hvr63
-
Постов
1 294 -
Зарегистрирован
-
Посещение
-
Победитель дней
105
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Нет ничего более постоянного, чем временное? Когда сбои окончательно уже достанут, надо будет все экранировать. Сейчас частотник иногда в обморок падает, но непонятно, то ли сам такой припадочный, то ли наводки, никак не могу установить причинно-следственную связь. Пока обхожусь перезагрузкой.
-
Жгутовать их я ссу, они практически все не экранированные.
-
Модульность во всей красе.
-
Труба 20х2,8 ГОСТ 3262-75, болт М16 - своим телом.


-
 0,8 проволока для экстремалов. Все усилия по сварке будут в виде борьбы с преждевременным расплавлением проволоки, в попытках засунуть ее мимо дуги. 1,0 мм еще более-менее комфортно можно работать, но и то на любителя и для специфических задач.
0,8 проволока для экстремалов. Все усилия по сварке будут в виде борьбы с преждевременным расплавлением проволоки, в попытках засунуть ее мимо дуги. 1,0 мм еще более-менее комфортно можно работать, но и то на любителя и для специфических задач. -
Это наверное больше пол скорость сварки MIG/MAG заточено?
-
ГОСТ Р 50462-2009 Идентификация проводников посредством цветов и буквенно-цифровых обозначений
-
Наверное сломали инструментом (головка несоответствующего внешнего диаметра) для которого эта лыска и предусмотрена. Там вроде и след от воздействия у основания бобышки виден. Если конечно винт не под внутренний шестигранник, или головка болта с буртом.
-
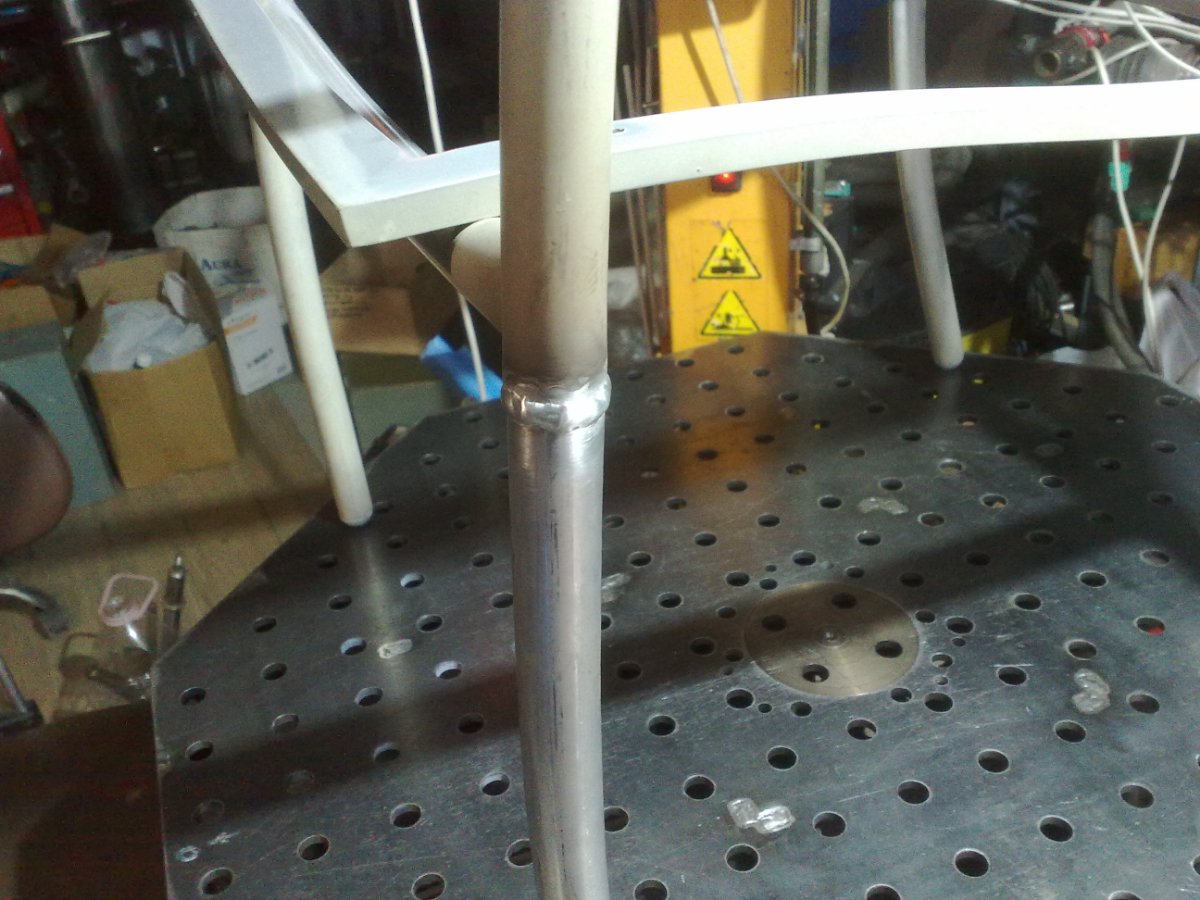
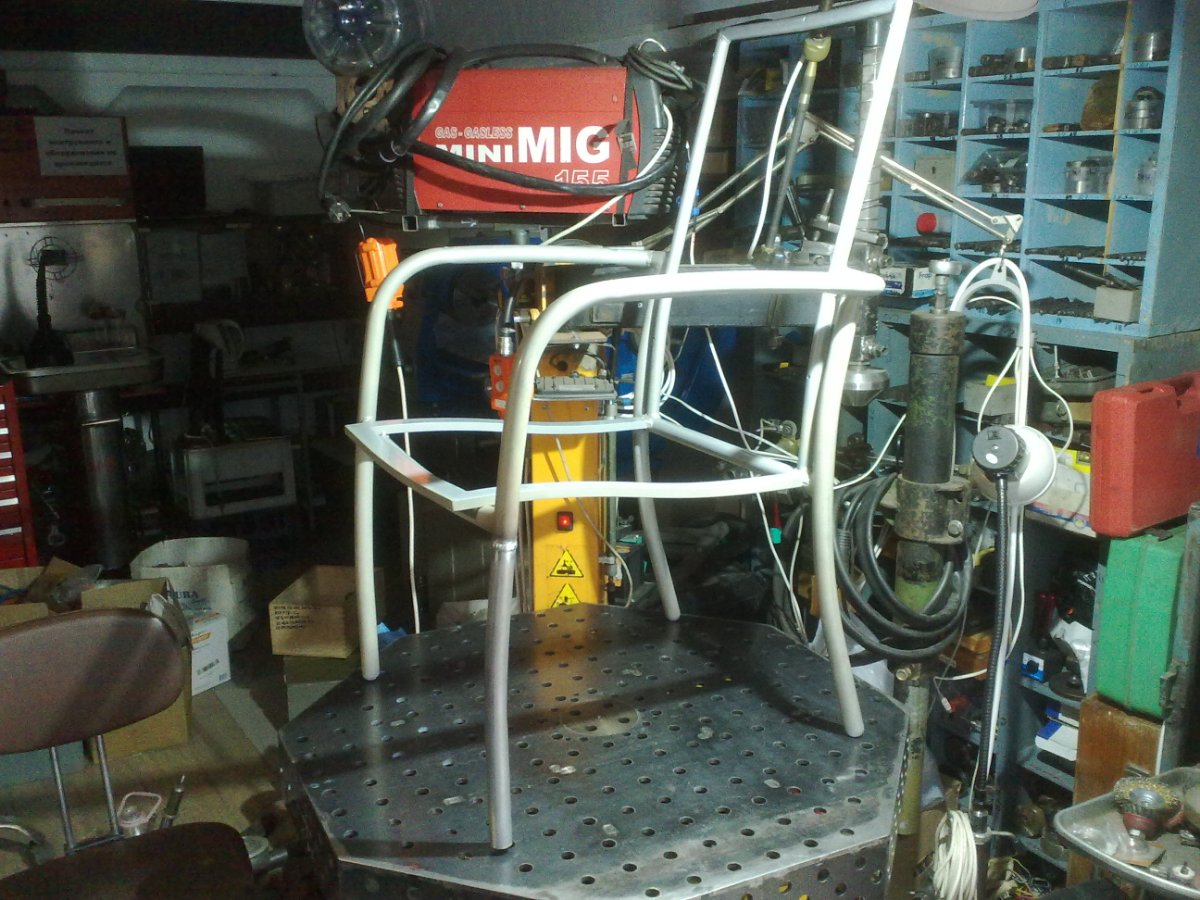
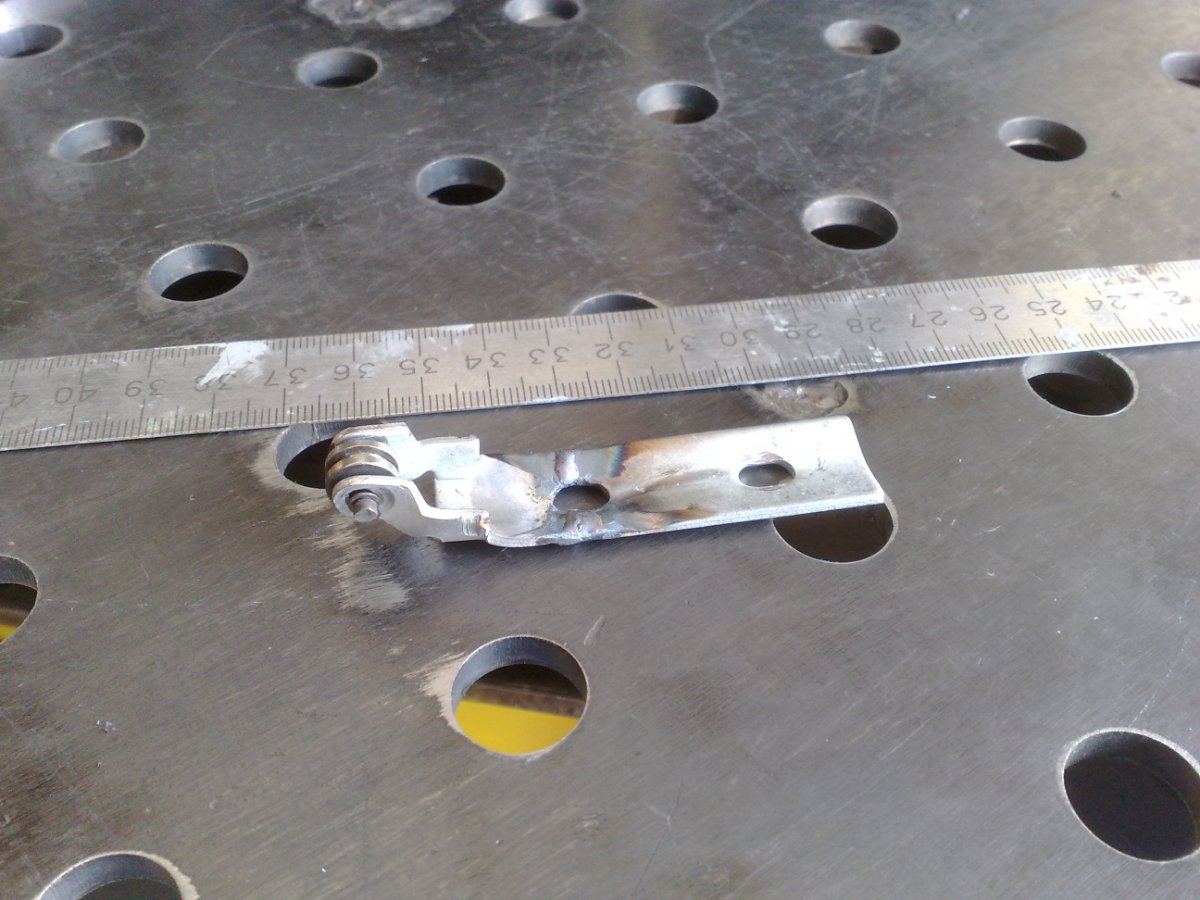
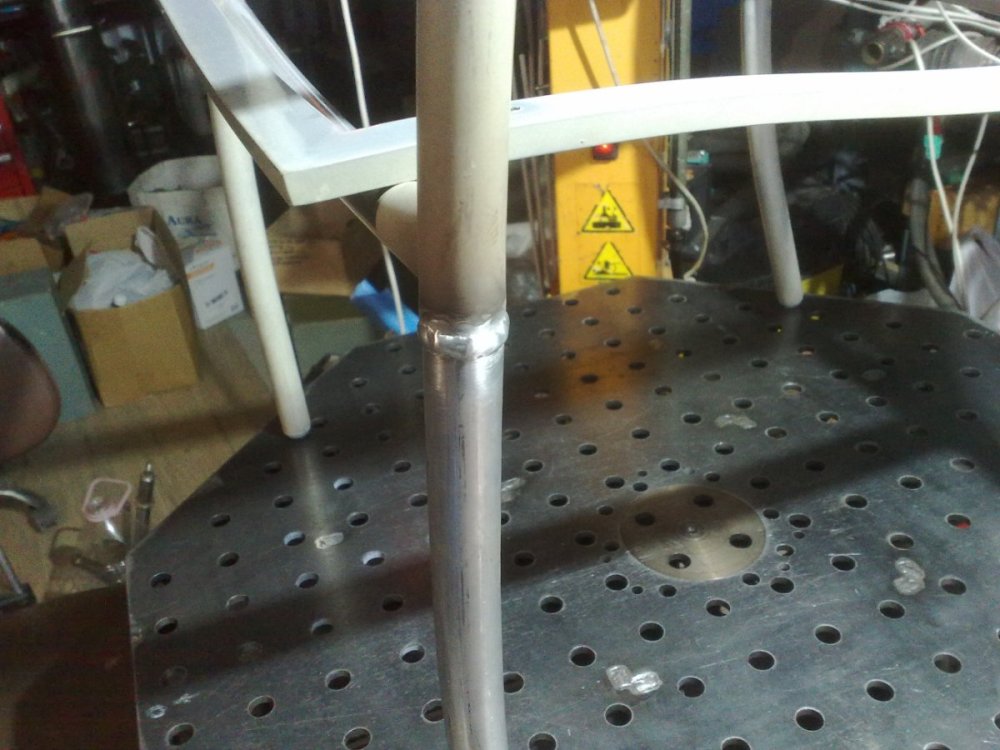
"Велика у стула ножка - подпилю её немножко..." В данном случае - "подогну ее немножко". Итальянский стульчик из комплекта мебели, дорог владельцу. Пришлось восстанавливать. Труба АД31 D30х1.





-
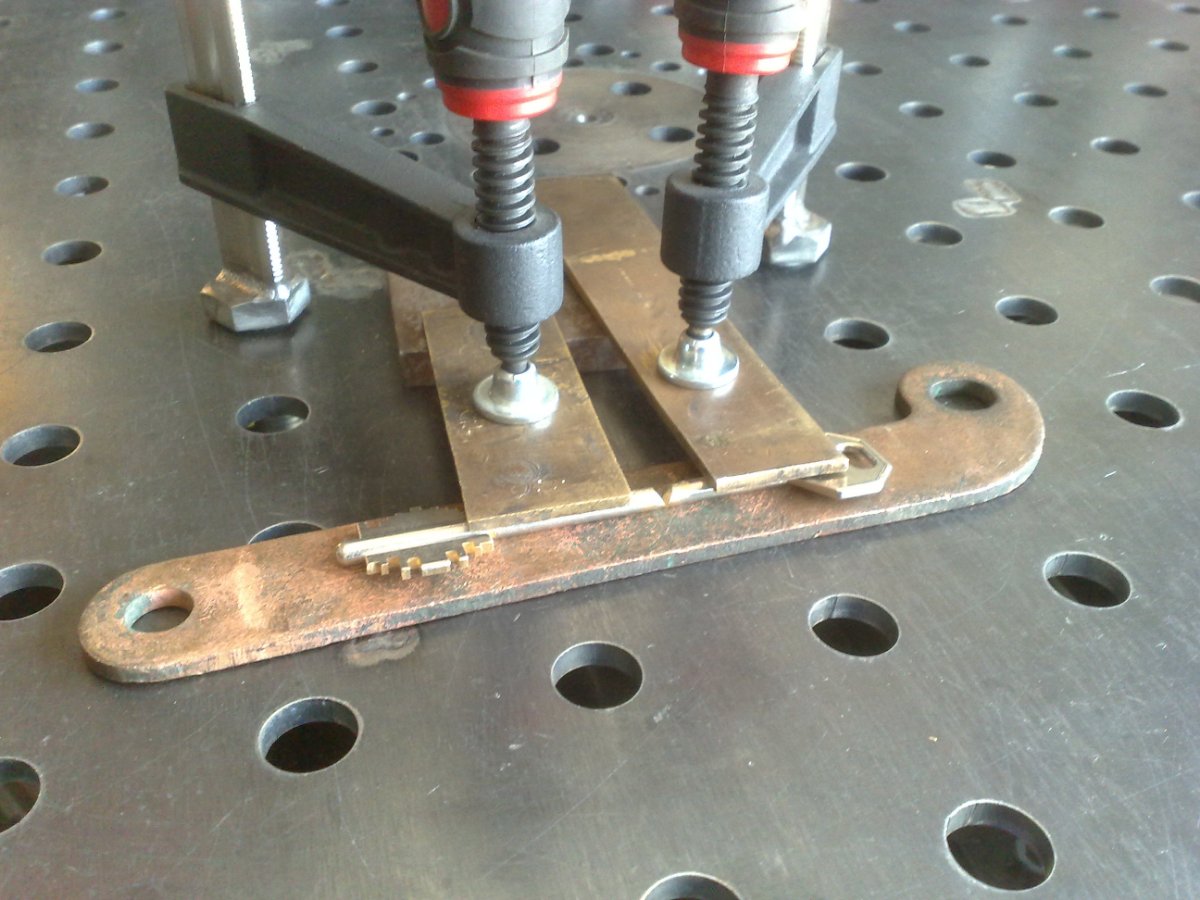
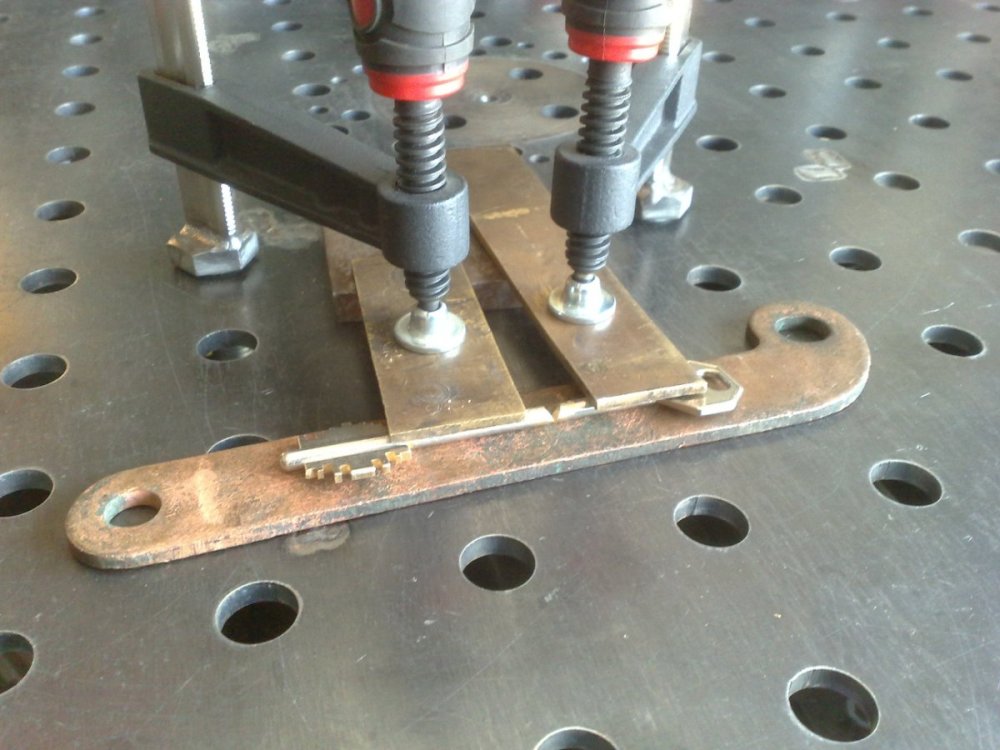
Ключик потребовалось удлинить (такой длины заготовки не нашлось). Хвостовая часть от заготовки. Латунь.



-
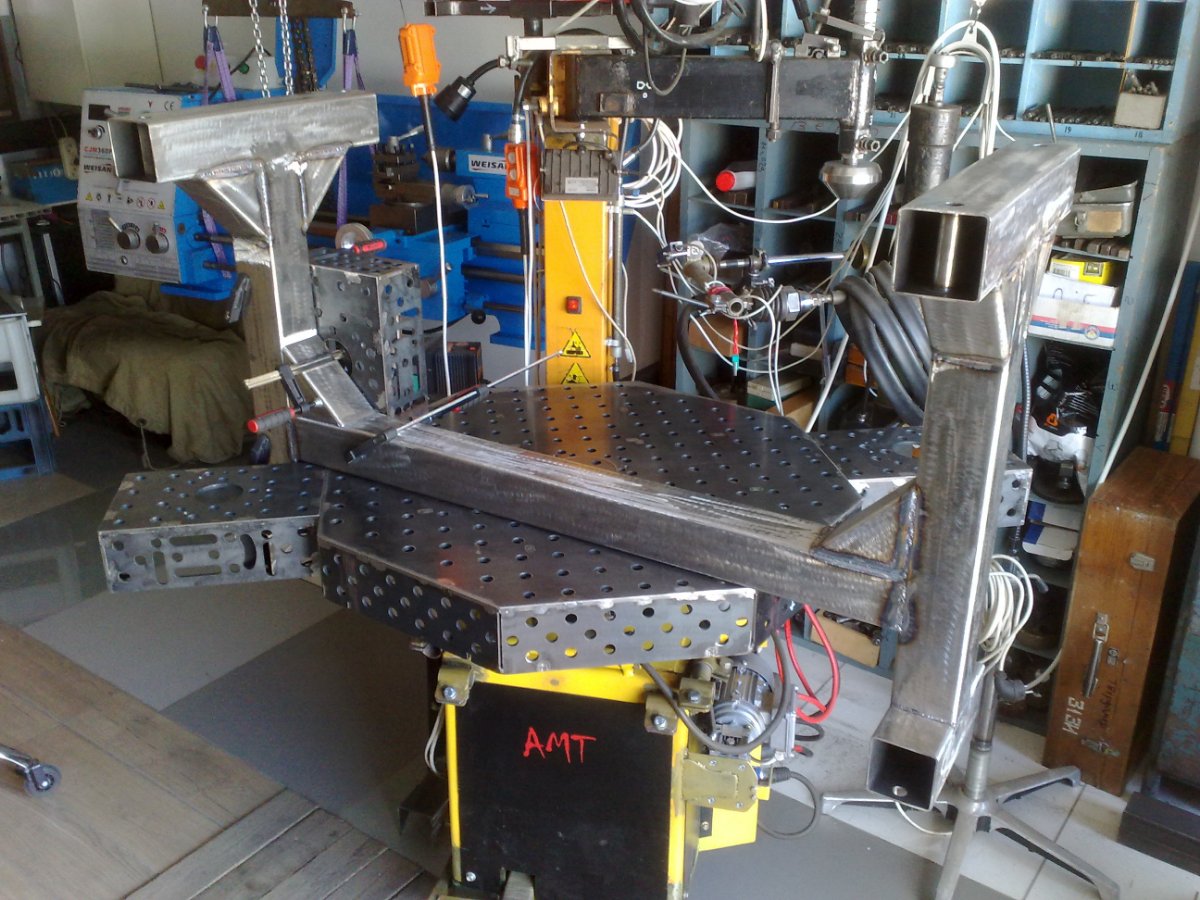
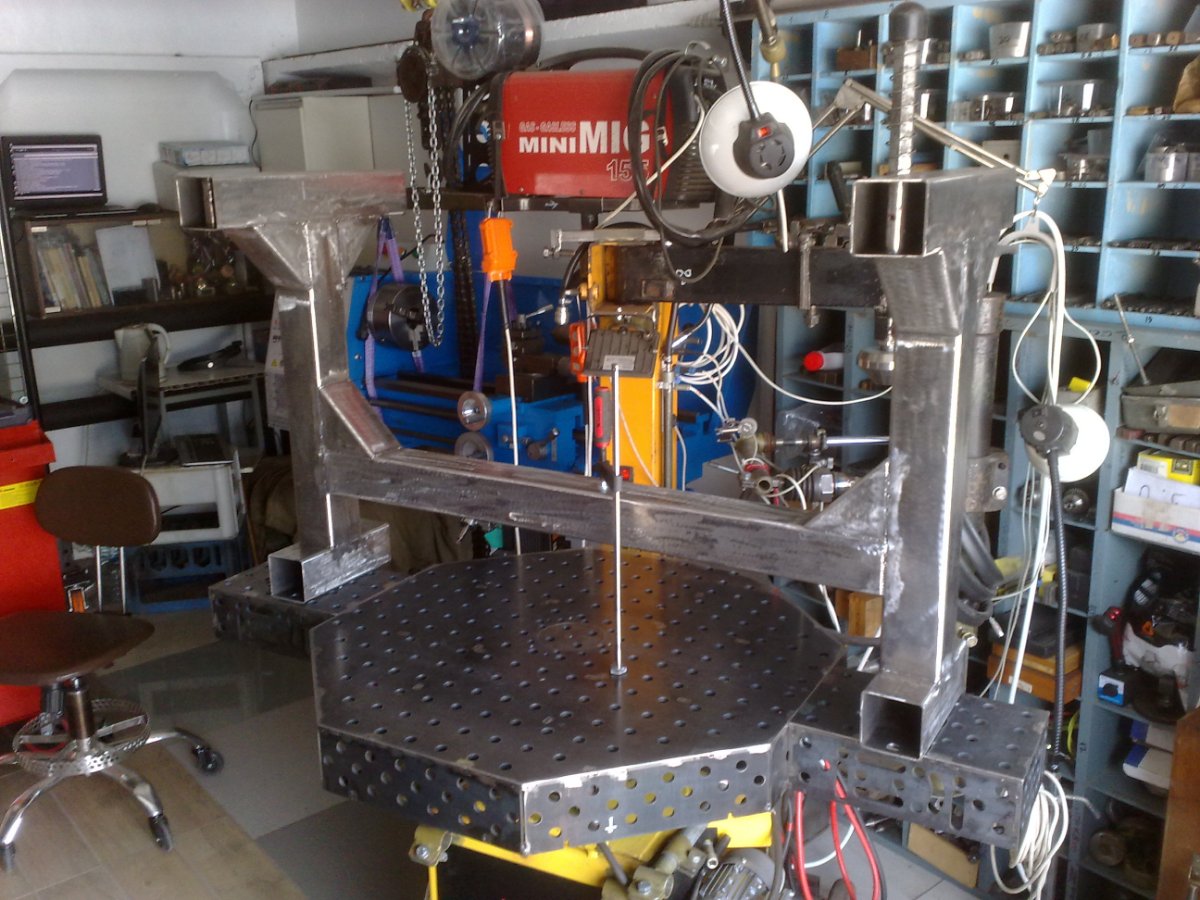
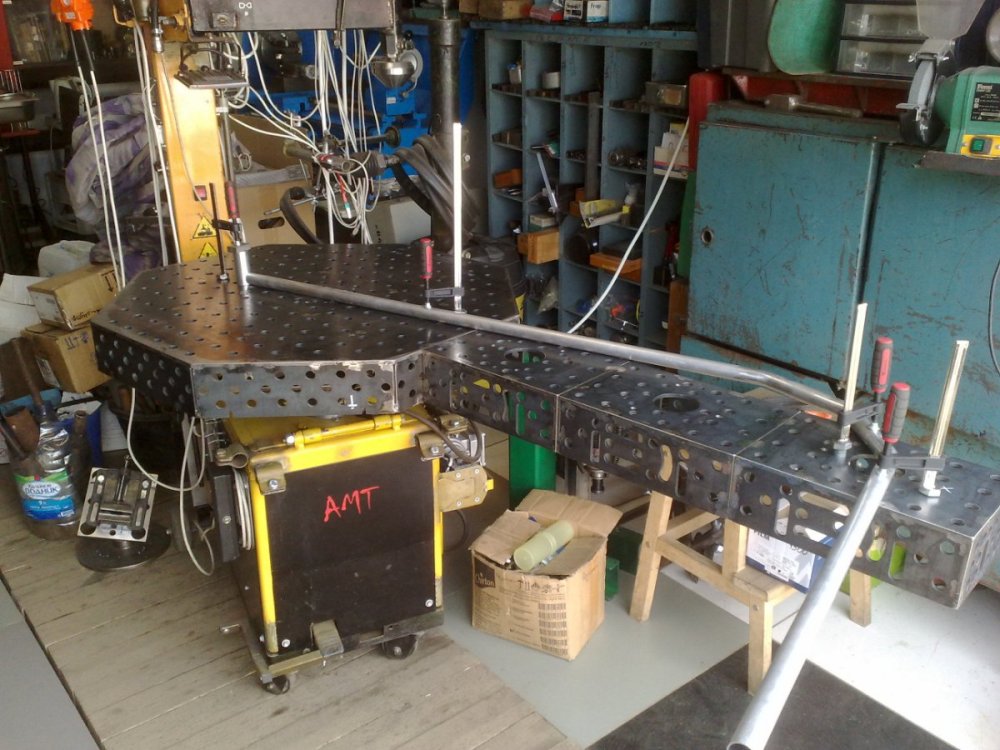
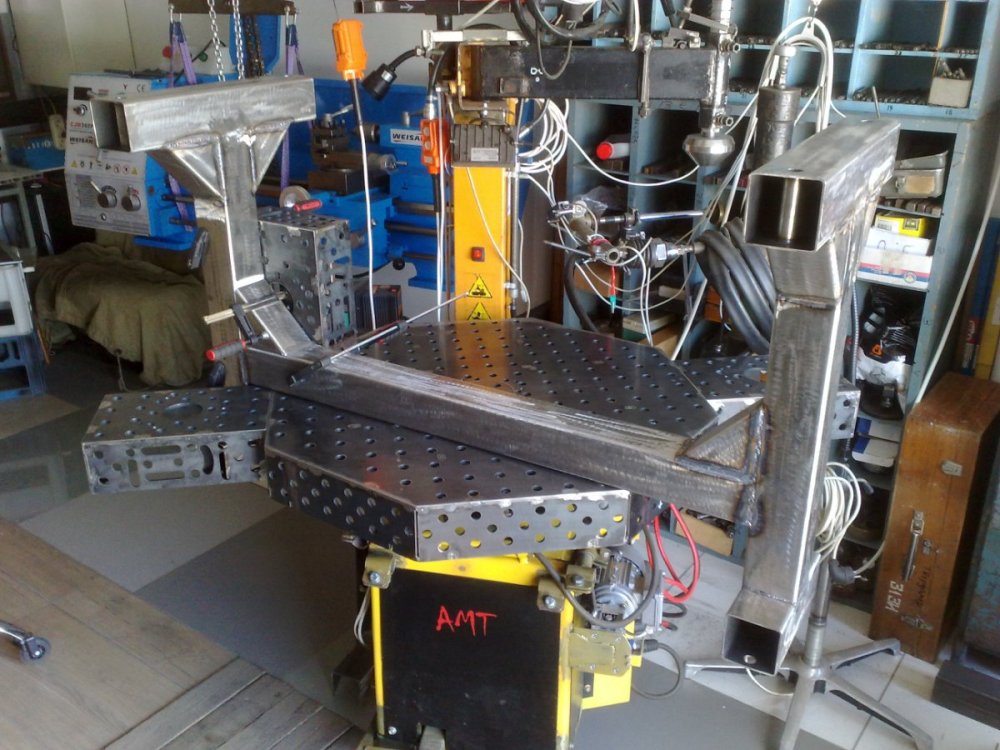
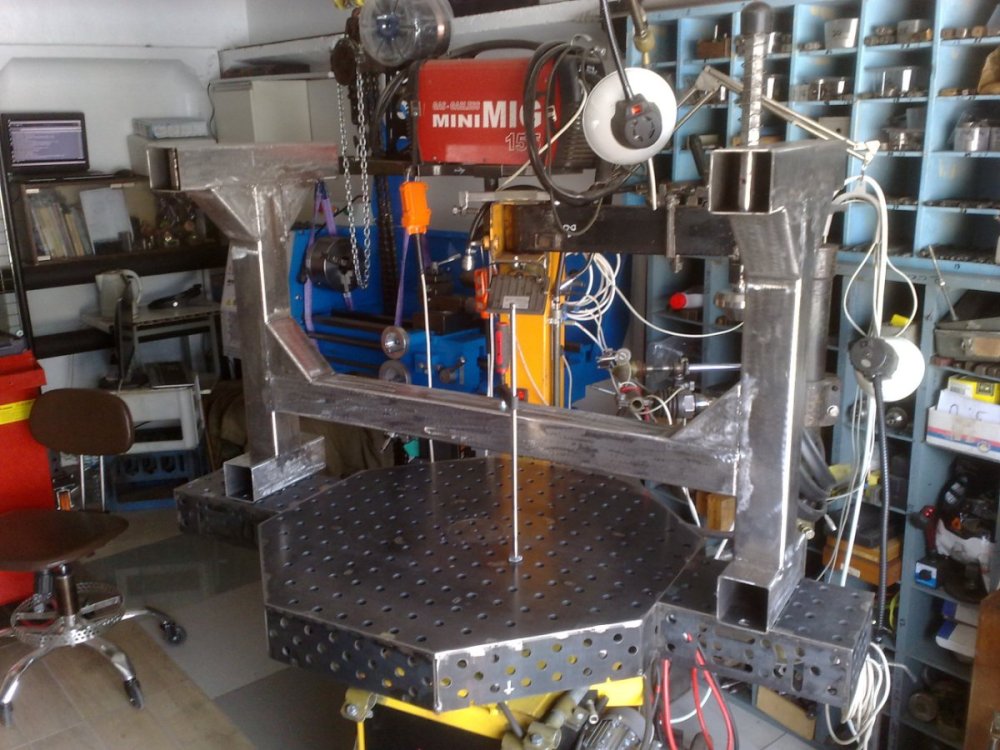
Про сварочные деформации. Прецизионная подставка, с минимально-возможным влиянием на изгиб и кручение станины станка. Профиль 80х80х3 ГОСТ 30245-2003. Сборка стапельная. Отверстия крепления станка выполнены до сварки. Швы сплошные, по всем стыкам (включая стык под косынкой). Порядок швов - симметричный относительно продольной плоскости. На фото с зафиксированной косынкой - мероприятия для компенсации сварочной деформации (сжатие), возникшей при приварке распорки к стойкам.

-
Это метро Нью-Йорка, там можно перевозить собак только в переноске, или сумке (наверное хотели, чтобы только маленьких возили, но народ в Нью-Йорк ушлый).







-
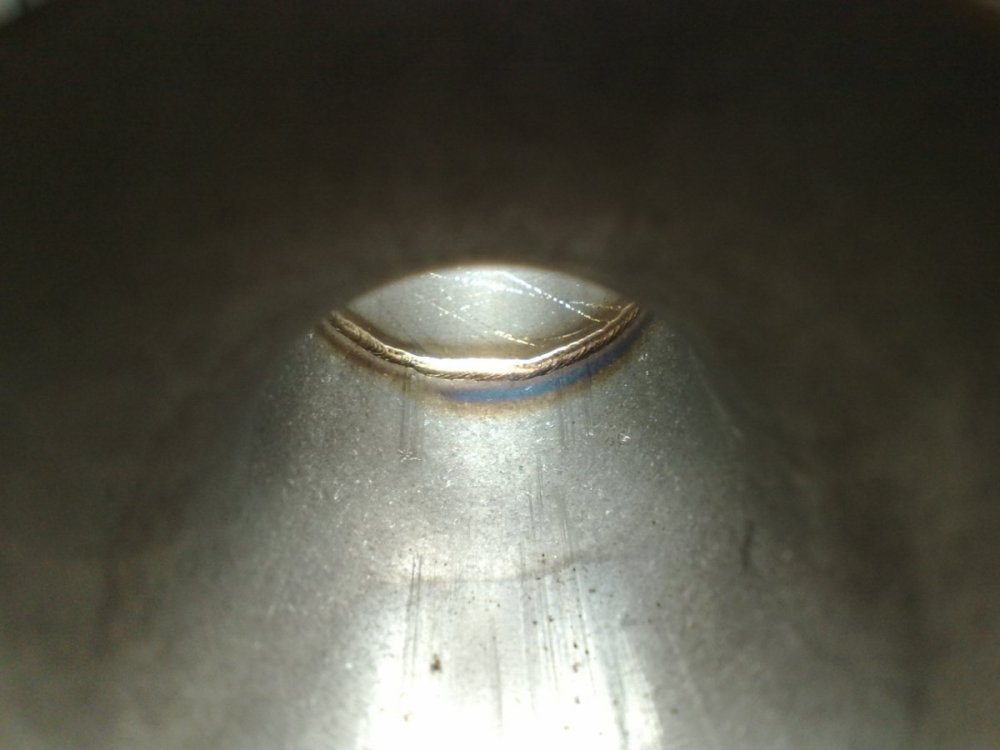
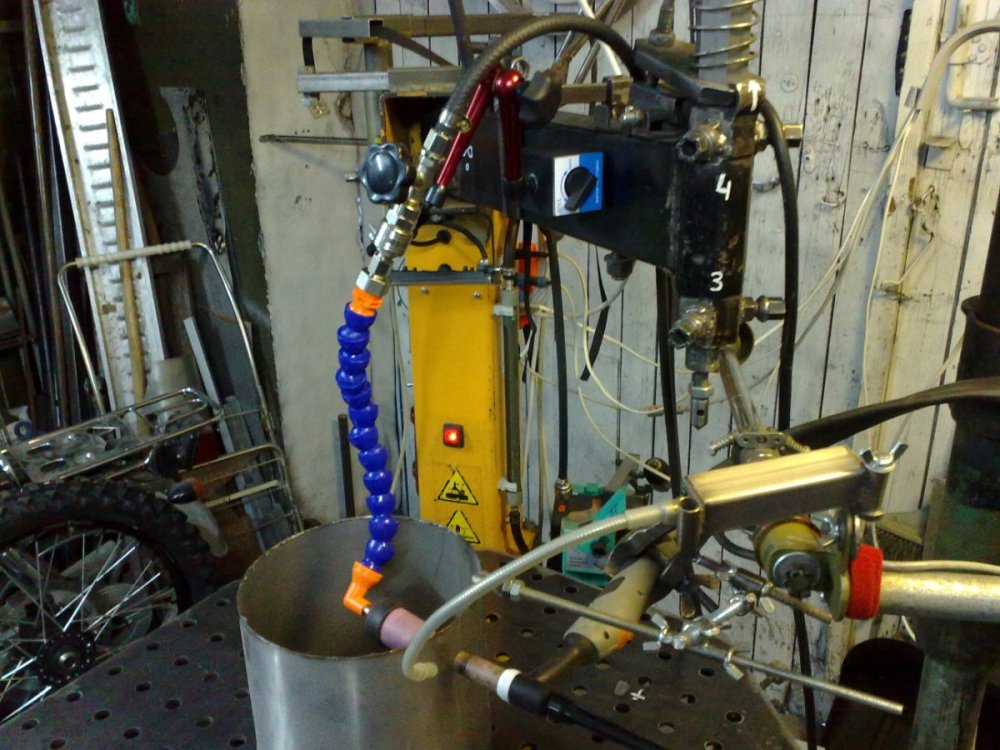
А какие параметры предпродува (диаметр трубы; стенка трубы; длина трубы; расход газа; время предпродува)?
-
Процесс называется "Г" (ГОСТ 16310-70 Соединения сварные из полиэтилена, полипропилена и винипласта.)
-
Багажный бокс. ABS; 2,5 мм.





-
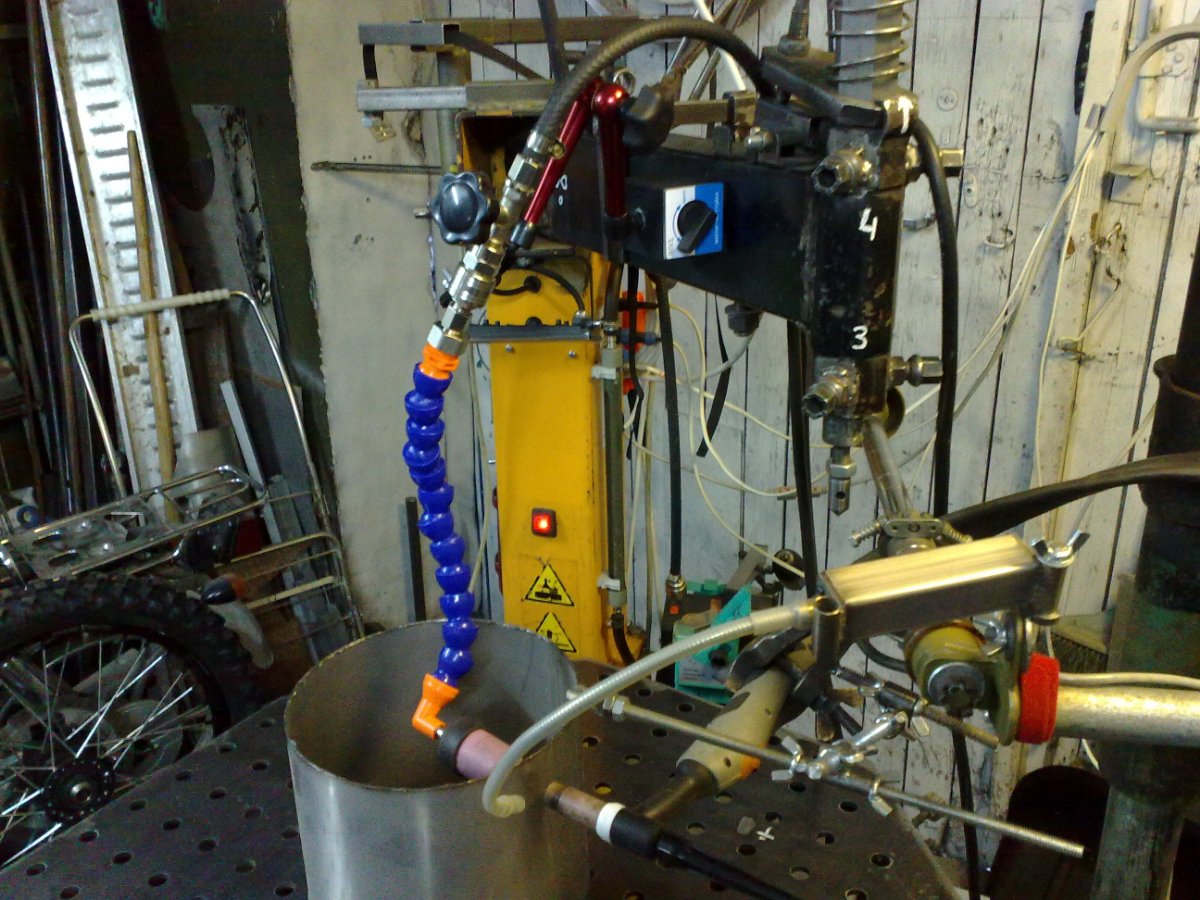
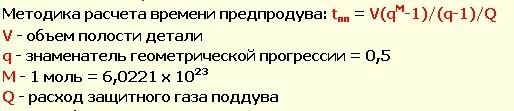
Я особо с продувкой не заморачивался (вытеснял кислород до минимально-приемлемого значения), так-как это у меня приемная труба выхлопной системы мотора. У меня сам шов не окислился, значит в норматив по прочности прохожу, а потеря коррозионной стойкости самой трубы не имеет значение так-как условия в процессе эксплуатации заведомо хуже. Интересная тема и она где-то уже проскакивала. Я конечно не встречал деления людей на адептов ламинарного и турбулентного вытеснения (подавляющему большинству вообще похрен на время предпродува и на остаточный кислород), но сам я за турбулентное. P.A. Сразу оговорюсь, речь буду вести про внутренний объем детали приемлемых размеров, не размером с железнодорожную цистерну, или длиной с серую ветку Московского метро. Мое мнение - вытеснение кислорода методом замещения одного объема другим, менее предсказуемо и трудней посчитать, чем расчет изменения молярного объема кислорода сильнотурбулентной смеси (может и неправильно выразился, не физик-химик). Как ведет себя ламинарный поток внутри объема - одному Богу ведомо и специалистам ЦАГИ. Может там Гольфтрим получается и из выходного отверстия будет течь практически чистый аргон? Моя теория: чем интенсивнее (быстрее) все перемешается, тем корректнее можно применять математический расчет. А расчет у меня простой (может даже и примитивный, но на безрыбье и хрен за мясо): P.S. Счастливые обладатели газоанализатора могут проверить мою теорию на своей практике.
-
Это тот же перегрев. А меняет положение зона перегрева из-за изменения условий охлаждения - ближе к холодной стороне, или дальше. И чем меньше диаметр трубы - тем критичнее. В моем случае, причина в высокой скорости сварки (16,69 см/мин). Моя черная полоса - это место встречи температурных полей в зоне окончания шва.
-
Такое?
-
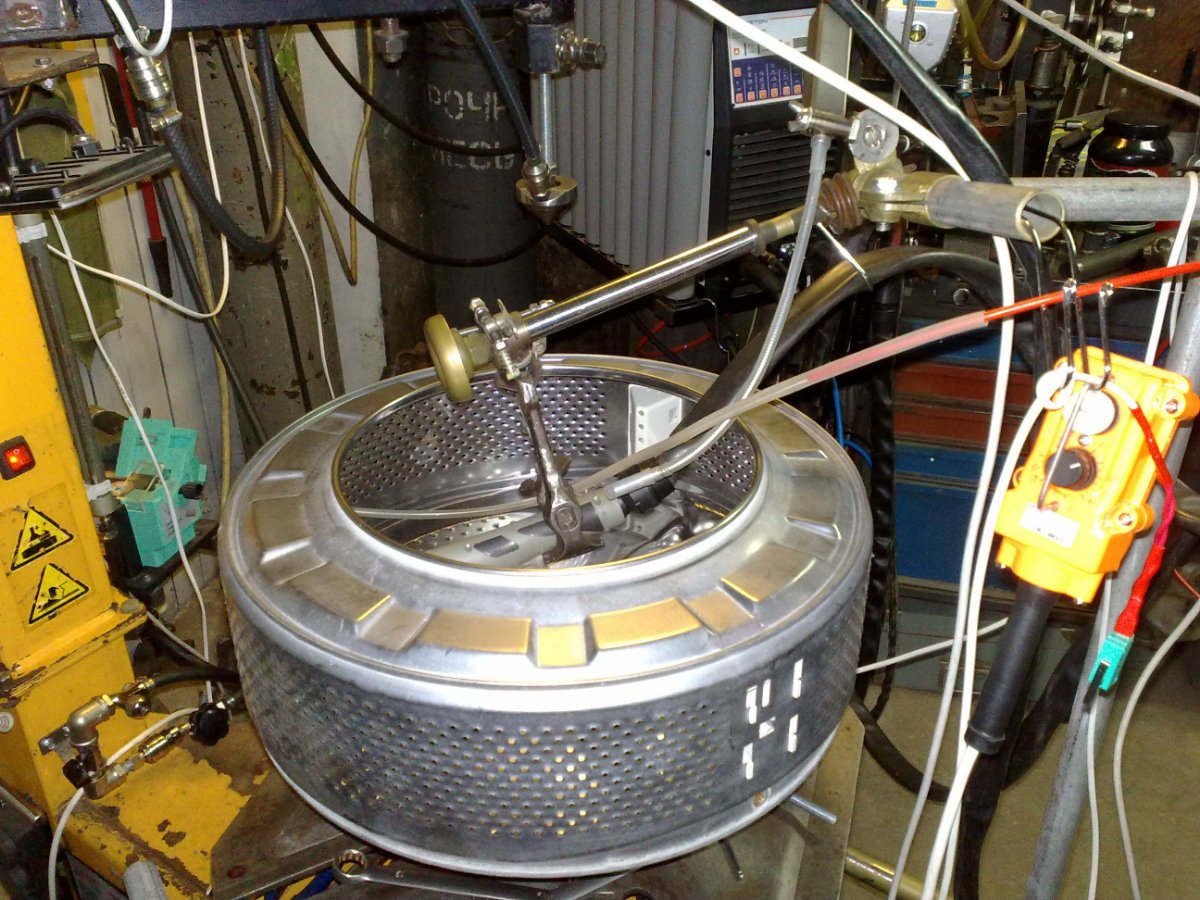
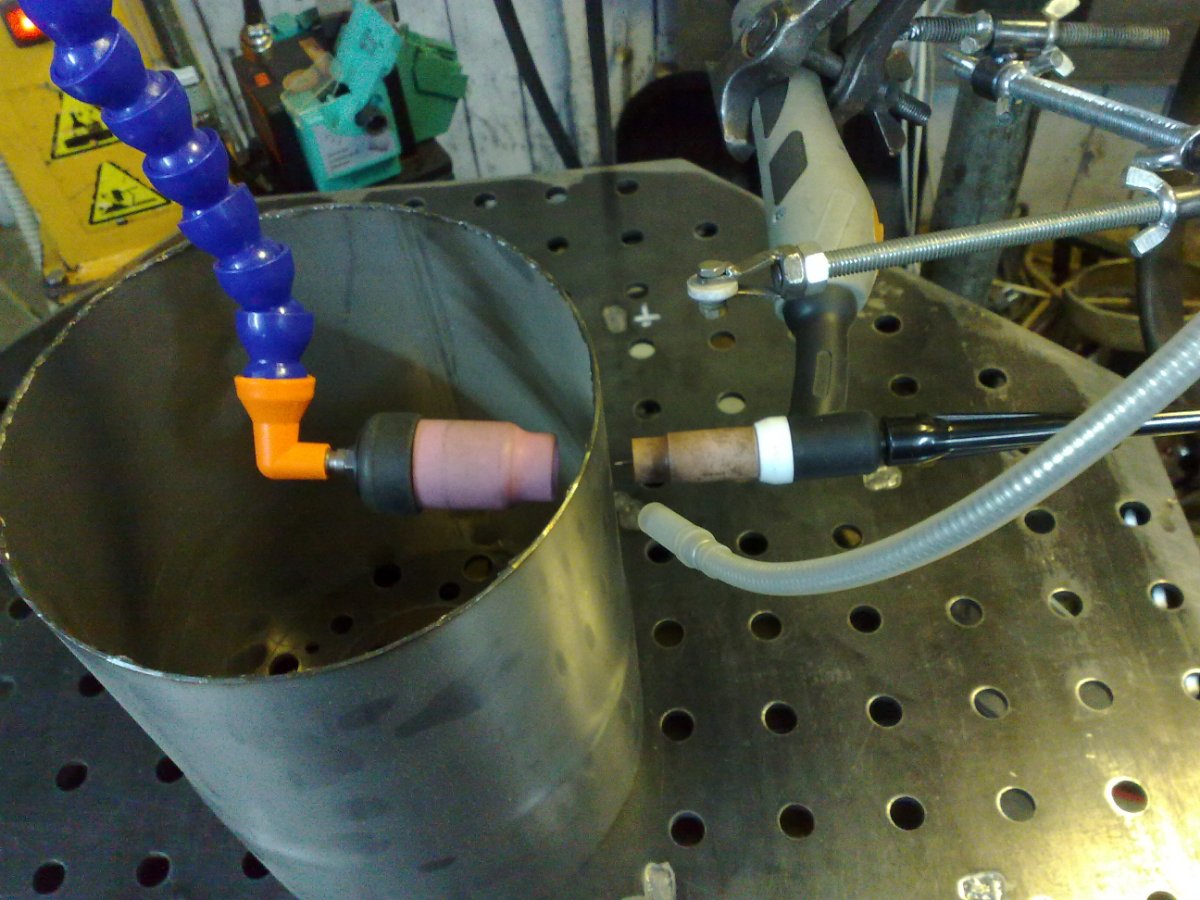
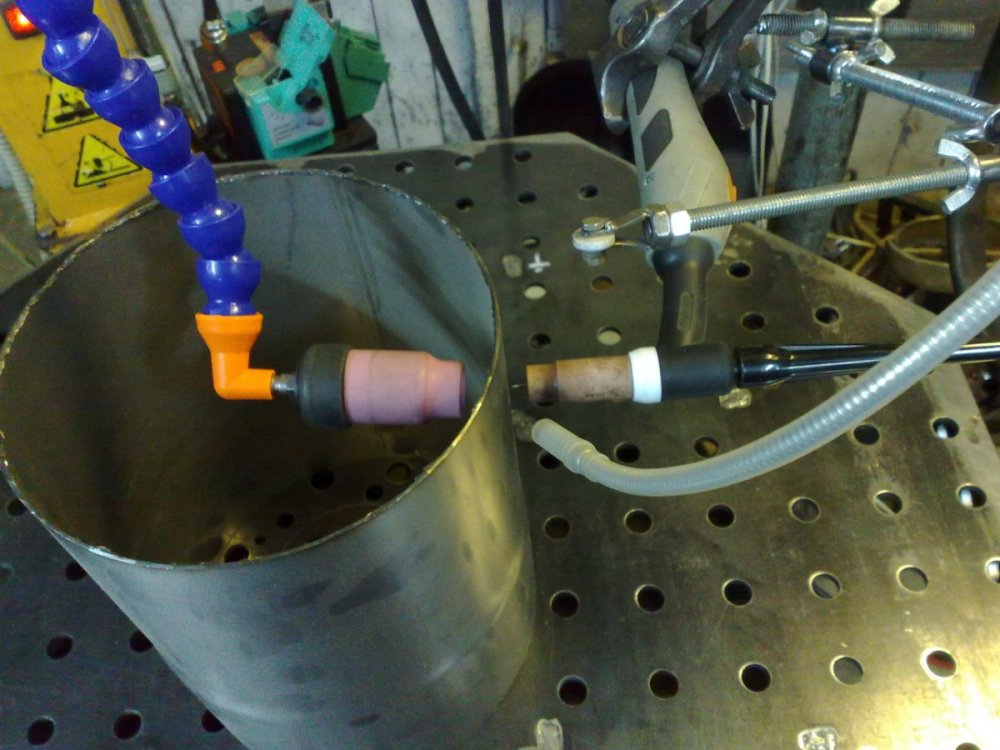
Луноход-1 в 70-м почти год катался по Луне, а тут шов в бочке обдуть... Дарю технологию. ПС. Если бочка глухая, то, как говорил мой сосед по гаражу: "это будет стоить дороже".



-
Мне кажется, что вопрос уже такой задавался и ответ на него уже отвечался.
-
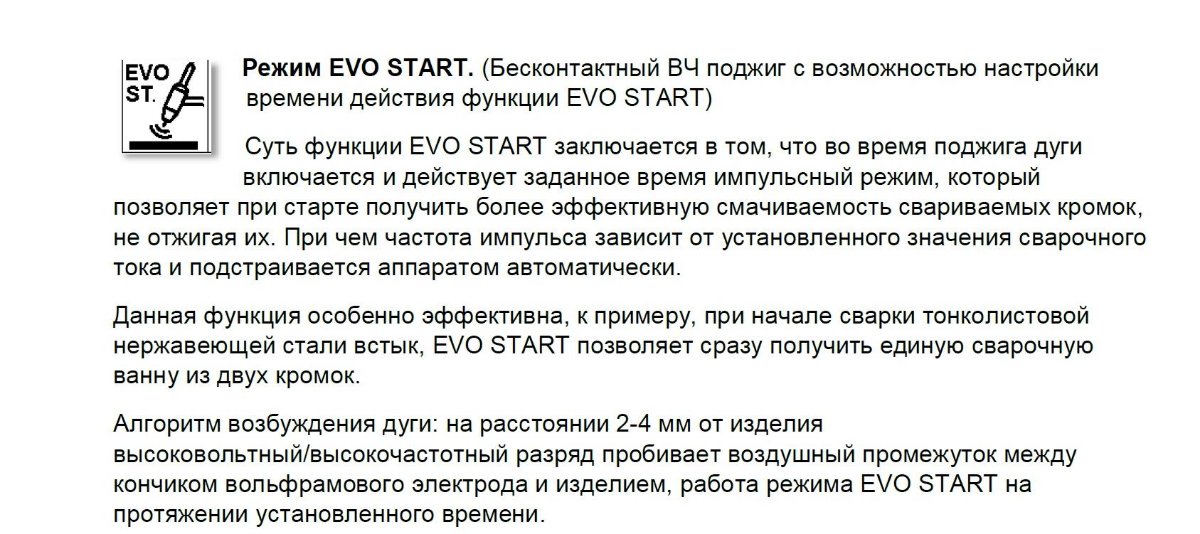
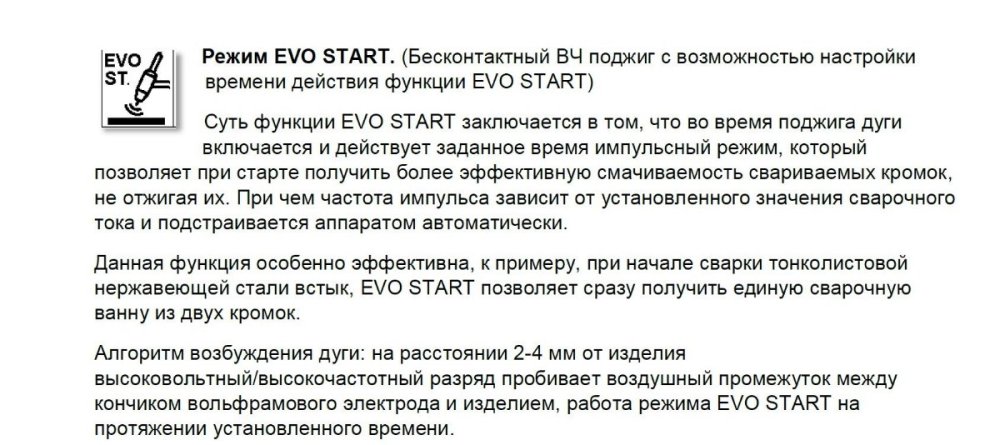
В данном случае скорее всего функция предназначена для разогрева электрода и как следствие улучшения его эмиссионных свойств. Все эти приблуды обычно предназначены для сварки тонких материалов, где всякая мелочь важна. Вот, например, какая еще бывает функция.
-
https://lib-bkm.ru/publ/31-1-0-733
-
https://meshok.net/item/143626562_Бобович_Б_Б_Бровак_Г_В_Бунаков_Б_М_Химики_автолюбителям