hvr63
-
Постов
1 317 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Иногда есть нужда, что нибудь сдуть нахрен (отшелушить; пробить и т.п.). Так обычно 4-6, а то дунешь - и из рук улетело.
-
Ну у меня 10-ка. Иногда приходится прикручивать, а то сдувает.

-
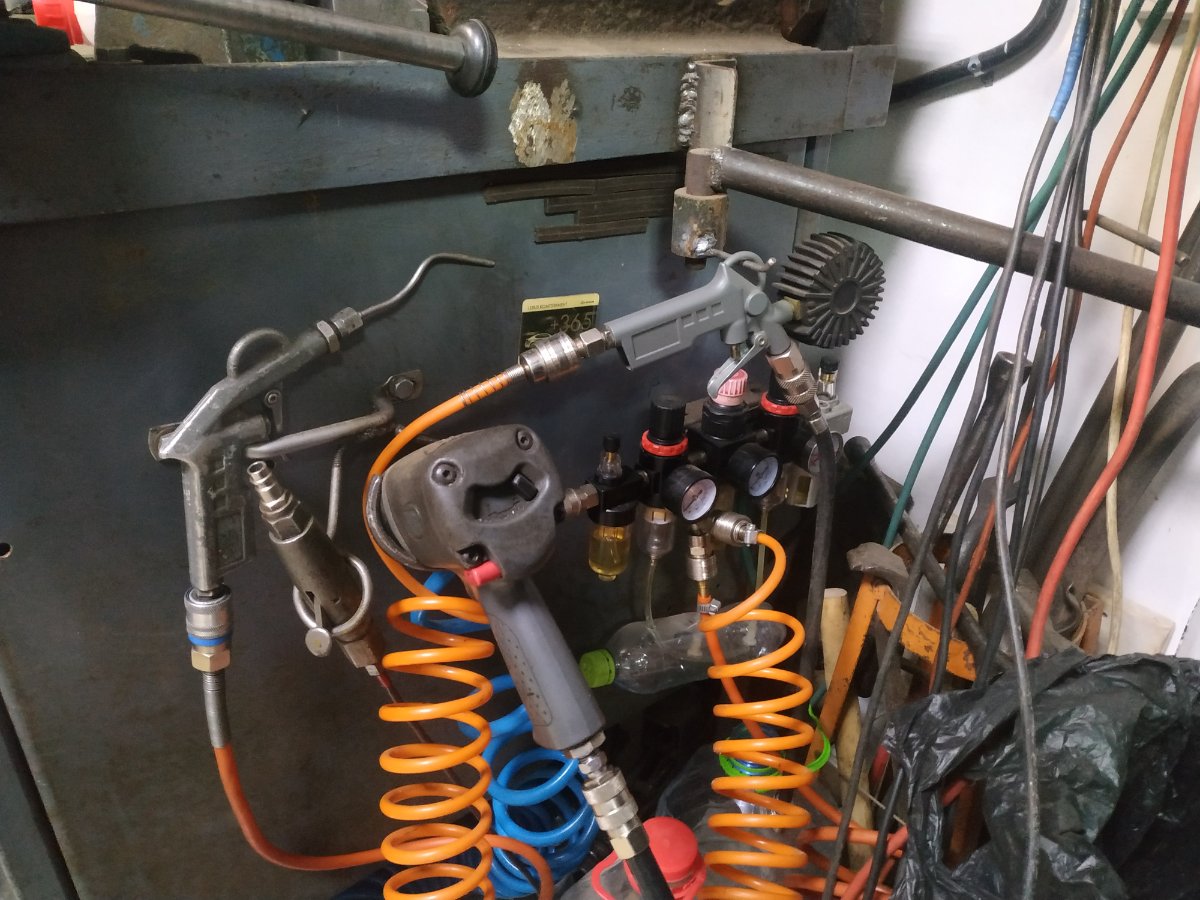
Правило по очистки агрегатов (наверное мною придуманное): если есть риск замыть грязь в неподобающее место, то только продувка. Я лично крайне редко пользуюсь промывкой (без разницы чего), только если есть возможность смыть остатки загрязнения окунанием, или если остатки грязи можно гарантированно сдуть. Пользуюсь специальным продувочным пистолетом. ПС. При продувке на высоком давление и детали можно сдуть.
-
 Варил на какого-то кореянца (марку забыл), там тоже штамповано-сварной. Разделал на 2/3. Проварил корень (на всякий случай с поддувом). Проконтролировал провар. Подождал пока тепло по всей детали распределиться (чтобы без подогрева) и проварил основной шов. Для перестраховки варил 309-й. Варил на большом токе, чтобы на максимальной скорости (зачем только не знаю, при неизвестной-то марке материала). Варилось чисто, ничего не потрещало.
Варил на какого-то кореянца (марку забыл), там тоже штамповано-сварной. Разделал на 2/3. Проварил корень (на всякий случай с поддувом). Проконтролировал провар. Подождал пока тепло по всей детали распределиться (чтобы без подогрева) и проварил основной шов. Для перестраховки варил 309-й. Варил на большом токе, чтобы на максимальной скорости (зачем только не знаю, при неизвестной-то марке материала). Варилось чисто, ничего не потрещало. -
Если уж за инженерию, то скажу, серьезные вещи уже давно не проектируют одним обособленным куском. Большинство таких 3D-моделей являются параметричекими (со свойствами, описанными какими-то законами). Параметрические свойства можно задавать-менять. Управлением параметрических свойств и может заниматься ИИ (и наверняка уже занимается), ведь по ходу проектирования приходиться вносить тысячи изменений. Представляете себе как спроектировать Херобас-А380, или "Энергию", или какую-нибудь операционную систему в рукопашную?
-
Так уже произошло и довольно давно. Сейчас разработка платформы в легковом автомобилестроение сократилось пусть не на порядок, но в разы, со всеми вертуальными ресурсными испытаниями и краш-тестами. И в авио- и в двигателестроение. И пусть пока большинство всех этих проектных систем локальные, но вероятно переход на глобальные не за горами. Я двадцать лет назад хотел купить автосканер Бошевский, со встроенной экспертной системой поиска неисправности. Чем не ИИ, только локальный.
-
Куда на фрезерном можно руки засунуть? Абсолютно не понимая. Ладно в токарке, периодически пальцами за кулачки задеваешь при шлифовке мелочевки.
-
На то, как отвечает ИИ (во всяком случае пока, а может вопрос надо умет задавать) могу перефразировать "закон Мерфи" - "Загадки экспертов": После консультации с ИИ перед вами встает сразу четыре проблемы: 1) Первоначальная проблема. 2) Проблема понимания полученного совета. 3) Проблема реализации этого совета. 4) Новая проблема, которая станет следствием реализации указанного совета.
-
https://4brain.ru/blog/как-создавалась-таблица-менделеева/ Эх, был бы у него тогда ИИ, не мучился бы столько. И этой симпатичной байки про сон не было бы.
-
Вот как работает ваш ИИ - https://rutube.ru/video/b06067426803eccec1bf9cc569f76328/ Я без улыбки. Алгоритм будет со временем совершенствоваться и я думаю и с ваших лиц, через какое-то время, снисходительная улыбка сойдет. А как алгоритмы совершенствуются, как было в начале пути и как сегодня, можно отследить по роботам Boston Dynamics (пример просто для наглядности и я только про технологии, не про коммерческий успех).
-
Любая рабочая технология имеет право на жизнь. Я исключительно таким способом ремонтирую изделия из полиметилметакрилата (оргстекло) с применение дихлорэтана. Полиамид замечательно варится, даже с наполнителем. А проблемы с 3D печатью, в большинстве случаев, связаны с тепловыми деформациями печатаемого изделия. Как правило потребитель к склейке пластика (да и вообще к ремонту) подходит незатейливо. Пришлось для таких, когда приходится переделывать эту лепнину, вводить специальную бонусную программу (это отдельно от хронометража ремонта). Вот прямо так, не вникая в нюансы, по умолчанию. Достали. Приходится после склейки цианоакрилатным клеем всё скрупулезно вычищать и все равно приходиться варить в глухих защитных очках и респираторе (на который фильтр от цианоакрилата еще поискать надо). Пробовал варить в изолирующем противогазе, но тогда возникает стойкое желание эту деталь заказчику на голову надеть вместе с противогазом.
-
Бачки радиаторов, если они из полипропилена, или из стеклонаполненного полипропилена (стекло все же ухудшает свариваемость), должны варится без проблем. Но... Как правило, такие конструкции тонкостенные и глубина разделки кромок будет небольшая, что сказывается на прочности соединения и на сложности самого процесса сварки. К тому же, если радиатор не разобран, то глубину разделки сложно контролировать (литая деталь имеет разнотолщинность). Еще одна трудность - старение материала бачка из-за повышенных температур. Такой материал ведет себя непредсказуемо. Констатирую. Без особых проблем можно сварить небольшие трещины, расположенные на открытых выпуклых поверхностях, возникшие при ударном воздействие. Все остальное - ремонт с низкой степенью надежности, напрямую зависящей от натренированности и опытности (умения вовремя сказать: да ну его нахер) исполнителя. Про саму сварку. Никаких паяльников и способов сварки а-ля газовая (подача присадки руками в зону нагрева). Полипропилен - материал требовательный к значению температуры (одновременной, и основного материала и присадки) и давления (вдавливания присадки). Если бачок (расширительный, масляный) полиэтиленовый, то ремонт очень сложен. Не было ни одного раза, когда я взялся за такой ремонт и сильно не пожалел об этом. При этом, топливные баки мне удавалось заварить без особых проблем, но даже так - оставалось чувство тревоги. Про особенности сварки полиэтилена я писал где-то раньше, но напомню. У полиэтилена практически отсутствует фаза пластичного расплава, он или твердый, или как вода. При этом, эта "вода" с твердым не сплавляется, а сплавляется только с такой же "водой". Чтобы обе кромки сплавились они должны быть водянистыми, также водянистой должна быть поверхность присадки. Все это, в процессе сварки, норовить куда-то утечь, а сама деталь - расплавиться и резко потерять форму (ну прям как алюминий). Я применял комбинированный способ сварки - сварка с бубном - сплавление и заливка жидким расплавом. В общем, сварка полиэтиленовых бачков - большая ЖОПА. Сварку топливных баков, из-за больной толщины стенки, можно вести традиционным способом (с треугольной присадкой). При правильной ориентации "горелки" и скорости сварки, в зоне сплавления получается та самая водянистая фаза на всех сопрягаемых поверхностях (две кромки и присадка). Также легко осуществляется требуемая сила вдавливания присадки.
-
Юному сварщику термопластов на заметку. С какой стороны варить панель - с лицевой, или с изнанки. Перед началом выполнения ремонта, необходимо допросить потерпевшего на предмет: что будет происходить с деталью в дальнейшем. Как правило, экстерьерные панели после ремонта подлежат шпатлеванию-грунтованию-окраске. В этом случае, сварка производиться с лицевой стороны (за исключением случаев с ограничением доступа). Это во-первых уменьшает риск растрескивания дальнейших ремонтных покрытий: если сваривать с изнанки, то дефект непровара, в виде несомкнутых кромок соединяемых частей детали, может спровоцировать трещины на лакокрасочном покрытие. Во-вторых - удобнее, так-как большинство экстерьерных деталей - выпуклые. В-третьих - так легче контролировать совмещение по уровню соединяемых кромок. Но бывают ситуации, когда предполагается эксплуатация отремонтированной детали без дальнейшего косметического ремонта (окраски). В этом случае, единственный вариант - сварка с изнанки. При такой технологии, разделка соединяемых кромок ведется на такую глубину, чтобы не допустить выход присадочного материала на лицевую сторону. В общем, сварка выполняется с гарантированным непроваром. Сварка деталей с тонкой стенкой допускается выполнять вообще без разделки кромок. Присадочный материал можно применить не с треугольным профилем, а с плоским, если позволяет марка свариваемого материала. Снятие усиления сварного шва производить только в случае достаточной глубины провара, обеспечивающей необходимую прочность сварного соединения. На первой серии фото - сварка под покраску. На второй серии фото и в видео (https://rutube.ru/video/eaaf5db0fc6924d05097a7416e1096d3/?playlist=633151) - ремонт, не предполагающий дальнейших окрасочных работ.
-
Мой знакомый купил. При запуске перегревался и уходил в защиту. Оказалось при сборке кто-то стекло защитное (наверное, я не особо вникал) потрогал. Из-за этого и перегревался, стекло заменили и все заработало.
-
Про ПВ лазера. Это наверное какая-то проблема с системой охлаждения. Вон лазерный раскрой - режут сотнями метров круглосуточно (у кого я знаю, во всяком случае).
-
... Ну, положим, бородку я сбрею. А умище, умише-то куда девать?
-
Да на каждом шагу. https://rutube.ru/video/fdd13b9a7575e2ea77abd6c9dd4cde42/
-
Да.
-
У меня знакомые авиамоделисты делают планеры и продают, если не ошибаюсь, в Японию (может и еще куда). Всю свою историю располагались на территории ДОСААФ, в здание, которая сейчас выглядит как настоящая избушка, со всеми вытекающими (например, с гнилыми полами и текущей крышей). К ним неоднократно зарубежные партнеры норовили в гости заехать, так они всеми правдами и неправдами их туда не допускали, чтобы не показывать, в каких условиях они делают свою высокотехнологичную продукцию. В противном случае, увиденное может негативно с проецироваться и на саму продукцию. Другой пример - стеклянная мануфактура WV (Gläserne Manufaktur) в Дрездене https://ru.wikipedia.org/wiki/Стеклянная_мануфактура , куда водили экскурсии потенциальных и будущих покупателей Phaeton. Увиденное, должно было нагнать на будущих владельцев восхищение и трепет перед Великим Гением WV и помогло бы этим будущим покупателям с легкостью расстаться с деньгами за автомобиль. Угадайте, какой стратегии я придерживаюсь? Ну, аутсорсинг я только приветствую. Если все четко организовано и партнеры надежные, то почему бы и нет. Я, например, лазерную резку делаю на аутсорсинге, мне и заказчикам очень нравиться. У меня вообще была мечта - держать из инструмента только компьютер для проектирования, а все остальное на аутсорсинг. Но не судьба. Я опять начал обрастать производственным оборудование. В свое время от автосервисного еле избавился и опять наступаю на те же грабли. Но ничего не могу с собой поделать, с металлом работаю с самого детства.
-
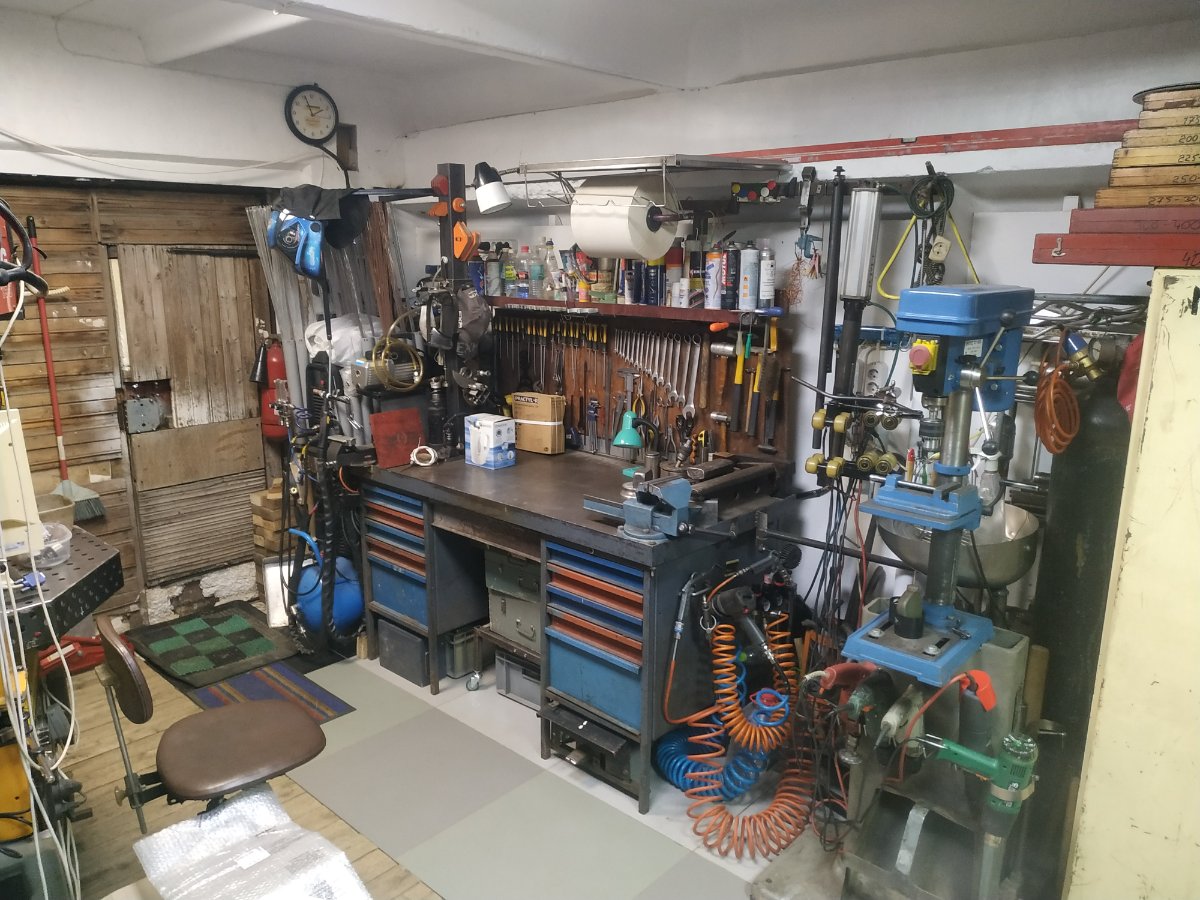
Тут не так все прямолинейно. Я про оснащенность, граничащую с показушностью. Это как мерседес, переплата за, по сути, ни пойми что (если что, у меня было во владение до четырех мерседосов одновременно, прекрасная бибика). Если работа - не пенсионное хобби, то все способы зарабатывания денег хороши, даже такой благородный (кстати, я против рвачества и другой пидоростии). Мой любимый пример по оснащенности (не сварка, по сварке такого кина еще не снял, ленюсь). Но если по оснащенности, то очень универсальная показательность. Такого нет даже у дилеров, очень мало у частников, а некоторых вещей вообще ни у кого, так-как разработки уникальные. Такая оснащенность была достигнута из-за возможности реагировать на любую, возникающую в процессе работы, проблему. При конструкторских и производственных возможностях, все решения задач воплощались в приспособления и оборудование. В результате ни одной операции голым пальцем. https://rutube.ru/video/4c0ee4323c719f59a0ec8fc6174724d4/?playlist=633151
-
Безотносително. По оснащенности. Если, чтобы зачистить сварной шов, необходимо идти в соседу за бормашиной, то это считается недостаточной оснащенностью. И не потому, что отсутствует бормашина в оснащение мастерской, а потому, что в определенный момент соседа может не быть на месте. И тогда время исполнения заказа и его стоимость будет отличаться, так-как, или придется привычную работу выполнять пальце, или бегать - искать бормашину. По квалификации. Если, чтобы заварить, например титановую деталь, нужно прежде пойти на курсы (или хотя бы книжку почитать), а потом еще и потренироваться и это время включить в стоимость, то это считается недостаточной квалификацией. Ходить по курсам/читать книжки/тренироваться необходимо до начала работ.
-
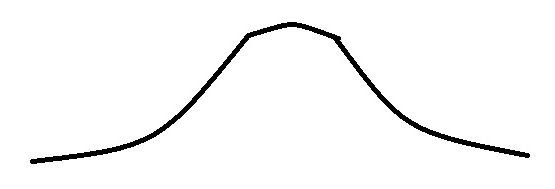
На самом деле, в ценообразование, как части маркетинговой стратегии, решающее значение имеет доходность. Существует такой график в виде "шляпы", отражающий закон спроса и предложения. Поля "шляпы" отражают, с одной стороны, зону низкой доходности, связанную с завышенной стоимостью товара (услуги), ведущей к уменьшению спроса, с другой стороны, зону низкой доходности, связанную с заниженной стоимостью, хоть и ведущей к увеличению спроса, но уменьшающей доходность из-за низкой стоимости товара. Тулья "шляпы" отражает зону высокой доходности, являющейся зоной баланса всех факторов. Очевидно, что при ценообразовании необходимо стараться попасть в вершину "тульи". Лично я стараюсь держаться близко в границе покупательской способности, так-как заказов у меня мало, в связи с чем и ценовой маневр ограничен. Когда вплотную приближаешься к границе покупательской способности, весомую роль начинает играть психология заказчика. Для принятия решения о сделке, заказчику кроме наличия денег, уже требуется весомые факторы (оправдания), на основание которых он дает согласие. Тут могут повлиять даже незначительные факторы: упаковка; кофе в зоне ожидания; чистая мастерская; красивые непонятные инструменты; вежливость исполнителя (список можно продолжать и продолжать). Кстати, при низкой стоимости услуги, заказчик готов мирится с негативными факторами: грязь в мастерской; хамство; деланье всего голым пальцем (список можно продолжать и продолжать). Оправдывая свое терпенье: "зато недорого". Я для себя избрал основной фишкой - техническую оснащенность, которая, кроме снижения трудоемкости, оказывает весомое психологическое давление на заказчика. Но и другими доступными средствами психологического воздействия я не пренебрегаю.
-
Ничего, скоро и телефоны заработают и мошенники.
-
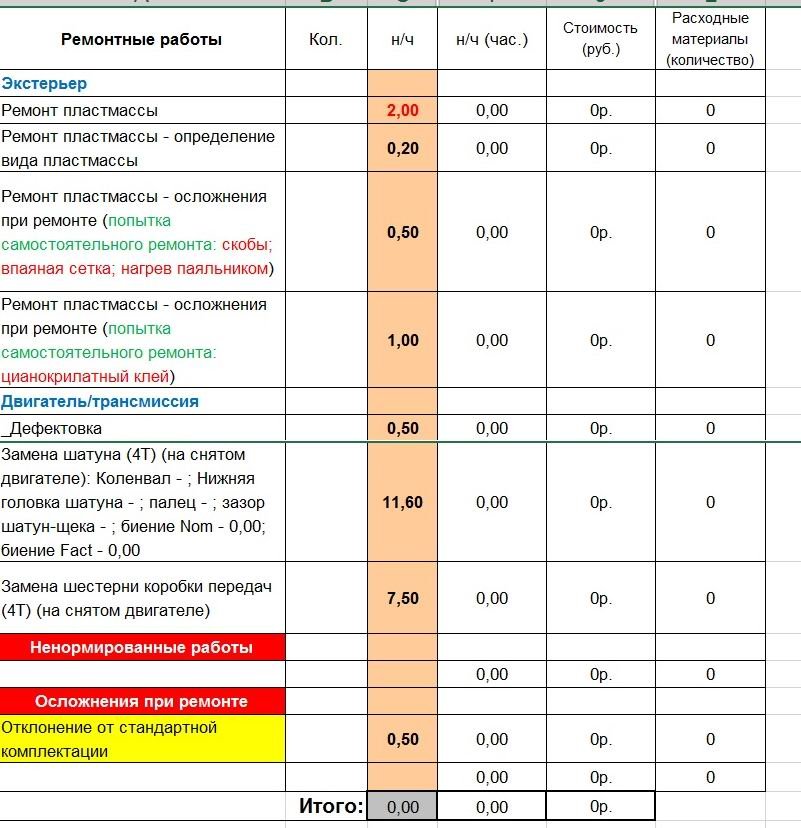
Эти цифры приведены для примера, и вряд ли могут служить руководством к действию. Я просто привел один из подходов к ценообразованию. Если же кто попробует воспользоваться такой системой, то тут нужно быть готовым постоянно поддерживать эту систему в актуальном состояние. То есть, постоянно проводить хронометраж производимых операций и вносить коррективы в нормо-часы (актуализировать). Кстати. Я сварочно-ремонтные работы рассчитываю только по времени, так-как, на непосредственно сварку приходиться довольно незначительная доля временных трудозатрат от общего времени ремонтных работ. И сказать конкретную стоимость работ до ее начала я затрудняюсь. Обычно я озвучиваю заказчику стоимость нормо-часа и мы с ним обсуждаем временные рамки предстоящих работ, приемлемые для обоих. Такой же подход к ценообразованию у меня и на проектно-конструкторские работы. И те и другие работы выполняются в условиях высокой степени неопределенности. Но. На сварочном автомате я имею возможность назвать стоимость работ сразу, она рассчитывается программно, но тоже от нормо-часа и стоимости расходных материалов. Применяя способ ценообразования по нормо-часам необходимо придерживаться основного критерия (которое и в серьезных нормативных справочниках оговаривается): производство должно иметь достаточную техническую оснащенность; исполнитель должен иметь достаточную квалификацию. То есть чтоб было чем и кем выполнить взятую работу, в противном случае это будет чистой воды авантюризм.
-
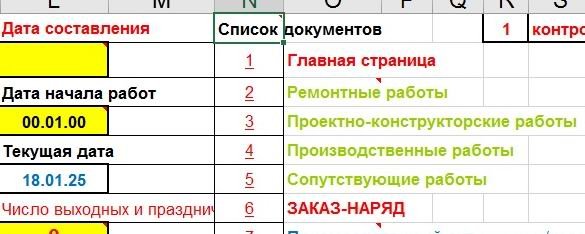
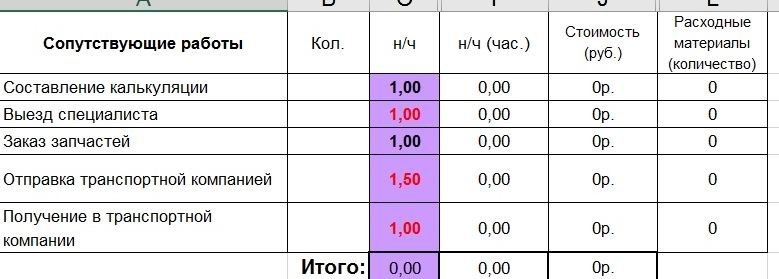
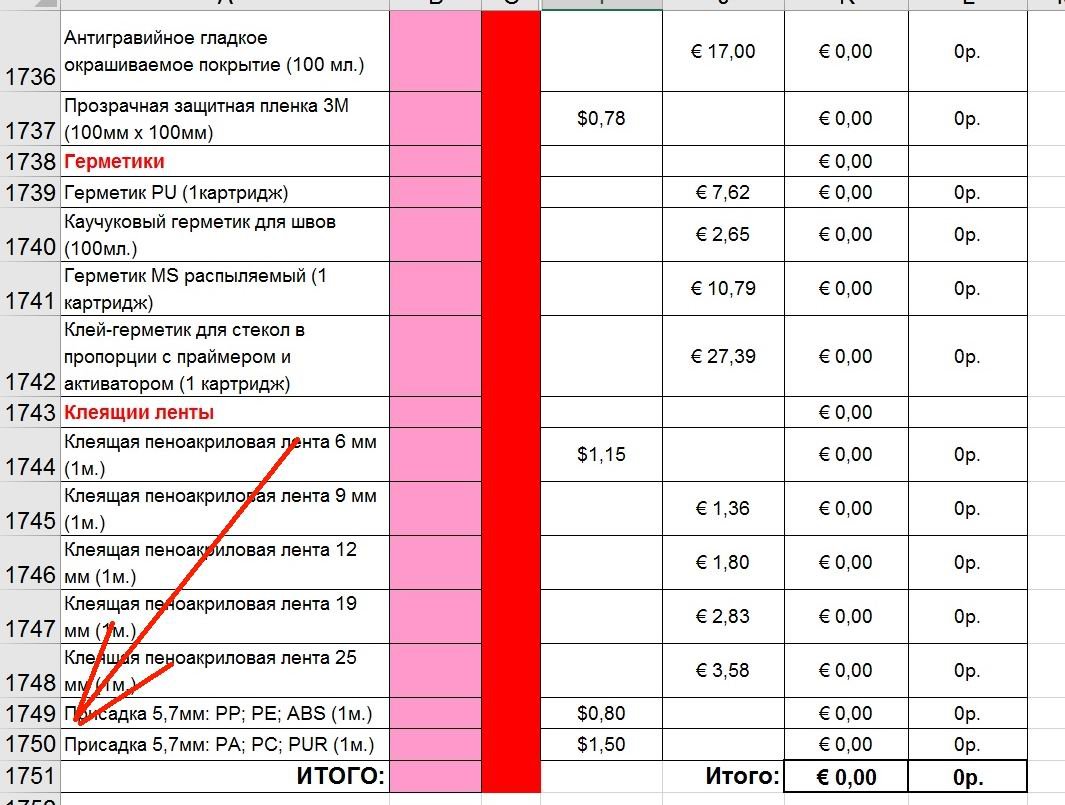
Мой опыт в ценообразование (безотносительно от области применения). У меня работы (каждая со своим нормо-часом) подразделяются на: Ремонтные работы подразделяются на "нормированные" (поддающиеся нормированию) и на "ненормированые" (не поддающиеся нормированию): Отдельной категорией идут сопутствующие работы, которые не зависят от квалификации исполнителя: Если позволяют технические средства контроля, то материалы считаются отдельно, по фактическому расходу, если фактический подсчет невозможен, то расход считается по установленным нормам: Вся эта затея преследовала единственную цель - исключить чесание репы при каждом заказе. Репу конечно пришлось чесать (см. закон сохранение энергии), но только при начальном составление списка работ, зато потом - только слегка почесывать. Конечно работа (составление перечня) может быть грандиозной (см. номер строки списка на фото), но как говорится: "лучше день потерять, но потом за час долететь". И для примера, что бывает и более грандиозные задачи. Вот номер последней строки такого же перечня из кузовного автосервиса.