Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
Я правильно понимаю, конструкция примерно следующая: шланги находятся за спиной без фильтров и турбины, далее вместе с фильтром 2138 приворачиваются к полумаске?
-
Вот тут поподробней пожалуйста, как сконструировать, какие запчасти купить, общая сумма затрат, можно в личку, а лучше отдельной статьёй на форуме, если не трудно естественно.
-
Тащем то не знаю в кроилово или сюда... Ссылка на ролик

-
Для полной картины, теперь, надо бы разрезать шов вдоль. Так что ждём третью часть и общий вывод
-
Верно. Ну просто минимум у вас не 10 а 14А, либо индикатор просто брешит, ток регулируется плавно, не парьтесь. В импульсном режиме (тумблер с прямоугольниками), ток импульса (пиковый ток) Да, если образно, то ток дежурной дуги. Нет, ко всем режимам относится. Ток заварки кратера. Зависит от тока на котором работаете, и металла который свариваете. Скважность (соотношение тока импульса и тока базы) При сварке алюминия, обычно ставят 50%, на чистом алюминии достаточно и 30%. Пост газ и предгаз. Предгаз 2-3 секунды, обычно достаточно. Постгаз, обдувать необходимо до остывания металла, в идеале и электрод должен, после остывания, быть серебристым и нержа. Для 2мм нежи, примерные настройки импульса. 180-200(ток импульса)/10(базовый ток)/10(режим импульсов/скважность) частота 2-4 гц, как удобно вам (на скорость сварки повлияет). Лучше один раз попробовать (про импульс), прокрутите крутилки и сразу понимание придёт.
-
Если будите сваривать трубы или какие-либо другие изделия с поддувом, то ток можно и нужно увеличить. Что касается выставления тока на глаз, секунды полторы (не точно, но около того) и должна образоваться сварочная ванна оптимальной ширины. Для сварки без поддува в стык она составляет 2 толщины свариваемых деталей. При тавровом соединение, просто увеличивайте ток процентов на 10-15 от этого значения (если нет зазора естественно).
-
Забыл еще добавить, следите чтобы ванна была всегда шла впереди электрода, а не за ним, это очень важно и именно это обеспечит необходимое перемешивание. Успехов. Для 3 мм пластины и зазора, 2,4мм присадка достаточно, ток 90-100А, для начала При сварке с зазором присадок всегда в ванне, но нержу так сваривать без поддува категорически не рекомендую.
-
@Steelcar,Первая фотка не очень ясна. 3 фотка - сварка своим телом, скорость не постоянная. При сварке своим телом 2-3мм нержи электрод рекомендую затачивать градусов под 60-90, у вас он заточен более остро и из-за этого проплавление меньше, по середине шва характерная полоска. Последние фотки, сами наверное всё видите, перегрели, очень медленно сваривали, приваривали довольно толстую пластину. Я бы взял присадок 2,4-3 мм, , ток от 85А. На стыковых соединениях при сварке без поддува, лично я ставлю ток по принципу толщина*30А - 5А (+ чутка, если свариваю с присадкой), дабы не проплавлять насквозь, а где-то на 2/3.
-
Надо было краги надеть. Интересно светофильтр сработал или нет
-
@laguna, теперь осталось шов вдоль пополам разрезать и посмотреть если ли поры. А на металле, мне кажется, просто грязь по всплывала или ещё какие отходы от масла. Можно щёткой металлической попробовать пройтись. В любом случае эксперимент стоящий. А вот если на алюминии провести такой эксперимент..., но что-то мне подсказывает результат получится куда хуже.
-
Позавчера приваривал табличку к нержавейки, покрытой оливковым маслом. Ибо забыл ранее (покрывается для красоты, после полировки, наносят обычной губкой для мытья посуды, без подтёков). Снаружи очистил ацетончиком, изнутри не стал. Думал будет там коптить, нет, просто масло вокруг шва испарилось, по-моему, даже цвет побежалости с обратной стороны был более светлый. Сварка без поддува, но и соединение нахлёсточное. Почему бы не провести эксперимент? Взять два куска трубы стыки помаслить, но снаружи естественно потом почистить и задуть.
-
Подниму тему. Вопрос как бы злободневный ибо здоровье дорогого стоит. Кто чем пользуется? Эдфло откладываю на дальний кттс, чем заменить? Полумаской или респиратором типа 9925/9928? Влезет ли первая под 9100? Общий комфорт?
-
Вопросец. Использовал ли кто в работе вольфрам E3 от Binzel, цвет фиолетовый?
-
Взял ПА в руки первый раз за 1,5 или 2 месяца, надо же разнообразь процесс, а то всё тиг да тиг.. Делал детальку от лесенки. То что трубы не заглушены не ругать, всё строго по чертежу заказчика, а то я вас знаю На всё про всё ушло около 13,5 м трубы 80*80 со стенкой 3мм (двойки у нас в городе по наличию нет) Собирал используя все подручные вещи. Это почти готовый вариант, ещё одной ступеньки не хватает, там в качестве опоры под неё пошёл пенёк, пару досок и пассатижи. Всё в аккурат по уровню Шовчики, не идеал ибо совершенствую навыки редко:
-
Это к СЗСМ И я рад что вам понравились. Они вроде чуть дешевле ЭСАБА (%на 20). У меня правда в новой пачке судиславских один раз попались уони с маркировкой другого производителя, какого не помню, не все, гдет 10-ок.
-
Да я к предложенным мной имел ввиду. Поэтому нет. Откуда там глубина 1см? Когда сваривается 3 и 5мм в стык? Корень 1мм, а усиление вы снимаете в 0? А почему у вас поры в шве. Это потому что много мяса на последующих проходах вниз стекает и сплавления нет из-за большой подачи. Ну фиг его знает. Работал на лорхе, гловерсе и еще чём-то, правда почти всегда в смеси и нет разницы практически, +-0,3В и то это скорее расход газа уже влияет. Не думаю что кемппи сильно отличаются. Закажите смесь. Попадалась проволока, которая очень не любит углекислоту. Вот опять что за предприятие, вроде хороший инструмент экономят на мелочах...Тьфу. Вы не думайте, что навыки человека определяются только его стажем. Есть огромная куча работников, которые в соей профессии 10-и летиями трудятся, но так ничему и не научились. Я свои швы не чищу и меня заказчики за них хвалят, а иногда и им выписывают комплименты уже их клиенты. Мне это приятно и вполне достаточно. Хотя до мэтров сварочного искусства мне далеко, но я стараюсь и буду совершенствоваться с каждым метром шва, по крайней мере пока мне интересен данный процесс.
-
ВЫ там на два это всё поделите и тогда сойдётся с вашими вводными данными из первого сообщения, что станет вполне реально, особенно при сварке на спуск, это вам не нижнее положение. Единственное на что я не обратил внимание это на то, что вы в углекислоте всё свариваете. Ну тогда добавьте 1 вольт к настройкам. Вы бы там за место слесаря вашего поработали денёк на зачистке по другому бы считать начали. Ну а в прочем, зачем вам советы от человека, который ни фига не понимает в сварке. Спасибо за критику
-
Так что в шве поры и потом слесаря пол дня за вами подчищают. А так не пойми зачем спрашивали . Сваривать чуть медленнее, зато одним проходом, а не тремя вы не хотите, зачищать корень вы не можете. Зато два года корячитесь. Не нравится проволока - скиньтесь и купите, которая нравится, небось со свей бригады гроши собрать для комфортной и более быстрой работы сможете Вы вообще там ролики хоть раз меняли, а спиральку (токопроводящий канал) в чистоте и без дефектов держите, диффузор, сопло в каком состоянии? наконечник тоже поди раз в неделю выдают? Сорян если посчитаете что грубо , ну тут тема больная, из песенки Слепакова Семёна "Поддержи отечественного производителя"
-
Не ток а напряжение. Углекислота или смесь?, для второго много напряжения. А поближе фотки швов сделать не смогли? При подаче 6м/м - ток около 220А, что при сварке на спуск ох как много, особенно на вторых и н-ных проходах, без разделки, а учитывая 23В на дуге, ванна там жидкая-жидкая..Для 6м, обычно 20-21,5В в смеси вполне достаточно. Но я бы (если не брать сварку на подъём) на спуск с такими зазорами сваривал на подаче 3,5-4м/м и напряжении 18-19в, аккуратно заполняя весь зазор.
-
@Дедушка Маразм, Заплавьте снизу вверх проволокой 0,8-1.0. Сначала полочку не большую делаете, а потом просто идёте и заливаете. Я бы так делал. А про поры в шве. Это вы просто потом металл не разогреваете достаточно при сварке на спуск (большая подача тоже плохо). Там и сплавление, думаю, весьма спорное.
-
Хороший выход На плохих расходниках не будет должного профессионального роста, а работать вот просто так на зарплату смысл? День сурка? Удовольствие это на любителя.... Да и не поверю я что в конторе которая жмотит на нормальные расходники расщедрится на достойную оплату труда....
-
Да ладно вам, судиславские УОНИ норм. Просто судя по количеству и внешнему виду брызг эти совсем "сырые".
-
Добавлю. Поэкспериментировал на изделии. Вот заметной разницы особо не уловил. Сваривал правда на не большом токе, порядка 60А, но метраж был большой. С сеткой эффект был заметно выражен только при очень уж большом вылете электрода, порядка 15-20мм (выставлено было для интереса, точно не знаю, больше не экспериментировал) и расход газа поднят до 12л. А так при среднем вылете в 8-10мм и расходе 5-7л, разница в глаза особо не бросалась, причём не важно соединения тавровые/стыковое или сварка внешнего угла. Интересно как будет на б0льших значениях тока/наличии сквозняка. Справедливо для 16мм сопла. Вот такие пироги
-
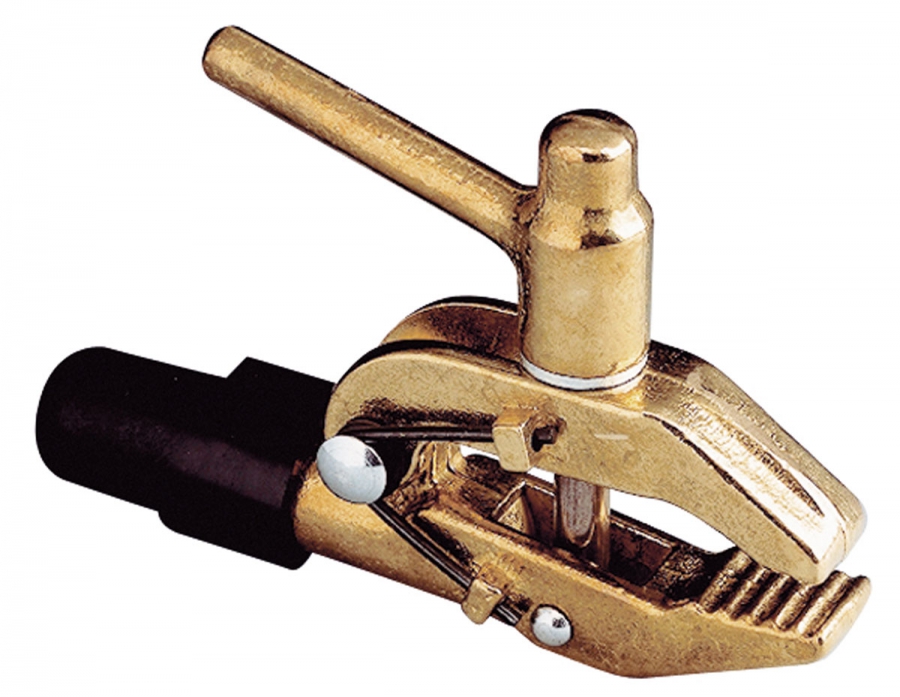
А у меня собственно вопрос какой зажим лучше взять. Хочу цельнолатунный и собственно два варианта: 1: 2: Какой посоветуете?