Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
Пишите кто сегодня в Мск будет. 8(958)871-72-73
-
Алексей, творческих успехов.
-
Групповой чат на время выставки в вайбере не хотите создать?
-
@andrei25025, Регулятор, из тех что вы выложили, любой, оба хорошие. Подогреватель не нужен, если вы на морозе или километровые швы на большом расходе сваривать не собираетесь. Проволока er70s6, это аналог. Дэка есть везде, берите её. Стандартного сопла с горелкой, думается, вам будет достаточно.
-
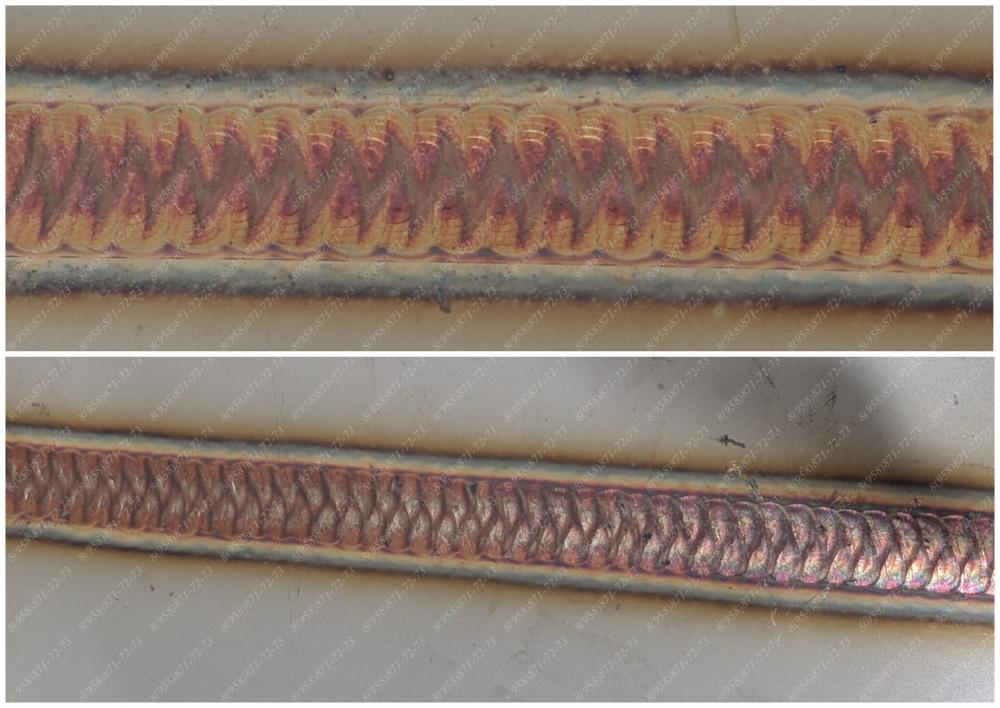
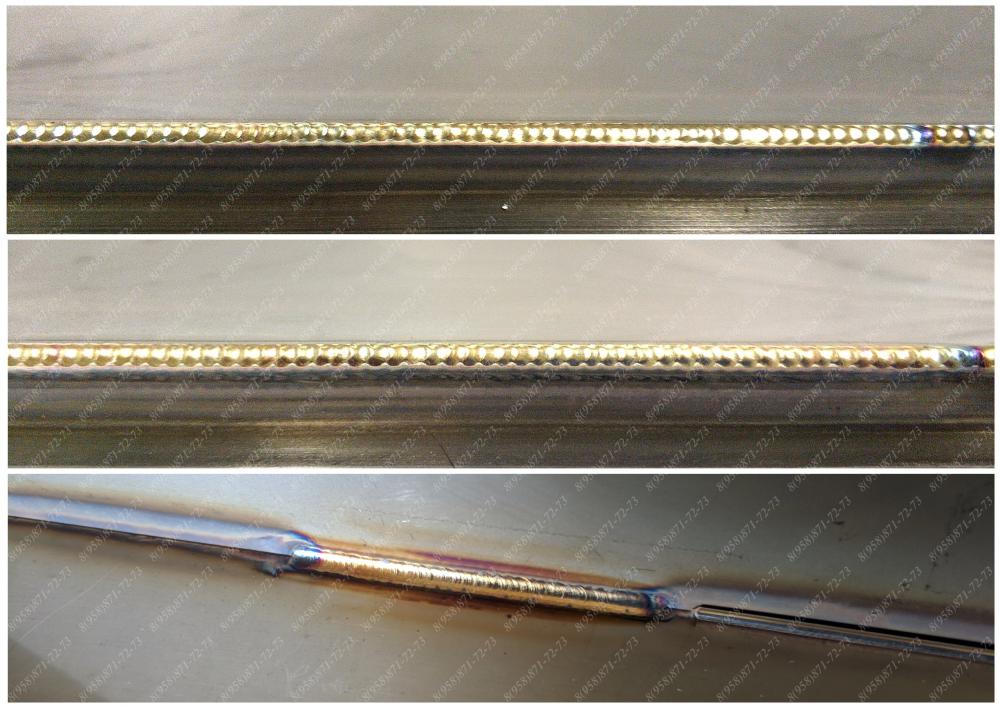
@trmik, Похожи на мои первые шаги. Чешуя слишком грубая, а местами прям навалено присадкой, мало току, нет перемешивания. Дуговой промежуток длинный (шов слишком широкий). Попробуйте с начала без присадки, короткую дугу держать научитесь. И запомните одну вещь: ванна должна всегда идти впереди электрода, а не за ним плестись, вот это и даст вам и цвет и перемешивание. И вот ещё, вы когда в импульсе свариваете, не импульсом присадку разбивайте (чтобы она не как лепешка прилипала), а в ванночке присадок держите, правда без короткой дуги у вас это не получится
-
@trmik, Вы это, когда фотать будите режимы тоже лучше напишите. Так и вам и нам проще будет.
-
@trmik, Зачем импульс если с поддувом свариваваете? Зачем присадок, чем своим телом не устраивает?. В без импульсном режиме 55-60А (добавлю, что на таких токах нужна короткая дуга, порядка 1мм). 1,2Гц это низкая частота, следовательно низкая скорость, следовательно дольше греете, а это плохо, начните с 2-2,5Гц, если уже так в импульсном режиме хотите работать. Выше частота значит надо ток базы поднять ампер до 20-30. Шов тёмный потому что свариваете медленно, подбирайте режимы не суетитесь.При ваших параметрах мне мне слабо верится что металл шва перемешан с металлом присадки (мало погонной энергии и вам приходится долго переплавлять, а это лишний разгорев). Импульсный режим не обязательн с огромной разницей пикового тока и тока базы, вариантов тьма. Хотите светлые швы, сваривайте быстро. И фоточки бы, они внесут больше ясности.
-
@installl, Лампочки будут лучше, источников света побольше, тёмных зон меньше. По цене лампочка 100р, патрон 20р + проводка. Не сильно дороже светильника встанет. А качество света будет получше. Себе я сделал вот так
-
@psi, герметика высокотемпературного на винт намазал(лишнее мясо выдавливает) и всё прошло, заодно и затяжка не ослабляется, по крайней мере месяц точно держит(затяжку) .

-
@installl, Хотите хороший свет. Тут либо металлогалогенные лампы, либо светодиодные. Светодиодные, что лампы, что прожекторы выше 2,5, край 3м вешать бесполезно, будите ходить как в сумерках. Цветовая температура 5000к - оптимальный вариант (и в т.ч., потому что именно с такой температурой достигается самый высокий индекс цветопередачи) - нейтральный белый, что дома что в мастерских, температура ниже даёт желтизну, выше синеву.
-
@G_Kar, Я как физ лицо заказывал, продают. Скидка - вычитают ндс, дополнительная скидка для коллектива вебсварки, не знаю не спрашивал.
-
@laguna,мне нравится как вот этот человек делает ,https://youtu.be/w2MHyBjOkskсчитаю практически идеал и стремится надо именно к таким результатам. На мой взгляд перегрето. Не давали между проходами остыть, что в добавок мешало сварке.
-
А камни ей просто обрастут и фиг их отмоешь и среда для развития бактерей в таком тазике прям ух Понятно что дело хозяйское, я так, ворчу.
-
@Вад11, ПО такому металлу только нержей и сваривать (или нет?). Тоже так гнилуху обрабатываю. @laguna, Ну ведь уметь же надо?. А плотной чешуей светлый не положишь, будет фиолето-розовый, чутка перегретый, некоторые прям до серого цвета греют, потом щёткой чистят и "типа норм".
-
А мытьё ещё, по 10 раз налей воду, по 10 раз слей. Хотя и так сойдёт
-
Тогда пародоньте, думал 25, посмотрел - реально дешевый, тогда вы правы эта штука не должна стоить дороже. Сливать воду через что? Глубина маленькая, сидеть не комфортно, внутри деревом не обшито же? Местами нагрев будет больше, опять не комфортно + ржаветь будет.
-
Тут вопрос не где, а на чём. Любая контора в которой станок есть наточит, возьмут рублей 200-300. правда только в одной плоскости, здесь же форма зуба такая, что лучше бы в обоих плоскостях затачивать. Там диск же в придачу идёт, цена которому 25к Не практично, наши чаны лучше, одна московская контора сделала выбор в пользу таких, теперь менять хотят.
-
Посмотрите сдэндапы Джим Джеффриса, к примеру https://www.youtube.com/watch?v=WkMxP1VmYXA&index=2&list=RDFrxfZxeQBIc
-
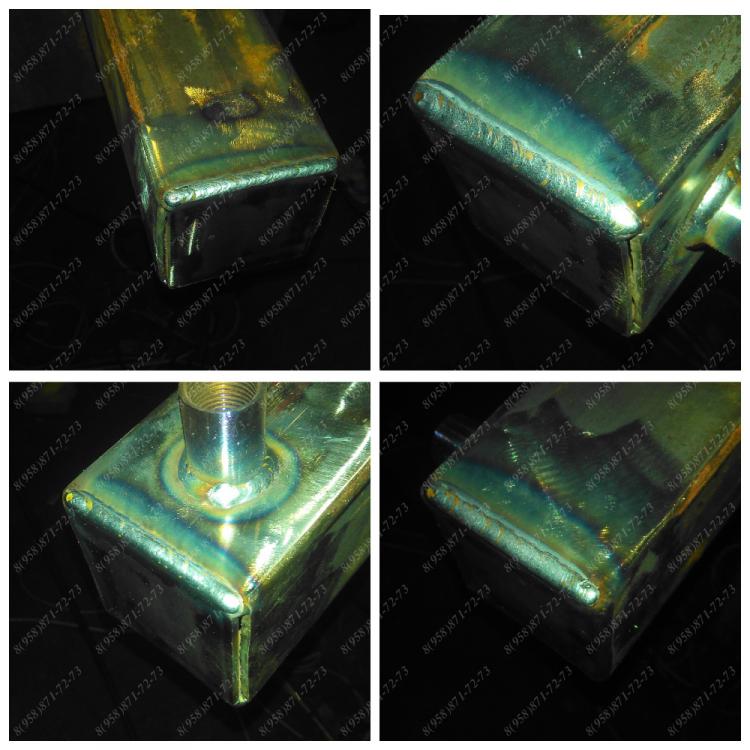
@installl, Вы ещё похоже ещё и без зазора сваривали, ПА любит зазор. 3-х прихваток хватает на такой диаметр, прихватки обычно механически не много шлифуются, тогда точно всё в порядке будет. Всё же я порекомендовал, где вода подтекает, обдирочным кругом пройтись и наплавить сверху, в противном случае рискует без толку навалаить ещё больше мяса.
-
@BooMkin, Плохой контакт бывает не только в наконечнике.
-
@Георгий 11, Зачем на визитку фотки швов лепить? Да, они самые. У нас в кооперативах сервисы довольно ходовые.
-
Я такие таблички думал сделать и на стенды объявлений у гаражных кооперативов развесить. Не обитаю в соцсетях, а вот сайтик запилить можно. с этим то проблем точно нет Что касается рекламы с визиток, клиентам надо давать не по одной,а штук по 5, чтобы знакомым при случае могли порекомендовать. НУ в замен можно скидочку сделать, или просто попросить ежели клиент и так в нужной кондиции.
-
Средне, главное чтобы клиентов они не отталкивали, а то посмотрят и скажут, что этот дорого возьмёт Надо вот так "делать"
-
@Isperyanc, Они не для читабельности, они от плагиата
-
В общем подумал я что надо бы уже объявлений накидать в инет, развить, так скажем, своё начинание. Быть может займусь ещё дизайном своих визиток, можете свои скидывать не стесняться, у кого они естественно есть. Вот такие коллажики сделал. С водяными знаками, а то всякий ленивый люд стащит
- 59 ответов
-
- 10
-