Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
Расход газа зависит от сварочного тока. Чем больше ток, тем больше/горячее ванна. Смесь хороша при сварке металла толщиной мм до 7, особенно всякой жестянки до 3мм включительно. Ибо позволяет получить мелкокапельный перенос на меньших токах. Углекислота даёт более жидкую, широкую и горячую ванну, что хорошо для сварки толстого металла.
-
34 хочу побаловаться и по сваривать не поворотные сантех трубы. И это не водянка. А так, модульная конструкция и эргономика + затягиваются все соединения, шалтай-болтай голова делать не будет при опирании на сопло.
-
Ответ от АГНИ. Картинки Стоимость горелки Агни-26К Шл.4.У.Р.ВМ13... - 12390 руб. (с НДС).Головка горелки 034 (в сборе с вилкой 038) стоит 2832 руб. (с НДС).Шлейф от иностранной горелки типа WP не возможно установить, т.к. в наших горелках раздельный токогазоподвод. Возьму голову и 40 и 34. Какой корпус посоветуете взять для катания бабочки? Думается мне 416, круглый, корпус будет получше.

-
А они отдельно продаются? Ну к примеру, можно ли к стандартной взять маленькую, попробовать в труднодоступных местах по сантехнике поварить? Это сейчас применимо к в горелке с воздушной системой охлаждения, по совету АГНИ-26. Попутно вопрос, что будет если на не сильно большх токах, на горелках водяных работать без водяного охлаждения вовсе, понятно не гонять её на больших режимах, а на токах порядка 100-130А?\ Извиняюсь за излишнюю назойливость, спасибо.
-
А я подумал что головы в ручку прикручиваются
-
Подскажите, это не часом АГНИ-26? Как защита? Если сравнить с линзой европейской тиг горелки. Подойдёт ли для неё шланг-пакет от гловерса, там газотокопроводящий канал? Нашел, это похоже АГНИ-27, как она? Вопросы выше актуальны.
-
А можно ссылочку, для общего развития, гугл внятного ничего не выдал Про цвет швов если что, мне важен, не важен заказчику. Так что защита в приоритете. Просто чтобы непоняток вдруг не было. И для общего развития на сколько лучше газовая защита у АГНИ чем у ISO-горелок с линзой и почему? У 26-ой цена конечно кусачая Спасибо.
-
Капа - утюжок? Да на водянку особо и не рассчитываю. Колхозить надо. Это другой аппарат, другие режимы. Можно конечно подкопить еще, месячишку на горелку. Нержу в основном. Нашел у своей горелки подсос воздуха между колпачком и корпусом, немного схитрил, почти убрал. Позволило поднял ток при сварке 3-ой нержи до 100а, в стыковых соединениях, получаю сине-бело-золотой шов на вертикале. Радует. Но хочу научиться катать бабочку. Моя горелка не позволяет. Ну в принципе, 8м чтобы не париться с перекатыванием аппарата. Часто просто кручу-верчу большие заготовки (да те самые купельки). Приходится отодвигать аппарат дабы не задеть ненароком. Как у АГНИ с защитой? Надо линзу или там другие технологии? Какую взять? Болтаться не будет если соплом опирать, затяжной механизм какой присутствует? З.ы Цвет шва не важен, пастой обрабатывают в тон. Просто мой фетиш.
-
Аппарат Хочу заменить горелку wp-17, на что-то другое. Ибо не много подтравливает и не сгибаема, а есть желание научиться катать бабочку. Под 17-ую есть расходка, линзы, керамика и т.п. Думаю заменить на 26-ую со сгибаемой головой. Какой лучше фирмы. Шланг-пакет можно оставить от старой - 4м, но хотелось бы 8-и метровый. Может стоит взять агни? Что лучше по защите (wp c линзами или агни)/эргономики (катать бабочку, поворотность головы)? Бюджет - 9т.р. Если у кого из форумчан есть что-нибудь не нужное, готов приобрести в хорошие руки
-
1. Предгаз 4 секунды, 2 на сброс давления 2 на создания облака. Либо чтобы не было броска - колхозить 2 редкутора подряд, первым поставить кислородный, есть тема на чипмэйкере. 2. Индивидуально, пользуюсь обычной маской за 300р, с откидным окошком, ещё может цвет светофильтра не подходит вашим глазам. 3. АС - переменный ток. ДС - постоянный От себя. Аргонодуговая сварка достаточно щепетильна. Необходима оптимальная совокупность факторов: чистота поверхности, вылет и заточка электрода, расход и чистота газа, а так же наличие хорошей горелки или газовой линзы. И совет вам на будущее, сварочная ванна должна идти впереди дуги и иметь каплевидную форму.
-
Ну судя по второй фотке из вашего первого сообщения, это действительно так, а вот в третьей уже появляется, но там то уже внешний угол и газа нужно поболее, а вылета поменьше. Я бы, для начала увеличил вылет электрода при сварке таврового соединения мм до 10, скорее всего турбулентность, ибо при внешнем угле очищение проскакивало, но копать в сторону защиты однозначно
-
@Andrey Griz, соглашусь с ответом выше и добавлю от себя. Я большой любитель сваривать нержу, много начитался о защите ванны и разогретого при её сварке. Скажу что алюминий куда требовательней. Сваривал в среду алюминиевую трубу толщиной 4мм, с разделкой. Ток сварки - 100А. Электрод 3,2 заточен в конус высотой 1,5 диаметра, на конце небольшой притупление порядка 0,7мм. Вылет 8мм. Соединение стыковое. Скажу так, шарик не образовывался, точнее он образовывался ранее пока не увеличил расход газа до 12л. Баланс 35%, аппарат гроверс 200 пульс. Нержу свариваю обычно на 8л, и у меня линза, сопло вроде 8-ка. 12литров при таком вылете для сварки нержи очень много, металл прям выдувает из ванны, а вот с аллюминием всё ок
-
Я бы ещё добавил. Будь ворота побольше, при разрезании перекладин пополам сие конструкторское решение обязательно сядет в центре причём прилично.
-
Я бы добавил немного. Раскислителей находящихся в проволоке не хватает для борьбы с таким толстым слоем ржавчины. Человеку надо учиться готовить кромки для получения качественных соединений. Ведь если на начальных этапах начинать "забивать" на подготовку стыков, хорошим сварщиком не стать.
-
Убедили, куплю еще бобину 1мм. Лишней не будет
-
Я думал вам фото ванны сварочной надо, ибо о ней речь шла, а швы как швы. Ради такого дела выкрою с полчасика -час на будущей неделе. Пофотаю швы. Пока в работе погряз с головой. Выбирайте диаметр электродов (только один 2,5-3мм, 4мм монолит не спрашивал никогда, вдруг не будет, но спросить могу; В каких положениях, но без фанатизма. Есть вроде 5мм листовая сталь, кусок, разделку делать не буду, извиняйте и так ещё выпиливать пластинки) . Сваривать буду на одинаковых режимах.
-
Зачем мне выкладывать фото сварочной ванны, тем более я высказал своё мнение? Не верите на слово и считаете что я хочу специально есаб оклеветать, работая менеджером по продаже в "монолит"? Глупости не находите? А еще я высказывал, какая плохая проволока фирмы прима, и что дэка порядком хуже китайской ASF-51... Да не возят нам из Питера...все Тюменские. Зато например 53.70 только Швеция. Под заказ ради сравнения брать пачку Питерских? Ну может быть, если захочу запилить на ютубе бьюте-блог сварщика Кстати да, цвет обмазки поменялся.
-
Интересная темка, не замечал, может обратят внимание. У меня претензия - тюменские ОК 46, полная хрень...В чём заключается - ванна пузырится. Брал по пачке с периодичность полгода, оба раза были как 3 месяца упакованы. Самое забавное что те, которые вались, не пойми сколько и в сыром углу, показали себя куда лучше. Отдаю предпочтение монолит РЦ лайт ибо стабильно хорошее качество, да швы симпотишные.
-
Да, с двух сторон. Прислушался к совету, да и вообще всегда так собирал. Про зазор - поддув организовать надо, а тут время, и самое главное придумать как. Задавал вопрос в теме про нержавейку советов по организации не получил. Что по пульсу. 200А, мне показался слабоват. Для двойки пойдёт. Поэтому линейный режим ДА и нравится мне любоваться на дугу без пульсаций, это не 1-ка и не полуторка, сваривай да сваривай или тренируй мелкую моторику
-
Привет всем. Очередная порция моих швов, но в этот раз уже на своём оборудовании и в своём цеху 100-ая проф. труба стенка 4мм. Собирал в одного, запарился Надо, думается, периодически нанимать помощника. Изделие покажу потом, как довезут металл, но штука в длину 6 метров в ширину 2 и в высоту 2,3. Проволока 1,2мм ASF-51 (китай), но я вам скажу куда лучше дэки, не говоря о приме и вроде как требует меньше напряжения или мне так показалось. Режимы разные, скажем так от 4метров и 16В до 5,5м и 19,5В. Подготовка Потолок тавр, горизонт Нижнее тавр, вертикал Отдельный пункт - чан из нержи. Добился-таки светлых швов. НУЖНА КРИТИКА. Что не так/изменить. Присадок всё-таки подаю по каплям. От себя - прихватки надо всё-таки поуже, просто для быстроты, ставлю их на 110А... Железка 3-ка. Линейный режим, ток 85А, для тавровых соединений использую 110А. электрод 3,2мм (мне понравилось им сваривать большем чем 2,4, комфортнее), линза расход 8л, вылет 8-10мм, присадок 1,2 (постоянно макая, с частотой примерно 1/с) Чан Швы Мой помощник, он классный
-
То что всё в порядке будет даже не парюсь Хочу оптимизировать процесс, снаружи легко, просто и быстро сваривать, а вот изнутри вести 8 швов по метру вертикала спина устаёт Гловерс 200А-ик.
-
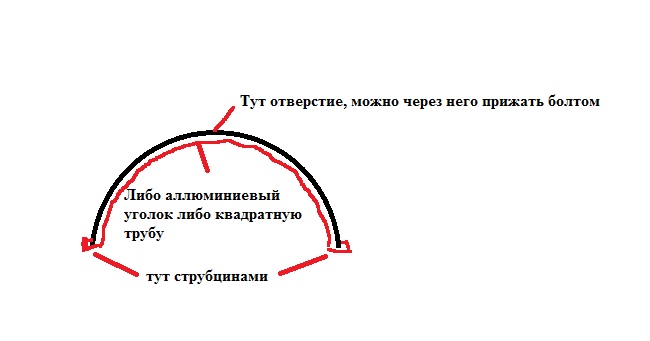
Требуется совет как лучше организовать поддув (для того чтобы сварку выполнять только с наружной стороны) , да и вообще стоит ли его делать и собирать как собирал ранее. Изделия: Если что - сайт клиента и он не против. Толщина стенки чана 2 или 3 мм, в зависимости от пожеланий конкретного заказчика. Думается мне сделать примерно так: Красным - условный уголок или труба. Черным - шов. Для лучшей герметизации, кромки уголка покрыть толстым слоем высокотемпертатурного авто герметика, естественно дать ему сначала (перед монтажом поддува) вулканизироваться. Конкретно сейчас металл 3-х мм. Думается мне, если сваривать с поддувом, оставить при сборке зазор в 1мм. Вопрос такой, как всё это дело лучше загерметизировать или посоветуйте более технологичное решение. Спасибо.
-
@крышняк, ещё напруги добавьте, кстати с массой всё ок? Записали бы вы звук хотя бы и сразу бы вам подсказали.
-
Ну это угловое, там перекаты делаются гораздо проще. Можно не гнуть Правда это ИМХО А присадок какой? Вроде как обычная чернина всеми цветами не переливается, особеннно золотым. У меня кстати возник вопрос. Что нержавейки даёт золотистый цвет? Хром?
-
И это хорошо ибо "Не ошибается тот кто ничего не делает", а безделье не несёт в себе развития и пользы. Прошу прощения, но мы отклонились от темы топика. Лучше это всё постирать или перенести дабы не загромождать нашей полемикой (или словоблудием) раздел. Лучше подскажите, на что мне обратить внимание, по части сварки. От себя вопрос - излишние наплывы в начале и конце шва, ибо боязнь прожечь трубку, вылечатся более тонкой присадкой и меньшим током?