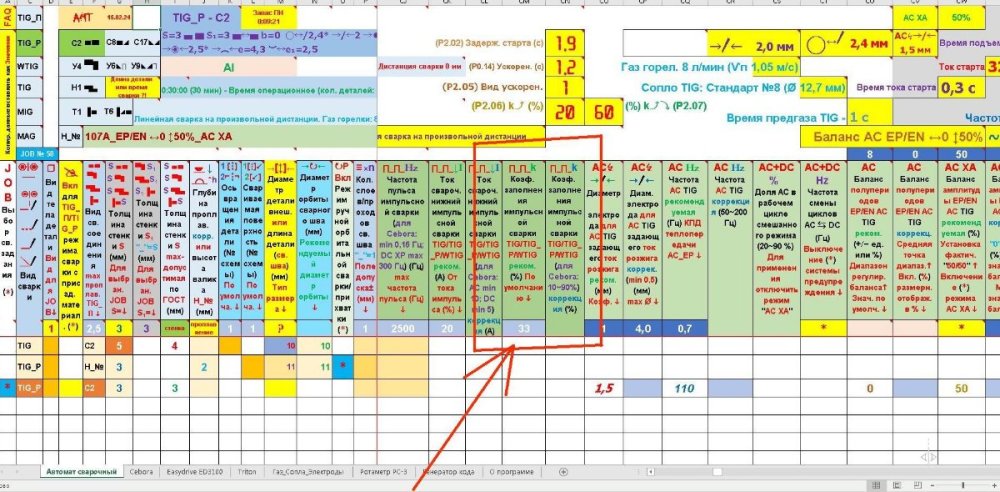
Вот отстройка режима: материал (не зачищал, не мыл, с маслом внутри) примерно 0,5 мм - интеркулер; 10 А; ЕР+3; АС ХА 1%; 160 Гц.


-
Да, сделаю перерывчик в НИОКР. ПС. Я в режиме АС ХА соты радиатора варю. Недостаток регулировки минимального тока в 10 ампер компенсирую. Хотя еще не до конца подобрал настройки.
-
Труба АД31: круглая 30х2; овальная 40х20х2. Ток 120 А.






-
Меня мое исследование (с осциллографом) окончательно загнало в ступор. Осциллограммы по временному балансу противоречат практике. На практике указатель отображает баланс правильно: в EP (влево) - зачистка больше, в EN (вправо) - зачистка меньше. Наверное я осциллографом пользоваться не умею.
-
Забыл сказать, что вместе с малодушным выводом "не забивать себе голову", мною режим АС ХА был послан в жопу (во всяком случае, на время, пока нервишки подлечу). Я с ним справится не смог. И даже "несправление" связано не со сваркой - я в нем шарик на электроде по простому сформировать не могу. Оставлю эту опцию (АС ХА) применительно к тонкому металлу, когда вновь появится желание попытаться настроится.