Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
Мне не нравится как ведёт себя ванна (больно вязкая, хотя до нержавейки ей далеко) на токах до 120А. Побольше напряжения значит, и индуктивность убавить, чтобы капли быстрее отделялись? Возможно стоит попробовать. 82/18, углекислоту аппарат не переваривает, ну или мне просто не нравится. Опять же, сваривать такой тонкий металл (до 3мм) такой проволокой на углекислоте, еще то удовольствие. В том случае мне показалось к месту указать именно ток. Вот примерные настройки в зависимости от положения/вида соединения/настроения и газа (после первых 5-10 см, становится ясно добавить/убавить напряжение, с подачей определяюсь до начала сварки): Нижнее стыковое 3мм(в зависимости от зазора) - 2,5 (около 2 мм) - 3,5 (зазор меньше 1 мм)м, 17,2 - 18,8В Нижнее тавровое - без зазора (тут для более жиденькой вынны и избежания чрезмерной выпуклости ибо не красиво, накидываю 0,5в) - в основном свариваю на 4,5 - 5м, 19,3 - 20,5в Горизонт (в зависимости от зазора), 2,6 (зазор около 2мм) - 3,1 (до 1,5мм) - 17,3 - 18,4В Вертикал свариваю сверху вниз, угловое, обычно на 3,5м и чуть заниженном напряжении (где то 0,2В), Стыковое в зависимости от зазора, но напряжение так же чуть занижено. Лорх с3, но работаю в режиме миг маг(ручные настройки), люблю настраивать напряжение до десятых долей, применительно к подачи как проволоки так и газа, ну и качества последнего. Программа так не может. Могу по звуку определить из другого края цеха, нехватку/избыток напряжения, ну и по ванне соответственно. Вообще не понимаю зачем эта контора взяла такой агрегат, поварить в импульсе иногда нержавейку? Дак смесь никто не меняет. Я его в спидапе более менее настроил. Скоро пересяду на гловерса 250т. Попытаюсь на себя поработать. Там и проволока на любой вкус, будем учиться. В любом случае заказчикам нравятся мои швы и их не ширыкают. Хотя я бы местами улучшил, но сложновато таким расходником узоры выводить. А подгонка изделий после обработкой плазмы ещё тот шик, погрешность на метре бывает доходит до 2-х мм и фаска под 45 градусов местами снята (на столе у плазмы перепады высоты несколько сантиметров)... Правда уже почти месяц не подхожу к ПА, в основном аргоном нержавейку (очень мне нравится) , хотя бывает надо что-нибудь быстро и красиво заварить или косяки другого сварщика подправить.
-
Назад не возвращаясь? Разве тогда не получится чешуя? Нет у меня на работе 0,8 проволоки. На 1,2 у меня наплывы получаются, с таким зазором больше 100А, по совокупности настроек не поставишь, а проволока от 120 только плавиться нормально начинает. А фотку можно?
-
Про это я как раз помню. Ещё есть "ёлочка" и "треугольник", но всё это, по моему, реализуется на металле толщиной от 8-и мм. Ну не видел я в живую чтобы так сваривали 3-ку
-
У меня, например, тоже не особо получается сваривать ПА вертикал снизу вверх, вне зависимости от вида соединения. НО это на тонком металле, толстый не пробовал, но думаю получится не лучше. Возможно Вы просветите, как это делается, без сарказма, просто личная просьба. Естественно без импульса и прерывания дуги. Скорее всего напряжения поменьше чтобы ванна была погуще, а какие движения выполнять, к примеру при сварке стыковых соединений из 3мм металла? Буду рад паре фоток.
-
Вот если бы в описании под видео присутствовала фраза "Перед каждым разделом показано видео вида сварки, а не видео работы какого то аппарата." не было бы этого, как Вы безусловно правильно поняли сарказма, тем более сказанного не со зла, а лишь являющимся дружеским замечанием. А ежели ещё и в описании к ролику или в титрах был указан канал, с которого было взято видео, было бы совсем замечательно (меня больше всего это кстати и смутило), просто как-то не по-человечески. Прошу не считать упрёком. Возможно Ваше техническое образование и соответствующий ему склад ума, или если хотите наоборот, как раз и не даёт понять, что если потребитель видит картинку, а после неё видео, то он считает что последнее напрямую связано с первым. А вообще приобрёл я у Андрея ака gyrza два гроверса: WSME-200 AC/DC PULSED TIG и MIG 250T 4R. К сожалению, пока нет возможности провести их, так сказать, ходовые испытания, но конечно своё резюме составлю и скорее всего, судя по отзывам, оно будет с положительной оценкой. С Уважением.
-
Согласен на все 100, это скорее небольшая придирка. Просто почему то так сложилось что изучая вопрос я стараюсь очень основательно подходить к нему. За не имением альтернативы, скорее всего остановлюсь на данной фирме, спасибо за советы. Теперь осталось определить конкретной какой из вариантов. Но мма наверное возьму сварога
-
Я ничего не заявляю и качестве гловерсов, просто видео процесса сварки не с их аппаратов и не ими произведено, не более, а это как минимум не красиво. Указали бы автора хотя бы...
-
TIG: https://youtu.be/WSnj8AASuFs?t=57 MIG: https://youtu.be/uWv26K8r-U4?t=6 Про оборудование искать лень
-
Что касается гловерсов, тут на ютубе внезапно нашел ролик, надеюсь это не официальный канал, а происки конкурентов Думаю, многие поймут чей рукой велась сварка полуавтоматом и аргоном, и на каком оборудовании. https://www.youtube.com/watch?v=iYgLUO5RoHQ Пока еще изучаю и советы актуальны. В личку посоветовали аппараты фирмы WIT, глянул - по характеристикам не айс.
-
До 200А вполне себе. Мне кажется из контекста это было ясно "попутное освоение ТИГ сварки алюминия титана, меди (для расширения кругозора)." Тут особых серьёзных намерений нет, для себя не более.
-
Отдельно полуавтомат, отдельно сварочный аппарат для РАДС. Желательно от сети 220В, но можно и 380. Вид деятельности - мелкие подработки в свободное от основной работы время. Сварка нержавейки и чёрного металлопроката, попутное освоение ТИГ сварки алюминия титана, меди (для расширения кругозора). Для П/А наличие синэргии абсолютно не критично. Если ничего вменяемого (за эти деньги) нет, выбор в пользу оборудования для РАДС. Подойдёт совет, даже в сторону каких фирм смотреть. (хотя подозреваю свароги, форсажи, фоксвеллы). Не откажусь и от более точных рекомендаций. Готов приобрести с доставкой до Миасса и у форумчан. Спасибо. Совсем забыл. Для ТИГА очень желательно доукомплектовать набором цанг/линз/сопел и горелкой.
-
Это моя персона нескромно докучает в ЛС Внуку Огромное спасибо этому человеку за то что открыт и терпим к вопросам от новичков, а также делиться своим опытом со всеми. Пускай, иногда в ответах содержится лишь подсказка, как должен выглядеть конечный результат, это к лучшему. Ведь если сможешь его воспроизвести сам, то и эффективней усвоишь урок.
-
А если считать не вес горелки, а еще и вес рукава. Рукав то на руку не накрутить и он то и дело в воздухе у меня вихляет. Хотя рукав рукаву рознь, как и горелка, скину завтра фотки. Лично я, к счастью, ничего тяжелее трезубца из 10 арматуры не держал Не считая 200 кг штанги
-
Я бы сказал что сварка полуавтоматом неплохо так укрепляет руку, сейчас я абсолютно не чувствую держака с электродом. Вот опять свариваю купельку (толщина листов 2мм, профиль - 1,5): На этот раз подготовился: Как всегда слесаря нарезали профиль "как надо", специально для них сделал шаблон - промахнулись с выставлением угла на обезьяне на 1,5 градуса.... Естественно в процессе сборки ждал сюрприз:

-
Тут либо менять контору, либо свою открывать, но по части сварки я ещё новичок...только тиг сейчас держит. Хоть и горелка убитая, поди ждут что опять за свои куплю...Я частенько покупаю расходный материал для работы, и чиню всё что ломается, считаю это просто инвестицией в опыт, а меня поди дураком... Глобул про хороший учебный центр рассказывал, в раздумьях, думаю съездить туда, не хватаем мне наставника. Сейчас взяли сварного с 20-и летним опытом, переделывал за ним уже пару раз.
-
св08гс, другой в нашей конторе, к сожалению пока нет. Спасибо, сохранил в папочку со всей литературой, и в телефон. Алексей, а по ТИГу, в частности сварки нержавейки у Вас нет в мыслях что можно почитать. Но мне желательно побольше тонкостей.
-
Да меня никто не торопит. А спросил просто для общего развития, вдруг пригодится, первый раз всё-таки делаю. Может у кого секретная безподкладочная технология есть. Да это тракторист, знакомый шефу, заехал, сказал что предыдущая сделанная им наплавка продержалась 15км...Ну мне интересно сколь эта продержится. Вообще он вроде хочет эту шестерню менять на новую, КТТС правда.
-
Господа помогите советом новичку. Имеем такую штуку: Далее надо наплавить примерно 20мм: Чтобы в окноцове получилось примерно так: Работаю полуавтоматом, проволока 1,2. Аргон и РДС доступны если что. Банальный вопрос, как ускориться, есть какая хитрость, а то на эту болванку часа 4 потратил?. Сделать кармашек под наплавку из медных или алюминиевых пластин не предлагать.
-
Да нет никаких проблем, куда проще самому потрать 15 минут на прорезание болгаркой, чтобы потом не тратить 2 часа на зачистку. Наверное на тот момент просто хотелось поработать электродом, так как с аргоном не вышло, а ПА надел. Не получаются у меня красивые стыковые соединения электродом (хотя возможно правильнее назвать его угловым) в вертикальном положении на тонком металле. И хотелось поэтому попрактиковаться, а заодно и получить пару советов у более опытных коллег. А что по прочности, если мне не изменяет память, из за излишнего тепловложения увеличивается размер зерна в ЗТВ, как и сама зона, как следствие в этом месте металл становится более хрупким.
-
Не могу продавить без зазора тройку полуавтоматом, может всё из-за диаметра проволоки, до 170А накручивал. Как обычно создаешь ванну со сквозным проваром, при этом она увеличивается до неприличных размеров, может мм 15 шириной. Хотя быть может имеет смысл немного подчистить металл в начале шва, для более лёгкого создания ванны и потом уже идти.. Да я и сам любитель делать вертикал на спуск ПА, двойку я свариваю либо в горизонте либо вертикалом на спуск ибо 1,2 геморно работать на токах до 120А, не плавится она. Была такая мысль, мне казалось это оптимальный вариант, да еще и зачистки не требует. Аргон закончился, в понедельник только привезли бы, а сделать надо было. А вообще железки горячекатаные и после плазмы, если их плохо зачистят, а тут без если, будет не шов а одни поры. Только если самому подготавливать....Но тогда уж проще собрать сей чан и сделать 8 прорезей болгаркой под ПА. Зачищать можно, просто хочется сваривать так чтобы швы были красивыми и зачистки не требовали. Мне нравится работать РД больше чем ПА(бездушная машина), хочу научиться просто. А тут тренировка не плохая разных положений. Есть вариант изучать РД сварку с прожиганием технологического окна. Вопрос подойдут ли на это дело УОНИ?, не осилю, соплей потом счищать Проволоки еще 40кг, боюсь на данный момент 0,8 мне точно не видать...Как минимум месяц. А об этом я твержу чуть ли не каждый день... Внешний вид шва, если без движений мне понятен - такая широкая, подозреваю с 0,8 - порядка 6-8 мм и высотой мм 1,5-2 полоса с вытянутыми чешуйками, возможной вогнутостью в середине, с моими расходниками, я наверное смогу сделать, но неприлично шире и может раза в 2 выше по высоте но это если без зазора.
-
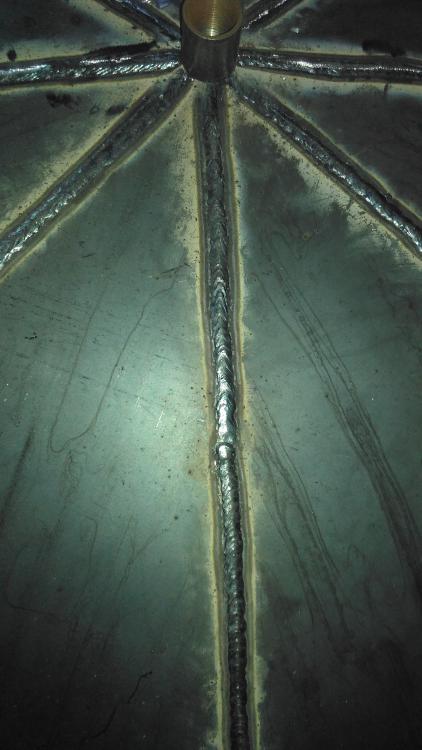
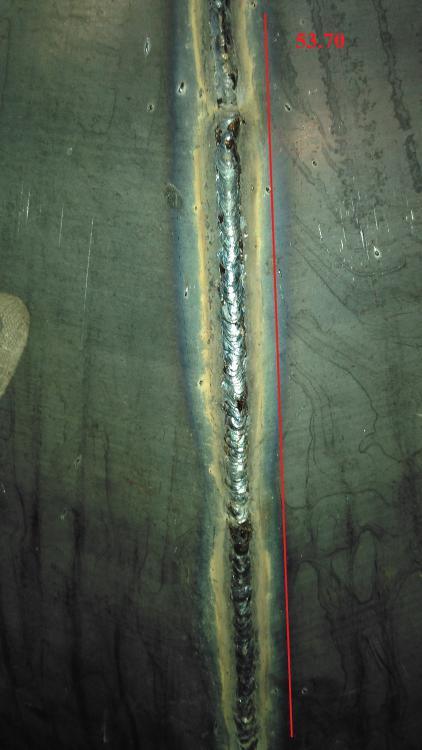
Не знаю можно ли это назвать швами Не красиво.... Буду очень рад критике и советам. Вообщем надо сварить вот такую штуковину. Сварка выполняется с обеих сторон. Внутри есть какой-никакой угол и залить его красиво я могу. Цель - получить красивый шов, не требующий зачистки еще и снаружи. Вообще практика вышлифовывать швы на таких чанах введена изначально. Хоть и не моя эта работа, но всё же, хочу её заменить сваркой с небольшой зачисткой от брызг. Железка 3мм. Крутить-вертеть не хочу, тренирую различные пространственные положения. Есть в наличие ОК 46 - 3мм, могу взять для себя УОНИИ - скажем 2,5мм. Полуавтомат с проволокой 1,2. Полуавтоматом - без зазора накладывать колбаской не хочу - слишком высокий шов. Двойку продавливаю вовнутрь с формированием валика легко, с тройкой не выходит, а при сварке сверху вниз вертикала совсем. Хотя в принципе, могу и прорезать болгаркой себе зазор, после окончательной сборки на прихвати да и изнутри обваривать не придётся, лишь немного подчистить обратный валик. РДС. Получается как-то так. Ок46 3 мм, ток +-120А по крутилке - нижнее до полувертикального (где-то до 45 градусов) на спуск более менее. Далее уже спешу, опять же сварка на спуск, шлак под электрод начинает затекать. Вообщем не красиво: Буду очень рад получить совет, как бы сделали Вы, имея те же вводные данные. Манипуляции, тип покрытия/марка/ диаметр электрода/настройки полуавтомата, ну и манипуляции которые бы совершали. С фоткой было бы прям супер Заранее спасибо всем откликнувшимся.
-
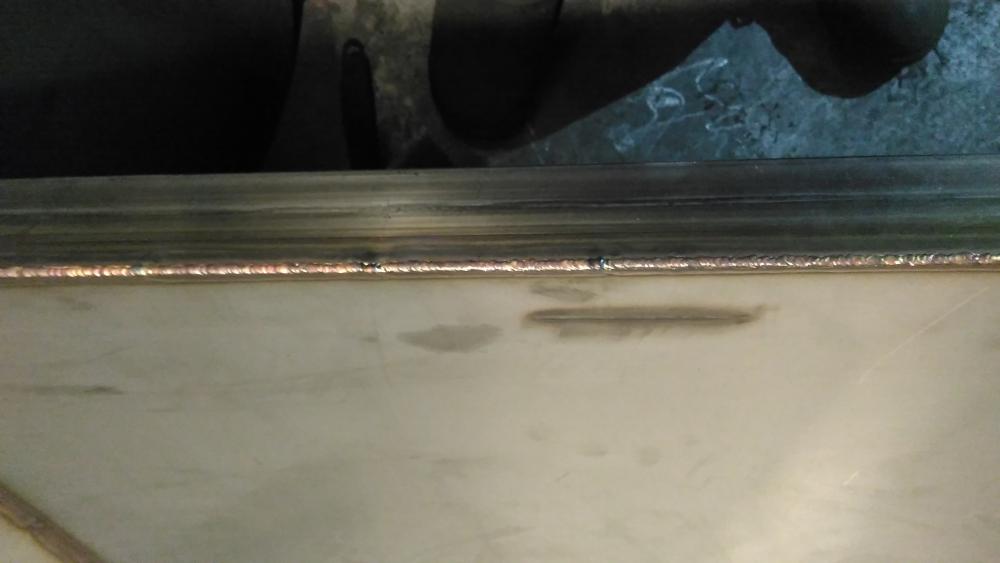
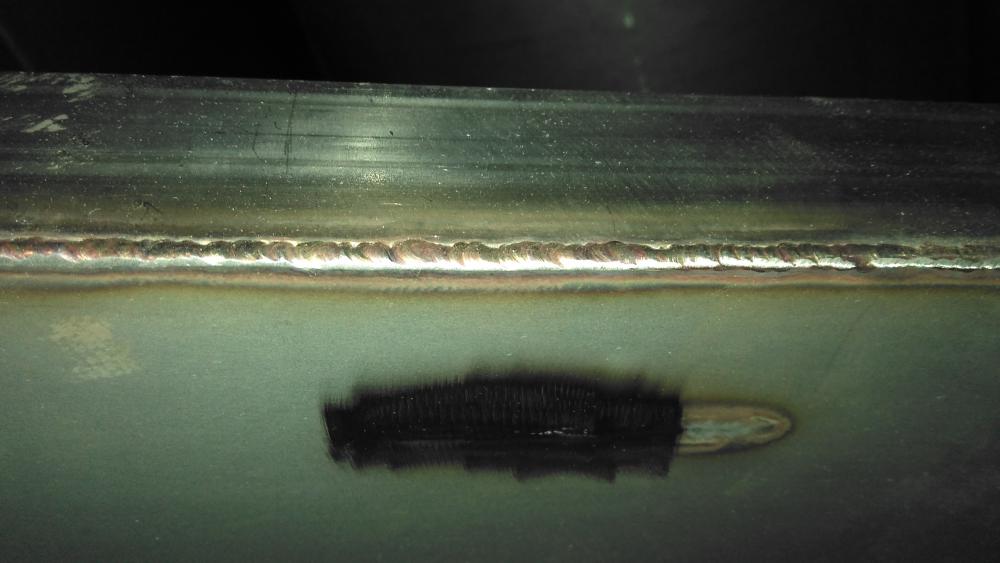
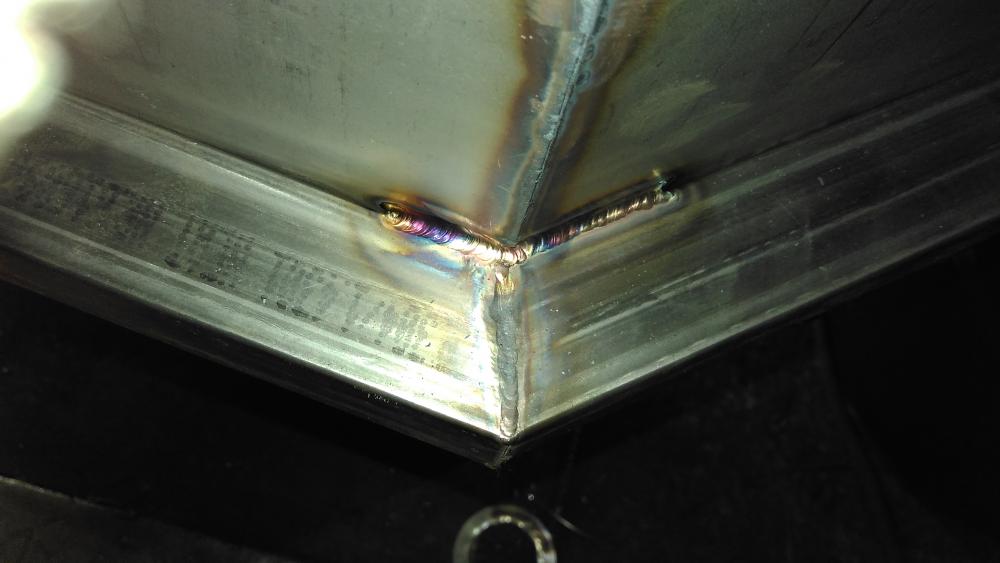
В продолжении моих попыток познания РАДС в части нержавейки, да и в принципе: http://websvarka.ru/talk/topic/4810-svarochnye-shvy-chast-2/?p=275756 Фотки внешних угловых швов. Профиль 1,5 мм сваривался с листом нержавейки 2мм, по большей части своим телом. Ток в районе 80А, расход 7л, вылет электрода около 7мм, сопло №7. Горелка сифонит поменьше. Очень приветствуется критика. Вообщем из наблюдений возникли новые теории: В идеале сварочная ванна должна отображать внешние объекты, в данном случае электрод, так же чётко как зеркало. Это скажет о светлом цвете будущего шва. С малейшим помутнением (ванны) цвет шва темнеет. Можно добиться ровного шва, без чешуи путём прямолинейного движения горелки с постоянным присутствием присадка в св. ванне. Верны ли мои наблюдения? Сильно ли уменьшит/ сведёт на нет появление ежей с обратной стороны шва подкладка из алюминия, какой толщины его следует взять при сварке изделий толщин до 3мм? Подскажите хорошую литературу, где детально может быть детально и скрупулёзно описан процесс сварки нержавейки аргоном, да и вообще: подбор св. тока, длины дугового промежутка их зависимость, расход газа, диаметр и форма сопла и т.п.
-
А вот моя лепнина РАДСом, попрактиковаться, к сожалению, получилось только сегодня. Из горелки сифонит во все стороны. Зря разбирал, трещины все полопались похоже. Может изолентой обмотать, а то никто ничего покупать не думает. Пытался сваривать 2-ку Игрался с вылетом электрода, током и расходом газа, ничего толком на вертикале не получилось. Угловой стык в нижнем положении, хоть как-то похож на сварку. Ответьте, если не затруднит, верны ли мои наблюдения и домыслы в части сварки нержавейки аргоном: По цвету металла в ванне можно определить будущий цвет шва; Побежалость металла вокруг ванны, во время сварки, должна находится в пределах до 1мм; Окисление металла, во время сварки, начинает происходит на расстоянии около 10 мм от сопла, что говорит о плохой газовой защите.
-
Пожалуйста. Как всегда, фотки и описание под спойлером. Собрал всё в кучу. Соединение горелки и сопла сифонить перестало, но высоковольтные разряды под корпусом горелки никуда не делись. Разобрал. По скольку, принёс, на всякий случай, паяльные инструменты, спаял трубочки (те что на вчерашней фотки, засиликонины), попутно обильно всё намазал мыльным раствором. На удивление сквозить начало из под трубки корпуса самой горелки. Небольшой фото отчет под спойлером. Вообщем всё хорошенько засиликонил. Лишние сопли удалил, собрал всё в кучу, завтра будем посмотреть что вышло, но мне кажется если что и получилось то не надолго. Буду благодарен принять в добрые руки корпус от АГНИ-12м, или приобрести за разумную цену (точно не 1т.р.), шеф точно не купит, а красоты хочется.
-
Спасибо за совет. Попробовал, сантиметров 15 прошел, шовчик покрасивее, надо будет попрактиковать. Но тут какую-то проволоку притащили 2 коробки по 15кг, опять кстати 1,2....работать ей вообще не хочется, сильно-сильно коптит (дымится сама проволока), напругу пришлось поднять чуть больше чем на вольт, словно на углекислоте, иначе как трещотка была. Там, ниже, на одной из фоток видна прихватка полуавтоматом, вокруг чёрная копоть. Завтра попробую смесь на углекислоту поменять, может ей(проволоки) легче станет. Не всегда получается равномерно вести, нет да нет, чуть остановишься, и наплыв, да и к току и электродам тут уже требования появляются, но я особо, если честно, пока не пробовал. Замазал герметиком горелку. Будем посмотреть. Вулканизация сутки, пускай отдыхает, тем более железки не привезли.