hvr63
-
Постов
1 294 -
Зарегистрирован
-
Посещение
-
Победитель дней
105
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Больше идей - хороших и разных.
-
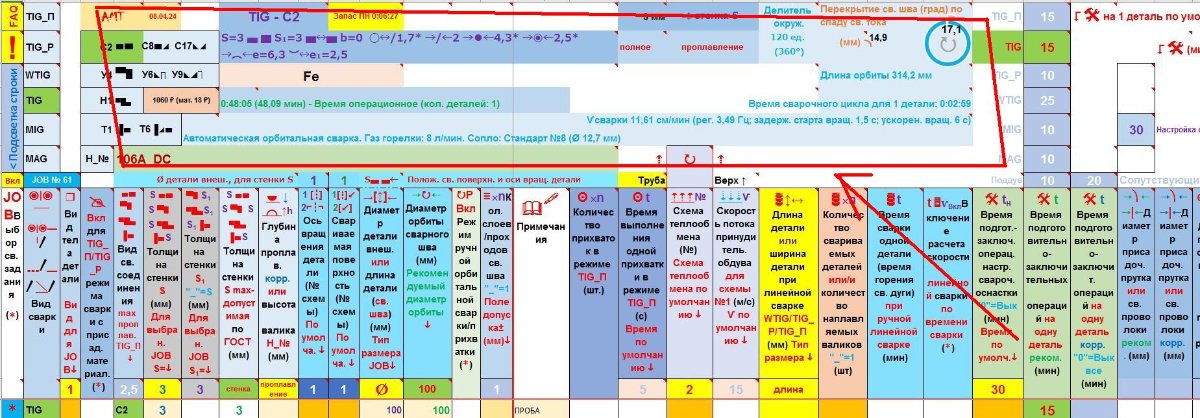
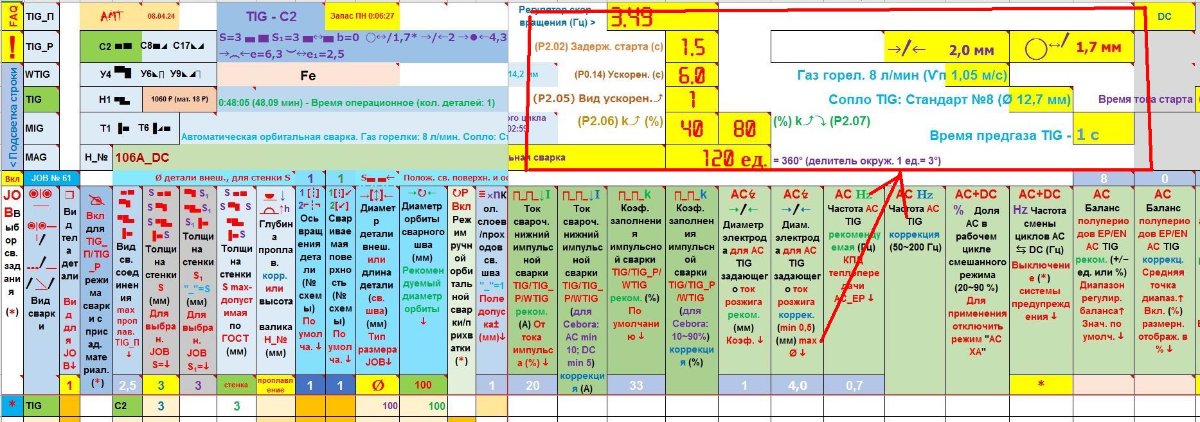
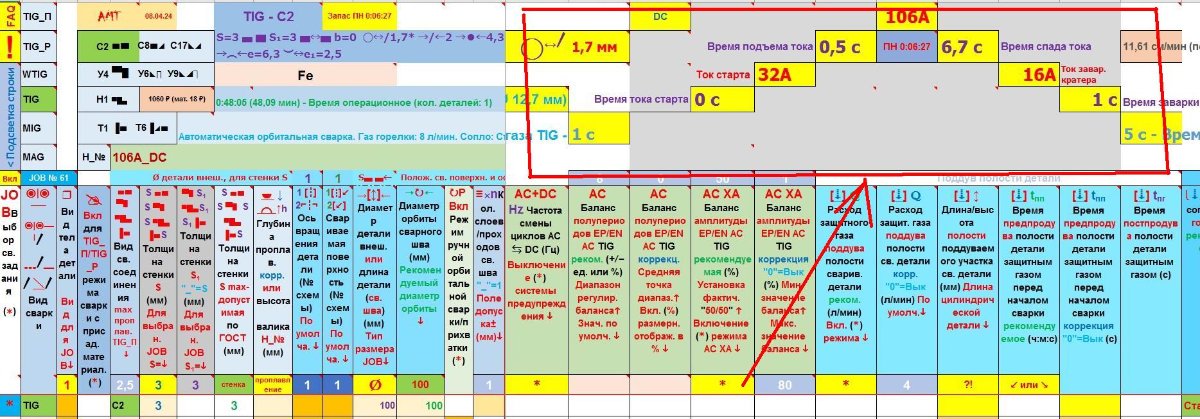
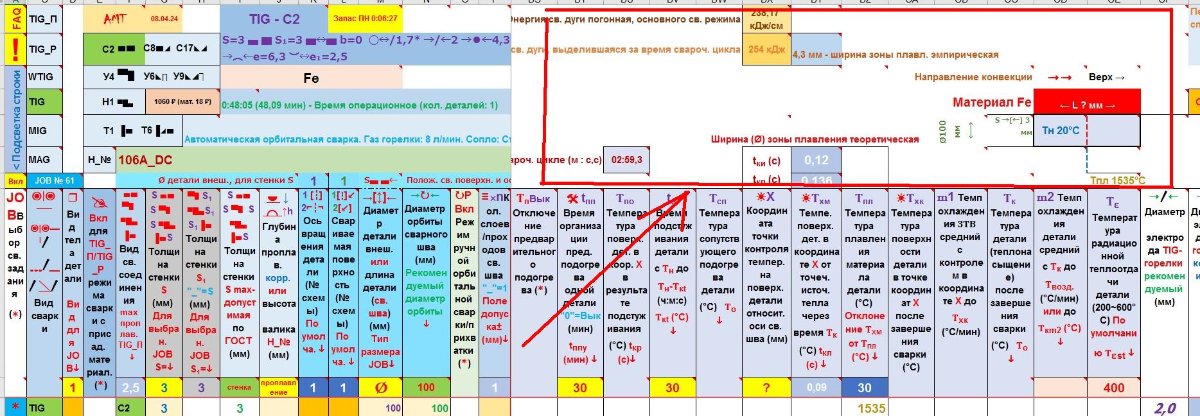
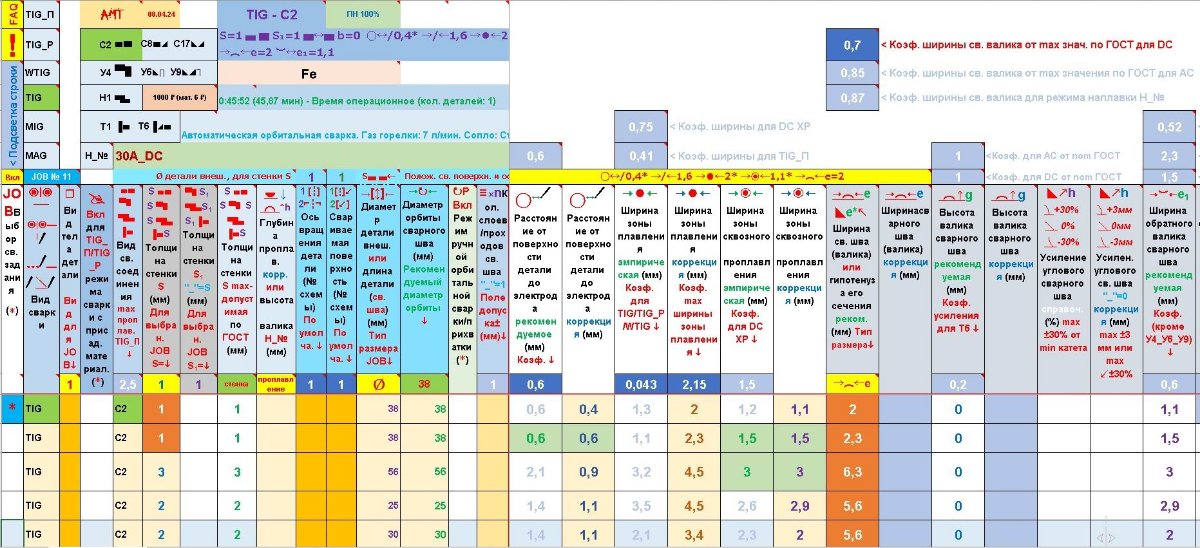
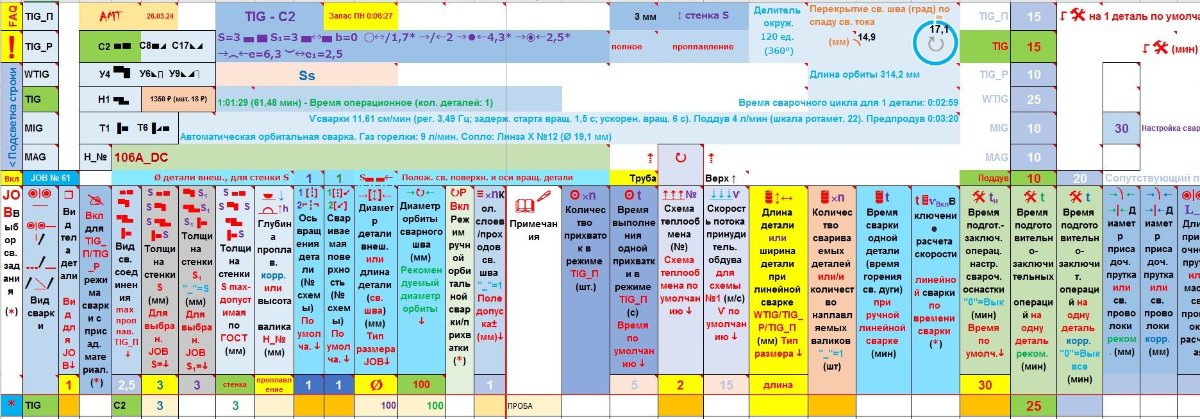
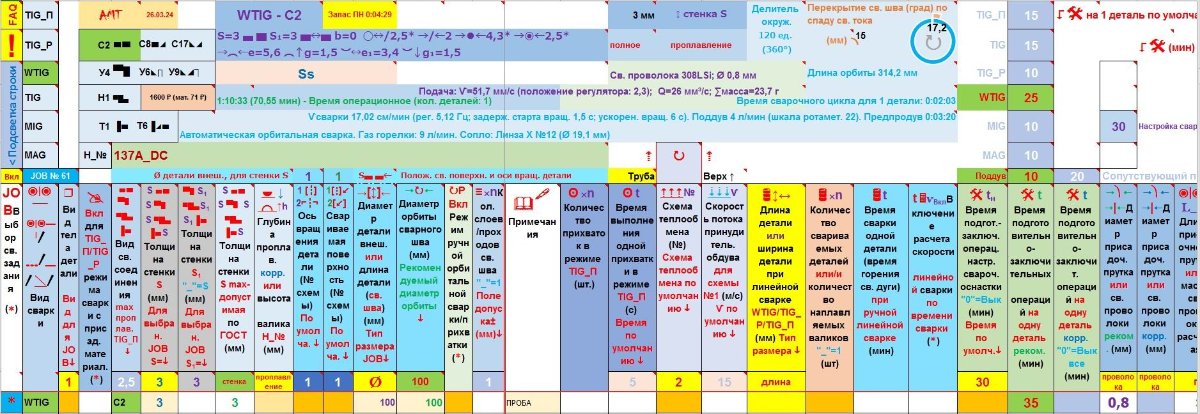
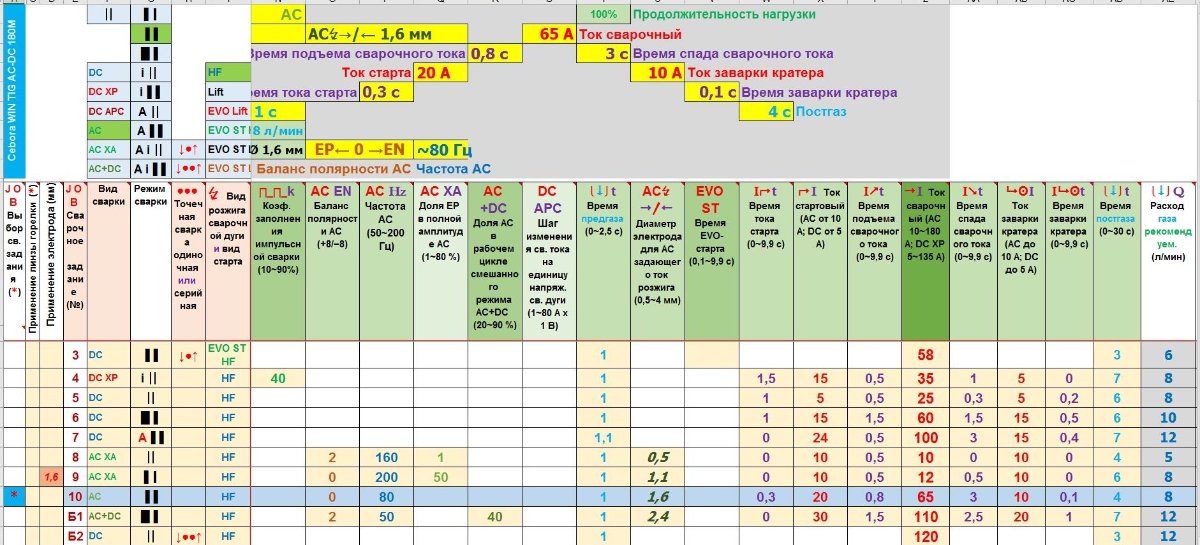
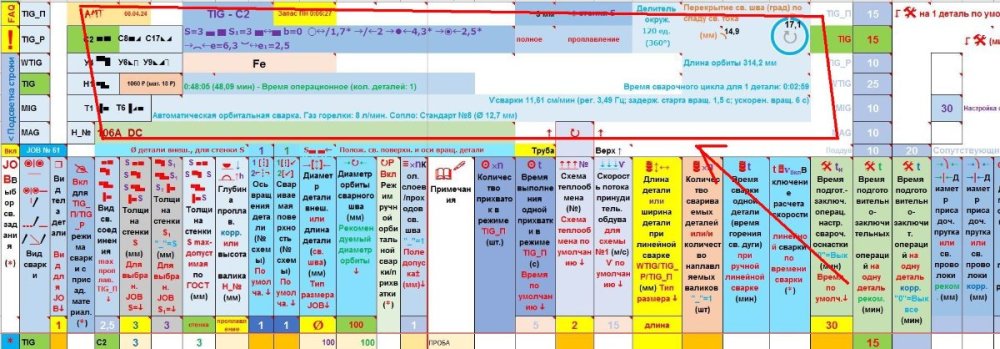
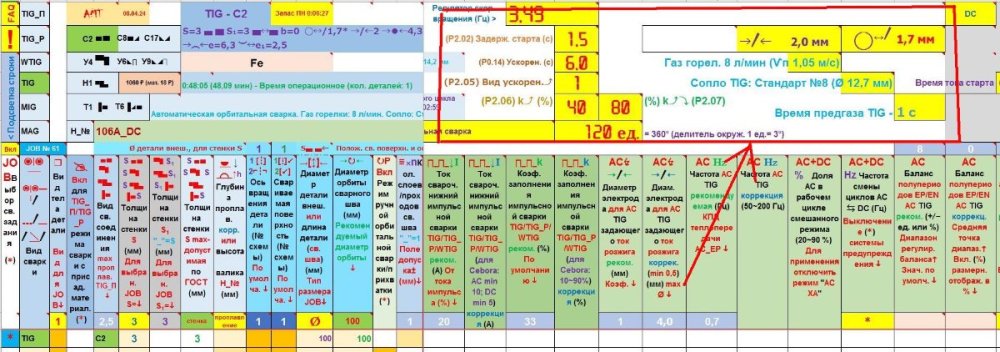
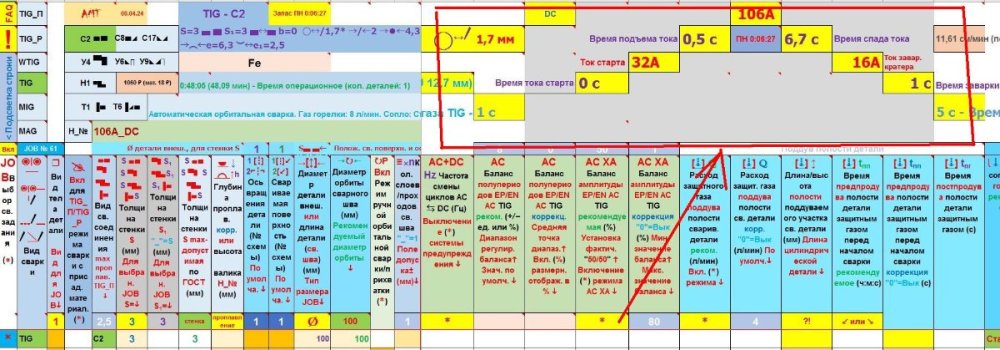
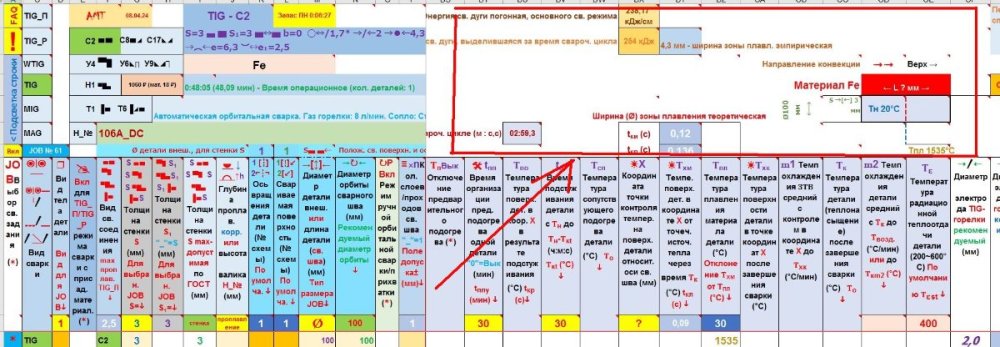
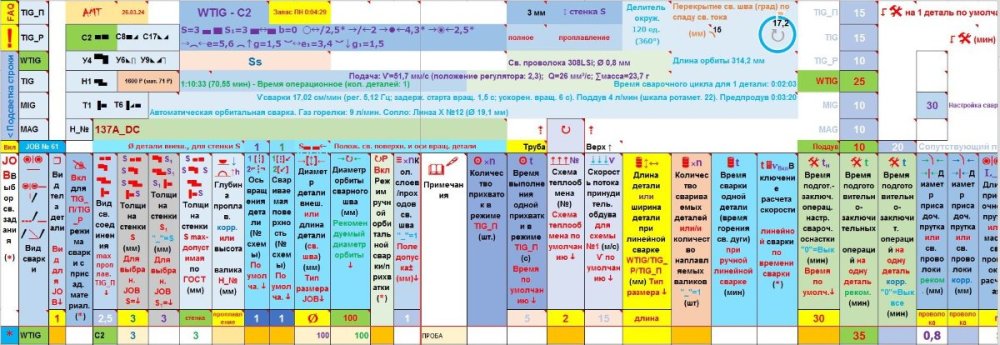
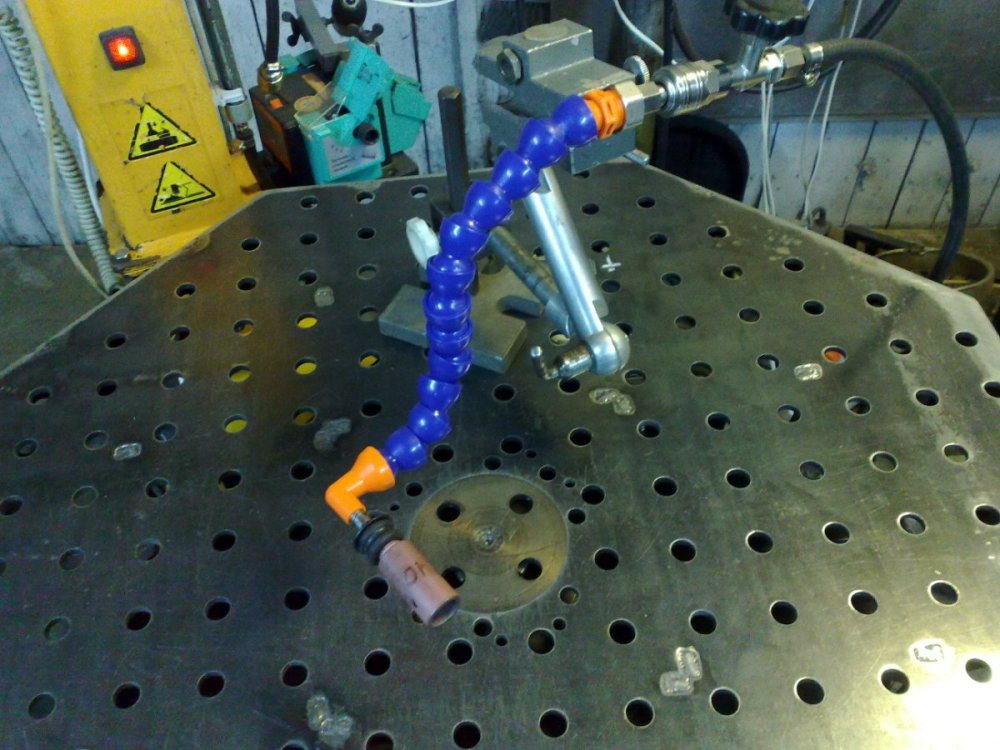
Интерфейс (экран, так-как это все таки Excel - приходится работать в большом поле) разбит на функциональные зоны: основная рабочая зона и узкоспециализированные зоны, где можно получить (и произвести настройку в соответствующих разделах) более подробную информацию. Вот некоторые из них (первое фото - основная панель):
-
В программе достаточно указать: вид сварки; вид свариваемого материала; вид сварного соединения; толщину свариваемого материала (или глубину проплавления); диаметр орбиты, или что сварка линейная. После установки этих параметров можно осуществить сварку с приемлемым результатом. Абсолютно все параметры настройки сварочного аппарата (речь про ТИГ) и сварочные параметры задаются автоматически (с возможностью ручной корректировки). Уж куда проще?
-
Мне в условиях не производства тяжело подготавливать испытательные образцы (банально нет исследовательского материала), так что тоже испытания не особо обширные.

-
Приведу для наглядности пример с проектированием гребных винтов. У именитых разработчиков на вооружении мощнейшие математические комплексы, но наряду с этим применяется проектирование основанное на эмпирических данных, годами наработанных на натурных и полунатурных испытаниях. Лично я не имею возможности воспользоваться всей мощью российской науки, так что сразу сделал упор на притягивание за уши результатов натурных испытаний к теории.
-
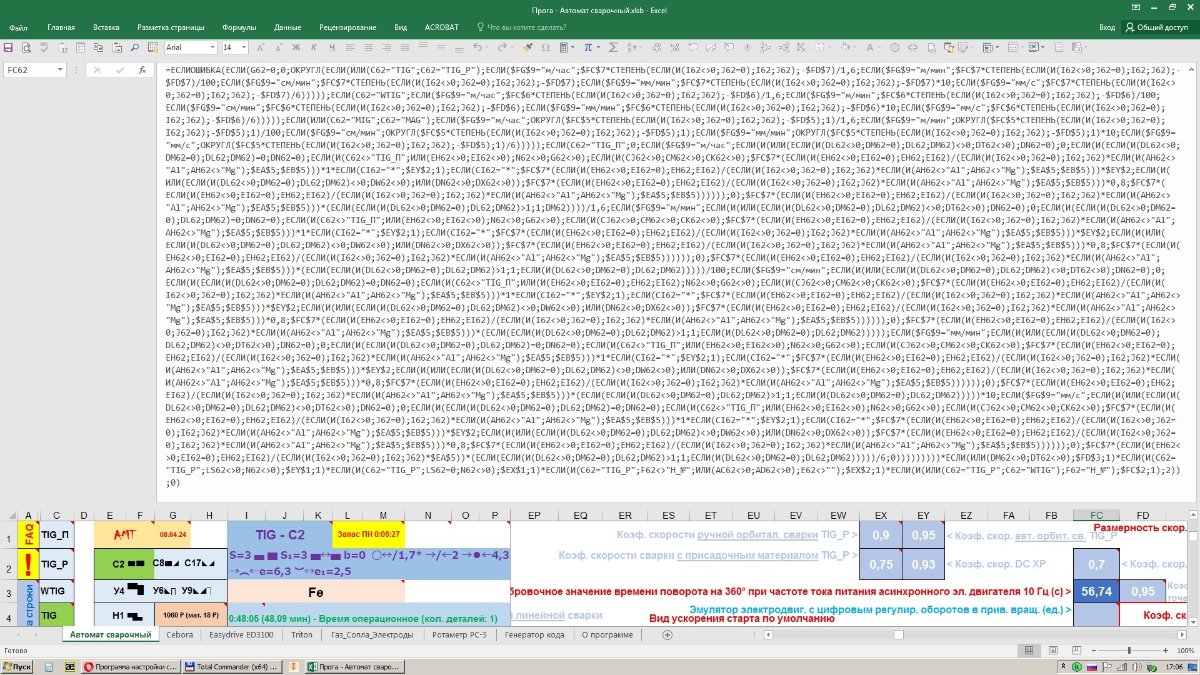
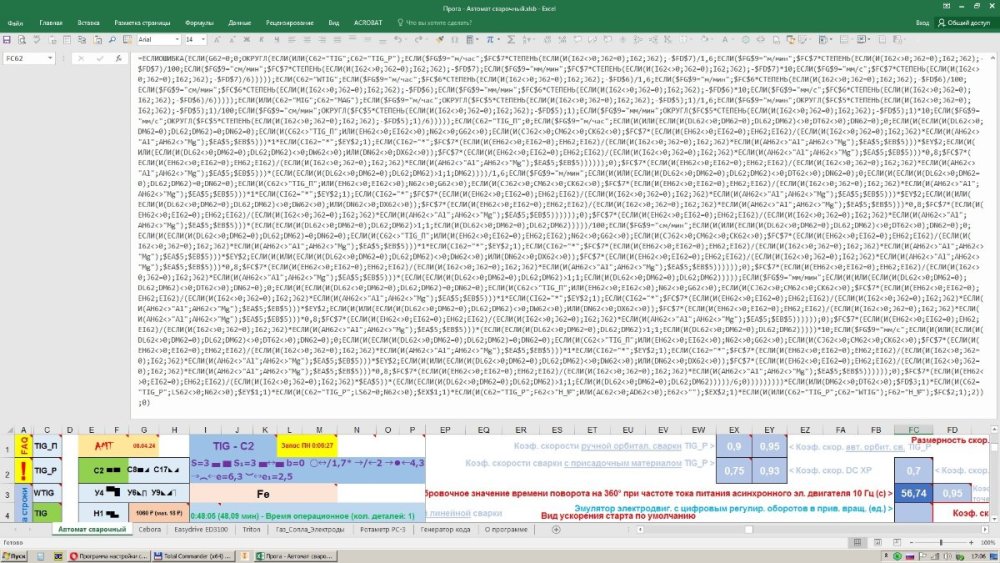
Во-первых - не умею, я не программист. Во-вторых - логику (а на ней все и построено), реализованную в Excel, я думаю в чем-то другом реализовать будет крайне проблематично. Я и так иногда превышал ограничение Excel по количеству знаков в формуле (8192 символа) более чем в два раза. Приходилось разбивать одну гигантскую формулу на несколько более мелких формул.
-
Программа в большей степени заточена под автоматическую орбитальную сварку. И в частности под сварку TIG без присадочного материала со сквозным проплавлением. Ширина сварочной ванны, ширина обратного валика и связанные с ними параметры - эмпирические значения, требующие корректировки на тестовых образцах. Все остальные параметрические данные, выдаваемые программой, имеют вспомогательный характер и не подкреплены серьезными научными исследованиями. Все сделано в рамках научно-технических возможностей разработчика и оболочки Excel.
-
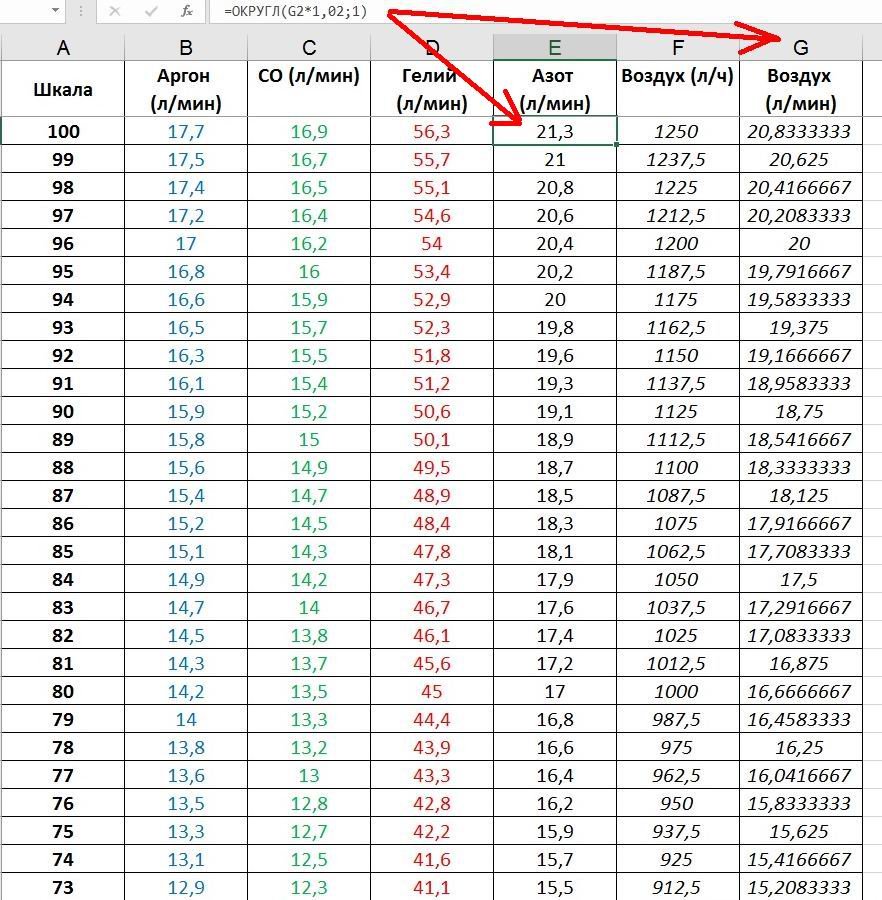
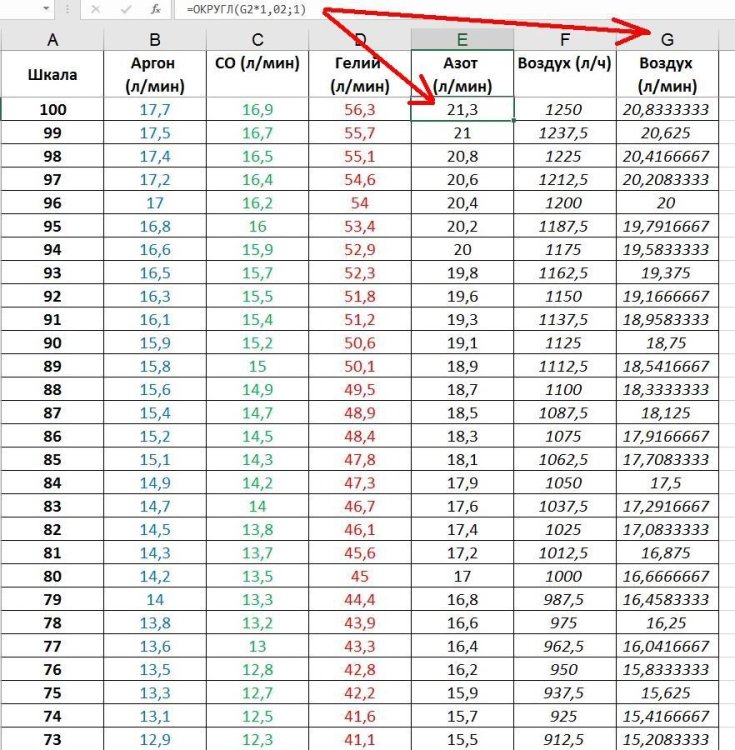
Все можно пересчитать через воздух. Вот шкала ротаметр РС-3.
-
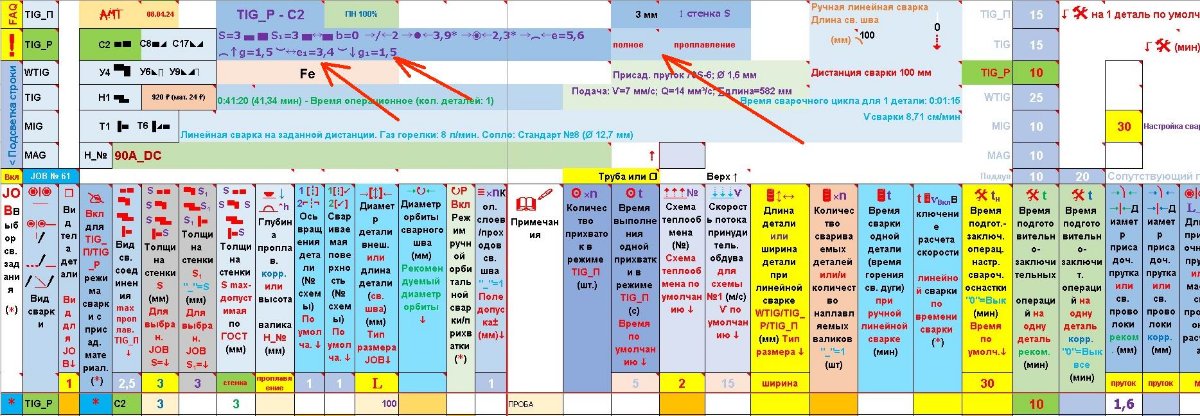
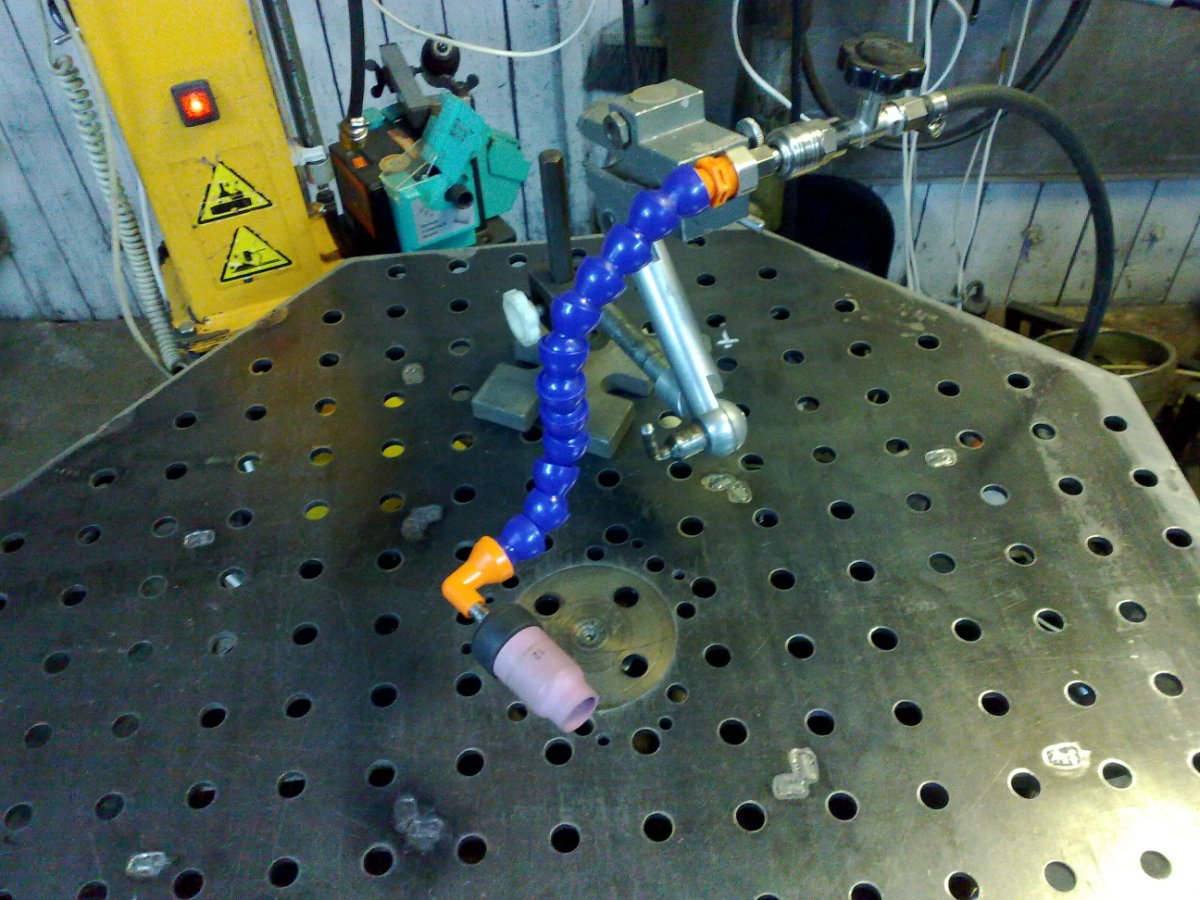
Так просто. Автоматическая сварка под управлением ИИ. 1. TIG (ИН). 2. WTIG (ИНп). ПС. В настройках стоит диаметр 100 мм, так-как у меня агрегат не позволяет варить больший диаметр.

-
ГОСТ 34347-2017 Сосуды и аппараты стальные сварные. Общие технические условия
-
Если воздух бабахнет - "Walls Can Fall".
-
 Если серьезно. Еще раз дам совет (уже давал, но еще раз). Создайте таблице настроек (хоть в Exel, хоть мелом на грифельной доске) и начинайте в нее заносить параметры, хоть самые приблизительные. Потом, по ходу истории, вносите правки в эти настройки. Получили более лучший вариант - подправили. Это позволит не ходит по одному и тому же кругу. А про то, что вам сольют какие-то железобетонные параметры настроек... Приведу пример из совершенно, казалось бы, области. Я опять про свой любимый мотокросс. Вот заводская команда определенной марки мотопроизводителя. В ней два гонщика. Так вот, у эти гонщиков совершенно разные настройки подвески на абсолютно одинаковых мотоциклах и трассах. И мало того, они на каждой трассе, на практике перед заездами вносят изменения в настройки - ищут самые оптимальные.
Если серьезно. Еще раз дам совет (уже давал, но еще раз). Создайте таблице настроек (хоть в Exel, хоть мелом на грифельной доске) и начинайте в нее заносить параметры, хоть самые приблизительные. Потом, по ходу истории, вносите правки в эти настройки. Получили более лучший вариант - подправили. Это позволит не ходит по одному и тому же кругу. А про то, что вам сольют какие-то железобетонные параметры настроек... Приведу пример из совершенно, казалось бы, области. Я опять про свой любимый мотокросс. Вот заводская команда определенной марки мотопроизводителя. В ней два гонщика. Так вот, у эти гонщиков совершенно разные настройки подвески на абсолютно одинаковых мотоциклах и трассах. И мало того, они на каждой трассе, на практике перед заездами вносят изменения в настройки - ищут самые оптимальные. -
Блин, ну хорош, не жмитесь, дайте человеку наконец все настройки на Викинг 200 дабл пульс про (он же Шерман). Что вам жалко что ли?
-
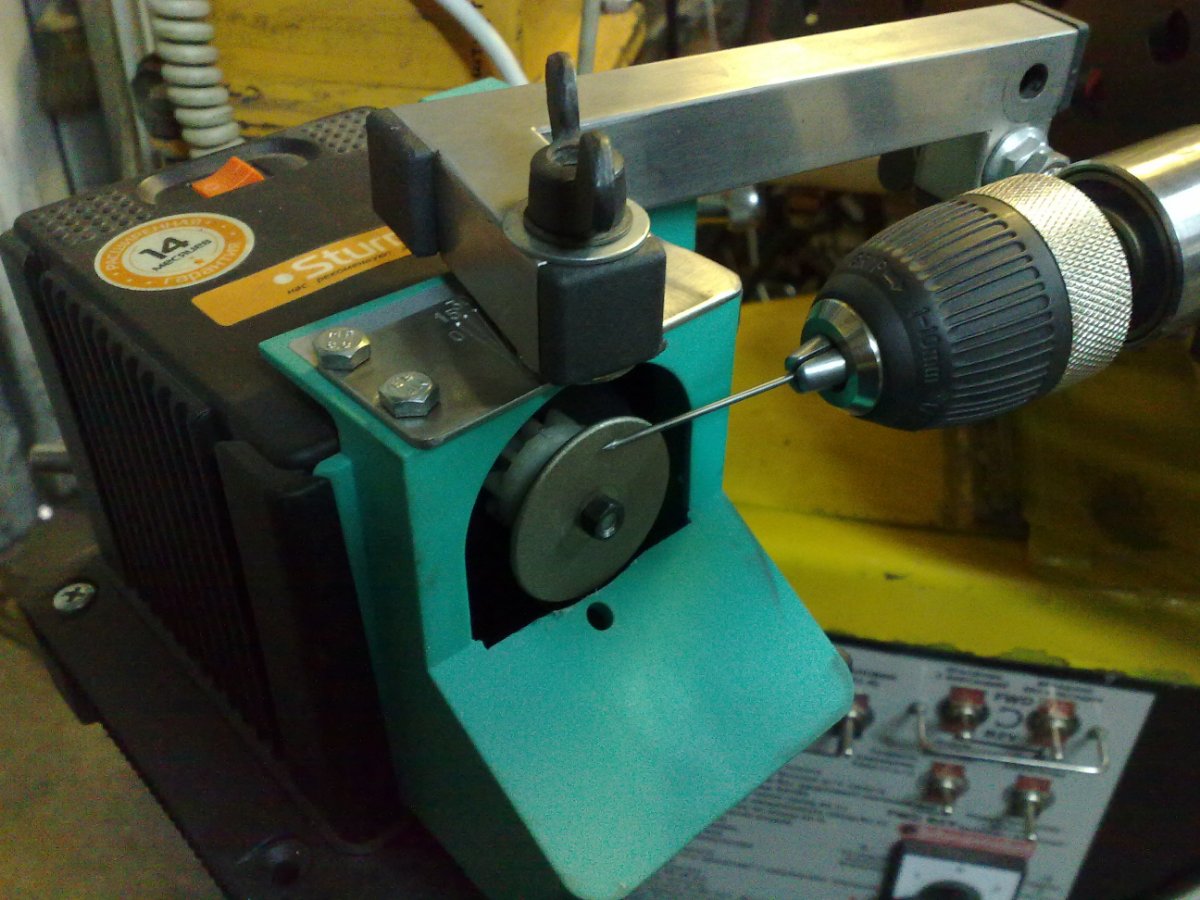
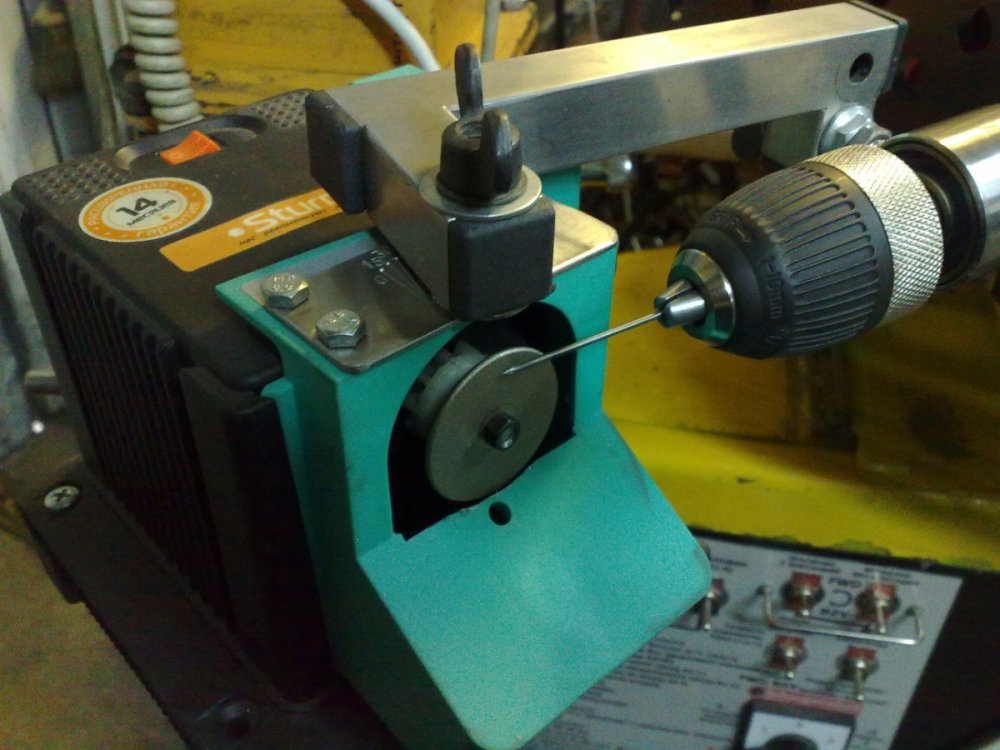
Дотянулись наконец-то руки. Доделал. Напомню как было. Машина заточная уже была сделана, но штатный алмазный диск имеет очень слабую гальванического никелевую подложку крепления драгоценных камней. Зернистость тоже не очень - крупновата. Из-за этих факторов подложка моментом облазит. Докупил алмазный диск https://www.vseinstrumenti.ru/product/disk-abrazivnyj-grindex-start-3st8035-10657862/ . Его посадочное отверстие - D5. У штатного диска - D10. Пришлось делать переходник. Резьбы переходника: М10-LH; М5-LH. М10-LH - резьба глухая, из-за этого переходник сварной. В общем, по любому получилось дешевле, чем специализированную машинку покупать.




-
У меня Cebora имеет много (и наверное избыточных) настроек. Пришлось все программы расписывать в Excel. И эти настройки я постоянно корректирую, добиваясь наилучшего результата. Нужно только не отчаиваться, когда настройки не идут. ПС. Самое неудобное неудобство в этой бытовой Cebora - ячеек памяти всего 10. По моим потребностям - ну минимум 30, а 100 - было бы полное счастье.
-
В таких коробках нет синхронизаторов и передачи переключают без сцепления (во всяком случае на повышение). Также как нет вакуумного усилителя тормозов. Все подчинено одному - скорости срабатывания. У меня на мотоцикле лапка рычага переключения коробки передач (кстати тоже секвентальная) была укорочена на половину, чтобы уменьшить время переноса стопы ноги снизу лапки - наверх, наверное 0,1 секунды экономил. Вся эта инженерия имеет узконаправленный характер - все подчинено скорости. Сварочный аппарат, если он не стоит на однотипной операции, которую можно легко формализовать, обычно многозадачен. И эта многозадачность порождает целую кучу компромиссов, часто очень противоречивых. Если характер предстоящих работ имеет высокую степень неопределенности, то чем гибче настройки сварочного аппарата тем выше степень положительного исхода. И совет автору темы. Чтобы понять что, как и чем варят, можно посмотреть на сварочных роботов (но только не видео из цеха с нештукатуренными стенами). Вот там жизнь заставляет подбирать оптимальные режимы сварки.
-
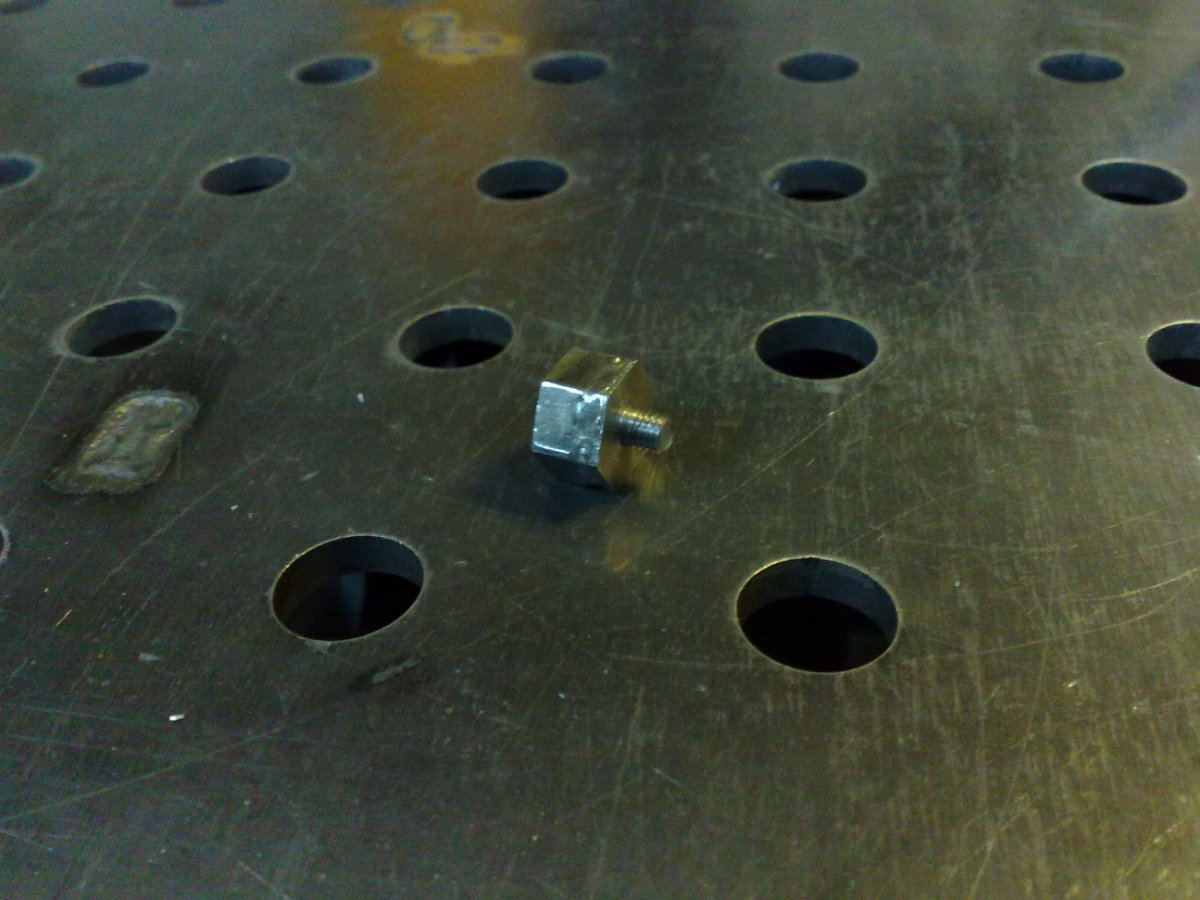
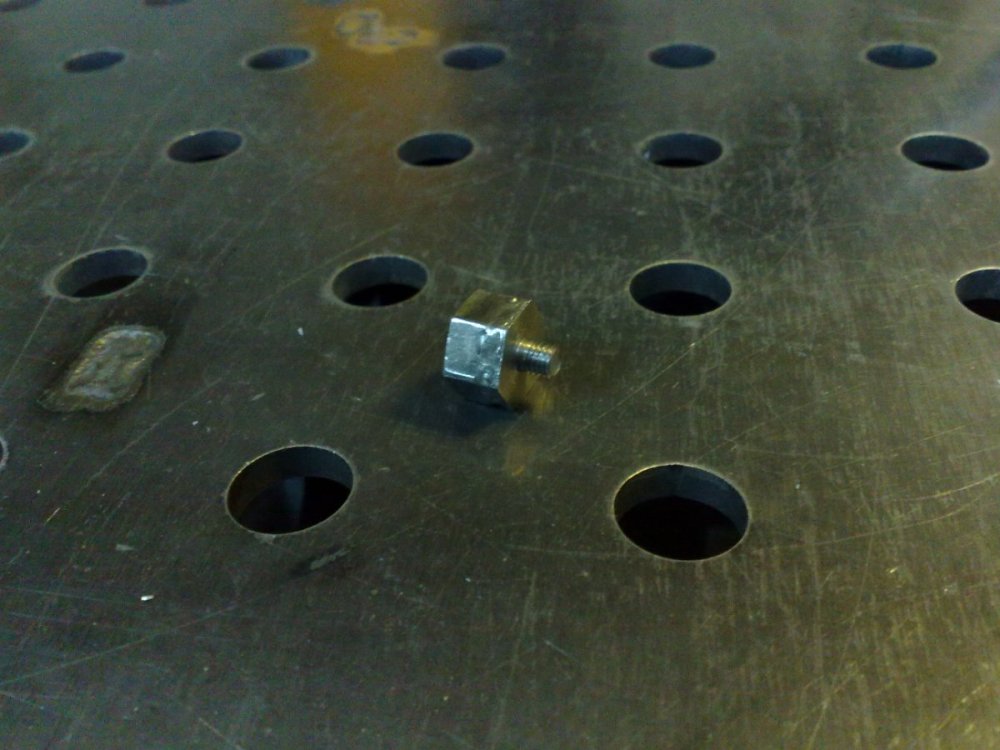
Ваша втулка уж очень смахивает на ЦАМ. Или она отлита из такого сплава, что вот таким способом ее будет приварить проблематично.
-
Если есть материальная возможность взять аппарат с максимальным числом наворотов - надо брать. Главное, чтобы все эти навороты можно в нем отключить (пульсы там всякие, синергетику). Вон даже автоматические коробки передач делают с ручным управление, а вариаторы с фиксированными передачами и большинство пользователей не утруждают себя вопросом "что лучше и где применить", просто едут как нравится и на что способны. А раллисты едут на секвентальной коробке, им даже синхронизаторы мешают.
-
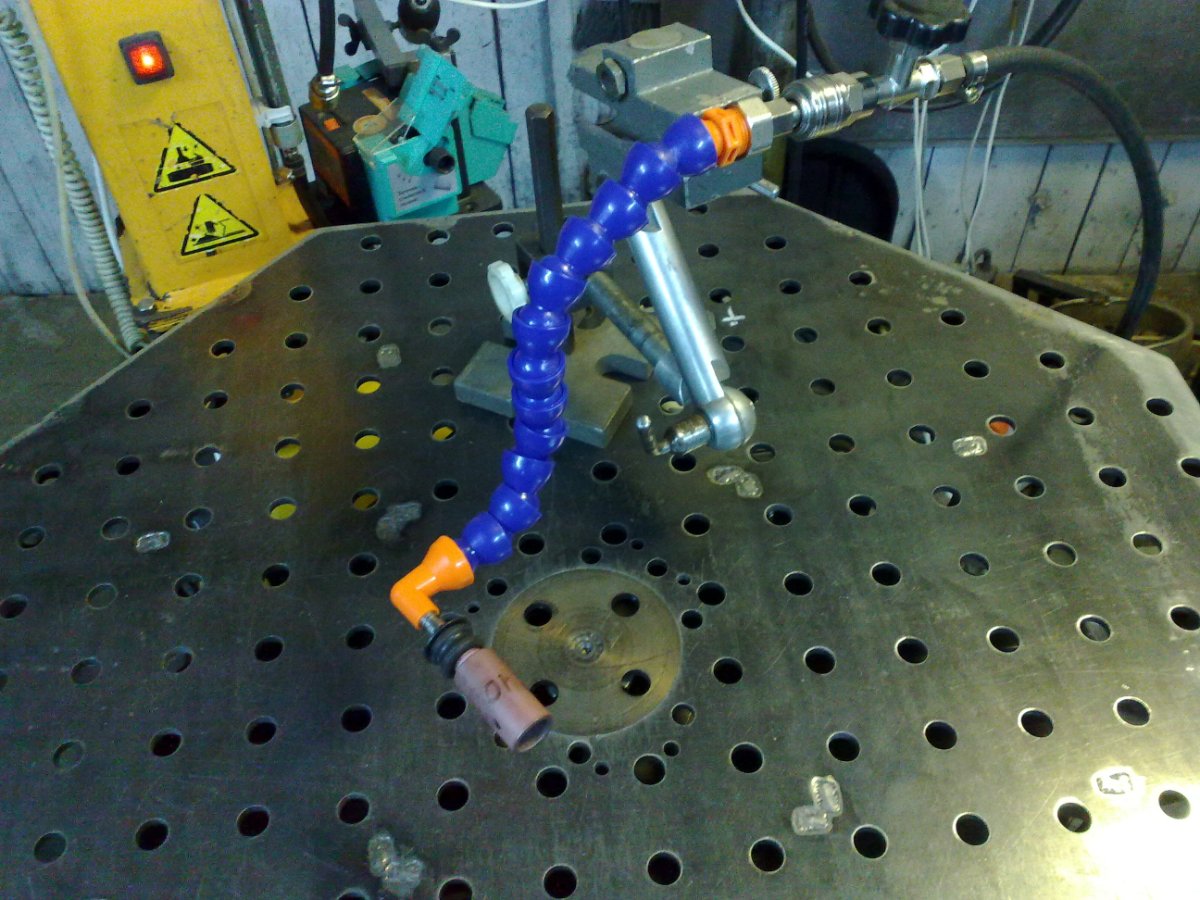
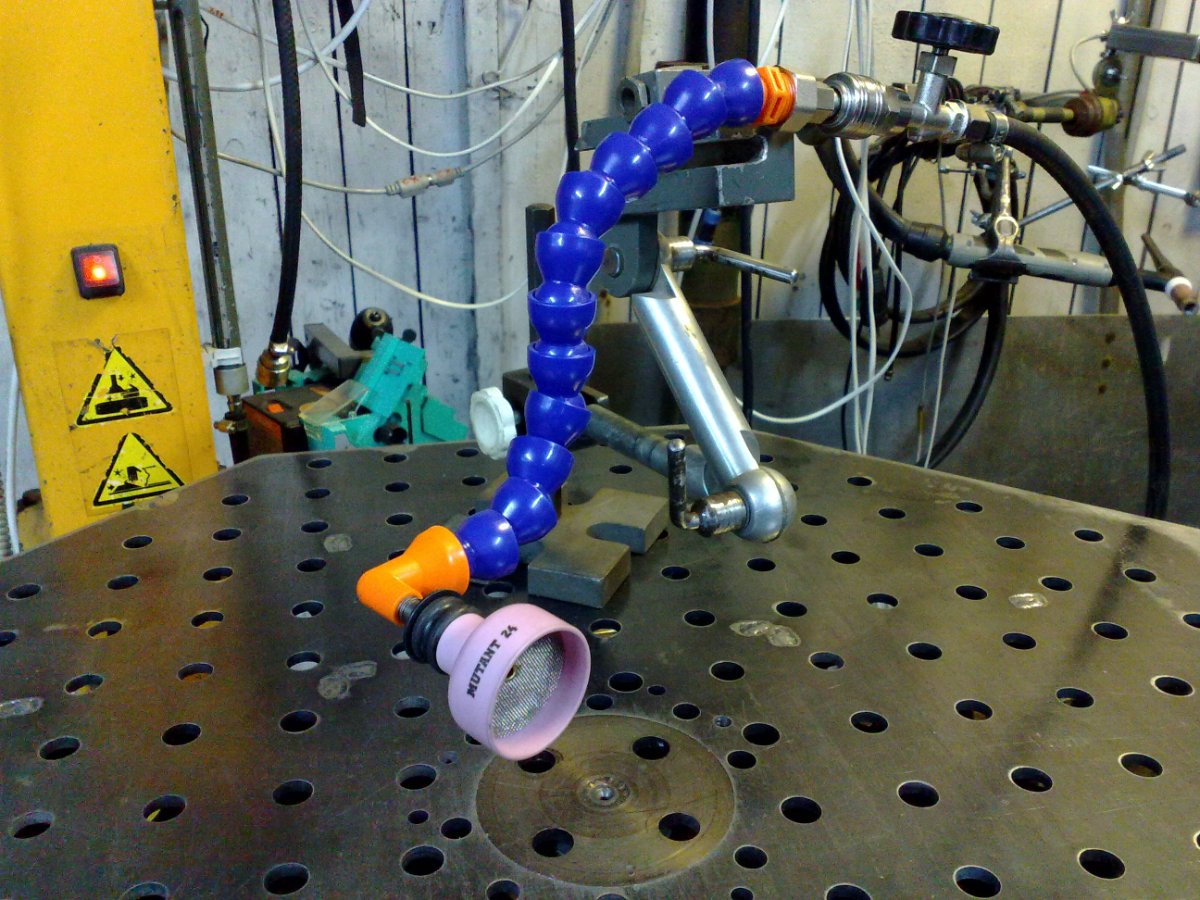
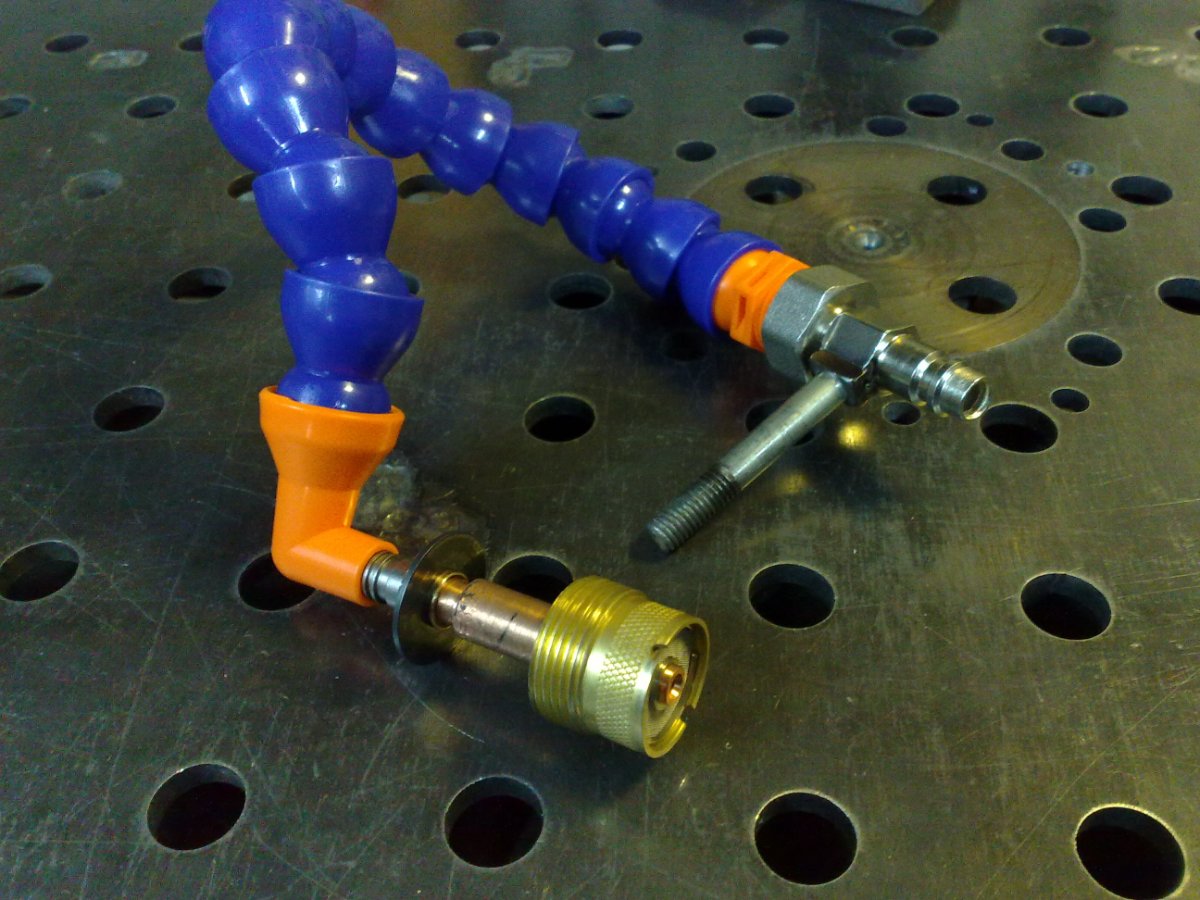
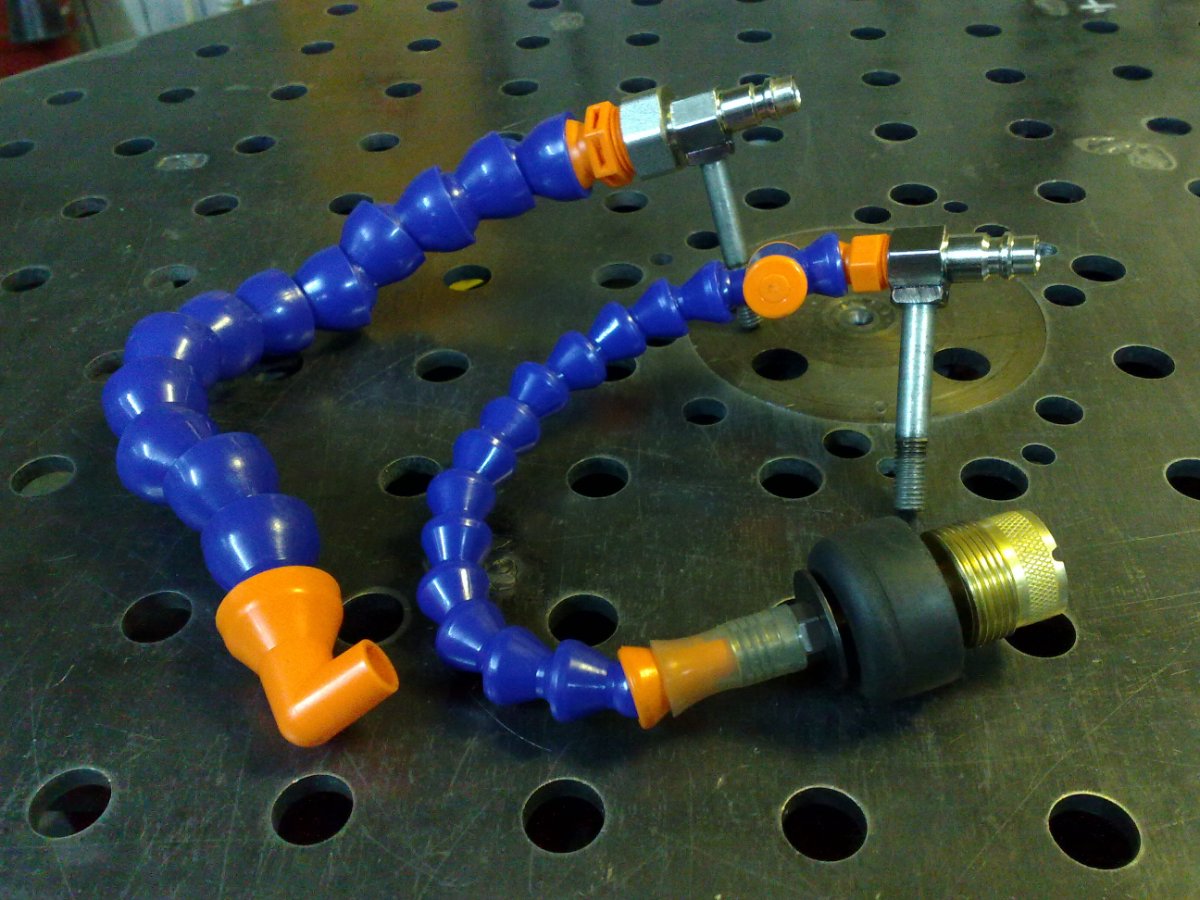
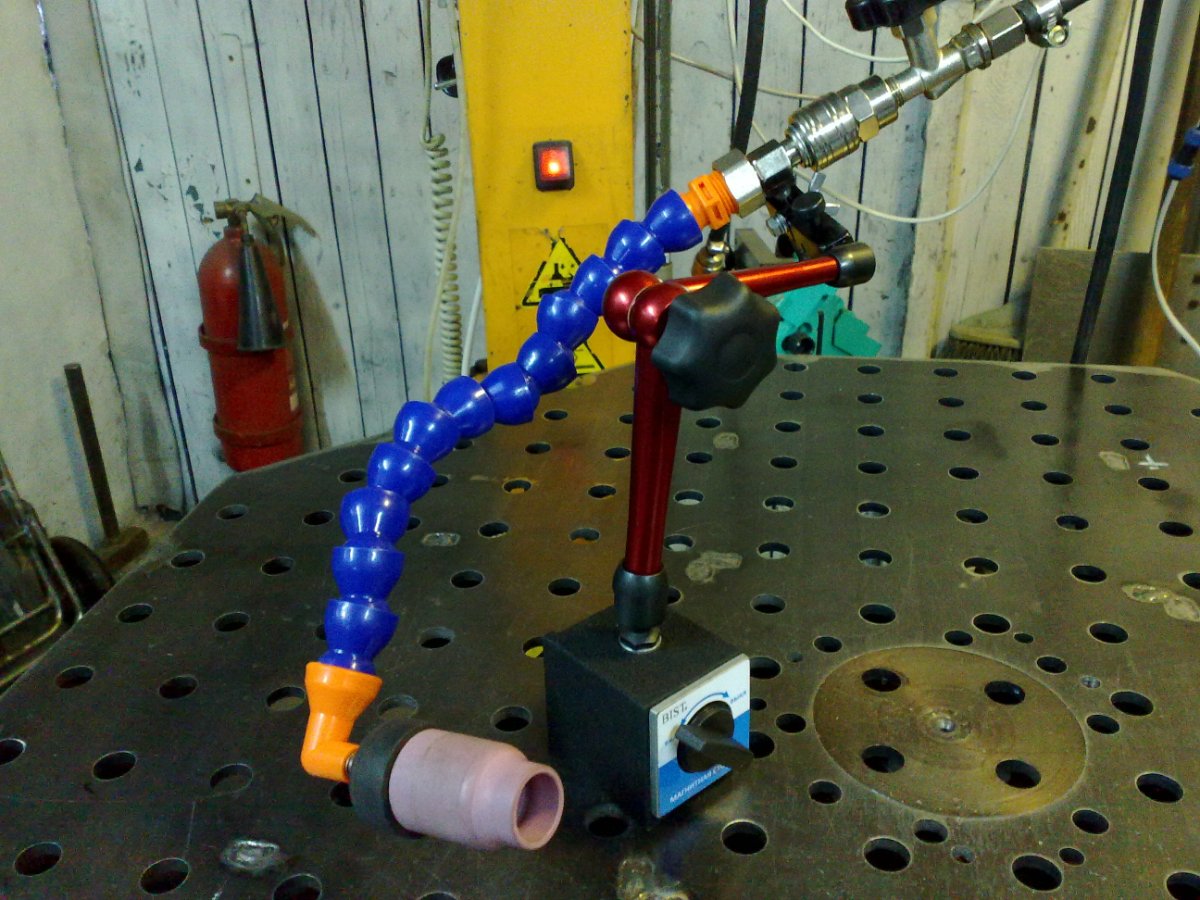
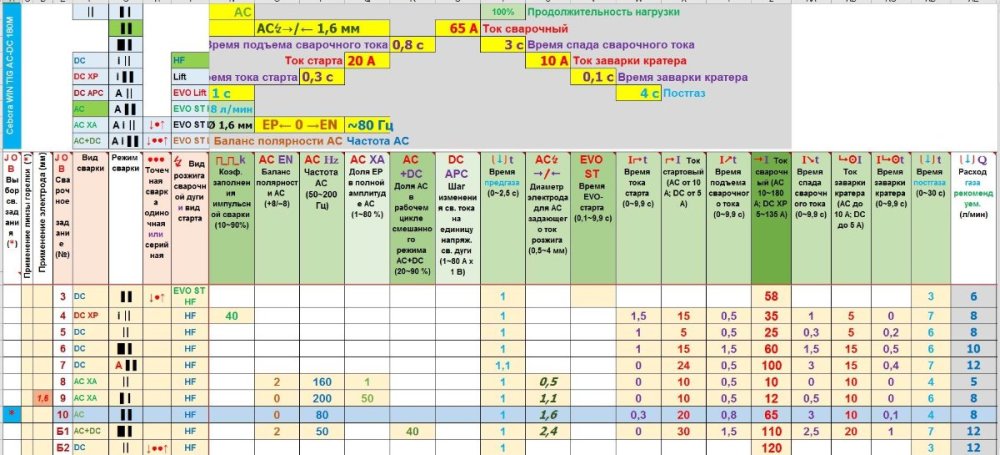
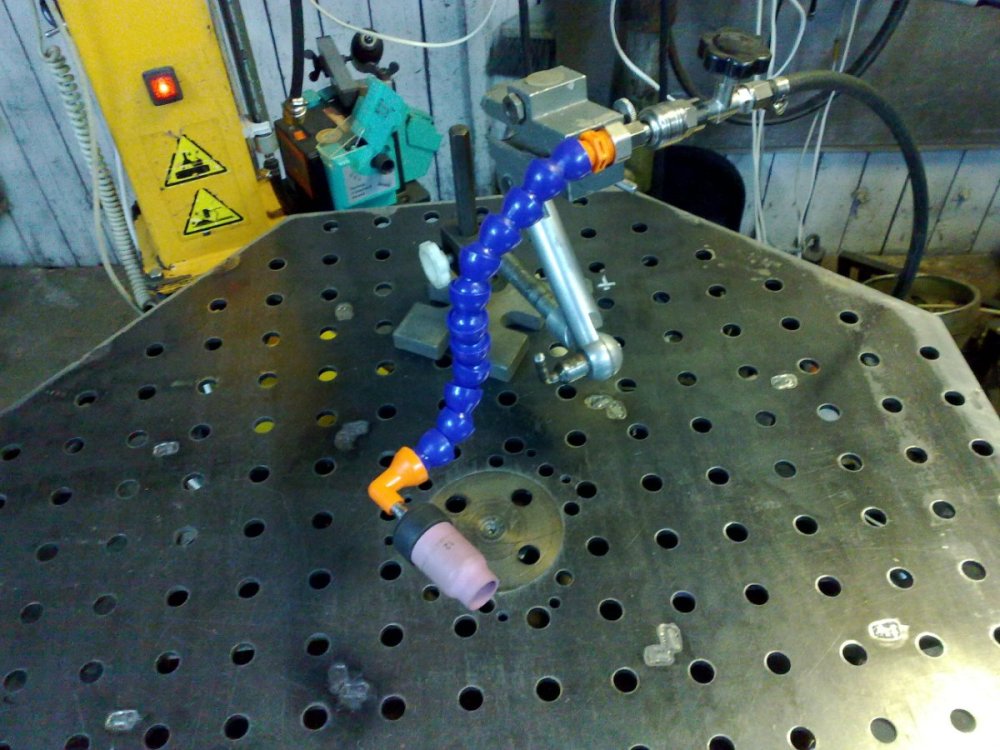
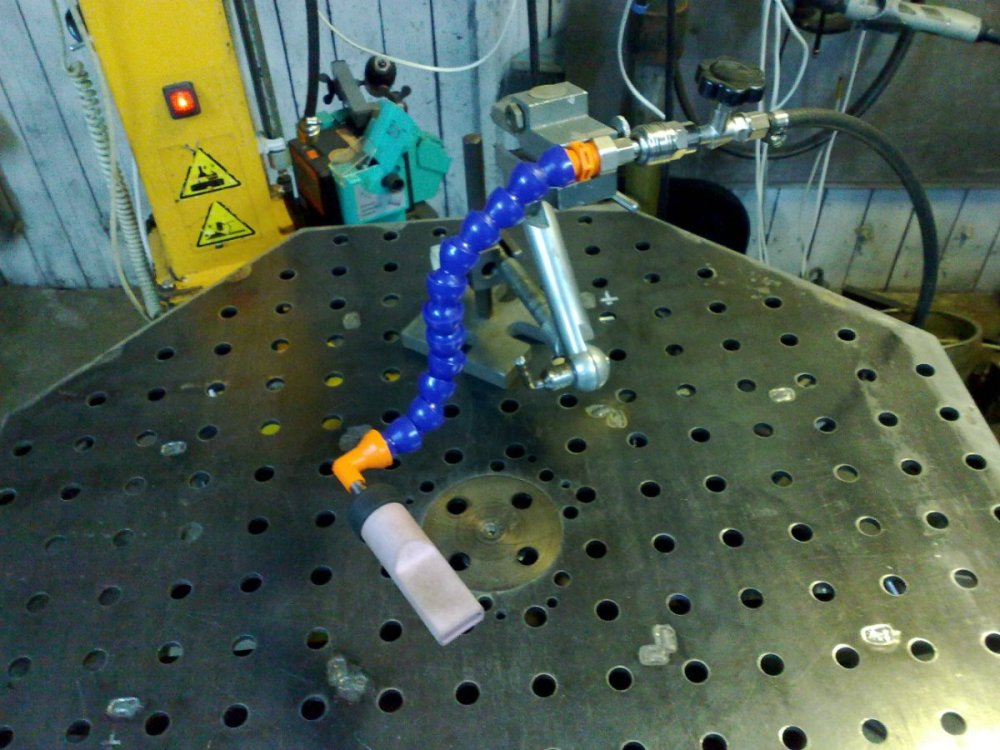
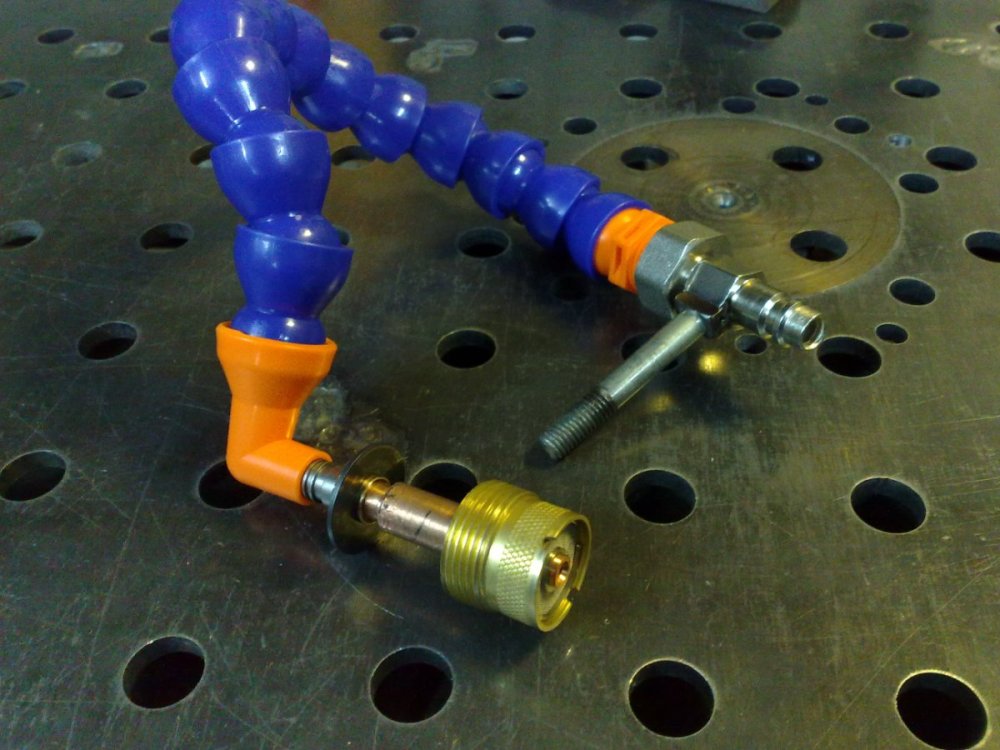
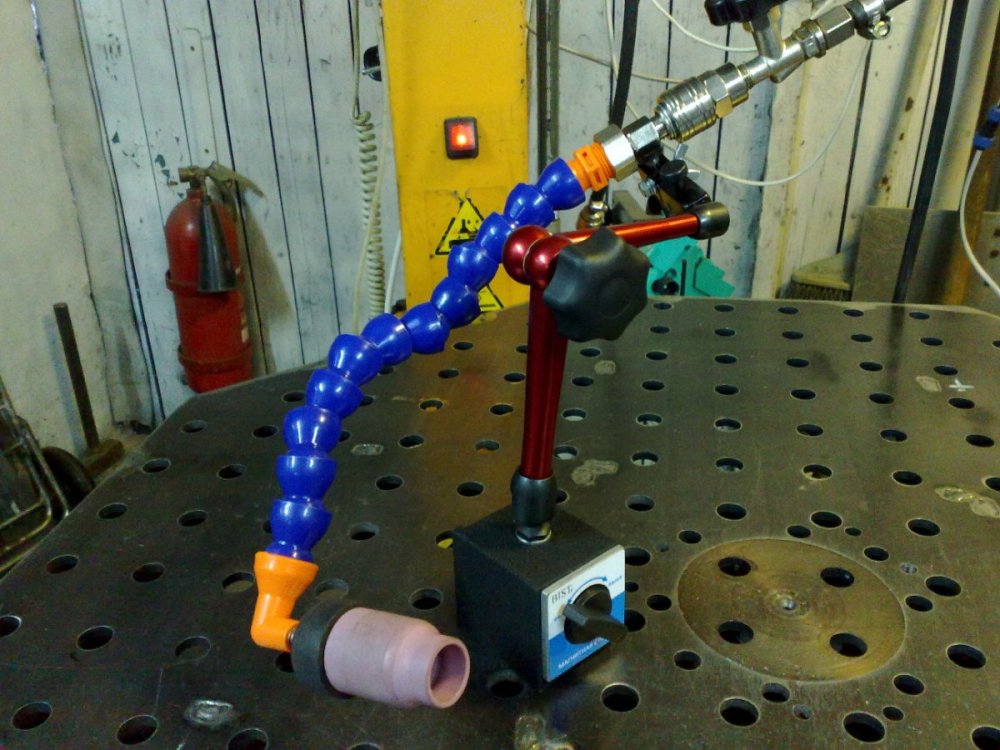
https://www.vseinstrumenti.ru/category/sistemy-modulnyh-trubok-dlya-podachi-sozh-170820/ Внимание! Если кто соберется заказывать отдельные компоненты, то разных производителей к друг другу не подходят.
-
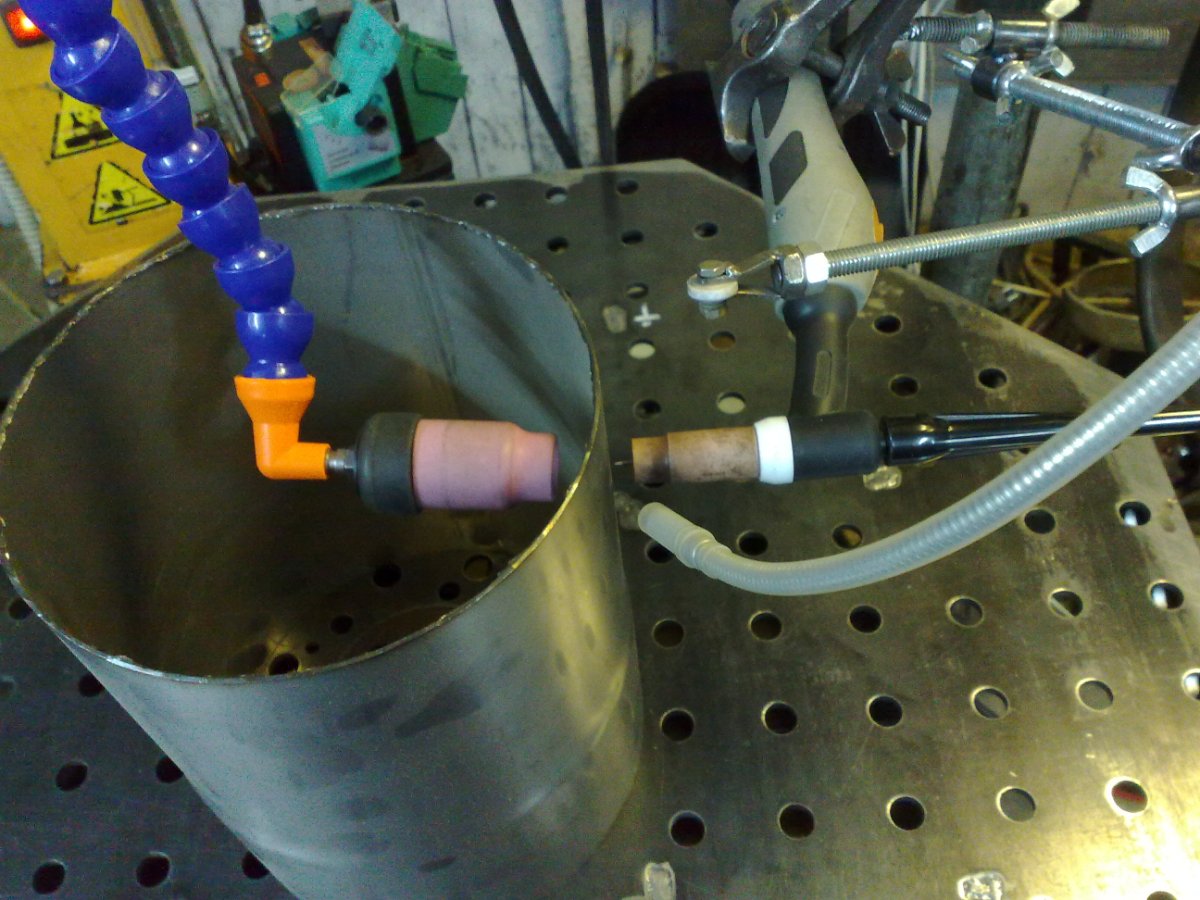
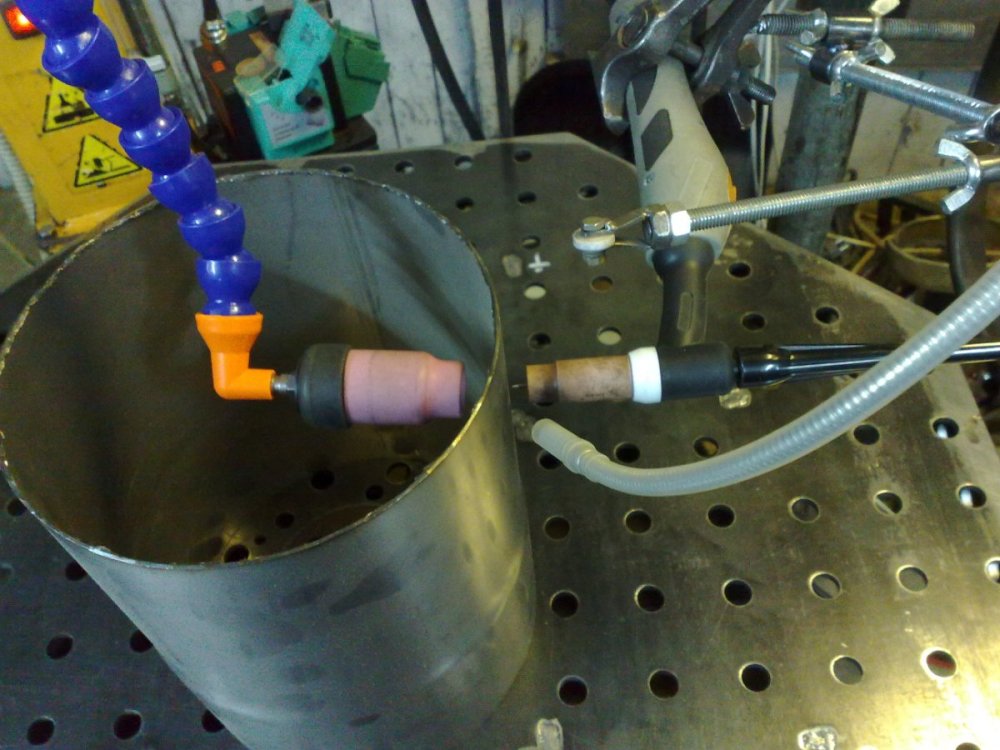
Все безупречно. Да и на обратном поддуве это не критично.
-
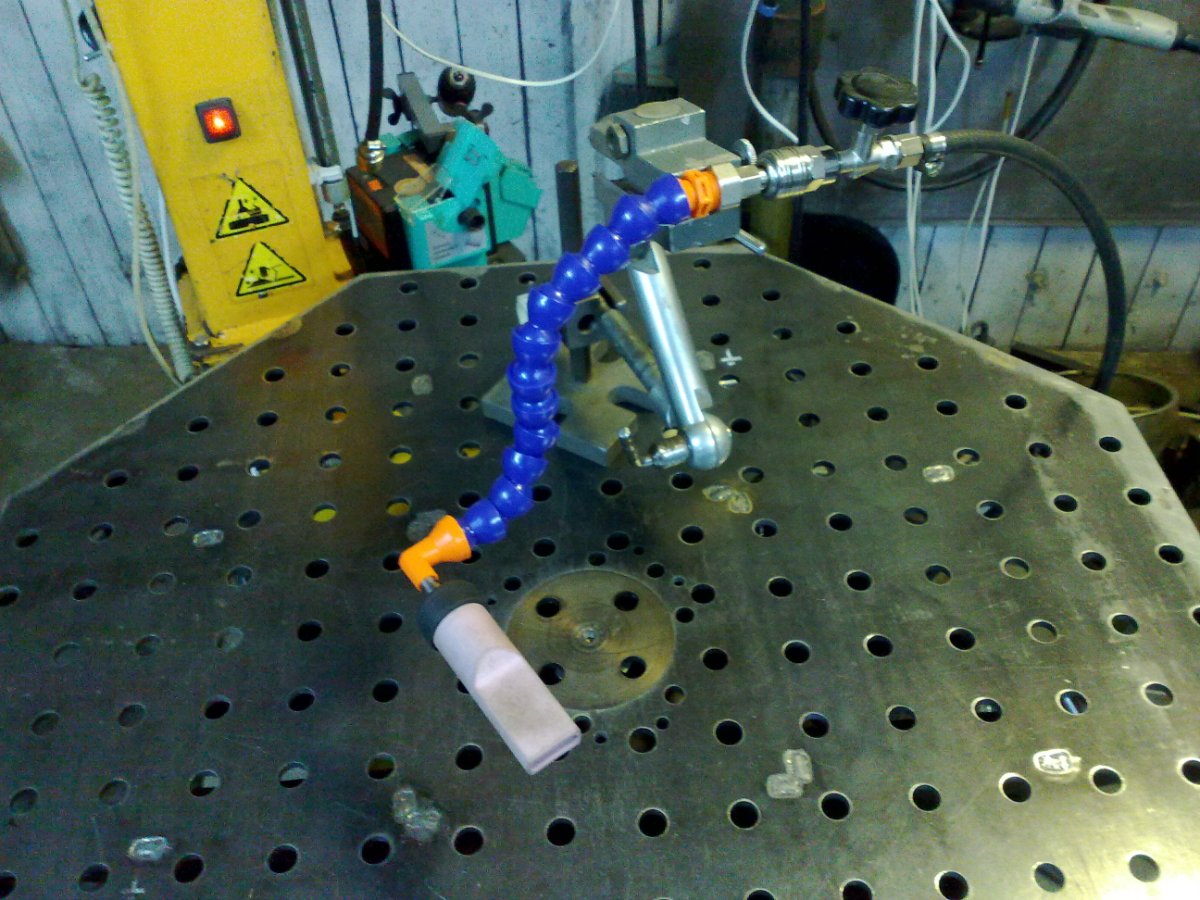
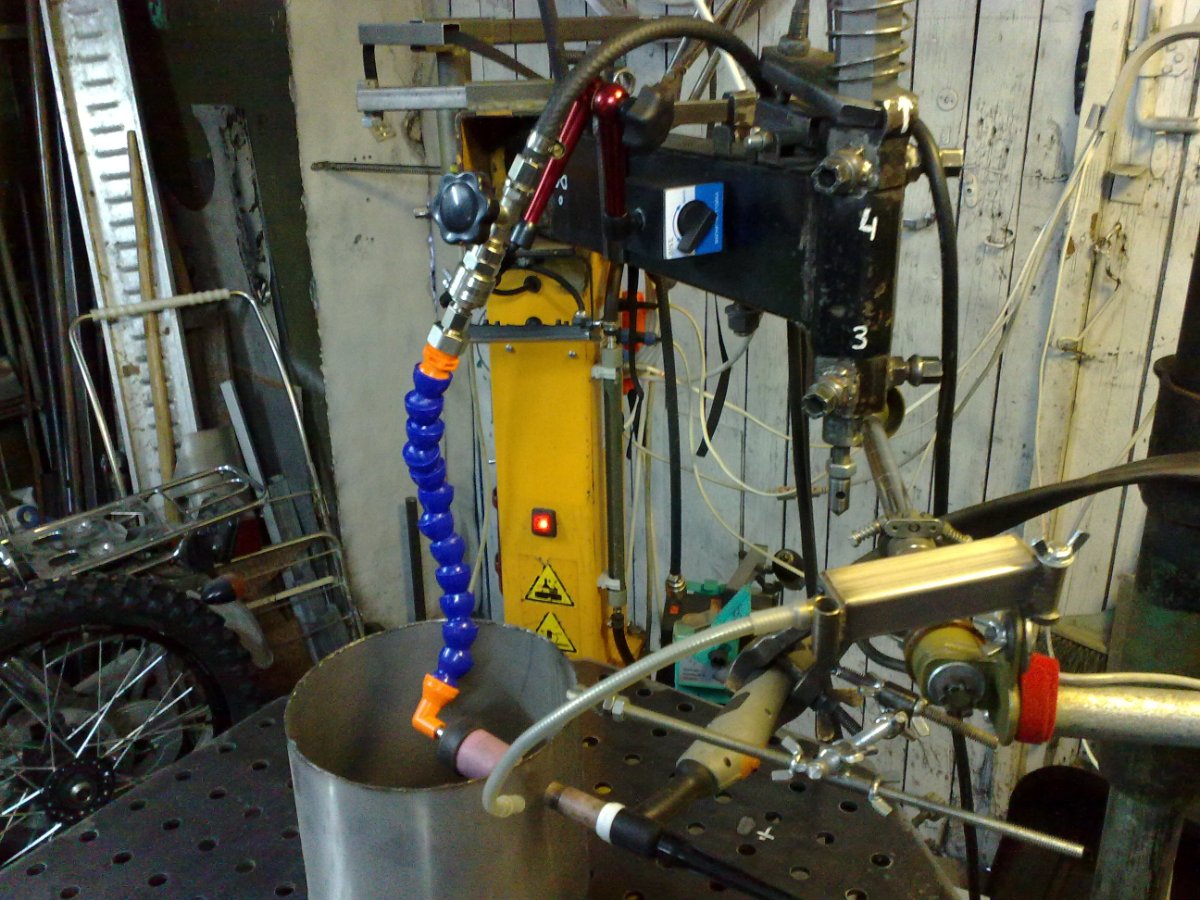
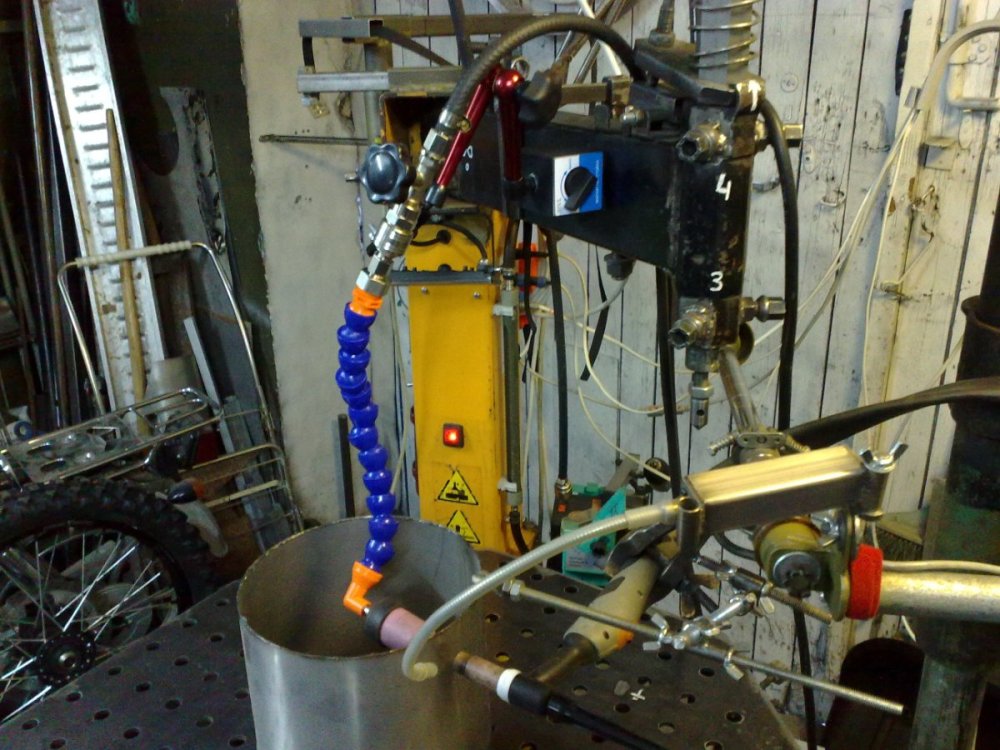
Для ситуации, когда титановая/нержавеющая деталь с открытой обратной стороной (например кронштейн), или когда всю полость поддуть невозможно, или дорого.




-
Везерские лодочники крушат первый пароход. Гравюра XVII века